 Vai al contenuto
Vai al contenuto 

Gli stampi per lo stampaggio a iniezione sono strumenti utilizzati per modellare gli oggetti. Sono costituiti da diverse parti e diversi stampi hanno parti diverse. Il processo di stampaggio a iniezione comprende principalmente la preparazione della materia prima, l'alimentazione, il riscaldamento e la fusione, l'iniezione, il raffreddamento e la solidificazione, l'apertura e l'estrazione dello stampo, la rimozione delle scaglie, la rifilatura, la lavorazione, l'ispezione e l'imballaggio.
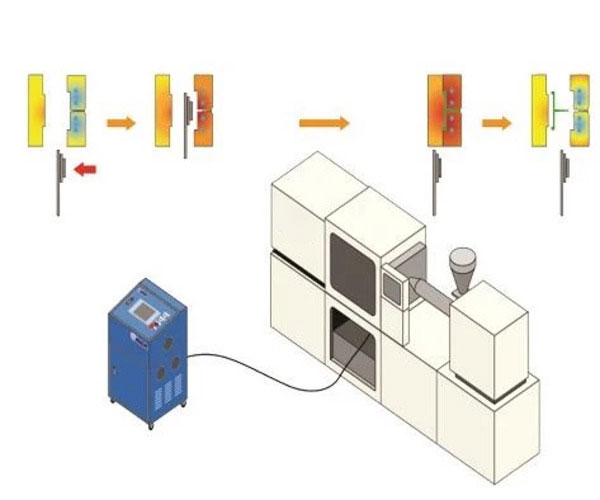
Ⅰ. Sistema di riscaldamento
1. Metodi di riscaldamento degli stampi
1.1 Riscaldamento dell'acciaio
Il riscaldamento in acciaio è un metodo di riscaldamento quasi obbligatorio nella progettazione di tutti gli stampi per lo stampaggio di materie plastiche. Può essere progettato in varie forme, come il cablaggio monofase, il cablaggio bifase, ecc. Si possono utilizzare materiali come tubi aggraffati, tubi senza saldatura, tubi in acciaio inox, caratterizzati da bassa perdita di calore, alta efficienza termica, cablaggio semplice e configurazioni di cablaggio flessibili in base alle esigenze, progettati per 220V o 380V. Tuttavia, a causa delle limitazioni dei materiali e delle tecniche di lavorazione, è necessario prestare attenzione alle sue caratteristiche uniche nella progettazione degli stampi.
1.2 Riscaldamento del nucleo del saldatore
Il nucleo del saldatore è spesso utilizzato come tipo di tubo di riscaldamento per stampi. Ha un'elevata potenza per unità di lunghezza (di solito un diametro di 10 mm, una lunghezza di 8 cm del nucleo del saldatore può raggiungere una potenza di uscita di 150 watt), durata, buona sicurezza, resistenza ai cortocircuiti, può essere incorporato attraverso fori ciechi, ma è difficile personalizzare il design, incline alla fragilità e alla rottura durante la sostituzione.

