 Vai al contenuto
Vai al contenuto 
Soluzioni di stampaggio a iniezione personalizzate di precisione in PMMA e acrilico
Chiarezza ottica ineguagliabile e precisione ingegneristica per le vostre esigenze più impegnative di componenti trasparenti.

Risorse per La Guida Completa allo Stampaggio a Iniezione di PMMA e Acrilico
Cos'è il Polimetilmetacrilato (PMMA) o Acrilico?

Polimetilmetacrilato (PMMA), comunemente noto come acrilico o Acrilico di grado ottico, è un termoplastico trasparente progettato per applicazioni in cui chiarezza, resistenza agli agenti atmosferici e finitura superficiale sono critiche. Per il vostro progetto, il PMMA offre una combinazione unica di trasparenza simile al vetro e processabilità polimerica. Con un trasmittanza luminosa fino a 92% e un indice di rifrazione di 1,49, è uno dei materiali plastici più trasparenti disponibili, rendendolo ideale per lenti ottiche, guide luminose e copridisplay.
A differenza dei polimeri amorfi che tollerano ampi intervalli di lavorazione, il PMMA è altamente sensibile alla storia termica e all'umidità. La sua struttura molecolare manca di flessibilità interna, motivo per cui offre rigidità e resistenza ai graffi, ma anche per cui è soggetto a tensioni interne e fragilità.
Quali sono i Diversi Tipi e Gradi di Materiali PMMA?
Non tutti i materiali in PMMA offrono le stesse prestazioni, e selezionare il grado corretto è fondamentale per soddisfare i vostri requisiti ottici, meccanici e ambientali. Il PMMA è ampiamente classificato in varianti per uso generale, di grado ottico, modificate all'impatto e stabilizzate ai raggi UV.
1. PMMA per uso generale:
Adatto per componenti visivi non critici dove l'efficienza dei costi è una priorità.
2. PMMA di grado ottico:
Progettato per alta chiarezza e minima distorsione interna. Questo è essenziale per le vostre lenti, diffusori di luce o componenti di visualizzazione di precisione.
3. PMMA modificato all'impatto:
Contiene modificatori elastomerici per migliorare la tenacità, anche se a scapito della trasparenza ottica.
4. PMMA resistente ai raggi UV:
Progettato per applicazioni esterne, mantiene trasparenza e stabilità del colore per lunghi periodi di esposizione.

