 Skip to content
Skip to content 

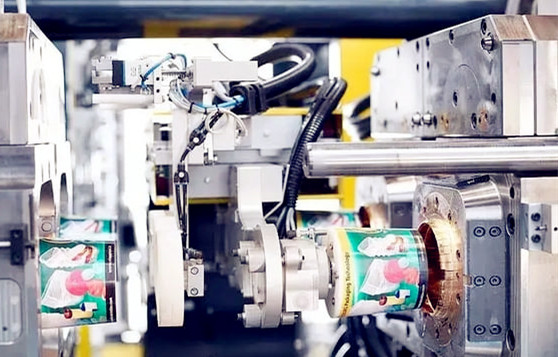
L'étiquetage dans le moule (IML) a été utilisé pour la première fois au milieu des années 70 comme alternative aux décalcomanies et aux étiquettes autocollantes. Nom chinois de l'IML : In-Mold Labeling process (processus d'étiquetage dans le moule). Ses caractéristiques principales sont les suivantes : la surface est un film transparent durci, le milieu est la couche d'impression et le dos est la couche de plastique.
L'encre étant prise en sandwich au milieu, elle empêche efficacement la couche d'encre du produit de se rayer et permet de conserver des couleurs vives et résistantes à la décoloration pendant une longue période.
L'étiquetage des moules L'IML est un nouveau type de technologie de décoration dans le moule qui combine la sérigraphie, le moulage et l'étiquetage des moules. moulage par injectionen termes de décoration des produits.
La décoration dans le moule (IML) est l'une des méthodes les plus efficaces et les plus économiques, et ses diverses applications ont fait de la décoration dans le moule un substitut idéal à de nombreux procédés traditionnels, tels que le transfert thermique, l'impression directe de surface, le revêtement de surface, le placage direct, moulage par injection bicoloreet d'autres méthodes de décoration traditionnelles.
Il est particulièrement adapté aux produits 3D, notamment lorsque des motifs de superposition cohérents, un rétroéclairage et des couleurs multiples sont nécessaires et doivent être reflétés sur diverses surfaces courbes, incurvées et biseautées.
Concept de l'IML
L'IMD (In-Mold Decoration) est une technique permettant de décorer la surface d'un plastique moulé en plaçant un film à l'intérieur du moule d'injection.
Actuellement, il existe deux méthodes de fabrication de l'IMD : l'une consiste à transformer le film imprimé en un rouleau circulaire, installé à l'intérieur de l'IMD, et l'autre consiste à fabriquer un film imprimé à l'intérieur de l'IMD. moule d'injectionL'étiquette est attachée à la surface du moule. La production est entièrement automatisée et se fait à l'aide d'une bande circulaire ; la couche d'encre et la séparation du film sont collées à la surface des produits en plastique, c'est ce que l'on appelle l'IMD (impression par transfert thermique dans le moule).
L'autre méthode consiste à imprimer le film à l'aide d'une machine de moulage par injection, puis, après découpe, à le placer dans le moule. production de moules d'injection Le film est appelé IML (in-mold labeling, étiquetage dans le moule). Ce film peut généralement être divisé en trois couches : le substrat (généralement PET, PC, PMMA), la couche d'encre (INK) et un matériau adhésif (le plus souvent un adhésif spécial).
Lorsque le moulage par injection Le produit lui-même est recouvert d'un substrat résistant à l'usure dans la couche extérieure, résistant à l'usure et aux rayures, sa dureté de surface peut atteindre 3H. Le matériau d'injection est principalement le PC, le PMMA, l'ABS, le PC/ABS, etc.