2. Fattori che influenzano la velocità di riscaldamento dello stampo a iniezione
Sono molti i fattori che influenzano la velocità di riscaldamento di uno stampo a iniezione. Alcuni di questi fattori sono:
2.1 Materiale e struttura dello stampo
Il materiale e la struttura dello stampo influiscono direttamente sulla velocità di riscaldamento. Materiali diversi hanno una diversa conducibilità termica e capacità termica, mentre lo spessore e la struttura dello stampo influiscono sulla velocità di conduzione del calore.
2.2 Metodo e apparecchiatura di riscaldamento
Gli stampi a iniezione vengono riscaldati con sistemi di riscaldamento elettrico o a canale caldo. I diversi metodi di riscaldamento hanno velocità di riscaldamento e capacità di controllo differenti. Ad esempio, il riscaldamento elettrico può riscaldare rapidamente e controllare con precisione la temperatura, mentre i sistemi a canale caldo possono trasferire il calore direttamente a parti specifiche dello stampo, rendendo il riscaldamento più efficiente.
2.3 Temperatura e tempo di riscaldamento
La temperatura e il tempo di riscaldamento sono i due fattori principali che influenzano la velocità di riscaldamento. Aumentando la temperatura di riscaldamento e prolungando il tempo di riscaldamento si può accelerare la velocità di riscaldamento dello stampo, ma bisogna fare attenzione a non danneggiare lo stampo o causare stress termico.
2.4 Condizioni ambientali
La velocità di riscaldamento dello stampo è influenzata anche dalle condizioni ambientali, come la temperatura e l'umidità della stanza. Se fa molto freddo o è molto umido, la velocità di riscaldamento potrebbe essere leggermente influenzata.
2.5 Stato e manutenzione dello stampo
La velocità di riscaldamento è influenzata dalle condizioni e dalla manutenzione dello stampo. L'accumulo di cenere, l'ossidazione o i danni sulla superficie dello stampo riducono l'efficienza di riscaldamento e prolungano il tempo di riscaldamento.
2.6 Mezzo di riscaldamento
I diversi mezzi di riscaldamento, come i fili elettrici, l'olio termico, ecc. hanno caratteristiche di trasferimento del calore diverse, che influiscono sulla velocità di riscaldamento. La scelta del giusto mezzo di riscaldamento può migliorare l'efficienza del riscaldamento.
Ⅱ. Fase di raffreddamento
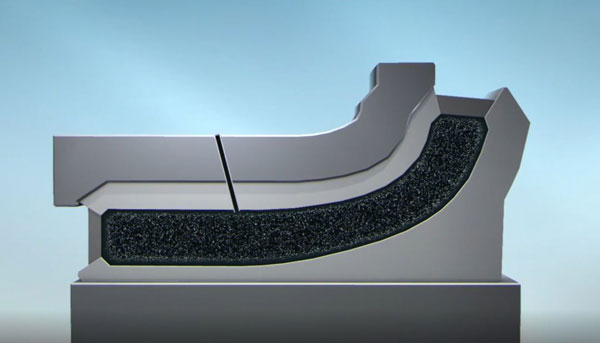
In stampi per stampaggio a iniezioneLa progettazione del sistema di raffreddamento è molto importante. I prodotti plastici stampati, infatti, devono raffreddarsi e solidificarsi fino a raggiungere una certa rigidità prima dello stampaggio, per evitare deformazioni dovute a forze esterne. Poiché il tempo di raffreddamento rappresenta circa 70% - 80% dell'intero ciclo di stampaggio, un sistema di raffreddamento ben progettato può ridurre notevolmente i tempi di stampaggio, aumentare la produttività dello stampaggio a iniezione e ridurre i costi. Sistemi di raffreddamento progettati in modo inadeguato possono prolungare i tempi di stampaggio, aumentare i costi e un raffreddamento non uniforme può causare ulteriori deformazioni dei prodotti in plastica.
In base agli esperimenti, il calore della colata che entra nello stampo si disperde generalmente in due modi: 5% vengono trasferiti all'atmosfera per irraggiamento e convezione, mentre gli altri 95% vengono condotti dalla fusione allo stampo. Grazie ai tubi dell'acqua di raffreddamento nello stampo, il calore viene trasferito dalla plastica nella cavità dello stampo al tubo dell'acqua di raffreddamento per conduzione termica attraverso la base dello stampo, e poi trasportato dal liquido di raffreddamento per convezione termica. Una piccola quantità di calore non asportata dall'acqua di raffreddamento continua a condurre nello stampo e si disperde nell'aria a contatto con l'esterno.
Il processo di stampaggio a iniezione prevede cinque fasi: chiusura dello stampo, riempimento, mantenimento della pressione, raffreddamento e sformatura. Il raffreddamento è la fase più lunga, circa 70% - 80% del tempo totale. Il tempo di raffreddamento influisce quindi sulla durata del ciclo e sul numero di pezzi che è possibile produrre. Quando si estrae il pezzo dallo stampo, è necessario che sia raffreddato al di sotto della temperatura di distorsione termica. In questo modo si evita che il pezzo si rilassi e si deformi.
1. Metodi di raffreddamento degli stampi
1.1 Raffreddamento ad acqua
Il raffreddamento ad acqua è il metodo di raffreddamento più comunemente utilizzato per la maggior parte degli stampi, ma presenta anche degli svantaggi: richiede una buona tenuta delle tubazioni e condotte d'acqua superiori e inferiori non ostruite, con conseguente notevole spreco di acqua. Quando la temperatura di raffreddamento supera i 100°C, è probabile che si verifichino esplosioni di vapore. Il vantaggio è che ha una grande capacità termica e può ottenere un raffreddamento rapido.