Per i tuoi Componenti PMMA Su Misura, la scelta spesso dipende da un equilibrio tra trasparenza e durata. Ad esempio, se il prodotto deve resistere a sollecitazioni meccaniche, si possono considerare gradi modificati per l'impatto, ma se la precisione ottica è fondamentale, il PMMA puro con un controllo rigoroso della lavorazione è la scelta migliore.
Inoltre, il PMMA può essere fornito in forme di grado per estrusione o per iniezione. Il PMMA di grado per iniezione è ottimizzato per un flusso di fusione controllato e una degradazione minima, garantendo una riproduzione costante delle superfici dello stampo ad alta lucidatura.
Quali sono le Caratteristiche Fondamentali e le Proprietà Fisiche dell'Acrilico?
Le caratteristiche fondamentali del PMMA definiscono sia i suoi vantaggi che le sue sfide di lavorazione. Per la tua applicazione, queste proprietà influenzano direttamente le decisioni di progettazione, i requisiti degli utensili e le strategie di stampaggio.
- Gravità specifica: ~1.18 g/cm³ (più leggero del vetro, riducendo il peso complessivo del prodotto)
- Trasmittanza luminosa: fino a 92%, superiore alla maggior parte delle plastiche trasparenti
- Indice di rifrazione: 1.49, che consente una trasmissione e un controllo efficiente della luce
- Assorbimento d'Acqua: ~0,3–0,4%, indicando un comportamento igroscopico moderato
Questa natura igroscopica è particolarmente importante. Se il materiale non viene essiccato correttamente (tipicamente a 80–90°C per 3–4 ore), l'umidità evaporerà durante l'iniezione, causando striature argentee, bolle e degradazione della catena molecolare. Questi difetti sono particolarmente visibili nelle parti trasparenti e possono compromettere sia l'estetica che l'integrità strutturale.
Il PMMA mostra anche un'eccellente stabilità ai raggi UV e resistenza agli agenti atmosferici. A differenza di molte plastiche, non ingiallisce facilmente, rendendolo ideale per applicazioni ottiche esterne. Tuttavia, la sua temperatura di distorsione termica relativamente bassa significa che il progetto deve tenere conto dell'esposizione al calore durante l'uso.
Proprietà Tecniche Chiave del PMMA
Durante la progettazione del componente, comprendere le prestazioni tecniche del PMMA è essenziale per prevedere il comportamento sotto carico, temperatura e condizioni ambientali.
| Proprietà fisiche | Metrico | Inglese |
|---|---|---|
| Densità | 0.700 - 1.30 g/cc | 0.0253 - 0.0470 lb/in³ |
| Assorbimento dell'acqua | 0.300 - 2.00 % | 0.300 - 2.00 % |
| Assorbimento di umidità all'equilibrio | 0.300 - 0.600 % | 0.300 - 0.600 % |
| Assorbimento di acqua a saturazione | 0.300 - 2.20 % | 0.300 - 2.20 % |
| Ritiro lineare dello stampo | 0.00200 - 0.00800 cm/cm | 0,00200 - 0,00800 in/in |
| Flusso di fusione | 0.112 - 40.0 g/10 min | 0.112 - 40.0 g/10 min |
| Resistività elettrica | 1.00e+10 - 1.00e+17 ohm-cm | 1.00e+10 - 1.00e+17 ohm-cm |
| Resistenza di superficie | 2,60e+9 - 1,00e+16 ohm | 2,60e+9 - 1,00e+16 ohm |
| Costante dielettrica | 2.44 - 4.00 | 2.44 - 4.00 |
| Rigidità dielettrica | 15,0 - 60,0 kV/mm | 380 - 1520 kV/in |
| Fattore di dissipazione | 0.0200 - 0.190 | 0.0200 - 0.190 |
| Indice di tracciamento comparativo | 600 V | 600 V |
| Capacità termica specifica | 1.46 - 1.50 J/g-°C | 0,349 - 0,359 BTU/lb-°F |
| Conduttività termica | 0.187 - 0.216 W/m-K | 1.30 - 1.50 BTU-in/hr-ft²-°F |
| Temperatura massima di servizio, aria | 50.0 - 100 °C | 122 - 212 °F |
| Temperatura di deflessione a 0,46 MPa (66 psi) | 73,0 - 109 °C | 163 - 228 °F |
| Temperatura di deflessione a 1,8 MPa (264 psi) | 51,7 - 106 °C | 125 - 223 °F |
| Punto di rammollimento Vicat | 58,3 - 119 °C | 137 - 246 °F |
| Temperatura di distorsione termica | 85,0 - 105 °C | 185 - 221 °F |
| Temperatura di Transizione Vetrosa, Tg | 102 - 122 °C | 216 - 252 °F |
| Infiammabilità, UL94 | HB | HB |
| Indice di ossigeno | 18.0 % | 18.0 % |