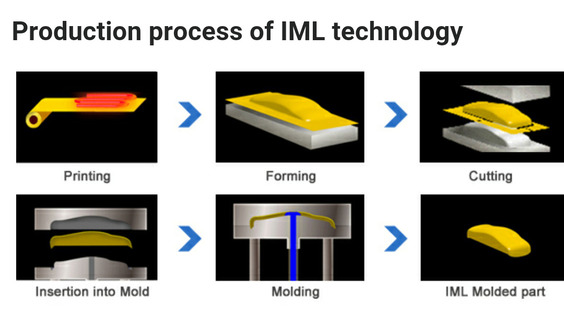
Le processus de l'IML
Découpe du matériel - tampographie plane - séchage de l'encre fixe - collage du film de protection - poinçonnage des trous de positionnement - thermoformage - cisaillement de la forme périphérique - moulage par injection du matériel d'étiquetage. Les instructions spécifiques sont les suivantes.
1. Matériau de coupe
Découper le film laminé en blocs carrés de la taille prévue pour le processus d'impression et de formage.
2. Impression à plat
Selon les exigences de l'icône, le texte dans un écran de film, dans le film coupé Film bloc carré d'impression icône, texte.
3. Séchage de l'encre
Le film imprimé est placé dans un four à haute température pour sécher.
4. Film protecteur
Pour éviter que la surface du film imprimé ne devienne floue lors de la perforation des trous de positionnement, il est parfois nécessaire d'appliquer une simple ou une double couche de film protecteur (nécessaire pour les produits dotés de fenêtres).
5. Poinçonnage des trous de positionnement
Poinçonnage des trous de positionnement sur le film imprimé pour assurer la précision de la position de pressage à chaud.
6. Thermoformage (haute pression ou moule en cuivre)
Après avoir chauffé le film imprimé, on utilise une machine à haute pression ou un moule en cuivre pour le former à l'état préchauffé.
7. Forme périphérique du cisaillement
Couper une partie du film tridimensionnel formé.
8. Injection de matériaux
Placer sur le moule avant le film qui correspond à la forme tridimensionnelle du moule avant après le moulage et injecter le produit IML fini.
Caractéristiques du processus IML
1. L'ensemble du processus de fabrication, depuis l'impression et le formage de la feuille, la conception et la production du moule jusqu'au remoulage de l'injection, est réalisé en interne, ce qui réduit considérablement le temps de développement et garantit une livraison dans les délais.
2. Flexibilité dans la conception, diversification rapide des produits à moindre coût.
3. Pas besoin de pâte à panneaux, pas d'adhésif de tout type de condensateur, conforme aux exigences environnementales.
4. les touches peuvent être saillantes pendant l'injection dans le moule, et la durée de vie des touches peut être d'un million de fois ; la décoration de haute précision de la surface tridimensionnelle, et les motifs décoratifs sont cachés à l'intérieur et ne s'usent jamais (sauf s'ils sont détruits).
5. Meilleure résistance aux rayures et transmission de la lumière, facile à obtenir un affichage clair permanent.
6. Moulage par soufflage en 3D, sens tridimensionnel aigu, de sorte que les composants complexes peuvent également atteindre un niveau élevé de décoration.
7. Offrir aux utilisateurs finaux plus de beauté, plus de légèreté, des couches solides plus fines, plus d'options et plus de sécurité.

