 Skip to content
Skip to content 
Solutions de polissage de précision pour les moules en acier
Améliorez les performances des moules d'injection avec les solutions de polissage de précision de ZetarMold. Découvrez les techniques d'experts pour des finitions supérieures de l'acier des moules !
Ressources pour les solutions de polissage de précision de l'acier des moules d'injection
Qu'est-ce que le polissage de précision pour l'acier des moules d'injection ?
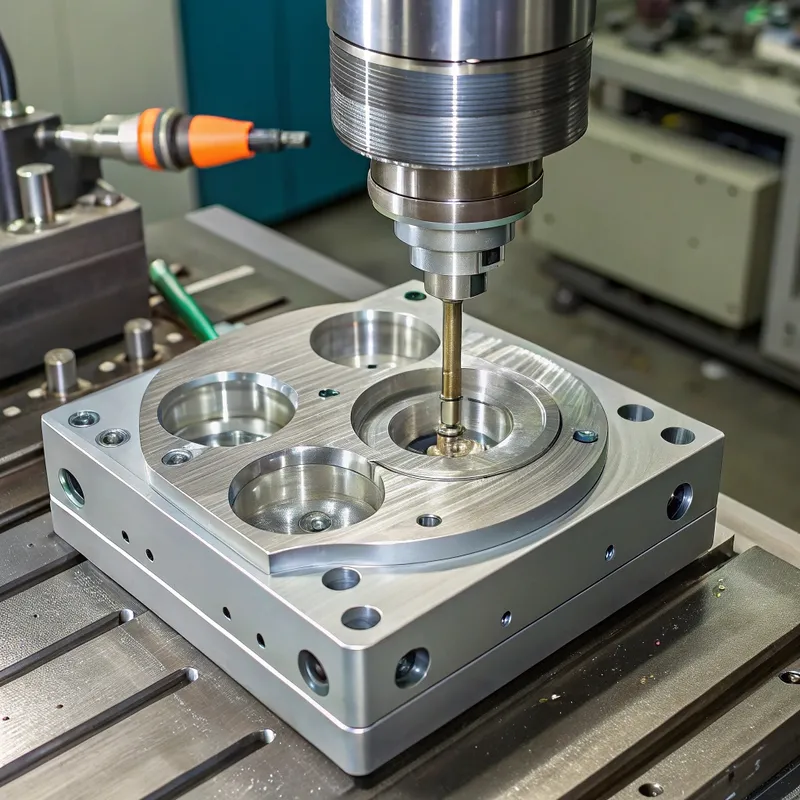
Le polissage de précision de l'acier des moules à injection désigne une série d'opérations méticuleuses de finition mécanique et/ou chimico-mécanique de la surface de la cavité, du noyau et d'autres surfaces fonctionnelles d'un moule à injection fabriqué à partir d'acier à outils. L'objectif principal est d'obtenir une texture de surface spécifique et très raffinée, généralement une finition miroir ou une surface mate ou texturée contrôlée avec précision, en fonction des exigences du produit final.
Nom technique complet : Finition de surface de précision des aciers pour outils de moulage par injection.
Alias courants : Polissage du moule, polissage de l'outil, polissage de la cavité, finition miroir (pour une haute brillance).
1. Principes fondamentaux :
① Enlèvement progressif de matière : Le polissage consiste en l'élimination séquentielle de couches microscopiques d'acier à l'aide d'abrasifs de plus en plus fins. Chaque étape élimine les rayures et les imperfections de surface laissées par l'étape précédente, plus grossière.
② Intégrité de la surface : Ce processus vise à améliorer l'intégrité de la surface de l'acier en éliminant les marques d'usinage, les couches refondues par électroérosion et d'autres défauts, ce qui permet d'obtenir une surface homogène et lisse.
③ Précision dimensionnelle : Pendant l'enlèvement de matière, le polissage de précision doit maintenir les dimensions critiques et les tolérances géométriques du moule.
④ Réalisation de la finition spécifiée : L'objectif final est de répondre à une norme prédéfinie de finition de surface, telle que celle fixée par la Society of the Plastics Industry (SPI), ou à des spécifications personnalisées.
2. Concepts de base :
① Acier pour moules : Les aciers à outils spécialisés (par exemple, P20, H13, S7, 420SS) sont utilisés pour les moules à injection en raison de leur dureté, de leur ténacité, de leur résistance à l'usure et de leur aptitude au polissage. Le choix de l'acier a un impact significatif sur le niveau de polissage réalisable et sur l'effort requis.