| Test del Filo Incandescente | 650 - 700 °C | 1200 - 1290 °F |
| Temperatura di lavorazione | 177 - 265 °C | 350 - 509 °F |
| Temperatura dell'ugello | 193 - 260 °C | 380 - 500 °F |
| Temperatura dell'adattatore | 230 - 240 °C | 446 - 464 °F |
| Temperatura dello stampo | 220 - 260 °C | 428 - 500 °F |
| Temperatura di fusione | 150 - —260 °C | 302 - 500 °F |
| Temperatura dello stampo | 30,0 - 107 °C | 86.0 - 225 °F |
| Temperatura del rullo | 80.0 - 100 °C | 176 - 212 °F |
| Temperatura di asciugatura | 60,0 - 109 °C | 140 - 228 °F |
| Pressione di iniezione | 58,8 - 147 MPa | 8530 - 21300 psi |
| Temperatura di ricottura | 60.0 - 90.0 °C | 140 - 194 °F |
La rigidità del PMMA garantisce un'eccellente stabilità dimensionale, vantaggiosa per componenti di precisione. Tuttavia, ciò significa anche che ha una bassa resistenza all'impatto, rendendolo più soggetto a creparsi sotto stress improvviso.
Per le tue applicazioni ottiche, il controllo della sollecitazione interna è fondamentale. Parametri di stampaggio a iniezione non corretti, come una velocità di iniezione eccessiva o una temperatura dello stampo troppo bassa, possono introdurre sollecitazioni residue, che successivamente si manifestano come crepe o microfratture.
Per garantire risultati ottimali, durante la fase di progettazione dovrebbe essere utilizzata un'analisi avanzata del flusso di stampaggio. Ciò consente di prevedere il comportamento del flusso, ottimizzare le posizioni dei gate e ridurre al minimo le linee di saldatura o le trappole d'aria.
Quali sono i principali vantaggi e limiti dello stampaggio a iniezione dell'acrilico?
Per la tua strategia produttiva, lo stampaggio a iniezione in PMMA offre vantaggi distinti, ma richiede anche una gestione attenta.
Vantaggi
Eccezionale Chiarezza Ottica
Trasmittanza luminosa fino a 92%, ideale per lenti e applicazioni di display di alta gamma.
Eccellente Replica della Superficie
Consente finiture specchianti direttamente dallo stampo, riducendo i costi di post-elaborazione.
Elevata Resistenza ai Raggi UV e alle Intemperie
Stabilità esterna superiore rispetto al PC, resistente all'ingiallimento nel tempo.
Buona stabilità dimensionale
Il basso tasso di ritiro garantisce parti di precisione con tolleranze strette.
Limitazioni
Fragilità e Bassa Resistenza agli Urto
Più incline alla rottura rispetto al PC; non consigliato per applicazioni ad alto impatto.
Sensibilità all'Umidità
Richiede un'accurata pre-essiccazione; l'umidità può causare striature argentate e bolle.
Alto Rischio di Stress Interno
Una lavorazione impropria può portare a rotture da stress, richiedendo un attento controllo dei parametri.
Requisiti di Lavorazione Rigorosi
Richiede utensili di alta qualità e un controllo preciso del processo per ottenere risultati ottimali.
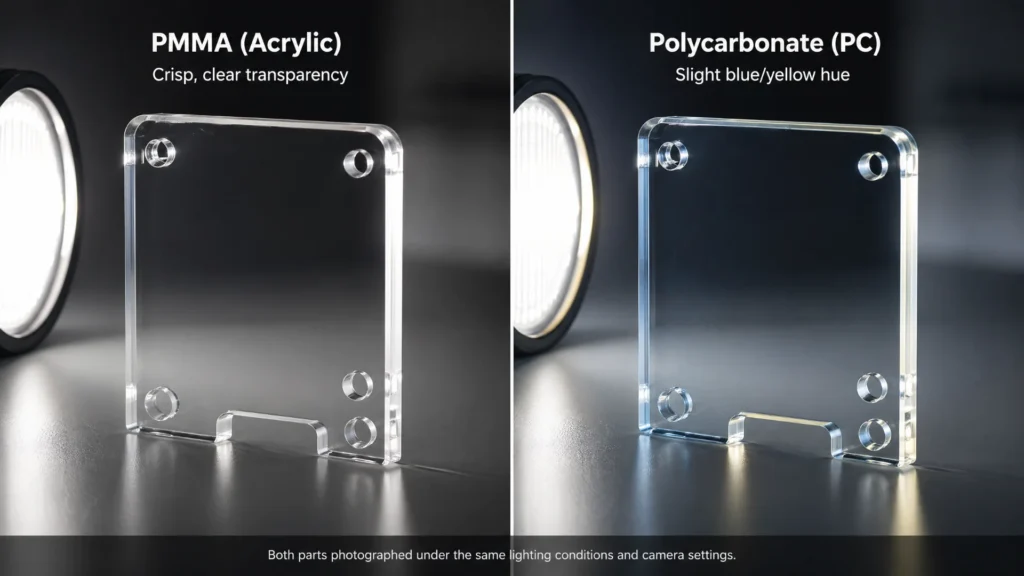
PMMA vs. Policarbonato (PC): Quale Materiale Scegliere?
La scelta tra PMMA e policarbonato (PC) dipende dalle priorità di prestazioni. Entrambi sono plastiche trasparenti, ma soddisfano esigenze ingegneristiche diverse.
| Proprietà | PMMA (Acrylic) | PC (policarbonato) |
|---|---|---|
| Light Transmittance | ~92% | ~88–90% |
| Resistenza agli urti | Basso | Molto alto |
| Resistenza ai graffi | Eccellente | Moderato |
| Costo | Lower | Più alto |
| UV Resistance | Eccellente | Richiede rivestimento |
Se il tuo progetto dà priorità a chiarezza ottica, finitura superficiale, e Stabilità ai raggi UV, il PMMA è la scelta migliore.
Se la tua applicazione coinvolge stress meccanico o impatto (ad esempio, scudi di sicurezza), il PC potrebbe essere più adatto.
Stampaggio a Iniezione di PMMA Acrilico Personalizzato
Scopri come ottimizzare la stampa ad iniezione personalizzata in acrilico PMMA. Esplora parametri chiave, linee guida di progettazione, scelte dell'acciaio per stampi e soluzioni per parti ottiche impeccabili.

