 Vai al contenuto
Vai al contenuto 
Soluzioni in acciaio per stampi con lucidatura di precisione
Migliorate le prestazioni degli stampi a iniezione con le soluzioni di lucidatura di precisione ZetarMold. Scoprite le tecniche degli esperti per ottenere finiture superiori dell'acciaio dello stampo!
Risorse per soluzioni in acciaio per stampi a iniezione con lucidatura di precisione
Che cos'è la lucidatura di precisione dell'acciaio per stampi a iniezione?
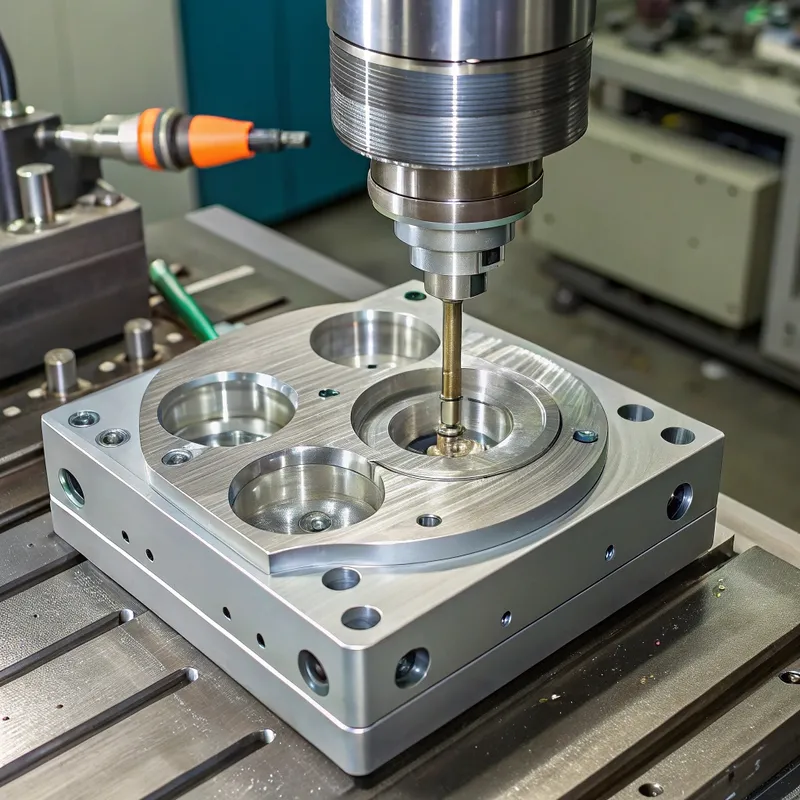
Per lucidatura di precisione dell'acciaio per stampi a iniezione si intende una serie di meticolose operazioni di finitura superficiale meccanica e/o chimico-meccanica eseguite sulla cavità, sull'anima e su altre superfici funzionali di uno stampo a iniezione in acciaio per utensili. L'obiettivo principale è ottenere una struttura superficiale specifica ed estremamente raffinata, in genere una finitura a specchio o una superficie opaca o strutturata controllata con precisione, in base ai requisiti del prodotto finale.
Nome tecnico completo: Finitura superficiale di precisione degli acciai per stampi a iniezione.
Alias comuni: Lucidatura di stampi, lucidatura di utensili, lucidatura di cavità, lucidatura a specchio (per la lucentezza).
1. Principi fondamentali:
① Rimozione progressiva del materiale: La lucidatura consiste nella rimozione sequenziale di strati microscopici di acciaio utilizzando abrasivi progressivamente più fini. Ogni passaggio rimuove i graffi e le imperfezioni superficiali lasciati dal passaggio precedente, più grossolano.
② Integrità della superficie: Il processo mira a migliorare l'integrità della superficie dell'acciaio rimuovendo i segni di lavorazione, gli strati di rifusione dell'elettroerosione e altri difetti, ottenendo una superficie omogenea e liscia.
③ Precisione dimensionale: Mentre il materiale viene rimosso, la lucidatura di precisione deve mantenere le dimensioni critiche e le tolleranze geometriche dello stampo.
④ Raggiungimento della finitura specificata: L'obiettivo finale è quello di soddisfare uno standard di finitura superficiale predefinito, come quelli stabiliti dalla Society of the Plastics Industry (SPI), o specifiche personalizzate.
