 Vai al contenuto
Vai al contenuto 

Introduzione: L'angolo di sformo di uno stampo è un fattore importante quando si tratta di progettare uno stampo. stampo a iniezione. Decide quanto sia difficile far uscire il prodotto dallo stampo. Se l'angolo di sformo è buono, è possibile far uscire il prodotto dallo stampo senza problemi.
Se non si dispone di un buon angolo di sformo, si può danneggiare il prodotto o bloccarlo nello stampo. Questo articolo illustra le informazioni necessarie sull'angolo di sformo di uno stampo.
Qual è la definizione di angolo di sformo?
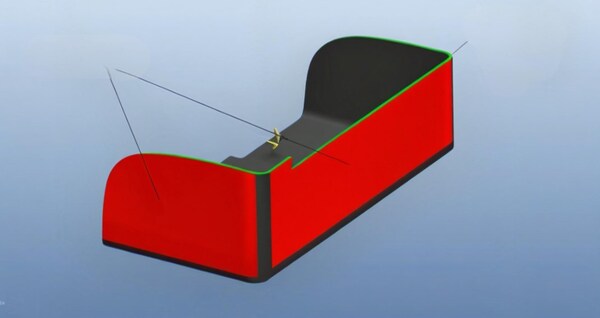
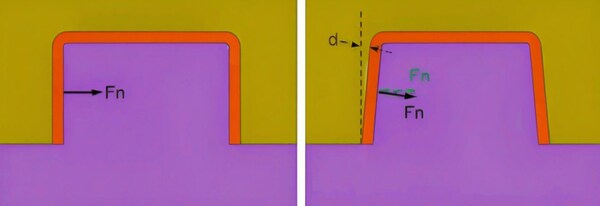
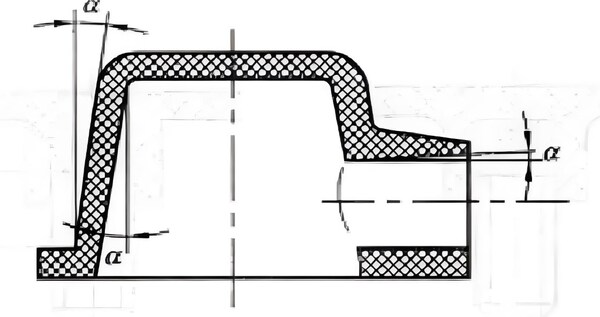
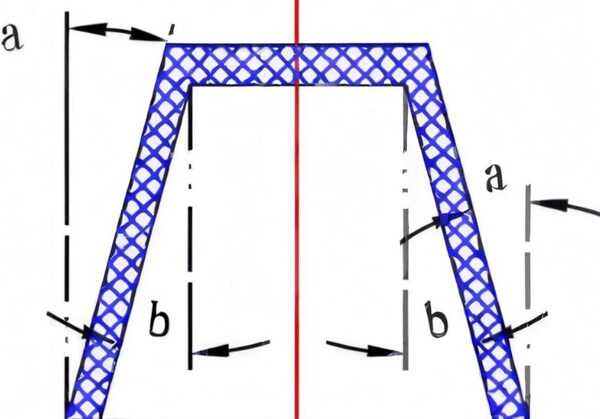
L'angolo di sformo è l'angolo tra la superficie di divisione dello stampo e l'asse del prodotto. L'ampiezza di questo angolo determina l'entità e la direzione della forza esterna necessaria per sformare il prodotto.
L'angolo di sformo (noto anche come bozza) è la pendenza progettata su entrambi i lati della cavità dello stampo per facilitare lo sformaggio. L'orientamento dell'angolo di sformo dipende dalle dimensioni interne ed esterne del pezzo in plastica.
La dimensione dell'angolo di sformatura della parte in plastica è legata alle proprietà, al ritiro, al coefficiente di attrito, allo spessore della parete e alla geometria della parte in plastica. Le plastiche dure hanno un angolo di sformatura maggiore rispetto alle plastiche morbide; le parti in plastica con forme più complesse o con più fori di stampaggio hanno un angolo di sformatura maggiore.
I pezzi in plastica con altezze maggiori e fori più profondi hanno un angolo di sformatura minore; con l'aumento dello spessore della parete e la maggiore forza del foro interno che avvolge l'anima, anche l'angolo di sformatura dovrebbe essere maggiore.
A volte, per mantenere la parte in plastica nello stampo o sull'anima quando si apre lo stampo, si riduce intenzionalmente l'inclinazione del bordo o si aumenta lo smusso. Non esiste una regola precisa per le dimensioni dell'angolo di sformo e la maggior parte di esse è determinata dall'esperienza e si basa sulla profondità del pezzo.
Quali sono i tipi di angoli di sformo?
L'angolo di sformo dello stampo si divide in angolo di sformo della superficie anteriore dello stampo e angolo di sformo della superficie posteriore dello stampo. Si distinguono principalmente per la superficie di separazione. La superficie di separazione divide il nucleo dello stampo in stampo anteriore e stampo posteriore. L'angolo di sformo che deve essere progettato sulla superficie parallela alla direzione di sformatura dello stampo anteriore è chiamato angolo di sformo della superficie dello stampo anteriore.
Al contrario, è chiamato angolo di sformo della superficie posteriore dello stampo. Inoltre, se lo stampo ha un'anima di trazione laterale (smusso superiore e cursore), si parla di angolo di sformo della superficie dello smusso superiore, della pendenza e dell'angolo di sformo della superficie del cursore, e la direzione di sformo si basa sulla direzione del movimento del cursore.
Quali sono i principi di progettazione dell'angolo di sformatura?
Per i prodotti con elevati requisiti estetici, l'angolo di sformatura deve essere piccolo: per mantenere l'integrità e la bellezza dell'aspetto del prodotto, l'angolo di sformatura deve essere il più piccolo possibile per ridurre l'impatto sull'aspetto del prodotto durante il processo di sformatura.