② Rugosité de surface (Ra, Rz) : Mesures quantifiables de la texture de la surface. Ra (Roughness Average) est la moyenne arithmétique des valeurs absolues des écarts de hauteur de profil par rapport à la ligne moyenne. Des valeurs Ra plus faibles indiquent des surfaces plus lisses.
③ Unités de brillance (GU) : Mesure de la réflexion spéculaire (brillance) d'une surface.
④ Abrasifs : Des matériaux tels que les composés diamantés, l'oxyde d'aluminium, le carbure de silicium et les pierres de rodage spécialisées sont utilisés dans différentes granulométries.
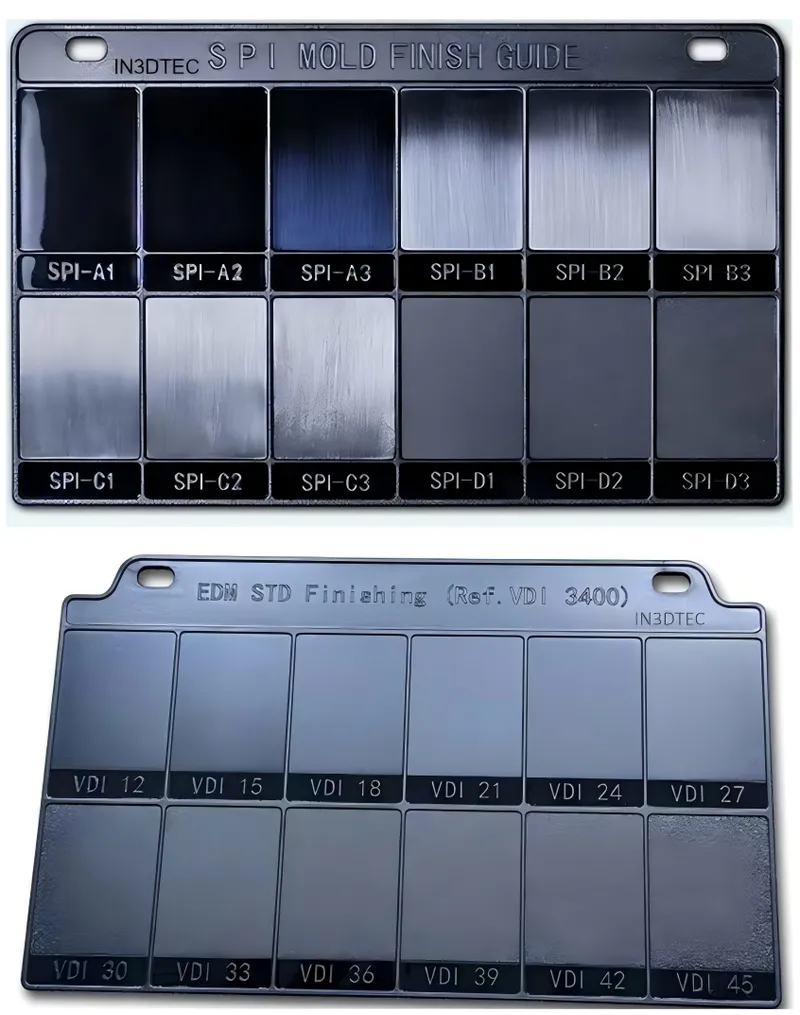
⑤ Normes de finition SPI : Lignes directrices acceptées par l'industrie (A-1 à D-3) classant les finitions de surface des moules, du miroir très brillant au mat/sablage.

Le rôle crucial du polissage dans la réussite du moulage par injection
Le polissage de précision ne se limite pas à faire briller le moule ; il joue un rôle à multiples facettes :
1. L'esthétique partielle :
La finition de la surface du moule est directement reproduite sur la pièce en plastique. Un moule très brillant produit une pièce très brillante, ce qui est essentiel pour l'électronique grand public, les intérieurs automobiles et les emballages haut de gamme.
2. Libération de la pièce (éjection) :
Des surfaces de moule plus lisses réduisent les frottements, ce qui facilite l'éjection de la pièce en plastique. Cela permet de réduire les temps de cycle, de diminuer les contraintes sur les pièces et de minimiser le besoin d'agents de démoulage.