2. Concetti di base:
① Acciaio per stampi: Per gli stampi a iniezione si utilizzano acciai speciali (ad esempio, P20, H13, S7, 420SS) grazie alla loro durezza, tenacità, resistenza all'usura e lucidabilità. La scelta dell'acciaio influisce in modo significativo sul livello di lucidatura ottenibile e sull'impegno richiesto.
② Rugosità superficiale (Ra, Rz): Misure quantificabili della struttura della superficie. Ra (Roughness Average) è la media aritmetica dei valori assoluti delle deviazioni dell'altezza del profilo dalla linea media. Valori di Ra più bassi indicano superfici più lisce.
③ Unità di gloss (GU): Misura della riflessione speculare (lucentezza) di una superficie.
④ Abrasivi: Vengono utilizzati materiali come composti diamantati, ossido di alluminio, carburo di silicio e pietre di lappatura specializzate in varie grane.
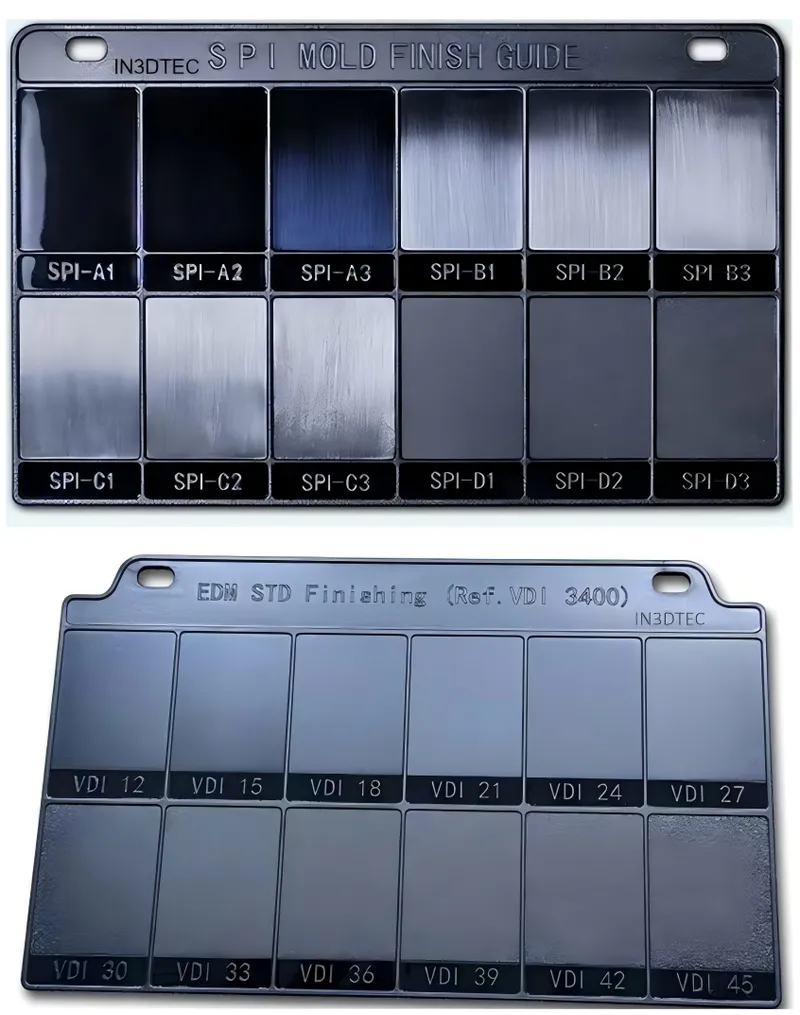
⑤ Standard di finitura SPI: Linee guida accettate dal settore (da A-1 a D-3) che classificano le finiture superficiali degli stampi da specchio lucido a opaco/sabbiato.

Il ruolo cruciale della lucidatura per il successo dello stampaggio a iniezione
La lucidatura di precisione non si limita a rendere brillante lo stampo, ma svolge un ruolo multiforme:
1. Parte Estetica:
La finitura superficiale dello stampo viene replicata direttamente sulla parte in plastica. Uno stampo ad alta lucentezza produce un pezzo ad alta lucentezza, fondamentale per l'elettronica di consumo, gli interni delle automobili e gli imballaggi di alta qualità.
2. Rilascio del pezzo (espulsione):
Superfici dello stampo più lisce riducono l'attrito, facilitando l'espulsione della parte in plastica. In questo modo si possono ridurre i tempi di ciclo, le sollecitazioni sui pezzi e la necessità di utilizzare agenti distaccanti per gli stampi.