Per i prodotti che richiedono un'elevata precisione, l'angolo di sformatura deve essere piccolo: un angolo di sformatura ampio influisce sulla precisione dimensionale del prodotto. Pertanto, per i prodotti che richiedono un'elevata precisione, anche l'angolo di sformatura deve essere il più piccolo possibile.
La superficie è brillante e l'angolo di sformatura deve essere opportunamente ridotto: I prodotti con superfici brillanti hanno spesso requisiti estetici più elevati, quindi anche l'angolo di sformatura deve essere opportunamente ridotto.
I materiali plastici hanno proprietà autolubrificanti, quindi l'angolo di sformatura può essere ridotto. Il prodotto ha una forma complessa e l'angolo di sformatura deve essere aumentato: Le forme complesse possono rendere difficile la sformatura, quindi è necessario aumentare l'angolo di sformatura per garantire una sformatura uniforme.
Le materie plastiche con scarsa fluidità o con rinforzi aggiunti devono avere un angolo di sformatura maggiore: Questi materiali hanno una scarsa fluidità, che può rendere difficile il riempimento dello stampo o l'adesione allo stampo durante la sformatura, quindi l'angolo di sformatura deve essere aumentato.
Aumentare lo spessore della colla e l'angolo di sformatura: Gli strati di plastica più spessi si ritirano di più quando si raffreddano e l'aumento dell'angolo di sformatura aiuta a ridurre lo stress da ritiro e a prevenire la deformazione.
Per le materie plastiche con un forte ritiro, è necessario utilizzare un angolo di sformatura maggiore: Le materie plastiche con un forte ritiro si restringono molto quando si raffreddano. Se si aumenta l'angolo di sformatura, si può compensare il ritiro e garantire che il prodotto sia della dimensione giusta.
Aumentare l'angolo di sformatura delle parti in plastica trasparente: Le parti in plastica trasparente hanno spesso requisiti elevati in termini di aspetto e proprietà ottiche. Aumentare correttamente l'angolo di sformatura aiuta a ridurre le sollecitazioni e le deformazioni durante la sformatura e a mantenere la trasparenza e le proprietà ottiche del prodotto.
La direzione di sformatura si basa generalmente sulla superficie di divisione per lo stampaggio, assicurando che l'estremità più grande sia vicina alla superficie di divisione dopo lo stampaggio, altrimenti non può essere sformata senza problemi.
Come determinare l'angolo di sformatura appropriato?
Selezione della direzione di sformatura
La direzione di sformatura del stampo a iniezione non solo influisce sulle dimensioni e sulla qualità estetica del prodotto finito, ma influisce anche direttamente sulla durata e sull'efficienza produttiva dello stampo.
Pertanto, prima di determinare l'angolo di sformatura, è necessario determinare la direzione di sformatura. In generale, la direzione di sformatura deve consentire al prodotto finito di separarsi naturalmente dallo stampo senza causare eccessivi impatti e usura dello stampo.
Formulare l'angolo di sformatura
Una volta stabilito da che parte tirare lo stampo, è necessario stabilire quanto tirarlo in base al materiale e alle condizioni di produzione. In generale, maggiore è l'estrazione, più facile è l'estrazione del pezzo, ma ciò influisce sulla finitura superficiale del pezzo.
Se il tiro è troppo piccolo, lo stampo si consuma e la qualità del pezzo non è uniforme. Pertanto, è necessario tirare il più possibile senza compromettere la qualità del pezzo o la durata dello stampo.
Considerare il materiale
I diversi materiali plastici hanno fluidità, ritiro ed elasticità differenti. Nel determinare l'angolo di sformatura, è necessario considerare le caratteristiche del materiale per garantire che il prodotto possa essere sformato senza problemi.

