 Vai al contenuto
Vai al contenuto 

La progettazione dello stampaggio a iniezione è fondamentale per la produzione di parti in plastica di alta qualità, che influenzano la funzionalità e la producibilità in diversi settori.
spessore della parete: spessore della parete1, e angolo di sformo2s for manufacturability. It’s widely used in automotive, electronics, and packaging industries.
La comprensione delle complessità della progettazione dello stampaggio a iniezione può migliorare significativamente la qualità del prodotto e l'efficienza della produzione. Approfondite le strategie per ottimizzare le prestazioni dei pezzi e i processi di produzione.
- Start DFM before the mold design is frozen.
- Keep wall thickness, draft, ribs, gates, and ejection decisions connected.
- Use visual breaks and defect checks before releasing a design.
- Supplier review should link part geometry with tooling cost, cycle time, and quality risk.
“Una corretta progettazione per lo stampaggio a iniezione riduce i difetti di fabbricazione.”Vero
Strategie di progettazione efficaci, come angoli di sformo adeguati e spessore uniforme delle pareti, riducono al minimo i difetti come la deformazione e gli avvallamenti.
“La progettazione per lo stampaggio a iniezione non ha alcun impatto sui costi di produzione.”Falso
La progettazione influisce direttamente sull'utilizzo dei materiali, sui tempi di ciclo e sulla durata degli utensili, tutti fattori che contribuiscono al costo complessivo della produzione.
Perché progettare per lo stampaggio a iniezione?
Injection molding design is the DFM discipline that makes plastic parts manufacturable, repeatable, and cost-controlled before tooling starts.
La progettazione per lo stampaggio a iniezione riduce i costi di produzione e aumenta la durata ottimizzando la complessità dello stampo e le caratteristiche del materiale. I vantaggi includono una produzione più rapida, una maggiore precisione e scalabilità, fondamentali per l'industria automobilistica, dei beni di consumo e dell'elettronica.
Determinare la complessità della produzione
Osservando il progetto, i progettisti e gli ingegneri possono prevedere cosa potrebbe andare storto durante la produzione. Il progetto dice loro cosa aspettarsi, in modo da ridurre l'incertezza prima di iniziare a realizzare il prodotto.
Inoltre, sapere quanto è complicato il prodotto può aiutare a capire come deve essere lo stampo. In questo modo, possono progettare e realizzare lo stampo giusto per il prodotto che vogliono realizzare.
Garantire la fattibilità della produzione
Quando si progettano e si producono parti in plastica, non si sa se il pezzo progettato sia producibile. La progettazione dello stampaggio a iniezione può dirvi se il metodo di produzione è fattibile.
In questo modo è possibile scoprire se si verificheranno problemi di produzione in cui il pezzo si blocca nello stampo. Ma soprattutto, si risparmia tempo e denaro e si può realizzare il prodotto in modo più economico e veloce.
Prevenzione dei guasti alle parti
If you don’t design your injection molded parts properly, they won’t work right or look good. They might not do what they’re supposed to do because of injection molding defects or other mechanical failures. Injection molding design guidelines will help you pick the right molding parameters and avoid big problems that will make your parts not work.
“Progettare per lo stampaggio a iniezione garantisce una superiore consistenza del prodotto.”Vero
La gestione di elementi di progettazione come il flusso di materiale e il raffreddamento degli stampi migliora l'uniformità della produzione, garantendo una qualità costante del prodotto.
“Tutti i prodotti possono essere progettati per lo stampaggio a iniezione senza vincoli.”Falso
Non tutti i progetti sono adatti allo stampaggio a iniezione a causa delle limitazioni dei materiali e della complessità dei pezzi, che richiedono considerazioni di progettazione personalizzate.
Quali sono le considerazioni sulla progettazione dei pezzi stampati a iniezione?
Le considerazioni sulla progettazione dei pezzi stampati a iniezione sono fondamentali per garantire la funzionalità, la producibilità e l'economicità del prodotto.
Le considerazioni principali per i pezzi stampati a iniezione includono la selezione del materiale, lo spessore della parete, gli angoli di sformo, il posizionamento della porta e il design della nervatura, tutti fattori che influiscono sull'integrità strutturale, la producibilità, la qualità del prodotto e il costo.
Spessore della parete della camera
Questo è uno degli aspetti principali a cui pensare quando si progetta un pezzo stampato a iniezione. Lo spessore della parete influisce su molti aspetti di un pezzo, come il funzionamento, l'aspetto e il costo.