Avantages et inconvénients du processus IML
Avantages
1. Stabilité du produitle produit produit une cohérence et une normalisation de l'ensemble des couleurs correctes
2. Durabilité du produit : Grâce à la protection du traitement spécial du film COATING, il peut offrir une excellente résistance à l'usure de la surface, à la corrosion, à la poussière, à l'humidité, à l'eau et à l'humidité.
3. Conception de formes complexes en 3D : l'application d'un film présentant une excellente extensibilité permet de répondre sans difficulté aux besoins de conception externe en matière de complexité du produit requis
4. Des styles diversifiés : La couleur peut être modifiée à volonté, plusieurs couleurs peuvent être exprimées, les motifs peuvent être modifiés à volonté et des motifs spéciaux avec des matériaux métalliques, plaqués ou naturels peuvent être créés selon les besoins du client.
5. Quantité de lots de production IML est flexible et convient à la production de petites quantités de plusieurs variétés.
Inconvénients
1. Une longue pré-production moulage par injection de plastique et de nombreux processus.
2. Facile à décoller, à déformer, à déformer le film, etc.
3. Taux élevé de produits défectueux.
.
Considérations relatives à la conception de l'IML
1) Épaisseur de l'injection : Il est recommandé que l'épaisseur moyenne de la chair ne soit pas inférieure à 1,2 mm (1,0 mm sans film).
2) Les spécifications relatives à l'épaisseur du film sont les suivantes : 0,1 mm, 0,125 mm, 0,175 mm, 0,2 mm.
3) Impression unique du film, plus adaptée à un petit nombre d'occasions de conception diverses.
4) L'aspect de la couleur est argent brillant, argent galvanisé et d'autres couleurs métalliques ne s'appliquent pas à cette pratique, ce qui entraîne facilement le décollement du film à haute et basse température.
5) La taille du bord extérieur du film est liée à la taille de la cavité du moule ; si elle est trop petite ou trop grande, la cavité du moule étirera le bord du blanc ou le bord ondulé.
6) Le diamètre minimum du trou rond de la lentille est de Φ1,0 mm.
7) La position P.L. de l'objectif est généralement au bas de l'objectif si le problème de l'angle de traction du moule peut être à la position de 0,2 mm sous le bord du couvercle du film.
8) L'angle d'extraction de la lentille est généralement d'au moins 3º.
9) En cas de différence d'aspect de la lentille, le film doit être pièce en plastique moulée au préalable.
10) Conception de coins arrondis : L'apparence des Moulage par injection IML ne peut pas donner un aspect pointu, et le profil de l'aspect doit éviter les angles aigus ; il ne doit donc pas y avoir d'angles aigus dans la conception, et les angles du produit doivent être arrondis (au moins 0,3R).
11) Problème du bord enveloppé : le bord enveloppé est la partie du bord où le stratifié est relié au plastique. Il n'est pas possible de réaliser ce bord de manière très nette après l'installation du stratifié. moulage par injectionPar conséquent, lorsque nous concevons l'application des produits IML, le bord peut être bloqué par des pièces en plastique.

Comparaison des caractéristiques de l'IML et de l'IMD
1) L'IMD convient aux grandes quantités de lots (100 000) et plus. L'IML est flexible dans la production de lots.
2) La hauteur de moulage tridimensionnelle du modèle IMD n'excède pas 1,5 mm pour les produits IMD.
L'IML peut traiter une variété de productions tridimensionnelles complexes, telles que des produits plats, courbés, à bords enveloppés et d'autres types de produits, la formation tridimensionnelle de modèles 3D pouvant aller jusqu'à 40MM.
3) Les produits IMD, parce que l'encre est imprimée en sérigraphie sur la surface, la police de caractères se détache facilement.
L'impression par sérigraphie à l'encre IML dans la couche intermédiaire, l'aspect propre et beau, avec une excellente résistance chimique aux rayures, et dans la production peut changer le motif et la couleur à tout moment.
4) La technologie d'impression IMD est très exigeante, seuls quelques grands fabricants la maîtrisent, et la production de masse est limitée par l'offre de films du fabricant.
La technologie d'impression IML est relativement faible, et la couleur de la sérigraphie peut être modifiée à tout moment au cours de la production d'un même lot.
Le matériau de la feuille IML est divisé en PET, PC et PMMA, le matériau peut être divisé en A, transparent : surface poncée, brossée et autres motifs, etc. B, placage C, cuir artificiel, cheveux.
5) La DGI ne peut pas faire avec les clés.
L'IML peut faire des produits avec des clés
6) L'IML peut être développé dans un court laps de temps (tout en développant le marché ouvert). moule d'injection plastiqueIl peut développer le moule pour le moulage et le poinçonnage, et d'autres processus auxiliaires peuvent être réalisés en même temps ;)
Plusieurs pièces peuvent être produites ensemble, de sorte que le coût est relativement réduit ; comme il n'y a pas de crochet, l'épaisseur du produit peut être relativement fine.

Champs d'application de l'IML
Les produits IML ont une grande clarté, un bon sens tridimensionnel et une surface résistante aux rayures, ce qui permet de modifier le motif à volonté, d'améliorer l'aspect esthétique du produit, de refléter les avantages de la structure de forme parfaite, de résoudre le problème de la plaque acrylique précédente qui ne peut pas obtenir l'effet de forme et une variété de couleurs.
), les produits informatiques (ordinateurs portables, etc.), les appareils ménagers (panneaux de fenêtres, panneaux de touches, panneaux décoratifs, etc.), les équipements médicaux (lentilles de fenêtres, boîtiers, pièces décoratives, etc.), les tableaux de bord automobiles et les marquages anti-contrefaçon.