1.2 Raffreddamento ad aria
Il raffreddamento ad aria è un metodo di raffreddamento relativamente ideale. A differenza del raffreddamento ad acqua, non richiede la tenuta delle tubazioni, non comporta sprechi di risorse, può raffreddare stampi con temperature superiori a 100°C e la velocità di raffreddamento può essere determinata dalla portata del gas. Inoltre, è semplice e conveniente ottenere fonti di gas in laboratori di produzione di una certa portata.
2. Fattori che influenzano la velocità di raffreddamento del prodotto
2.1 Design del prodotto in plastica
L'aspetto principale è lo spessore della parete della parte in plastica. Più il pezzo è spesso, più tempo impiega a raffreddarsi. Come regola generale, il tempo di raffreddamento è approssimativamente proporzionale al quadrato dello spessore del pezzo o alla potenza di 1,6 del diametro maggiore della porta. In altre parole, raddoppiando lo spessore del pezzo il tempo di raffreddamento aumenta di quattro volte.
2.2 Materiale dello stampo e metodo di raffreddamento
Il materiale dello stampo, compresi i materiali del nucleo e della cavità dello stampo e il materiale del telaio dello stampo, ha un grande effetto sulla velocità di raffreddamento. Maggiore è la conducibilità termica del materiale dello stampo, migliore è l'effetto di trasferimento del calore dalla plastica nell'unità di tempo e minore è il tempo di raffreddamento.

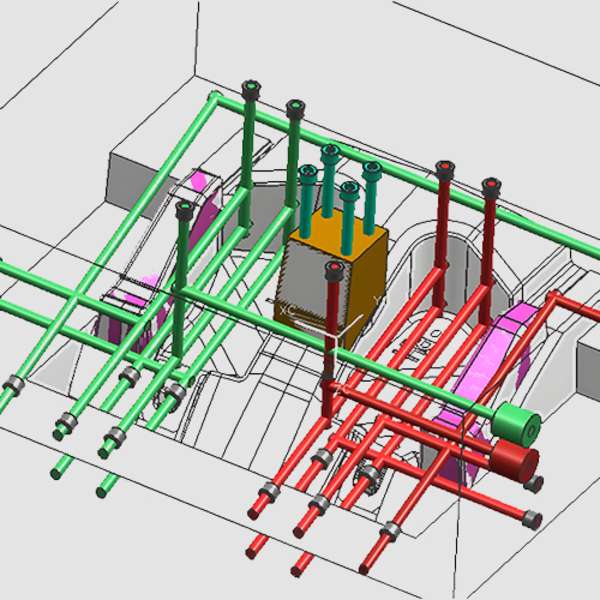
2.3 Configurazione del tubo dell'acqua di raffreddamento
Più il tubo dell'acqua di raffreddamento è vicino alla cavità dello stampo, maggiore è il diametro e maggiore è il numero, migliore è l'effetto di raffreddamento e minore è il tempo di raffreddamento.
2.4 Portata del liquido di raffreddamento
Maggiore è la quantità di acqua in movimento nel sistema (meglio se a flusso turbolento), migliore sarà la capacità dell'acqua di sottrarre calore al motore per convezione.
2.5 Proprietà del liquido di raffreddamento
Anche la viscosità e la conducibilità termica del liquido di raffreddamento influiscono sull'effetto di trasferimento del calore dello stampo. Più bassa è la viscosità del liquido di raffreddamento, più alta è la conducibilità termica, più bassa è la temperatura e migliore è l'effetto di raffreddamento.
2.6 Selezione del materiale plastico
La conducibilità termica della plastica indica la velocità con cui sposta il calore da un punto caldo a un punto freddo. Più alta è la conducibilità termica, meglio sposta il calore, o più basso è il calore specifico, più facile è il cambiamento di temperatura, quindi si raffredda più velocemente e sposta meglio il calore, quindi impiega meno tempo a raffreddarsi.