So, you need to figure out the right wall thickness based on how the part needs to work. You need to think about how much stress the part can take and how long it needs to last to figure out the thinnest wall you can get away with.
La regola generale è quella di mantenere lo spessore della parete uniforme in tutto il pezzo stampato a iniezione. L'ideale è mantenere lo spessore delle pareti tra 1,2 mm e 3 mm. Se le pareti sono troppo sottili, è necessaria una pressione plastica elevata e si verifica la cavitazione. Se le pareti sono troppo spesse, i tempi di ciclo saranno più lunghi e si utilizzerà più materiale, con conseguenti costi maggiori.
Ogni volta che si ha un pezzo che cambia spessore di parete, è necessario assicurarsi di avere una bella transizione tra i pezzi. A tale scopo, è possibile applicare degli smussi sui bordi o sugli angoli. Allo stesso modo, l'uso di filetti sui bordi o sugli angoli assicura che la plastica fusa riempia completamente lo stampo e si raffreddi in modo uniforme.
Linea di separazione
Il linea di separazione3 è il punto in cui le due metà dello stampo si incontrano per realizzare il prodotto finale. Se c'è un disallineamento nella progettazione della linea di giunzione, si possono verificare difetti di fusione nel pezzo stampato. È quindi importante progettare una linea di divisione semplice e diritta per ridurre al minimo questi difetti. Le linee di divisione semplici sono più facili da realizzare, richiedono meno manutenzione e possono garantire una migliore finitura complessiva del prodotto finale.
Quando si progetta una linea di separazione, di solito è meglio posizionarla su uno spigolo vivo piuttosto che su una superficie arrotondata. In questo modo si evita di dover utilizzare stampi con tolleranze strette, che possono far lievitare i costi di produzione. Bisogna anche pensare all'aspetto che la linea di divisione avrà sul prodotto finito.
È necessario progettarlo in modo che sia il più invisibile possibile e non attraversi superfici o caratteristiche critiche, come testi o loghi. Questo vi aiuterà a garantire che il prodotto finito abbia l'aspetto desiderato e a realizzare pezzi migliori con lo stampaggio a iniezione.
Angoli di sformo
The draft angle on the surface of an injection molded part allows for easy removal from the mold without damage. The required draft angle depends on factors such as wall thickness, material shrinkage, post-processing finishing needs, etc.
La profondità media di sformo dovrebbe aumentare di 1 grado per ogni pollice di profondità, ma almeno 1,5-2 gradi sono generalmente sicuri per la maggior parte dei pezzi. Le strutture pesanti possono richiedere fino a 5 gradi per pollice di profondità. Un tiraggio inadeguato può portare a difetti estetici come i segni di trascinamento.
È possibile aggiungere angoli di sformo durante la progettazione di parti stampate a iniezione utilizzando un sistema CAD. Tuttavia, è meglio farlo nelle fasi finali della progettazione per ridurre al minimo la complessità.
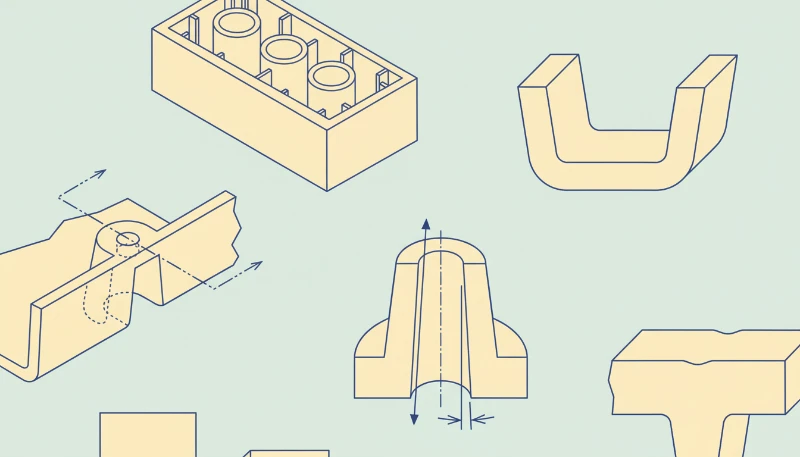
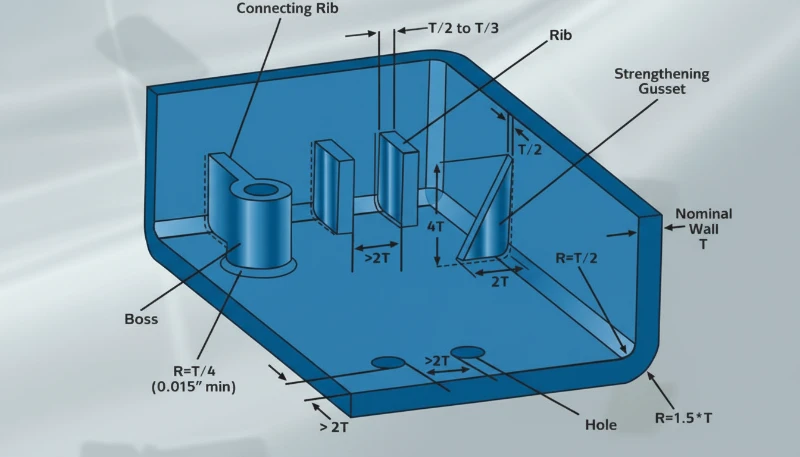
Costole e capi