Considerare le condizioni di produzione
Nel determinare l'angolo di espulsione dello stampo a iniezione, è necessario considerare anche le condizioni di produzione, come la velocità di iniezione, la pressione di iniezione, la temperatura dello stampo, ecc.
Questi fattori influiscono sulla qualità della superficie e sulla precisione dimensionale del prodotto finito e quindi sulla scelta dell'angolo di espulsione. Accumulare continuamente esperienza nella produzione reale e trovare i migliori parametri dell'angolo di espulsione attraverso stampi di prova e regolazioni.

Struttura dello stampo: Anche la struttura e il layout dello stampo sono fattori importanti nel determinare l'angolo di sformo. Ad esempio, l'angolo di sformo di uno stampo a più cavità deve essere considerato uniformemente per garantire l'equilibrio e la coerenza di ciascuna cavità.
Sistema di espulsione: Anche la progettazione e la disposizione del sistema di espulsione influiscono sulla scelta dell'angolo di sformo. L'entità e la direzione della forza di espulsione devono corrispondere all'angolo di sformo per garantire un'espulsione regolare del prodotto.
Quali sono i punti chiave per determinare l'angolo di sformo?
Non esiste una regola fissa per stabilire l'angolo di sformo necessario. La maggior parte si basa sull'esperienza e sulla profondità del pezzo. Inoltre, bisogna considerare il processo di stampaggio, lo spessore delle pareti e il tipo di plastica che si sta utilizzando.
In generale, però, è necessario un certo tiraggio su ogni parete laterale del pezzo per aiutarlo a uscire dallo stampo. La quantità di tiraggio può variare da un angolo di tiraggio di zero gradi a diversi gradi, a seconda delle circostanze, ma da 0,5° a 1° è di solito una buona regola empirica.
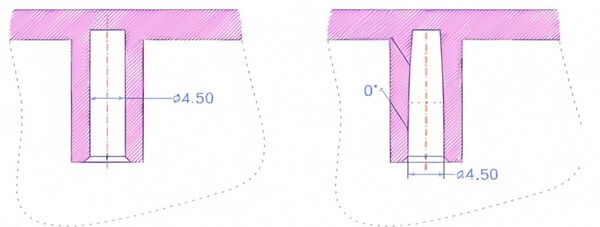
La direzione della pendenza è generalmente basata sull'estremità piccola del foro interno, secondo il disegno, e la pendenza è ottenuta dalla direzione di espansione. La forma esterna è basata sull'estremità grande e la pendenza è ottenuta dalla direzione di riduzione.
Per i pezzi in plastica con requisiti di precisione elevati, è necessario utilizzare una pendenza di sformatura inferiore. Per dimensioni maggiori e più grandi, è necessario utilizzare una pendenza di sformatura inferiore. Per le parti in plastica con un forte ritiro, è necessario utilizzare un valore di pendenza maggiore. Quando lo spessore della parete della parte in plastica è maggiore, il ritiro di stampaggio aumenta e la pendenza di sformatura deve essere maggiore.
Di solito, la pendenza di stampaggio non è inclusa nell'intervallo di tolleranza dei pezzi in plastica. La pendenza di stampaggio delle parti trasparenti deve essere aumentata per evitare graffi. In genere, la pendenza di stampaggio dei materiali PS deve essere superiore a 3°, mentre quella dei materiali ABS e PC deve essere superiore a 2°.
La parete laterale dei pezzi in plastica con grana di cuoio, sabbiatura e altri trattamenti estetici deve essere aggiunta con un angolo di sformatura di 3°~5°, a seconda della profondità specifica della texture. L'angolo di sformatura richiesto come riferimento è chiaramente indicato sulla targhetta generale della texture. Maggiore è la profondità della texture, maggiore deve essere l'angolo di sformatura. Il valore consigliato è 1°.
La pendenza della superficie dell'inserto è generalmente di 1°~3° e la pendenza della superficie di sformatura del guscio esterno è maggiore o uguale a 3°. La pendenza di sformatura delle altre caratteristiche del guscio, ad eccezione della superficie del guscio esterno, è di 1° come pendenza di sformatura standard.
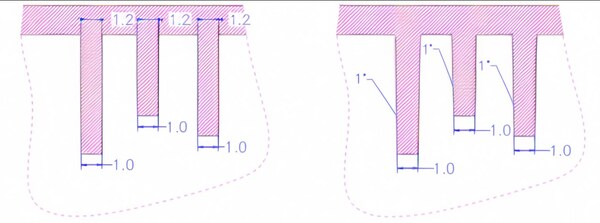
In particolare, si può anche adottare il seguente principio: l'angolo di sformatura delle nervature di rinforzo sotto i 3 mm di altezza è di 0,5°, quello di 35 mm è di 1° e il resto è di 1,5°; l'angolo di sformatura della cavità sotto i 3 mm di altezza è di 0,5°, quello di 35 mm è di 1° e il resto è di 1,5°.