3. Regole di progettazione del sistema di raffreddamento
3.1 I canali di raffreddamento devono essere progettati per raffreddare lo stampo in modo uniforme e rapido.
3.2 Lo scopo della progettazione del sistema di raffreddamento è quello di mantenere lo stampo freddo e di farlo in modo efficiente. I fori di raffreddamento devono essere di dimensioni standard, in modo da poter essere lavorati e assemblati facilmente.
3.3 Durante la progettazione del sistema di raffreddamento, il progettista dello stampo deve decidere i seguenti parametri di progettazione in base allo spessore della parete e al volume della parte in plastica: dove e quanto grandi devono essere i fori di raffreddamento, quanto lunghi devono essere i fori, che tipo di fori utilizzare, come disporre e collegare i fori, e quanto liquido di raffreddamento utilizzare e quanto bene trasferisce il calore.
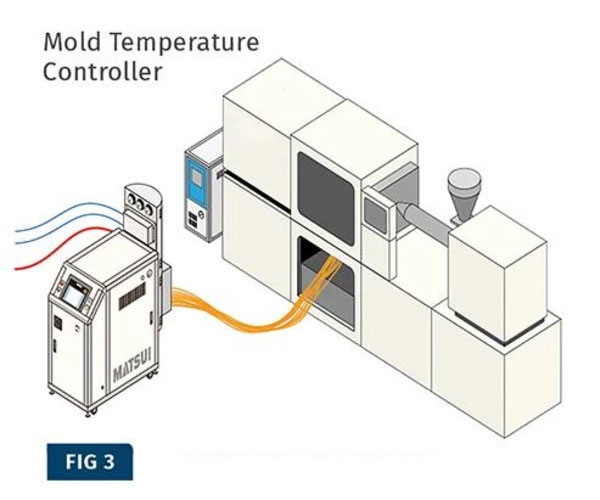
Ⅲ. L'importanza del controllo della temperatura dello stampo nello stampaggio a iniezione
Il controllo della temperatura è molto importante stampaggio a iniezioneperché influisce direttamente sulla qualità, sulla consistenza e sul tempo di ciclo dei pezzi stampati. Il raffreddamento e il riscaldamento sono entrambi elementi importanti di questo meccanismo di controllo, in quanto assicurano che il materiale fuso fluisca bene, si solidifichi correttamente e venga sformato senza difetti dallo stampo.
1. Influenza della temperatura dello stampo sull'aspetto del prodotto
Quando la temperatura è più alta, la resina scorre meglio. In genere, questo rende la superficie dei pezzi liscia e lucida, soprattutto per i pezzi in resina rinforzata con fibra di vetro. Inoltre, le linee di saldatura sono più resistenti e hanno un aspetto migliore.
Per le superfici strutturate, se la temperatura dello stampo è bassa, la massa fusa non riesce a riempire le radici della struttura, quindi la superficie del prodotto è lucida e non può mostrare la vera struttura della superficie dello stampo. Aumentando la temperatura dello stampo e del materiale, è possibile ottenere la texture desiderata sulla superficie del prodotto.
2. Influenza sulle sollecitazioni interne dei prodotti
Quando si modella qualcosa, si scalda e poi si raffredda. Quando si raffredda, si restringe. Prima si restringe l'esterno e diventa duro. Poi l'interno si restringe e diventa duro. L'interno e l'esterno si restringono a velocità diverse e questo fa sì che l'interno e l'esterno si combattano. Quando l'interno e l'esterno si combattono troppo, la cosa si rompe.
Quando l'interno della cosa combatte troppo con l'esterno, la cosa si rompe. Questo accade quando l'interno della cosa combatte troppo contro l'esterno della cosa, e l'interno della cosa è troppo debole o l'esterno della cosa è troppo forte. Questo succede anche quando l'interno della cosa combatte troppo contro l'esterno della cosa, e l'interno della cosa è troppo debole o l'esterno della cosa è troppo forte, e la cosa si bagna o si sporca di sostanze chimiche. Quando l'interno dell'oggetto combatte troppo con l'esterno, l'oggetto si rompe.