Risorse per La Guida Completa allo Stampaggio a Iniezione di PMMA e Acrilico
I materiali PMMA (Acrilico) possono essere stampati a iniezione?
Sì, il PMMA può essere stampato a iniezione—ma non allo stesso modo delle plastiche comuni. Per il vostro progetto, il successo dipende dal controllo di precisione in ogni fase.
Considerazioni chiave del processo includono:
Il PMMA deve essere essiccato a 80–90°C per 3–4 ore per prevenire difetti legati all'umidità.
Generalmente mantenuti tra 200–250°C. Il surriscaldamento porta a degradazione e ingiallimento.
Iniezione multi-stadio è fondamentale:
• Velocità iniziale lenta per prevenire il getto
• Velocità media per il riempimento della cavità
• Velocità ridotta alla fine per evitare sovracompattamento
Temperature dello stampo più elevate migliorano qualità della superficie e ridurre stress interno.


Quali sono le Applicazioni Comuni dello Stampaggio a Iniezione Acrilico Personalizzato?
I componenti in PMMA personalizzati sono affidati in vari settori dove la chiarezza ottica, la precisione e l'estetica sono non negoziabili. Dai sistemi ottici complessi ai prodotti di consumo eleganti, l'acrilico offre prestazioni dove conta di più.

Lenti Ottiche & Guide di Luce
Componenti di precisione progettati per trasmissione della luce efficiente e imaging impeccabile in sistemi ottici impegnativi.

Illuminazione automobilistica
Parti durevoli e ad alta trasparenza per luci posteriori, lenti dei fari e illuminazione interna che resistono a vibrazioni stradali e agenti atmosferici.

Alloggiamenti per dispositivi medici
Involucri sterilizzabili e trasparenti che consentono monitoraggio visivo dei meccanismi interni e dei livelli dei fluidi.

Display per Elettronica di Consumo
Schermi resistenti ai graffi, pannelli touch e indicatori con finiture ad alto lucido per un'estetica di prodotto premium.

Illuminazione Architettonica & Pannelli
Coperture per illuminazione diffusa e vetrate decorative resistenti alle intemperie che offrono distribuzione uniforme della luce e stabilità strutturale.