Quali sono i metodi per regolare l'angolo di sformatura dello stampo?
Regolazione della struttura meccanica
Correggere la struttura meccanica in base ai difetti di progettazione dello stampo. Regolare l'angolo di sformo dello stampo mantenendolo standardizzato. Regolare l'angolo di stiro dell'anima, aumentare l'angolo di stiro dell'anima o modificare la distanza tra le sagome.

Regolare la temperatura
Plastiche diverse hanno tassi di ritiro e difficoltà di sformatura differenti. Il riscaldamento dello stampo durante il processo di stampaggio a iniezione può ridurre le sollecitazioni all'interno del pezzo stampato a iniezione e migliorare la fluidità della plastica per ottenere migliori effetti di formatura.

Modifica del metodo di sformatura
Per risolvere meglio il problema dello stampo nel processo di sformatura, possiamo cambiare il metodo di sformatura. Ad esempio, possiamo utilizzare il metodo di sformatura per traslazione, aumentare la lunghezza del perno di espulsione e così via.
Lavorazione dello stampo
Il grado di sformo viene rielaborato dalla lavorazione dello stampo. A volte l'angolo di sformo dello stampaggio a iniezione deve essere regolato in base alla natura e ai requisiti del prodotto. In questo caso, si possono utilizzare metodi di lavorazione meccanica o di trattamento termico.

Quali sono le precauzioni per la pendenza di sformatura?
Non utilizzare un tiraggio eccessivo: Un tiraggio eccessivo può far inclinare o torcere il pezzo quando esce dallo stampo, compromettendo la qualità del pezzo.
Prestare attenzione al coordinamento tra il locale e l'intero: In strutture di prodotto complesse, potrebbe essere necessario regolare localmente la pendenza di sformatura per ottenere una sformatura complessiva uniforme.
Pensate a ciò che viene dopo: Alcuni prodotti devono essere lavorati dopo lo stampaggio a iniezione, come la piegatura a caldo, la curvatura e così via. Quando si imposta l'angolo di sformatura, si deve pensare a ciò che viene dopo, in modo da non rovinare la lavorazione.
Quali sono le funzioni dell'angolo di sformo?
Continuare a migliorare: Nella produzione effettiva, il design dell'angolo di sformatura dello stampo viene continuamente ottimizzato e migliorato in base alla situazione reale per migliorare l'efficienza produttiva e la qualità del prodotto.
L'angolo di sformatura deve essere uniforme e costante per evitare angoli acuti o scanalature locali.
L'angolo di sformatura deve essere coerente con la direzione di sformatura del pezzo stampato a iniezione. L'angolo di sformatura deve tenere conto del tasso di ritiro del pezzo stampato a iniezione. pezzo stampato a iniezione. L'angolo di sformatura deve essere il più ampio possibile senza compromettere l'aspetto e le prestazioni del pezzo stampato a iniezione.
Proprietà del materiale: I diversi materiali plastici hanno tassi di contrazione e coefficienti di espansione termica diversi. Le plastiche dure come ABS e PC possono richiedere un angolo di sformatura maggiore, mentre le plastiche morbide come TPR e TPU possono essere progettate con un angolo di sformatura minore.