3. Durabilité et durée de vie des moules :
Une surface bien polie est souvent plus résistante à la corrosion et à l'usure, surtout si les contraintes résiduelles dues à l'usinage sont éliminées. Elle peut également prévenir l'encrassement prématuré dû aux résidus de plastique.
4. Clarté optique :
Pour les pièces transparentes telles que les lentilles ou les conduits de lumière, un polissage de qualité exceptionnelle (SPI A-1 ou mieux) est essentiel pour obtenir une clarté optique et éviter la dispersion de la lumière.
5. Caractéristiques du débit :
Une surface très polie peut influencer l'écoulement du plastique fondu dans la cavité du moule, bien qu'il s'agisse souvent d'un effet secondaire par rapport à la conception de la porte et à la température de la matière fondue.
6. Nettoyage et entretien :
Les surfaces lisses sont plus faciles à nettoyer et moins sujettes à l'accumulation de matériaux.

Classifications et types de produits de polissage des moules
Les vernis pour moules peuvent être classés selon plusieurs critères :
1. Sur la base de l'état de surface obtenu (par exemple, les normes SPI) :
- SPI A-1 (Grade #3 Diamond Buff) : Brillance maximale, effet miroir, optiquement clair. Obtenu avec un polissage au diamant de 0 à 1 micron. (par exemple, pour les lentilles, les réflecteurs haut de gamme).
- SPI A-2 (Grade #6 Diamond Buff) : Brillant, miroir fin. Obtenu avec un polissage au diamant de 2 à 3 microns. (par exemple, pour les pièces cosmétiques de haute qualité).
- SPI A-3 (Grade #15 Diamond Buff) : Brillance moyenne, reflets fins. Obtenu avec un tampon diamanté de 3 à 5 microns.
- SPI B-1 (papier de grain 600) : Semi-brillant, finement satiné. Pas de rayures visibles.
- SPI B-2 (papier de 400 grains) : Semi-brillant, moyennement satiné.
- SPI B-3 (papier 320) : Semi-brillant, satin grossier.
- SPI C-1 (pierre de 600) : Finition mate, pierre fine.
- SPI C-2 (pierre de 400 grains) : Finition mate, pierre moyenne.
- SPI C-3 (pierre de 320) : Finition mate, pierre grossière.
- SPI D-1 (billes de verre #11) : Mat terne, finement sablé.
- SPI D-2 (sablage à sec de l'oxyde #240) : Mat terne, éclat moyen.
- SPI D-3 (oxyde #24) : Mat terne, souffle grossier.
- (Remarque : il existe également d'autres normes, comme la norme VDI (allemande), en particulier pour les surfaces texturées).
2. En fonction de la méthode de polissage :
- Polissage manuel : Des techniciens hautement qualifiés utilisent des outils manuels (pierres, bâtons de rodage, feutres, chiffons) avec des composés abrasifs. Offre précision et contrôle pour les géométries complexes.
- Polissage assisté par machine : Utilise des outils motorisés tels que des polisseuses rotatives, des polisseuses à ultrasons ou des machines de rodage pour accélérer le processus, en particulier pour les surfaces plus grandes ou plus simples. Souvent combinée à des retouches manuelles.
- Polissage automatisé (robotique) : émerge pour les tâches de polissage répétitives ou à grand volume, mais reste confronté à des défis pour les surfaces 3D complexes.
3. En fonction de l'objectif et de l'application :
- Polissage optique : Clarté extrême, défauts minimes (SPI A-1 ou spécifications personnalisées pour les pièces optiques).
- Vernis cosmétique brillant : Pour les produits de consommation visuellement attrayants (typiquement SPI A-2 à B-1).
- Polonais fonctionnel : Vise à améliorer la résistance au démoulage ou à l'usure, peut ne pas nécessiter une brillance élevée (par exemple, les qualités SPI B ou C).
- Polissage préalable : Une finition lisse spécifique (par exemple, SPI C-1) requise avant l'application d'une gravure chimique ou d'une texturation au laser.
- Finition mate/satinée : Intentionnellement non réfléchissant, souvent obtenu à l'aide d'abrasifs fins ou par sablage.
Principales industries et applications demandant un polissage de précision
Diverses industries dépendent fortement des moules polis avec précision :
1. L'automobile :
Lentilles de phares, couvercles de feux arrière, éléments de décoration intérieure (tableau de bord, consoles avec des finitions brillantes), pièces chromées de type "lookalike".