La tensione di compressione superficiale dipende dalle condizioni di raffreddamento della superficie. Gli stampi freddi causano un rapido raffreddamento della resina fusa, con conseguente aumento della tensione interna residua nel prodotto stampato. La temperatura dello stampo è la condizione fondamentale per il controllo delle sollecitazioni interne e lievi variazioni della temperatura dello stampo possono modificare notevolmente le sollecitazioni interne residue. In genere, ogni prodotto e ogni resina hanno il limite minimo di temperatura dello stampo per una sollecitazione interna accettabile. Quando si stampano parti a parete sottile o a flusso lungo, la temperatura dello stampo deve essere superiore al limite minimo previsto per lo stampaggio generale.
3. Migliorare la deformazione del prodotto
Se il sistema di raffreddamento dello stampo è progettato in modo inadeguato o il controllo della temperatura dello stampo non è corretto, un raffreddamento insufficiente dei pezzi in plastica può causare deformazioni e rotture dei pezzi.

Per il controllo della temperatura dello stampo, la differenza di temperatura tra stampo maschio e femmina, tra nucleo e cavità, tra nucleo e parete dello stampo e tra parete e inserti deve essere determinata in base alle caratteristiche strutturali del prodotto. Utilizzando i diversi tassi di contrazione da raffreddamento delle diverse parti dello stampo per compensare la differenza di contrazione da orientamento dopo lo stampaggio, il prodotto tende a piegarsi verso il lato con temperatura più elevata dopo lo stampaggio, compensando così la deformazione da deformazione del prodotto secondo la legge di orientamento.
Per i pezzi in plastica con strutture completamente simmetriche, è necessario mantenere la temperatura dello stampo costante per assicurarsi che tutte le parti del prodotto si raffreddino in modo uniforme.

4. Impatto sul tasso di contrazione del prodotto
Temperature di stampo più basse fanno congelare le molecole più velocemente, rendono più spesso lo strato congelato della massa fusa nella cavità e rendono più difficile la crescita dei cristalli, per cui il prodotto si restringe meno. Temperature di stampo più elevate fanno raffreddare più lentamente la massa fusa, allungano i tempi di rilassamento, abbassano il livello di orientamento, facilitano la formazione di cristalli e quindi il prodotto si restringe di più.
5. Influenza sulla temperatura di deflessione termica del prodotto
Per le materie plastiche cristalline, se si modella il prodotto a una bassa temperatura di stampo, l'orientamento molecolare e la cristallizzazione si congelano subito. Quando lo si pone in un ambiente a temperatura più elevata o in condizioni di lavorazione secondaria, le catene molecolari si riorganizzano parzialmente e cristallizzano, causando la deformazione del prodotto anche a temperature molto inferiori alla temperatura di deformazione termica (HDT) del materiale.

Ⅳ. Ottimizzazione del controllo della temperatura
1. Aggiornamento del sistema di controllo della temperatura
Le barre di riscaldamento elettriche sono una parte importante del sistema di controllo della temperatura delle macchine per lo stampaggio a iniezione. Se si aggiornano le barre di riscaldamento elettriche, è possibile rendere il controllo della temperatura più stabile e preciso. Ciò significa che è possibile rendere lo stampaggio a iniezione più preciso e di migliore qualità.
2. Miglioramento della strategia di controllo della temperatura
Quando si tratta di stampaggio a iniezioneIl controllo della temperatura è una questione importante. Influisce sulla qualità e sul costo dei vostri pezzi. Se lo si fa bene, si possono ridurre i tempi di ciclo e il consumo energetico, migliorare l'efficienza produttiva e tagliare i costi.
3. Regolazione dei parametri di controllo della temperatura
Per ottenere il miglior effetto di stampaggio a iniezione, è necessario regolare i parametri di controllo della temperatura. A tal fine, è possibile regolare la proporzione delle temperature della zona posteriore, centrale e anteriore.
Ⅴ. Conclusione
Per ottenere rapidamente pezzi di qualità, è necessario padroneggiare il raffreddamento e il riscaldamento degli stampi. È necessario comprendere il controllo della temperatura, utilizzare le più recenti tecnologie di raffreddamento e riscaldamento e disporre dei migliori sistemi di monitoraggio e controllo. È così che si può ottenere il massimo dal vostro processo di stampaggio a iniezione.