Display Retail e Insegne
Display accattivanti per il punto vendita e insegne illuminate che sfruttano la diffusione della luce superiore e capacità di colore vivaci.
Linee guida essenziali di progettazione per parti stampate a iniezione in PMMA
La progettazione per PMMA (acrilico) richiede attenzione a causa della sua natura rigida e fragile rispetto alle plastiche tecniche standard. Una progettazione adeguata non solo minimizza il rischio di crepe e difetti ottici, ma migliora significativamente la producibilità dei vostri componenti personalizzati.
Mantenere uno spessore costante previene stress interno, deformazioni e segni di ritiro, particolarmente critici per parti in PMMA trasparente.
Gli angoli interni acuti sono i punti principali di cedimento nel PMMA. L'uso di raccordi e raggi generosi elimina la concentrazione di stress e migliora l'integrità strutturale.
Un angolo di sformo minimo di 1–2° è essenziale. La bassa elasticità del PMMA lo rende soggetto a graffi o rotture durante l'espulsione se lo sformo è insufficiente.
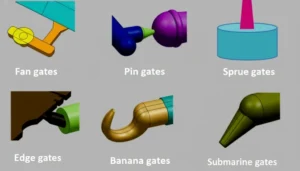
Si consigliano gate a ventaglio, a linguetta o a bordo per ridurre lo stress di taglio e i segni di flusso, garantendo che l'acrilico fuso riempia la cavità in modo uniforme senza difetti di getto.
Uno spessore eccessivo porta a un raffreddamento non uniforme, aumentando il rischio di vuoti interni, bolle e avvallamenti che compromettono gravemente la qualità ottica del pezzo.
Come Scegliere l'Acciaio per Stampo Giusto (S136 vs. NAK80) per PMMA a Finitura Speculare?
Per i componenti ottici, la selezione dell'acciaio per stampi influisce direttamente sulla qualità superficiale e sulla durata dell'utensile.
S136 (Indurito a 48–52 HRC)
NAK80 (Pre-indurito ~40 HRC)