2. Électronique grand public :
Boîtiers pour smartphones, ordinateurs portables, téléviseurs, appareils électroménagers nécessitant des surfaces élégantes et brillantes.
3. Dispositifs médicaux :
Composants optiquement clairs (cuvettes, produits diagnostiques jetables), boîtiers d'équipements médicaux, dispositifs implantables (où la douceur de la surface est essentielle pour la biocompatibilité).
4. Optique et photonique :
Lentilles, prismes, guides de lumière, fibres optiques où les superfinitions SPI A-1 ou même personnalisées sont obligatoires.
5. Emballage :
Contenants cosmétiques haut de gamme, emballages alimentaires transparents, bouchons et fermetures avec des finitions haut de gamme.
6. Aérospatiale :
Composants intérieurs, auvents transparents, composants nécessitant une grande résistance à la fatigue.
7. Jouets :
Jouets en plastique très brillants et visuellement attrayants.
Avantages d'un investissement dans un polissage de haute qualité des moules
Les avantages vont bien au-delà de l'esthétique :
1. Qualité supérieure des pièces :
La reproduction directe de la surface du moule garantit des pièces en plastique parfaites et sans défaut.
2. Amélioration de l'attrait du produit :
Les surfaces brillantes ou parfaitement texturées améliorent considérablement la valeur perçue et les possibilités de commercialisation des produits.
3. Amélioration du démoulage :
La réduction du frottement permet aux pièces de s'éjecter facilement, ce qui minimise les contraintes sur la pièce et le moule, et peut réduire les temps de cycle.
4. Réduction des taux de rebut :
Moins de défauts tels que les traces de frottement, les lignes d'écoulement ou les imperfections de surface sur les pièces moulées.
5. Augmentation de la durée de vie des moules :
Une surface correctement polie peut être plus résistante à l'usure, à la corrosion et à l'accumulation de résidus, ce qui prolonge la durée de vie de l'outil.
6. Réduction des coûts de maintenance :
Les moules plus faciles à nettoyer réduisent les temps d'arrêt et les efforts de maintenance.
7. Cohérence de la production :
Garantit la constance de l'état de surface d'une pièce à l'autre sur de longues séries de production.
8. Active les conceptions avancées :
Permet de mouler des pièces optiquement claires ou des détails complexes qui seraient impossibles à réaliser avec des moules mal finis.

Inconvénients et défis potentiels du polissage de précision
Bien que très bénéfique, le polissage de précision présente également des défis :
1. Le coût :
Il s'agit d'un processus à forte intensité de main-d'œuvre et dépendant des compétences, qui augmente considérablement le coût de fabrication du moule, en particulier pour les finitions de niveau A de l'indice SPI le plus élevé.
2. Délai d'exécution :
Le polissage, en particulier pour répondre à des normes élevées, peut ajouter un temps considérable au calendrier de livraison des moules.
3. Risque de polissage excessif ou d'erreurs :
Des techniques incorrectes peuvent entraîner des imprécisions dimensionnelles (par exemple, des arêtes arrondies, des surfaces bombées), une altération de la géométrie ou des effets de "peau d'orange".
4. Dépendance à l'égard des compétences :
Pour obtenir des finitions de qualité supérieure, il faut des polisseurs très expérimentés et compétents. Cette expertise fait défaut.
5. Limites matérielles :
Tous les aciers pour moules ne se polissent pas de la même manière. Certains aciers sont intrinsèquement plus difficiles à polir pour obtenir un brillant élevé en raison de leur microstructure (par exemple, carbures importants, inclusions).
6. Maintien de la netteté des bords/détails :
Il est difficile d'obtenir un haut degré de polissage tout en préservant parfaitement les angles vifs ou les détails complexes sans recourir à des techniques spécialisées.
7. La subjectivité :
Bien qu'il existe des normes telles que l'indice SPI, l'évaluation de la qualité du polissage peut toujours être subjective, en particulier aux niveaux les plus élevés.
Guide d'expert pour le polissage de précision des moules
Débloquez une qualité de pièce supérieure grâce à notre guide d'expert sur le polissage de précision de l'acier des moules d'injection.