3. Durata dello stampo e durata di vita:
Una superficie ben lucidata è spesso più resistente alla corrosione e all'usura, soprattutto se vengono eliminate le tensioni residue della lavorazione. Inoltre, può prevenire le incrostazioni premature dovute a residui di plastica.
4. Chiarezza ottica:
Per le parti trasparenti come le lenti o i tubi luminosi, una lucidatura di qualità eccezionale (SPI A-1 o superiore) è essenziale per ottenere la chiarezza ottica e prevenire la dispersione della luce.
5. Caratteristiche del flusso:
Una superficie molto lucida può influenzare il flusso della plastica fusa all'interno della cavità dello stampo, anche se spesso si tratta di un effetto secondario rispetto al design della porta e alla temperatura della fusione.
6. Pulizia e manutenzione:
Le superfici più lisce sono più facili da pulire e meno soggette ad accumuli di materiale.

Classificazioni e tipi di lucidatura degli stampi
I lucidanti per muffe possono essere classificati in base a diversi criteri:
1. In base alla finitura superficiale raggiunta (ad esempio, standard SPI):
- SPI A-1 (grado #3 Diamond Buff): Massima brillantezza, a specchio, otticamente chiara. Ottenuta con diamanti da 0-1 micron. (ad esempio, per lenti, riflettori di alta gamma).
- SPI A-2 (grado #6 Diamond Buff): Lucentezza elevata, specchio fine. Ottenuta con un tampone diamantato da 2-3 micron. (ad esempio, per parti cosmetiche di alta qualità).
- SPI A-3 (grado #15 Diamond Buff): Mediamente lucido, finemente riflettente. Ottenuto con un tampone diamantato da 3-5 micron.
- SPI B-1 (carta a grana 600): Semi-lucido, satinato fine. Nessun graffio visibile.
- SPI B-2 (carta a grana 400): Semi-lucido, satinato medio.
- SPI B-3 (carta a grana 320): Semilucido, satinato grossolano.
- SPI C-1 (pietra a grana 600): Finitura opaca, pietra fine.
- SPI C-2 (pietra a grana 400): Finitura opaca, pietra media.
- SPI C-3 (pietra a grana 320): Finitura opaca, pietra grezza.
- SPI D-1 (graniglia di vetro #11 a secco): Opaco opaco, finemente sabbiato.
- SPI D-2 (ossido #240 a secco): Opaco opaco, mediamente brillante.
- SPI D-3 (ossido #24 a secco): Opaco opaco, grana grossa.
- (Nota: esistono anche altri standard, come il VDI (tedesco), in particolare per le superfici strutturate).
2. In base al metodo di lucidatura:
- Lucidatura manuale: Tecnici altamente qualificati utilizzano utensili manuali (pietre, bastoncini di lappatura, feltrini, panni) con composti abrasivi. Offre precisione e controllo per geometrie complesse.
- Lucidatura assistita: Utilizza strumenti motorizzati come lucidatrici rotative, lucidatrici a ultrasuoni o lappatrici per accelerare il processo, soprattutto per le superfici più grandi o più semplici. Spesso si combina con ritocchi manuali.
- Lucidatura automatizzata (robotica): Emergente per le attività di lucidatura ad alto volume o ripetitive, ma deve ancora affrontare le sfide con le superfici 3D complesse.
3. In base allo scopo/applicazione:
- Smalto ottico: Estrema chiarezza, difetti minimi (SPI A-1 o specifiche personalizzate per le parti ottiche).
- Smalto cosmetico ad alta lucentezza: Per prodotti di consumo visivamente accattivanti (tipicamente SPI da A-2 a B-1).
- Polacco funzionale: Finalizzata a migliorare la resistenza al distacco o all'usura, può non richiedere un'elevata brillantezza (ad esempio, gradi SPI B o C).
- Lucidatura pre-miscelata: Una specifica finitura liscia (ad esempio, SPI C-1) richiesta prima di applicare l'incisione chimica o la testurizzazione laser.
- Finitura opaca/satinata: Volutamente non riflettente, spesso ottenuto con abrasivi fini o sabbiatura.
Industrie e applicazioni chiave che richiedono la lucidatura di precisione
Diversi settori industriali fanno grande affidamento su stampi lucidati con precisione:
1. Automotive:
Lenti dei fari, coperture dei fanali posteriori, componenti per l'allestimento interno (cruscotto, console con finiture lucide), parti cromate di fantasia.