Le nervature sono utilizzate per rafforzare le pareti dei pezzi in cui due pareti si incontrano con un angolo di 90 gradi. Contribuiscono a rendere il pezzo più resistente e in grado di sostenere un peso maggiore. Le sporgenze sono aree rialzate di un pezzo che vengono utilizzate per collegare e allineare altri pezzi. Inoltre, rendono il pezzo più resistente in aree come i fori per le viti e le scanalature.
The base thickness of the support ribs should be no more than two-thirds of the thickness of the adjacent wall. The rib height should not exceed 2.5 times the nominal wall thickness (2.5T). Shrinkage must be taken into account. To avoid sink marks, the thickness of the boss should not exceed 60% of the overall wall thickness.
Posizione e tipi di cancelli
Il gate nello stampaggio a iniezione è una parte molto importante che è direttamente collegata alla parte in plastica e controlla il flusso della resina plastica fusa nella cavità. Le dimensioni, la forma e la posizione del cancello hanno un grande impatto sul prodotto finito. Influisce sulla resistenza e sull'aspetto del prodotto.
Esistono quattro tipi comuni di cancelli utilizzati in diversi tipi di stampi a iniezione: perimetrale, secondario, punta calda e canale di colata. Come suggerisce il nome, le porte per bordi si trovano sul bordo di un pezzo piatto e lasciano una cicatrice sulla linea di separazione.
Le porte secondarie sono comuni e sono disponibili in diverse varianti come porte a banana, porte a sorriso e porte a tunnel. Richiedono perni di espulsione per la rifilatura automatica e aiutano a spostare la posizione del cancello dalla linea di divisione per un migliore riempimento.
Le porte a punta calda sono utilizzate solo per gli stampi a iniezione a canale caldo. Di solito si trovano nella parte superiore dello stampo per geometrie rotonde o affusolate. Le porte sono invece ideali per stampi cilindrici a cavità singola di grandi dimensioni. Di solito lasciano grandi cicatrici nei punti di contatto, ma sono facili da produrre e mantenere.
Il design e il tipo di cancello da utilizzare dipendono dal design del pezzo, dal materiale scelto, dalle dimensioni necessarie e dall'aspetto che si desidera dare al pezzo. Una cosa da tenere presente è che il cancello deve essere posizionato in un punto in cui non causi stress o danni al pezzo.
Si vuole anche evitare di dover tagliare il pezzo dalla guida di scorrimento e posizionare il gate nella parte più spessa del pezzo in modo che si riempia bene. A volte è necessario più di un cancello, a seconda delle dimensioni del pezzo, della sua forma e del tipo di plastica utilizzata.
Perni di espulsione
Si tratta di una parte fondamentale della configurazione dello stampaggio a iniezione e aiuta a spingere il pezzo fuori dallo stampo dopo che si è raffreddato a sufficienza. Spesso lasciano segni sul pezzo. Pertanto, è necessario progettarli su un piano perpendicolare alla direzione di movimento del perno.
Part shape, draft angle, waThe gate in injection molding is a very important part that is directly connected to the plastic part and controls the flow of molten plastic resin into the cavity. The size, shape, and location of the gate have a big impact on the finished product. It affects how strong it is and how it looks.