Ressources pour les solutions de polissage de précision de l'acier des moules d'injection
Comparaison de la polissabilité des aciers de moulage : Un facteur clé
Le choix de l'acier du moule a un impact considérable sur la facilité et la qualité du polissage :
1. Aciers hautement polissables (par exemple, acier inoxydable 420, Stavax ESR, S136, NAK80) : Ces aciers sont spécifiquement conçus ou traités (par exemple, par refonte sous laitier électrolytique - ESR) pour une grande pureté, une microstructure fine et une dureté uniforme, ce qui les rend idéaux pour les finitions SPI A-1 et les applications optiques. Le NAK80 est un acier à durcissement par précipitation connu pour son excellente aptitude au polissage et pour ne pas nécessiter de traitement thermique après soudage.
2. Bonne aptitude au polissage Aciers (par exemple, H13, P20 modifié, S7) : Aciers de travail courants. Le H13, lorsqu'il est correctement traité thermiquement, permet d'obtenir de bonnes finitions SPI A-2/A-3. Le P20 est généralement utilisé pour des finitions B ou C, mais les nuances modifiées peuvent atteindre des finitions plus élevées. Le S7 est résistant et peut être bien poli.
3. Aciers modérés/difficiles à polir (par exemple, Standard P20, certains aciers à outils avec de gros carbures ou une pureté inférieure) : Peut être limité aux finitions SPI B ou C. L'obtention d'un haut degré de brillance peut s'avérer très difficile et prendre beaucoup de temps.
Facteurs dans l'acier affectant la polissabilité :
① Propreté : Moins d'inclusions (sulfures, oxydes, silicates) signifie moins de piqûres et de défauts lors du polissage. Les procédés ESR ou VAR (Vacuum Arc Remelting) améliorent la propreté.
② Homogénéité et microstructure : Une structure de grain fine et uniforme et de petits carbures bien répartis sont essentiels. Les carbures de grande taille, non uniformément répartis, peuvent "s'arracher" pendant le polissage et laisser des piqûres.
③ Dureté : En général, les aciers plus durs (dans leur plage d'utilisation) se polissent mieux et donnent un meilleur brillant, mais ils demandent aussi plus d'efforts. Une dureté constante est essentielle.
④ Réponse au traitement thermique : Un traitement thermique approprié est essentiel pour obtenir la dureté et la microstructure souhaitées pour un polissage optimal.
Principales caractéristiques d'une surface de moule polie avec précision
Une surface polie de haute qualité est définie par plusieurs caractéristiques mesurables et observables :
1. Faible rugosité de surface (Ra, Rz, Sa) :
Typiquement, l'IPS A-1 peut exiger que Ra < 0,005 µm (ou 5 nm). La rugosité moyenne aréolaire (Sa) est de plus en plus courante pour les surfaces 3D.
2. Brillance élevée / Réflectivité :
Mesuré en unités de brillance (GU) à l'aide d'un appareil de mesure de la brillance. Les valeurs dépendent de l'angle de mesure (par exemple, 20°, 60°, 85°).
3. Absence de défauts :
Pas de rayures, de piqûres, de "peau d'orange", d'ondulations, de brume, de comètes, de traînées ou de marques de polissage visibles sous le grossissement spécifié.
4. Clarté / Absence de brume :
Pour les vernis optiques, une transmission élevée de la lumière et une diffusion minimale sont essentielles.
5. Netteté des détails :
Préservation des détails fins et des arêtes vives conformément à la conception du moule.
6. Uniformité :
Finition homogène sur l'ensemble de la surface polie, y compris les géométries complexes.
7. Directionnalité (Lay) :
Pour certaines finitions (par exemple, brossé), un motif directionnel spécifique est souhaité. Pour les vernis miroirs, aucune couche ne doit être visible.
Le processus de base : Pas à pas vers une finition impeccable
L'obtention d'un polissage de précision est un processus méticuleux en plusieurs étapes :
1. Préparation et inspection avant usinage :
- S'assurer que la surface du moule est correctement usinée (fraisée, rectifiée ou électro-érosion) et que les dommages sous la surface sont minimes.
- Éliminez complètement toute couche refondue par électroérosion (couche dure et cassante), généralement par lapidage ou léger fraisage. Cette opération est cruciale car la couche refondue ne se polit pas bien et peut s'écailler.
- Vérifier qu'il n'y a pas de marques d'usinage profondes, d'entailles ou de défauts qui doivent être éliminés avant le début du polissage.