2. Elettronica di consumo:
Alloggiamenti per smartphone, computer portatili, televisori, elettrodomestici che richiedono superfici eleganti e lucide.
3. Dispositivi medici:
Componenti otticamente chiari (cuvette, prodotti diagnostici monouso), alloggiamenti per apparecchiature mediche, dispositivi impiantabili (dove la levigatezza della superficie è fondamentale per la biocompatibilità).
4. Ottica e fotonica:
Lenti, prismi, guide di luce, fibre ottiche per le quali è richiesta una superfinitura SPI A-1 o addirittura personalizzata.
5. Imballaggio:
Contenitori cosmetici di alta gamma, imballaggi alimentari trasparenti, tappi e chiusure con finiture di pregio.
6. Aerospaziale:
Componenti interni, tettoie trasparenti, componenti che richiedono un'elevata resistenza alla fatica.
7. Giocattoli:
Giocattoli in plastica ad alta lucentezza e dall'aspetto accattivante.
Vantaggi di investire nella lucidatura degli stampi di alta qualità
I vantaggi vanno ben oltre l'estetica:
1. Qualità superiore dei pezzi:
La replica diretta della superficie dello stampo garantisce parti in plastica perfette e prive di difetti.
2. Miglioramento dell'attrattiva del prodotto:
Superfici lucide o perfettamente strutturate migliorano notevolmente il valore percepito e la commerciabilità dei prodotti.
3. Miglioramento del rilascio dello stampo:
La riduzione dell'attrito consente ai pezzi di essere espulsi facilmente, riducendo al minimo le sollecitazioni sul pezzo e sullo stampo e potenzialmente riducendo i tempi di ciclo.
4. Riduzione dei tassi di scarto:
Meno difetti come segni di trascinamento, linee di flusso o imperfezioni superficiali sui pezzi stampati.
5. Aumento della durata di vita dello stampo:
Una superficie correttamente lucidata può essere più resistente all'usura, alla corrosione e all'accumulo di residui, prolungando la vita operativa dell'utensile.
6. Riduzione dei costi di manutenzione:
Gli stampi più facili da pulire riducono i tempi di inattività e gli interventi di manutenzione.
7. Coerenza nella produzione:
Garantisce l'uniformità della finitura superficiale da pezzo a pezzo su lunghe tirature.
8. Abilita i progetti avanzati:
Permette di modellare parti otticamente chiare o dettagli intricati che sarebbero impossibili con stampi poco rifiniti.

Potenziali svantaggi e sfide della lucidatura di precisione
Sebbene sia estremamente vantaggiosa, la lucidatura di precisione presenta anche delle sfide:
1. Costo:
Si tratta di un processo ad alta intensità di manodopera e dipendente dalle competenze, che aumenta notevolmente il costo di produzione dello stampo, soprattutto per le finiture di livello SPI A più elevate.
2. Tempi di consegna:
La lucidatura, soprattutto se di alto livello, può aggiungere molto tempo al programma di consegna dello stampo.
3. Rischio di lucidatura eccessiva o di errori:
Tecniche errate possono portare a imprecisioni dimensionali (ad esempio, bordi arrotondati, superfici bombate), alterazioni della geometria o effetti "a buccia d'arancia".
4. Dipendenza dalle competenze:
Per ottenere finiture di alta qualità sono necessari lucidatori altamente esperti e qualificati. Tale competenza scarseggia.
5. Limitazioni materiali:
Non tutti gli acciai per stampi si lucidano allo stesso modo. Alcuni acciai sono intrinsecamente più difficili da lucidare a specchio a causa della loro microstruttura (ad esempio, grandi carburi, inclusioni).
6. Mantenimento di bordi/dettagli nitidi:
È difficile ottenere una lucidatura elevata preservando perfettamente gli spigoli vivi o i dettagli intricati senza tecniche specializzate.
7. Soggettività:
Nonostante l'esistenza di standard come lo SPI, la valutazione della qualità dei polacchi può essere ancora soggettiva, soprattutto ai livelli più alti.
Guida per esperti alla lucidatura di precisione degli stampi
Per ottenere una qualità superiore dei pezzi, la nostra guida per esperti sulla lucidatura di precisione dell'acciaio per stampi a iniezione.