Ad esempio, una resina più appiccicosa richiederà una forza di stampaggio maggiore. Allo stesso modo, un polimero plastico più morbido richiederà perni più larghi o più numerosi per distribuire la forza di sformatura ed evitare difetti di stampaggio.
Sottotagli e filettature
Undercuts and threads are recessed or overhanging features that make it difficult for a plastic part to be ejected from the mold with a single pull. The design should ensure that the part can be ejected with a single, one-way pull. Doing so will help keep injection molding costs low. Therefore, it is important to avoid threads and undercuts when designing injection molded parts.
Per evitare i sottosquadri, orientare gli elementi parallelamente alla linea di trazione e incorporare sollevatori e slitte nel progetto. I sollevatori aiutano a liberare i sottosquadri interni senza bozze. Dopo il raffreddamento del pezzo, i sollevatori possono spingere verso l'alto con un angolo per rimuovere i sottosquadri dallo stampo. Gli scivoli, invece, utilizzano perni angolati attaccati al nucleo dello stampo per liberare i sottosquadri esterni.
Angoli arrotondati
Per rendere lo stampaggio a iniezione più efficiente e di migliore qualità, i progettisti e gli ingegneri dovrebbero utilizzare elementi arrotondati invece di angoli e spigoli vivi. Gli spigoli vivi richiedono una maggiore pressione per essere riempiti, il che può danneggiare il pezzo e causare difetti in fase di espulsione. Gli angoli interni ed esterni arrotondati aiutano la plastica a fluire meglio, riducendo le sollecitazioni e le cricche.
Il raggio dell'angolo interno deve essere pari ad almeno 50% dello spessore della parete adiacente. Gli angoli esterni, invece, devono essere pari a 150% dello spessore della parete adiacente. Per gli elementi verticali, come i raccordi e gli incastri, la base deve essere arrotondata. Il raggio del raccordo deve essere pari a 25% della parete adiacente, con un raggio minimo di 0,015 pollici (0,381 mm).
Finitura superficiale
I pezzi in plastica possono avere diverse finiture superficiali. Queste finiture influenzano la consistenza, l'aspetto e la sensazione al tatto del pezzo. La scelta della finitura giusta è importante durante la fase di progettazione. Determina gli strumenti e i materiali necessari. Le finiture grezze richiedono angoli di sformo più elevati.
Inoltre, influiscono sul materiale scelto. Potrebbe essere necessario preparare la superficie dello stampo per ottenere la finitura desiderata. Qualsiasi imperfezione nella superficie dello stampo sarà visibile sul pezzo. Più lavoro si deve fare dopo che il pezzo è uscito dallo stampo, maggiore sarà il costo e più lungo sarà il tempo di realizzazione dello stampo.
Selezione del materiale
Lo stampaggio a iniezione prevede l'utilizzo di diversi tipi di resine plastiche, ciascuna con proprietà fisiche e meccaniche uniche. Il materiale scelto determinerà le prestazioni del pezzo nell'ambiente in cui è destinato. Quando si sceglie un materiale per lo stampaggio a iniezione, è necessario considerare aspetti quali il ritiro del materiale, l'adattamento e il costo.
Il ritiro della plastica è diverso per ogni tipo di plastica e per il modo in cui viene lavorata, il che può influenzare il funzionamento e l'aspetto del pezzo. È inoltre necessario considerare quanto bene la plastica possa essere assemblata con viti e saldature.
Se da un lato è importante avere le proprietà giuste per la plastica, dall'altro è necessario pensare a quanto costa procurarsi la plastica, trasformarla in un pezzo e rifinirlo, in modo da poterlo realizzare con il minor costo possibile.
“Lo spessore uniforme delle pareti è fondamentale nella progettazione per lo stampaggio a iniezione.”Vero
Lo spessore uniforme delle pareti riduce al minimo le sollecitazioni e le deformazioni, garantendo una produzione di pezzi costante e di alta qualità.
“Le angolature di sformo non sono necessarie per i pezzi stampati a iniezione.”Falso
Gli angoli di sformo facilitano il rilascio del pezzo dallo stampo, riducendo il rischio di danni durante l'espulsione.
Quali sono le linee guida per la progettazione degli stampi a iniezione?
Una progettazione efficace degli stampi a iniezione è fondamentale per produrre in modo efficiente e costante parti in plastica di alta qualità in diversi settori industriali.