- Vérifier le type d'acier et sa dureté.
2. Dénoyautage / broyage (étape de l'abrasion grossière) :
- Objectif : Enlever les marques d'usinage, refondre par électroérosion et établir la planéité/géométrie initiale.
- Outils et abrasifs : Pierres abrasives à gros grain (par exemple, oxyde d'aluminium ou carbure de silicium de grain 120-320), outils de meulage.
- Technique : Travailler selon un schéma cohérent, souvent croisé, en veillant à ce que toutes les marques précédentes soient éliminées. Utiliser un lubrifiant/réfrigérant approprié.
3. Rodage de semi-finition (étape d'abrasion moyenne) :
- Objectif : Éliminer les rayures de l'étape de dénoyautage et affiner la surface.
- Outils et abrasifs : Pierres à grain moyen (par exemple, grain 400-800), papiers/toiles abrasifs montés sur des bâtons de rodage, limes diamantées.
- Technique : Poursuivre avec des grains de plus en plus fins, en changeant le sens du polissage à chaque changement de grain pour s'assurer que les marques précédentes sont entièrement éliminées. Un nettoyage méticuleux entre les étapes de ponçage est essentiel pour éviter l'entraînement de particules plus grossières.
4. Finition fine / pré-polissage (étape d'abrasion fine) :
- Objectif : Préparer la surface pour le polissage miroir final en éliminant toutes les rayures visibles des étapes précédentes.
- Outils et abrasifs : Pierres à grain fin (par exemple, grain 1000-1200), papiers abrasifs très fins (par exemple, jusqu'au grain 2000-5000), composés diamantés fins (par exemple, 45 à 15 microns) appliqués avec des bâtons de rodage (bois, laiton, fonte) ou des bobs en feutre dur.
- Technique : Une propreté extrême est primordiale. Le sens du polissage est essentiel.
5. Polissage miroir / lustrage (étape de polissage au diamant) :
- Objectif : Atteindre le niveau de brillance final souhaité (par exemple, SPI A-1, A-2, A-3).
- Outils et abrasifs : Composés/pâtes diamantés (par exemple, de 15 microns à 0,25 micron ou plus fin), appliqués avec des bobines de feutre, de la laine de coton, des lamelles de bois tendre ou des draps de polissage spécialisés. Des outils rotatifs, des polisseuses à ultrasons ou des méthodes manuelles sont utilisés.
- Technique : Légère pression, mouvements spécifiques. Chaque grain de diamant doit éliminer complètement les marques du diamant précédent, plus grossier. Le support de polissage (feutre, bois) doit être plus doux que l'acier afin d'éviter l'incrustation d'abrasifs.
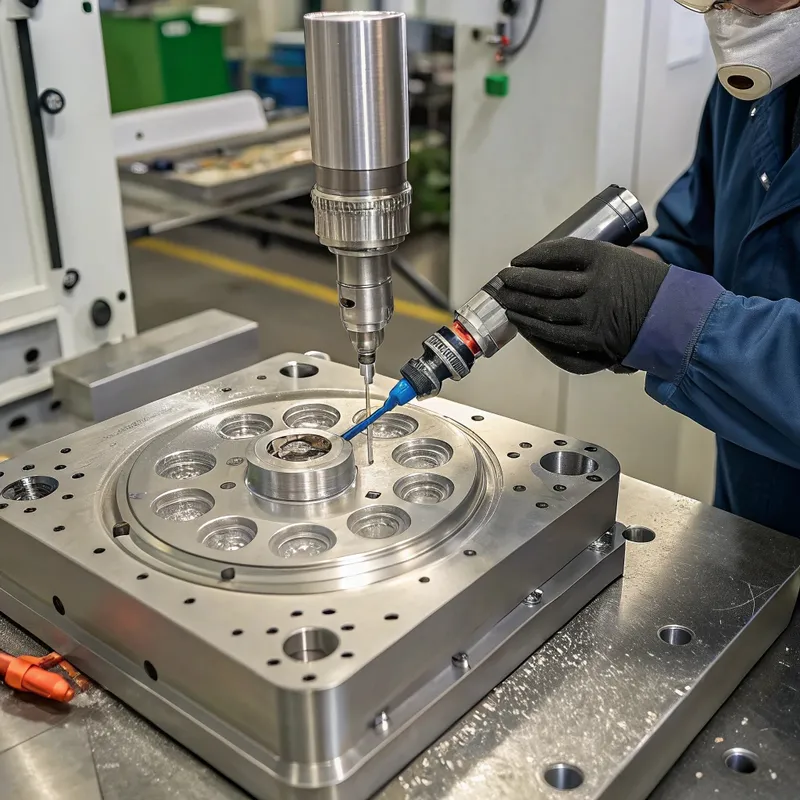
6. Nettoyage et inspection finals :
- Nettoyer soigneusement la surface du moule pour éliminer tous les résidus de polissage.