Risorse per soluzioni in acciaio per stampi a iniezione con lucidatura di precisione
Confronto tra la lucidabilità dell'acciaio per stampi: Un fattore chiave
La scelta dell'acciaio dello stampo influisce profondamente sulla facilità e sulla qualità della lucidatura:
1. Acciai altamente lucidabili (ad esempio, acciaio inox 420, Stavax ESR, S136, NAK80): Questi acciai sono stati progettati o lavorati in modo specifico (ad esempio, per rifusione elettrolitica - ESR) per ottenere un'elevata purezza, una microstruttura fine e una durezza uniforme, che li rende ideali per le finiture SPI A-1 e le applicazioni ottiche. Il NAK80 è un acciaio che indurisce per precipitazione, noto per l'eccellente lucidabilità e per non richiedere il trattamento termico post-saldatura.
2. Acciai di buona lucidabilità (ad esempio, H13, P20 modificato, S7): Acciai comuni da lavoro. L'H13, se opportunamente trattato termicamente, può raggiungere buone finiture SPI A-2/A-3. Il P20 è tipicamente utilizzato per finiture B o C, ma i gradi modificati possono raggiungere livelli più elevati. L'S7 è resistente e può essere lucidato bene.
3. Acciai moderati/difficili da lucidare (ad esempio, P20 standard, alcuni acciai per utensili con grandi carburi o purezza inferiore): Può essere limitato alle finiture SPI B o C. Ottenere un'elevata brillantezza può essere molto impegnativo e richiede molto tempo.
Fattori dell'acciaio che influenzano la lucidabilità:
① Pulizia: Meno inclusioni (solfuri, ossidi, silicati) significa meno buchi e difetti durante la lucidatura. I processi ESR o VAR (Vacuum Arc Remelting) migliorano la pulizia.
Omogeneità e microstruttura: Una struttura a grana fine e uniforme e piccoli carburi ben distribuiti sono fondamentali. I carburi grandi e non uniformemente distribuiti possono "staccarsi" durante la lucidatura, lasciando buchi.
③ Durezza: In generale, gli acciai più duri (all'interno del loro campo di lavoro) si lucidano meglio e raggiungono una maggiore brillantezza, ma richiedono anche uno sforzo maggiore. Una durezza costante è fondamentale.
④ Risposta al trattamento termico: Un trattamento termico adeguato è fondamentale per ottenere la durezza e la microstruttura desiderate per una lucidatura ottimale.
Caratteristiche principali di una superficie di stampo lucidata con precisione
Una superficie lucidata di alta qualità è definita da diverse caratteristiche misurabili e osservabili:
1. Bassa rugosità superficiale (Ra, Rz, Sa):
In genere, SPI A-1 potrebbe richiedere Ra < 0,005 µm (o 5 nm). La Sa (rugosità media areale) sta diventando sempre più comune per le superfici 3D.
2. Alta lucentezza/riflettività:
Si misura in unità di gloss (GU) utilizzando un glossometro. I valori dipendono dall'angolo di misurazione (ad esempio, 20°, 60°, 85°).
3. Assenza di difetti:
Non sono visibili graffi, buche, "buccia d'arancia", ondulazioni, nebulosità, comete, maniche o segni di smerigliatura sotto l'ingrandimento specificato.
4. Chiarezza / assenza di foschia:
Per gli smalti ottici, è essenziale un'elevata trasmissione della luce e una dispersione minima.
5. Nitidezza dei dettagli:
Conservazione dei dettagli e degli spigoli vivi come da progetto dello stampo.
6. Uniformità:
Finitura uniforme su tutta la superficie lucidata, comprese le geometrie complesse.
7. Direzionalità (Lay):
Per alcune finiture (ad esempio, spazzolato), si desidera un modello direzionale specifico. Per i lucidi a specchio, non deve essere visibile alcuno strato.