Linee guida fondamentali per la progettazione degli stampi a iniezione: scegliere materiali adeguati, garantire sistemi di raffreddamento efficaci e ottimizzare l'espulsione dei pezzi. Queste pratiche migliorano l'efficienza, riducono i difetti e aumentano la durata del processo di stampaggio.
From our factory design reviews, the ZetarMold in-house mold manufacturing facility lets our engineers connect wall thickness, draft, gate location, cooling, and ejection decisions before steel is cut. For DFM-sensitive parts, 8 senior engineers can review tooling risk, and our production planning can compare the design against 47 injection molding machines before quoting and sampling.
Layout della base dello stampo e delle cavità
Le attrezzature per stampi sono costituite da una base dello stampo, una cavità, un inserto centrale e altre parti. La base dello stampo è il fondamento dello stampo, mentre la cavità e l'inserto centrale danno forma al pezzo. La progettazione dell'attrezzatura dello stampo influisce sull'accuratezza e sulla coerenza del processo di stampaggio. La lavorazione CNC consente di ottenere pareti verticali precise, essenziali per gli intricati stampi per lo stampaggio a iniezione di materie plastiche.
Lo stampo deve essere resistente, di facile manutenzione e facile da smontare e rimontare per le riparazioni e la manutenzione. L'attrezzatura dello stampo deve essere realizzata con precisione per garantire che la cavità e l'anima siano allineate correttamente. Anche la disposizione della cavità del telaio dello stampo deve consentire di raggiungere gli inserti della cavità e dell'anima per facilitare la manutenzione e le riparazioni. In questo modo si riducono i difetti e si migliorano i pezzi.
Progettazione del sistema di raffreddamento
Il sistema di raffreddamento è un elemento importante nella progettazione degli stampi a iniezione. Controlla la temperatura della cavità dello stampo e del materiale plastico. Il raffreddamento è importante perché aiuta a solidificare la plastica e a controllare il ritiro.
The cooling system design should ensure that the mold cavity is cooled evenly. The cooling channels should be designed close to the areas that take longer to cool so that they don’t interfere with the gate and runner system. The machinist should also optimize the design to achieve the shortest cycle time possible.
Progettazione di guide e cancelli
Il sistema di guide e cancelli controlla il flusso della plastica fusa nella cavità dello stampo. Il cancello è il punto in cui la plastica entra nella cavità e il sistema di guide aiuta la plastica a raggiungere il cancello. Il design del cancello e del sistema di guide influisce sul funzionamento del processo di stampaggio e sulla qualità del prodotto finito.
Le dimensioni, la posizione e la forma della porta devono ottimizzare il flusso del materiale, ridurre al minimo le sollecitazioni del pezzo ed evitare difetti nel pezzo. Il sistema di scorrimento deve ridurre al minimo la caduta di pressione, garantire una distribuzione uniforme del materiale ed evitare i punti morti in cui la plastica può accumularsi e causare difetti.
Progettazione del sistema di espulsione
The ejector system is what gets the part out of the mold. When you design the ejector system, you have to think about the shape of the part, how many undercuts it has, and how strong it is. You can use ejector pins, sleeves, or hydraulic ejector systems to make sure the part doesn’t get messed up when you take it out.
È inoltre necessario progettare il sistema di espulsione in modo che possa sopportare la forza necessaria per far uscire il pezzo dallo stampo. Bisogna anche pensare alla posizione del sistema di espulsione rispetto alla porta e al sistema di guide, in modo che non sia d'intralcio.
Materiali dello stampo e trattamento della superficie
Il materiale utilizzato per lo stampo influisce sulla durata e sull'aspetto dei pezzi. È necessario un materiale in grado di sopportare molto calore, di diffonderlo bene e di non usurarsi. La scelta del materiale giusto può aiutarvi a produrre pezzi più velocemente, a far durare lo stampo più a lungo e a realizzare pezzi migliori.
Ogni stampo è diverso dall'altro e deve essere studiato attentamente al momento della realizzazione. I materiali utilizzati devono essere lavorati nel modo giusto, in modo da non avere difetti superficiali che si manifestino sul pezzo da stampare.
È necessario eliminare i segni lasciati dalla fresa sulla superficie dello stampo eseguendo altre finiture, come la sabbiatura o la lucidatura. La quantità di finiture da eseguire influisce sul costo e sul tempo di produzione dello stampo.
“La progettazione dello stampo a iniezione influisce sul tempo di raffreddamento del pezzo stampato.”Vero
Un'adeguata progettazione dello stampo garantisce un raffreddamento uniforme, che riduce i tempi di ciclo e migliora la qualità dei pezzi.