Se il tuo progetto richiede componenti ottici con finitura a specchio, S136 è tipicamente la scelta preferita. La sua durezza e stabilità garantiscono una Finitura Superficiale costante su lunghe serie di produzione.
Problemi comuni nello stampaggio a iniezione di acrilico e soluzioni
La trasparenza eccezionale del PMMA significa che anche il più piccolo difetto di lavorazione diventa immediatamente visibile. Identificare le cause alla base di questi problemi è fondamentale per mantenere l'integrità ottica dei vostri componenti personalizzati.
Causa: Contaminazione da umidità nella resina.
Soluzione: Implementare protocolli rigorosi di essiccazione del materiale e garantire una movimentazione del materiale sigillata durante tutto il processo.
Causa: Aria intrappolata o eccessivo spessore delle pareti che causa un raffreddamento irregolare.
Soluzione: Ottimizzare lo sfiato dello stampo e ridisegnare uno spessore uniforme delle pareti per prevenire trappole di gas.
Causa: Elevata tensione interna combinata con esposizione ambientale.
Soluzione: Ottimizzare il design del gate, ridurre lo stress di iniezione e applicare una ricottura post-stampaggio (80–90°C) per alleviare lo stress residuo.
Causa: Elevata velocità di iniezione iniziale che fa sì che la plastica fusa si spari attraverso la cavità.
Soluzione: Utilizzare un controllo della velocità di iniezione a più stadi—iniziando lentamente per prevenire il getto, quindi aumentando per il riempimento della cavità.
Opzioni di Post-Elaborazione per Parti Acriliche Personalizzate
Per soddisfare i requisiti del vostro prodotto finale, la post-lavorazione svolge un ruolo cruciale nel migliorare sia l'aspetto ottico che le prestazioni strutturali dei componenti in PMMA.
Smozza e chiarifica i bordi dell'acrilico tagliato, ripristinando la trasparenza ottica e creando una finitura omogenea e simile al vetro per parti trasparenti.
Un ciclo di riscaldamento e raffreddamento attentamente controllato che riduce significativamente lo stress interno, prevenendo la crettatura o la fessurazione ritardata in ambienti impegnativi.
Applicazioni specializzate come rivestimenti duri per la resistenza ai graffi o rivestimenti antiriflesso per ottimizzare la trasmissione della luce nei sistemi ottici.
Consente dettagli ad alta precisione, geometrie complesse e marcature personalizzate senza indurre stress meccanici sul componente stampato.
Per applicazioni ottiche di alta gamma, combinando lo stampaggio a iniezione di precisione con Finitura delle superfici le tecniche garantiscono che i vostri componenti in PMMA soddisfino le aspettative funzionali ed estetiche più rigorose.
Frequently Asked Questions (FAQs)
Perché la pre-essiccazione è così critica per lo stampaggio a iniezione del PMMA (Acrilico)?
Il PMMA è altamente igroscopico. Se non viene essiccato a 80–90°C per 3–4 ore prima dello stampaggio, l'umidità intrappolata causerà striature argentate, bolle e opacità, rovinando la trasparenza ottica dei vostri componenti.
Quale acciaio per stampi è consigliato per lenti PMMA ad alta trasparenza?
L'acciaio inossidabile S136 è la scelta preferita per i componenti ottici in PMMA. Quando temprato a 48–52 HRC, può essere lucidato a una finitura a diamante SPI A-1 e offre un'eccellente resistenza alla corrosione per lunghe serie di produzione.
Quali sono le principali regole di progettazione per lo stampaggio ad iniezione dell'acrilico?
Per prevenire la formazione di cricche da stress e deformazioni, mantenere uno spessore uniforme delle pareti, utilizzare raccordi e raggi generosi (evitare angoli acuti) e includere un angolo di sformo minimo di 1–2° per garantire un'espulsione fluida senza graffi.
Come posso prevenire bolle e vuoti nelle mie parti di PMMA?
Le bolle sono generalmente causate da aria intrappolata o da una eccessiva spessore delle pareti. Le soluzioni includono l'ottimizzazione della ventilazione dello stampo, garantire un design uniforme delle pareti per prevenire segni di affondamento e utilizzare una velocità di iniezione multi-stadio per permettere alla aria di fuoriuscire correttamente.
Cosa causa la crettatura (fessurazione da stress) nel PMMA e come si risolve?
La crettatura è causata dallo stress interno residuo combinato con l'esposizione ambientale (come sostanze chimiche o cambiamenti di temperatura). Può essere risolta ottimizzando il design del gate, riducendo la pressione di iniezione e applicando una ricottura post-stampaggio a 80–90°C per alleviare lo stress.
Qual è la temperatura di fusione consigliata per lo stampaggio del PMMA?
Il PMMA dovrebbe essere generalmente lavorato tra 200–250°C. Superare questo intervallo può causare degradazione del materiale e ingiallimento, mentre temperature troppo basse provocano un flusso insufficiente e parti incompletamente formate.
Quali opzioni di post-processamento sono disponibili per i componenti in acrilico?
Il post-processamento comune include la lucidatura a fiamma per la nitidezza dei bordi, la ricottura per alleviare le tensioni, l'applicazione di rivestimenti anti-graffio o anti-riflesso e il taglio/incisione laser per dettagli di precisione.
Il PMMA è adatto per applicazioni esterne o esposte ai raggi UV?
Sì. A differenza di molte altre plastiche trasparenti, il PMMA offre un'eccezionale stabilità ai raggi UV e resistenza agli agenti atmosferici. Mantiene la sua trasparenza ottica e non ingiallisce facilmente nel tempo, rendendolo ideale per l'illuminazione automobilistica e i pannelli architettonici.

Requisiti di Imballaggio del Fornitore di Stampaggio a Iniezione per Prevenire Danni durante la Spedizione
Hai progettato il componente perfetto, gli utensili sono regolati alla perfezione e l'ispezione del primo articolo è stata superata a pieni voti. Poi la spedizione arriva al molo del tuo cliente — e 15% del
Documentazione di Esportazione del Fornitore di Stampaggio a Iniezione: Cosa Necessitano gli Acquirenti Oltremare
Quando si approvvigionano parti stampate a iniezione da fornitori esteri, la documentazione è importante tanto quanto le parti stesse. La mancanza o l'errata compilazione della documentazione di esportazione può ritardare le spedizioni di settimane, innescare controlli doganali

Accordo di Non Divulgazione per Fornitori di Stampaggio a Iniezione: Come Proteggere i Progetti dei Prodotti e i Dati degli Stampi
Condividere i progetti dei tuoi prodotti con un fornitore di stampaggio a iniezione è inevitabile: hai bisogno di loro per quotare il tuo progetto e costruire gli stampi. Ma senza un accordo di non divulgazione (nda1) in vigore, i tuoi
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