Il processo Core: Passo dopo passo per una finitura impeccabile
Il raggiungimento di una lucidatura di precisione è un processo meticoloso e in più fasi:
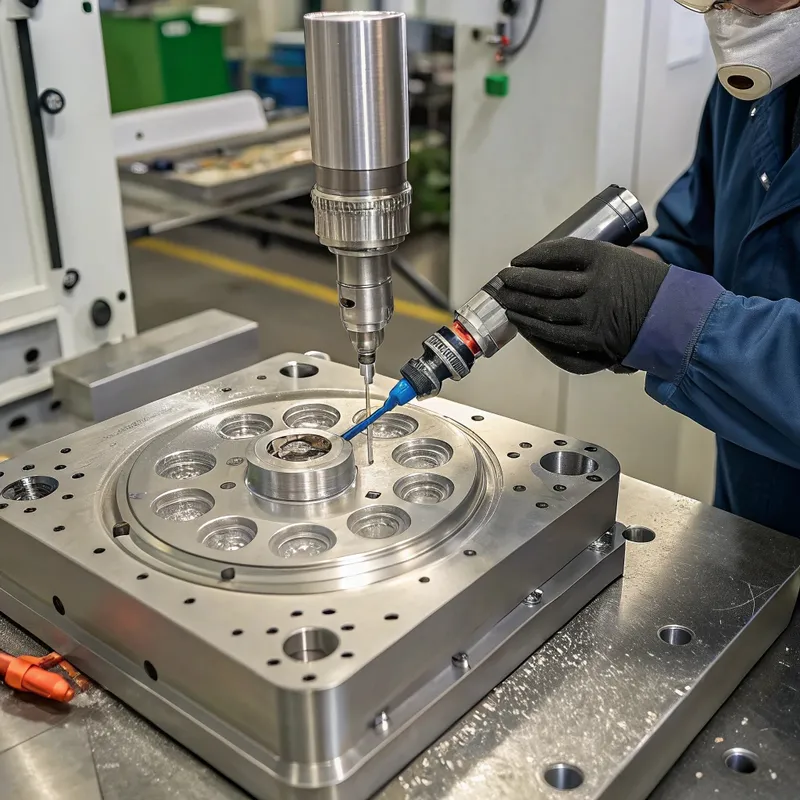
1. Preparazione e ispezione prelavorazione:
- Assicurarsi che la superficie dello stampo sia lavorata correttamente (fresata, rettificata o sottoposta a elettroerosione) con danni minimi alla superficie.
- Rimuovere completamente lo strato di rifusione dell'elettroerosione (strato duro e fragile), in genere con una snocciolatura o una leggera fresatura. Questa operazione è fondamentale perché lo strato di rifusione non si lucida bene e può scheggiarsi.
- Ispezionare la presenza di segni di lavorazione profondi, intaccature o difetti che devono essere rimossi prima di iniziare la lucidatura.
- Verificare il tipo di acciaio e la durezza.
2. Snocciolatura/rettifica grossolana (fase di abrasione grossolana):
- Obiettivo: Rimuovere i segni di lavorazione, rifondere con l'elettroerosione e stabilire la planarità/geometria iniziale.
- Strumenti e abrasivi: Pietre abrasive a grana grossa (ad esempio, ossido di alluminio o carburo di silicio con grana 120-320), strumenti di molatura.
- Tecnica: Lavorare in modo coerente, spesso incrociato, assicurandosi di rimuovere tutti i segni precedenti. Utilizzare un lubrificante/refrigerante appropriato.
3. Lapidazione / Lappatura di semi-finitura (fase di media abrasività):
- Obiettivo: Rimuovere i graffi della fase di sgrossatura e affinare ulteriormente la superficie.
- Strumenti e abrasivi: Pietre di grana media (ad esempio, 400-800), carte/ panni abrasivi montati su bastoncini per lappatura, lime diamantate.
- Tecnica: Continuare con grane progressivamente più fini, cambiando la direzione di lucidatura a ogni cambio di grana per garantire la completa rimozione dei segni precedenti. Una pulizia accurata tra una grana e l'altra è fondamentale per evitare il riporto di particelle più grosse.
4. Finitura fine / Pre-lucidatura (fase di abrasivo fine):
- Obiettivo: Preparare la superficie per la lucidatura a specchio finale rimuovendo tutti i graffi visibili dalle fasi precedenti.
- Strumenti e abrasivi: Pietre a grana fine (ad esempio, grana 1000-1200), carte abrasive molto fini (ad esempio, fino a grana 2000-5000), composti diamantati fini (ad esempio, da 45 a 15 micron) applicati con bastoncini di lappatura (legno, ottone, ghisa) o bob di feltro duro.
- Tecnica: La pulizia estrema è fondamentale. La direzione della lucidatura è fondamentale.
5. Lucidatura a specchio / lucidatura (fase di lucidatura a diamante):
- Obiettivo: Raggiungere il livello di brillantezza finale desiderato (ad esempio, SPI A-1, A-2, A-3).
- Strumenti e abrasivi: Composti/pastiglie diamantati (ad esempio, da 15 micron a 0,25 micron o più fini), applicati con feltrini, cotone idrofilo, lamine di legno morbido o panni speciali per la lucidatura. Si utilizzano utensili rotativi, lucidatrici a ultrasuoni o metodi manuali.