- Inspecter sous un éclairage approprié (par exemple, diffus, directionnel) et à l'aide d'un grossissement pour vérifier que la finition est conforme aux spécifications (norme SPI, échantillons visuels, lectures de l'appareil de mesure de la brillance).

Considérations clés dans les opérations de polissage de précision des moules
De nombreux facteurs influencent le résultat du polissage :
1. Sélection et qualité de l'acier pour moules :
Comme nous l'avons vu, les aciers plus propres et plus homogènes avec des microstructures fines se polissent mieux.
2. Traitement thermique :
Il est essentiel d'effectuer un traitement thermique approprié et uniforme pour obtenir la dureté voulue. Des points faibles ou une dureté irrégulière entraîneront un polissage inégal. Le détensionnement après l'usinage grossier peut également être bénéfique.
3. État de la surface avant polissage :
La qualité de la surface initiale usinée ou électro-érosion a un impact significatif sur l'effort et le temps requis pour le polissage. Il est préférable d'obtenir une bonne finition par électroérosion avec une couche de refonte minimale.
4. Sélection et séquence des abrasifs :
Il est essentiel d'utiliser la bonne séquence de types d'abrasifs et de granulométries. Sauter des grains entraîne des rayures plus profondes qui sont difficiles à éliminer.
5. Lubrification/liquides de refroidissement :
Des lubrifiants appropriés (par exemple, des essences minérales, des huiles de polissage spécialisées) permettent d'évacuer les copeaux, d'empêcher la charge d'abrasifs et de refroidir la surface.
6. Outils de polissage et supports :
Le choix des bâtons de rodage (bois, laiton, acier, feutre dur), des bobs et des outils motorisés (rotatifs, à mouvement alternatif, à ultrasons) dépend de la géométrie et du stade de polissage.
7. Compétences et expérience du technicien :
Il s'agit sans doute du facteur le plus critique, en particulier pour le polissage manuel de formes complexes à des niveaux SPI A élevés. Il faut de la patience, un œil attentif et un bon sens du processus.
8. Propreté et contrôle de la contamination :
Un grain plus grossier transporté à un stade plus fin peut gâcher des heures de travail. Des outils adaptés et une propreté irréprochable sont indispensables.
9. Pression et vitesse :
Il est essentiel d'appliquer une pression et une vitesse d'outil correctes. Une pression ou une vitesse excessive peut générer de la chaleur, provoquer une "peau d'orange" ou arracher des carbures.
10. Direction du polissage :
Le changement de direction du polissage (par exemple, de 45 à 90 degrés) entre les étapes de ponçage permet d'identifier et d'éliminer efficacement les rayures précédentes.
11. Préservation des bords et des détails :
Une attention particulière est nécessaire pour éviter d'arrondir les bords tranchants ou d'effacer les détails fins. Des techniques telles que l'utilisation de matériaux de rodage plus durs près des bords ou le masquage peuvent aider.
Choisir le bon acier pour moules pour une polissabilité optimale
1. Pour l'IPS A-1 (qualité optique/objectif) :
- Acier inoxydable 420 (ESR/VAR) : Excellent choix, résistant à la corrosion.
- S136 / Stavax ESR : Inox de première qualité, très haute pureté.
- NAK80 : Durcissement par précipitation, très bonne aptitude au polissage, bonne soudabilité sans redurcissement.
- HPM38 (équivalent à S136) : Une autre option inoxydable de haute qualité.
2. Pour SPI A-2 / A-3 (cosmétique haute brillance) :
- H13 (ESR/VAR) : Bonne si elle est parfaitement traitée thermiquement et propre.
- Qualités P20 modifiées : Certains aciers exclusifs de type P20 offrent une meilleure aptitude au polissage.