“La progettazione dello stampo a iniezione non ha alcun impatto sulla qualità del prodotto.”Falso
Una progettazione accurata degli stampi influisce direttamente sulla qualità dei pezzi, garantendo un flusso di materiale costante e un raffreddamento uniforme.
Quali sono i problemi comuni di progettazione dello stampaggio a iniezione e le relative soluzioni?
Lo stampaggio a iniezione è un processo complesso con varie sfide potenziali di progettazione che possono influire sulla qualità del prodotto e sull'efficienza della produzione.
I problemi più comuni dello stampaggio a iniezione, quali deformazioni, macchie e bave, possono essere attenuati ottimizzando la temperatura dello stampo, regolando il tempo di raffreddamento e assicurando uno sfiato adeguato per migliorare la consistenza del prodotto e ridurre i difetti.
Flash
Il flash è la plastica in eccesso sulla superficie di separazione dello stampo o sul perno di espulsione.
Cause del flash
Forza di serraggio insufficiente, problemi di stampo, condizioni di stampaggio inadeguate, progettazione errata del sistema di scarico.
Soluzioni
Design dello stampo: Progettare lo stampo in modo che possa chiudersi ermeticamente quando viene serrato. Controllare le dimensioni dell'apertura di scarico e pulire la superficie dello stampo.
Macchina per lo stampaggio a iniezione: impostare una macchina per lo stampaggio a iniezione con il giusto tonnellaggio.
Processo di stampaggio: aumentare il tempo di iniezione, ridurre la velocità di iniezione, ridurre la temperatura della canna e dell'ugello, ridurre la pressione di iniezione e la pressione di mantenimento.
Strisce d'argento
Le striature argentate si formano quando l'acqua, l'aria o il materiale carbonizzato si distribuiscono sulla superficie del pezzo nella direzione del flusso.
Cause delle striature d'argento
Il contenuto di umidità nella materia prima è troppo elevato, l'aria è intrappolata nella materia prima, la degradazione del polimero: il materiale è contaminato; la temperatura della botte è troppo elevata; il volume di iniezione è insufficiente.
Soluzioni
Contenuto: Asciugare la materia prima in base ai dati forniti dal fornitore della materia prima prima prima dello stampaggio a iniezione.
Design dello stampo: Assicuratevi che ci siano abbastanza prese d'aria.
Processo di stampaggio: Scegliere la macchina e lo stampo giusti per lo stampaggio a iniezione, pulire completamente il vecchio materiale dal cilindro quando si cambia materiale, migliorare il sistema di scarico e ridurre la temperatura di fusione, la pressione di iniezione o la velocità di iniezione.
Ammaccatura
L'ammaccatura si ha quando la superficie del pezzo è concava in corrispondenza dello spessore della parete.
Cause della formazione di un'ammaccatura
La pressione di iniezione o di mantenimento è troppo bassa, il tempo di mantenimento o di raffreddamento è troppo breve, la temperatura del materiale fuso o dello stampo è troppo alta e la struttura del pezzo non è corretta.
Soluzioni
Struttura di progettazione: Corrugare la superficie facile da ammaccare, ridurre la dimensione della parete spessa del pezzo, minimizzare il rapporto spessore/diametro, il rapporto spessore parete adiacente dovrebbe essere controllato a 1,5~2, e cercare di fare una transizione liscia, riprogettare lo spessore delle nervature di rinforzo, dei fori svasati e delle nervature d'angolo, e il loro spessore è generalmente raccomandato per essere 40-80% dello spessore della parete di base.
For weld defects, review causes and solutions of weld marks, then adjust injection pressure, holding pressure, gate size, or gate position based on flow evidence.
Marchio di saldatura
Il segno di saldatura si verifica quando due flussi di materiale si incontrano e si saldano, causando un difetto sulla superficie.
Cause del segno di saldatura
Se nella parte sono presenti fori, inserti o modalità di stampaggio a iniezione multi-gate, o se lo spessore della parete della parte è irregolare, possono verificarsi segni di saldatura.
Soluzioni
Materiale:Rendere più fluido il materiale plastico fuso.
Design del prodotto: Cambia il modo in cui il prodotto è realizzato e lo spessore delle pareti.
Design dello stampo: Spostare il punto in cui la plastica entra nello stampo e aggiungere punti in cui l'aria possa uscire.