- Tecnica: Pressione leggera, schemi di movimento specifici. Ogni grana del diamante deve rimuovere completamente i segni del diamante precedente, più grosso. Il mezzo di lucidatura (feltro, legno) deve essere più morbido dell'acciaio per evitare di inglobare gli abrasivi.
6. Pulizia e ispezione finale:
- Pulire accuratamente la superficie dello stampo per rimuovere tutti i residui di lucidatura.
- Ispezionare con un'illuminazione adeguata (ad esempio, diffusa, direzionale) e un ingrandimento per verificare che la finitura sia conforme alle specifiche (standard SPI, campioni visivi, letture del glossometro).

Considerazioni chiave nelle operazioni di lucidatura di precisione degli stampi
Numerosi fattori influenzano il risultato della lucidatura:
1. Selezione e qualità dell'acciaio per stampi:
Come già detto, gli acciai più puliti e omogenei, con microstrutture fini, si lucidano meglio.
2. Trattamento termico:
Un trattamento termico adeguato e uniforme per ottenere la durezza corretta è fondamentale. Punti deboli o durezza incoerente possono causare una lucidatura non uniforme. Anche l'alleggerimento delle tensioni dopo la lavorazione grezza può essere utile.
3. Condizione della superficie prima della lucidatura:
La qualità della superficie iniziale lavorata o in elettroerosione influisce in modo significativo sullo sforzo e sul tempo necessari per la lucidatura. È preferibile una buona finitura per elettroerosione con uno strato di rifusione minimo.
4. Selezione e sequenza degli abrasivi:
È fondamentale utilizzare la corretta sequenza di tipi di abrasivi e grane. Saltando le grane si ottengono graffi più profondi e difficili da rimuovere.
5. Lubrificazione/refrigeranti:
I lubrificanti appropriati (ad esempio, acquaragia minerale, oli speciali per lucidatura) aiutano a portare via i trucioli, a prevenire il caricamento degli abrasivi e a raffreddare la superficie.
6. Strumenti e supporti per la lucidatura:
La scelta delle bacchette di lappatura (legno, ottone, acciaio, feltro duro), dei bob e degli strumenti motorizzati (rotativi, alternativi, a ultrasuoni) dipende dalla geometria e dalla fase di lucidatura.
7. Capacità ed esperienza del tecnico:
Questo è probabilmente il fattore più critico, soprattutto per la lucidatura manuale di forme complesse con livelli SPI A elevati. Richiede pazienza, un occhio attento e un "feeling" con il processo.
8. Pulizia e controllo della contaminazione:
Un granello di grana più grossa trasportato in una fase più fine può rovinare ore di lavoro. Strumenti dedicati e pulizia immacolata sono essenziali.
9. Pressione e velocità:
L'applicazione della giusta pressione e velocità dell'utensile è fondamentale. Una pressione o una velocità eccessive possono generare calore, causare la "buccia d'arancia" o estrarre i carburi.
10. Direzione di lucidatura:
Cambiare la direzione di lucidatura (ad esempio, 45-90 gradi) tra gli stadi di grana aiuta a identificare e rimuovere efficacemente i graffi precedenti.
11. Conservazione di bordi e dettagli:
È necessario prestare particolare attenzione per evitare di arrotondare gli spigoli vivi o di cancellare i dettagli più fini. Tecniche come l'uso di materiali di lappatura più duri in prossimità dei bordi o la mascheratura possono aiutare.
Scelta del giusto acciaio per stampi per una lucidabilità ottimale
1. Per SPI A-1 (Qualità ottica/obiettivo):
- Acciaio inox 420 (VES/VAR): Scelta eccellente, resistente alla corrosione.
- S136 / Stavax ESR: Inossidabile di qualità superiore, ad altissima purezza.
- NAK80: Indurimento per precipitazione, ottima lucidabilità, buona saldabilità senza reincrudimento.
- HPM38 (equivalente a S136): Un'altra opzione inossidabile di alta qualità.
2. Per SPI A-2 / A-3 (cosmetico ad alta brillantezza):
- H13 (ESR/VAR): Buono se perfettamente trattato termicamente e pulito.
- Gradi P20 modificati: Alcuni acciai proprietari di tipo P20 offrono una migliore lucidabilità.
3. Per le finiture SPI B (semilucide):
- P20 (precompresso): Scelta standard, conveniente.
- H13, S7: Adatto anche a.