3. Pour les finitions SPI B (semi-brillant) :
- P20 (prétrempé) : Un choix standard, un bon rapport qualité-prix.
- H13, S7 : Convient également.
4. Pour les finitions SPI C et D (mat/texturé) :
- La plupart des aciers à outils peuvent atteindre ces finitions, car la surface finale est souvent lapidée ou grenaillée plutôt que hautement polie. L'accent est mis davantage sur la durabilité et l'usinabilité.
Défauts courants de polissage des moules : Causes et solutions
| Défaut | Description | Causes communes | Solutions |
|---|---|---|---|
| Rayures | Lignes ou rainures sur la surface. | Contamination des gros grains, saut de grains, outils de polissage endommagés, pression incorrecte, étape précédente insuffisante. | Repolir à partir d'un grain suffisamment fin pour éliminer la rayure, mais suffisamment grossier pour être efficace. Améliorer la propreté. Vérifier les outils. S'assurer que l'étape précédente est terminée. |
| Piqûres / trous d'épingle | Petites indentations ou trous dans la surface. | Inclusions dans l'acier, carbures arrachés, corrosion, piqûres d'arc EDM non entièrement éliminées. | Utiliser un acier plus propre (ESR/VAR). Alléger la pression de polissage. Veiller à l'élimination complète de la refonte par électroérosion. Les piqûres sont parfois inhérentes à la qualité de l'acier. |
| Peau d'orange | Texture ondulée, à fossettes, ressemblant à la peau d'une orange. | Pression/vitesse excessive avec des outils rotatifs, meules de polissage douces sur de l'acier doux, surchauffe de la surface, mauvais traitement thermique. | Utiliser une pression plus faible, des vitesses plus lentes, des meules de polissage plus dures ou des bâtons de rodage. Veiller à ce que la dureté de l'acier et la réduction des contraintes soient adéquates. Liquide de refroidissement. |
| Brume / trouble | Aspect laiteux ou trouble, manque de clarté sur les finitions en miroir. | Les fines rayures ne sont pas entièrement éliminées, les résidus de produits de polissage, un nettoyage incorrect, l'humidité. | Repolir soigneusement avec les dernières étapes diamantées. Nettoyage approfondi avec des solvants appropriés. S'assurer que la surface est sèche. |
| Queues de comètes | Une rayure avec une "queue" de rayures plus fines ou de matériaux perturbés. | Une particule abrasive plus importante est entraînée sur la surface, s'y incruste puis se désagrège. | Améliorer rigoureusement la propreté. Filtrer les lubrifiants. Repolir la zone affectée. |
| Bords roulés | Coins ou bords arrondis là où la netteté était prévue. | Pression excessive près des bords, outils de rodage souples, mouvement de polissage sur le bord. | Utiliser des outils de rodage plus durs près des arêtes, masquer les arêtes, polir loin des arêtes ou parallèlement à celles-ci. Réduire la pression. |
| Ondulations | Surface ondulée et irrégulière. | Stabilisation inégale, utilisation incorrecte des outils électriques, installation d'outils non rigides, tentative d'enlever trop de matériau trop rapidement. | Assurer un dénoyautage plat à l'aide d'outils appropriés. Utiliser des installations rigides. Enlever le matériau progressivement. Compétence et technique cohérente. |
| Marques de polissage / tourbillons | Fines rayures circulaires ou en arc de cercle dues au polissage final. | Pression trop forte pendant le polissage, tampon contaminé, mauvaise pâte à polir, vitesse trop rapide. | Pression plus faible, tampons propres/nouveaux, composé correct, vitesse plus lente. Dernière passe à la main si nécessaire. |

Gros plan de blocs de construction en plastique colorés dans diverses teintes, incluant le violet, le bleu, le vert et le jaune, empilés ensemble.
Points Clés – La sélection des matériaux et l'optimisation de l'épaisseur des parois sont les principaux facteurs pour réduire les coûts des pièces. – Investir dans des outillages de meilleure qualité (Classe 101/102) peut réduire les coûts unitaires à long terme grâce à

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Points Clés – La précision du moule est déterminée à chaque étape : conception de la pièce, conception du moule, sélection de l'acier, usinage, assemblage et contrôle du processus—une faiblesse à n'importe quelle étape limite la précision globale. – Correctement

Qu'est-ce qu'une machine de moulage par injection à grande vitesse ?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