Struttura della parte in plastica: Per i pezzi in plastica con strutture complesse, come quelli con fori profondi o scanalature strette, l'angolo di sformatura deve essere leggermente aumentato per evitare che i pezzi in plastica si restringano e rimangano bloccati nello stampo durante il raffreddamento.
Superficie liscia Requisiti: I prodotti con superfici lucide necessitano di angoli di sformatura più elevati per garantire che la superficie liscia delle parti in plastica non venga rovinata quando le si estrae.

Vita dello stampo e demolding: La durata dello stampo si riduce se l'angolo di sformatura è troppo grande, perché più grande è l'angolo, più irregolare è la forza sullo stampo. Pertanto, se si vogliono soddisfare i requisiti di stampaggio del prodotto, si deve cercare di utilizzare un angolo di stampaggio più piccolo possibile.
Requisiti di precisione dimensionale: Per i pezzi in plastica che richiedono un'elevata precisione dimensionale, l'angolo di sformatura deve essere impostato in modo molto preciso, altrimenti è facile che si verifichino deviazioni dimensionali.
Spessore della parte in plastica: Le parti in plastica a parete sottile necessitano solitamente di un angolo di sformatura maggiore per evitare deformazioni, mentre le parti in plastica a parete spessa necessitano di un angolo di sformatura minore per risparmiare materiali.
Condizioni per il processo di produzione dello stampaggio a iniezione: La deformazione da ritiro delle parti in plastica è influenzata da parametri di processo quali la velocità di iniezione, la pressione, la temperatura e il tempo di mantenimento, pertanto la dimensione dell'angolo di demolding deve essere regolata in base alle condizioni di processo specifiche.

Considerazioni estetiche: Per alcuni prodotti dall'aspetto importante, la progettazione dell'angolo di sformatura deve tenere conto anche dell'estetica complessiva del prodotto. A volte l'angolo di sformatura deve essere abilmente nascosto in modo da non compromettere l'aspetto del prodotto.
Requisiti funzionali: Per le strutture con funzioni come lo scorrimento e lo scatto, l'impostazione dell'angolo di sformo deve garantire che queste funzioni possano funzionare correttamente e non siano compromesse a causa di una progettazione impropria dello sformato.
Quali sono le precauzioni per la pendenza di sformatura?
Non utilizzare una quantità eccessiva di corrente d'aria: Un tiraggio eccessivo può far inclinare o torcere il pezzo quando esce dallo stampo, con il rischio di rovinare il pezzo stesso.
Prestare attenzione al coordinamento tra il locale e l'intero: In strutture di prodotto complesse, può essere necessario regolare localmente la pendenza di sformatura per ottenere una sformatura complessiva uniforme.

Considerare le esigenze della lavorazione successiva: Alcuni prodotti devono essere lavorati dopo lo stampaggio a iniezione, come la piegatura a caldo, la curvatura, ecc. Quando si imposta l'angolo di sformatura, si devono considerare le esigenze della lavorazione successiva per evitare di compromettere l'effetto della lavorazione.
Conclusione
Durante il processo di progettazione, gli specialisti dello stampaggio a iniezione devono considerare il maggior numero possibile di angoli di sformo, tra cui l'angolo di sformo di zero gradi e di mezzo grado, per garantire azioni di rilascio dello stampo senza problemi, ottimizzando così la linea di divisione e l'approccio alla cavità centrale per ottenere un processo di produzione di alta qualità.
Un ragionevole angolo di sformo nello stampaggio a iniezione è la chiave per un processo produttivo di alta qualità. Aggiungendo angoli di sformo, soprattutto quando si tratta di superfici verticali complesse, è possibile migliorare efficacemente l'effetto di sformatura.
Quando si realizzano parti in plastica con stampaggio a iniezioneL'angolo dei lati del pezzo è molto importante. Se lo si ottiene correttamente, i pezzi usciranno dallo stampo con estrema facilità. Se si sbaglia, i pezzi rimarranno bloccati nello stampo e dovranno essere buttati via. Quindi, l'angolazione giusta è un fattore importante. Se lo si fa bene, si produrranno più pezzi in meno tempo e di qualità migliore.