4. Per le finiture SPI C e D (opaca/estetica):
- La maggior parte degli acciai per utensili è in grado di ottenere queste finiture, poiché la superficie finale viene spesso snocciolata o sabbiata piuttosto che lucidata. L'attenzione è rivolta soprattutto alla durata e alla lavorabilità.
Difetti comuni di lucidatura della muffa: Cause e soluzioni
| Difetto | Descrizione | Cause comuni | Soluzioni |
|---|---|---|---|
| Graffi | Linee o scanalature sulla superficie. | Contaminazione della grana grossa, salto di grana, utensili di lucidatura danneggiati, pressione errata, passaggio precedente insufficiente. | Rilucidare partendo da una grana sufficientemente fine per rimuovere il graffio, ma sufficientemente grossolana per essere efficace. Migliorare la pulizia. Controllare gli strumenti. Assicurarsi che la fase precedente sia stata completata. |
| Pozzetti / fori di spillo | Piccole rientranze o fori sulla superficie. | Inclusioni nell'acciaio, carburi estratti, corrosione, pozzetti dell'arco di elettroerosione non completamente rimossi. | Utilizzare acciaio più pulito (VES/VAR). Pressione di lucidatura più bassa. Assicurare la rimozione completa della rifusione EDM. A volte le fosse sono intrinseche alla qualità dell'acciaio. |
| Buccia d'arancia | Consistenza ondulata e con fossette che ricordano la buccia di un'arancia. | Pressione/velocità eccessive con utensili rotanti, mole di lucidatura morbide su acciaio morbido, surriscaldamento della superficie, trattamento termico insufficiente. | Utilizzare una pressione più leggera, velocità più basse, ruote di lucidatura più dure o bastoncini di lappatura. Assicurarsi che la durezza dell'acciaio e lo scarico delle tensioni siano adeguati. Refrigerante. |
| Nebbia / Nuvolosità | Aspetto lattiginoso o torbido, mancanza di chiarezza sulle finiture a specchio. | Graffi sottili non completamente rimossi, residui di composti lucidanti, pulizia impropria, umidità. | Rilucidare accuratamente con le fasi finali di diamantatura. Pulire accuratamente con solventi appropriati. Assicurarsi che la superficie sia asciutta. |
| Code di cometa | Un graffio con una "coda" di graffi più fini o di materiale disturbato. | Una particella abrasiva più grande viene trascinata sulla superficie, si incastra e poi si rompe. | Migliorare rigorosamente la pulizia. Filtrare i lubrificanti. Rilucidare l'area interessata. |
| Bordi arrotolati | Angoli o bordi arrotondati dove era prevista la nitidezza. | Pressione eccessiva in prossimità dei bordi, utensili di lappatura morbidi, movimento di lucidatura sopra il bordo. | Utilizzare strumenti di lappatura più duri in prossimità dei bordi, mascherare i bordi, lucidare lontano dai bordi o parallelamente ad essi. Ridurre la pressione. |
| Ondulazioni / increspature | Superficie ondulata e irregolare. | Stonatura non uniforme, uso scorretto degli utensili elettrici, impostazione non rigida degli utensili, tentativo di rimuovere troppo materiale e troppo velocemente. | Garantire una snocciolatura piatta con strumenti appropriati. Utilizzare setup rigidi. Rimuovere gradualmente il materiale. Abilità e tecnica costante. |
| Segni di ruggine / vortici | Graffi sottili circolari o ad arco dovuti alla lucidatura finale. | Troppa pressione durante la lucidatura, tampone contaminato, mescola sbagliata, velocità eccessiva. | Pressione più leggera, tamponi puliti/nuovi, mescola corretta, velocità ridotta. Passaggio finale a mano, se necessario. |

Advantages and Disadvantages of Injection Molding: Complete Guide
Key Takeaways High tooling costs ($15K-200K+) require minimum 5,000+ parts for economic viability Exceptional repeatability maintains ±0.002″ tolerances across millions of production cycles Complex geometries enable features impossible with machining

PA6 PA66 PA12 PA1010 Nylon Injection Molding Process
PA6, PA66, PA12, and PA1010 are the four most commonly injection-molded nylon grades, each with distinct moisture absorption, temperature resistance, and mechanical properties that make them suited to different applications.

What Are Silver Streaks in Injection Molding
You pull the part off the mold and there they are — silver streaks, those shimmering lines cutting across what should be a clean surface. They look like something went
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