Condizioni di processo: La plastica si scalda di più e si usa meno materiale per evitare che si attacchi allo stampo. I segni di bruciatura si hanno quando l'aria nello stampo non riesce a uscire abbastanza velocemente e la plastica si brucia alla fine del flusso.
Deformazione e deformazione
La deformazione da deformazione si verifica quando la forma dello stampo a iniezione si incasina e si deforma in modo non uniforme, il che non è quello che si desidera. È una delle cose che possono andare storte quando si producono oggetti con stampi a iniezione.
“L’imbarcamento è un problema comune nello stampaggio a iniezione.”Vero
L’imbarcamento si verifica a causa di un raffreddamento non uniforme, che porta a parti distorte. Viene spesso risolto regolando i tempi di raffreddamento e le temperature dello stampo.
“Le impronte di ritiro possono essere corrette solo riprogettando lo stampo.”Falso
I segni di affondamento possono essere ridotti anche regolando i parametri di processo, come la pressione di imballaggio e il tempo di raffreddamento, oltre a modificare la progettazione dello stampo.
What should engineers do before releasing the design?
A release-ready design is DFM-approved after checking walls, draft, gates, parting line, cooling, ejection, shrinkage, and inspection.
This will give you a detailed understanding of what you need and how to complete the process. The injection molding design rules discussed in this article will help you optimize the process, ensure cost-effective production and reduce cycle times. See our Injection Mold Complete Guide for a comprehensive overview.

Domande frequenti
What is the most important rule in injection molding design?
The most important rule is to keep the part easy to fill, cool, eject, and inspect without adding unnecessary tooling complexity. Uniform wall thickness, practical draft angles, clear parting-line decisions, and realistic gate placement usually matter more than adding many small features. A design that looks acceptable in CAD can still fail in production if it creates trapped air, uneven cooling, high ejection force, or cosmetic defects. Before release, the design should be reviewed with both product function and mold manufacturing constraints in mind.
How much draft angle should an injection molded part use?
A practical starting point is to use at least 1 to 2 degrees of draft on most vertical faces, then increase the angle for deeper walls, textured surfaces, or materials that shrink tightly onto the core. The exact value depends on part depth, surface finish, resin shrinkage, and ejection direction. Draft should be added early because late changes can move parting lines, alter shutoffs, and affect appearance. If a surface must remain straight, the toolmaker should review whether polishing, ejector layout, or material choice can reduce release risk.
Why does wall thickness matter so much?
Wall thickness controls filling pressure, cooling time, shrinkage, sink marks, warpage, and material consumption. Thick areas cool slowly and can create sink or internal voids, while thin areas may short-shot or show weak weld lines if the melt freezes too quickly. The safest design usually keeps walls as uniform as possible and uses ribs, bosses, or gradual transitions instead of sudden thick sections. When thickness must change for strength, the transition should be smooth enough for resin flow and predictable cooling.
When should a design use ribs instead of thicker walls?
Ribs are useful when the part needs stiffness but a thicker wall would create sink marks, longer cooling time, or excess material cost. A rib should normally be thinner than the adjacent wall, include draft, and connect with enough radius to avoid stress concentration. Ribs also need spacing so steel can be manufactured and polished properly. If a feature needs both strength and a cosmetic surface, rib placement should be reviewed against gate location, flow direction, and potential read-through marks on the show side.
What should buyers ask a supplier before tooling starts?
Buyers should ask whether the supplier has reviewed wall thickness, draft, parting line, gate location, ejector placement, cooling layout, material shrinkage, tolerance stack-up, and cosmetic expectations before steel is cut. They should also ask which risks require DFM changes and which can be handled during sampling. A clear review before tooling is cheaper than correcting a finished mold after defects appear. For production parts, the supplier should connect design decisions with cycle time, inspection method, maintenance access, and expected tool life.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → Use our injection molding process guide for process context and our injection molding supplier sourcing guide before comparing pricing.
-
wall thickness: La linea di separazione si riferisce al confine visibile dove le due metà dello stampo si incontrano e dove possono apparire sbavature, disallineamenti o rischi estetici. ↩
-
draft angle: Draft angle refers to the taper added to vertical faces so the molded part can release from the tool without scuffing or sticking. ↩
-
parting line: parting line refers to a parting line is the visible boundary where two mold halves meet and where flash, mismatch, or cosmetic risk can appear. ↩







