 Skip to content
Skip to content 

Le moulage par injection est une méthode de fabrication économique et efficace utilisée pour fabriquer de nombreux types de pièces en plastique. Cependant, la formation d'un bourrelet froid pendant le moulage par injection est courante et est considérée comme l'un des principaux problèmes. Le colmatage à froid affecte non seulement l'apparence et les performances du produit, mais il réduit également l'efficacité de la production et augmente les déchets. Par conséquent, il est très important de comprendre les causes de la formation d'un bourrelet froid pendant le moulage par injection pour obtenir de meilleurs résultats et une meilleure qualité de produit. Cet article se concentre sur l'analyse des principaux facteurs à l'origine de la formation de cold slug et propose des mesures correctives correspondantes.

Définition et classification des limaces froides
Avant d'examiner plus avant les causes de la formation de cold slug, il est essentiel de comprendre ce qu'est un cold slug. Le cold slug désigne la partie solidifiée de la matière première qui se refroidit et se solidifie en raison de la basse température du moule en plastique, de la buse ou de certaines parties de la machine de moulage par injection. Ces particules froides affectent la qualité du produit final.
En fonction de l'emplacement et de la forme de la formation du cold slug, on peut les classer dans les catégories suivantes :
1. Buse Cold Slug : Le bourrelet froid de la buse se forme généralement autour ou à l'intérieur de la buse de la machine de moulage par injection en raison d'un mauvais contrôle de la température, ce qui entraîne l'arrêt de l'écoulement et la solidification de la matière fondue.
2. Moule Cold Slug : Un bouchon froid se forme dans la cavité ou la porte du moule parce que la conception du système de refroidissement peut être déraisonnable et provoquer certaines zones de basse température.
3. Coureur Cold Slug : Le bourrelet froid du canal se forme généralement dans le système du canal en raison d'une mauvaise conception du canal, d'un contrôle instable de la température, etc.

Principales causes de la formation d'un cold slug
Mauvais contrôle de la température
La température est un facteur clé qui influe sur la processus de moulage par injection. Le contrôle de la température du cylindre, de la buse et du moule de la machine de moulage par injection est la clé du contrôle de la température du produit. Si la température d'une pièce est trop basse, la matière fondue se refroidit et se solidifie pour former des lingots froids.
Température de la buse trop basse: Si la température de la buse est réglée trop bas ou si le système de contrôle de la température est défaillant, la matière fondue se refroidit rapidement au niveau de la buse, formant un bouchon froid au niveau de la buse.
Température du moule trop basse : Si la température du moule est trop basse, la matière fondue se refroidit rapidement lorsqu'elle pénètre dans la cavité du moule, ce qui entraîne un affaissement du moule. Ce phénomène est généralement dû à un système de refroidissement mal conçu.
Distribution inégale de la température du canon : Si la température est inégale dans le tonneau, la matière fondue sera refroidie à des vitesses différentes lors de la phase d'injection, ce qui entraînera la formation d'un bourrelet froid.

Mauvaise conception du moule
La conception des moules a un impact direct sur le processus de moulage par injection. Les conséquences d'une mauvaise conception du moule sont des problèmes d'écoulement de la matière fondue et de remplissage, ainsi que l'apparition d'un bourrelet froid.
Emplacement et taille de la porte inadaptés : Une mauvaise conception de la position et de la taille de la vanne entraîne le refroidissement et la solidification de la matière fondue pendant le processus d'écoulement, ce qui forme un bourrelet froid.
Mauvaise conception du coureur : La conception des canaux affecte directement la trajectoire et la vitesse d'écoulement de la matière en fusion. Des canaux longs ou minces augmentent la résistance à l'écoulement de la matière en fusion, ralentissant ainsi la vitesse d'écoulement de la matière en fusion et provoquant le durcissement et la solidification de la matière en fusion au cours de l'écoulement, formant ainsi un bouchon froid.
Mauvaise conception du système de refroidissement : La disposition et la conception du système de refroidissement du moule affectent la distribution de la température dans le moule. Une mauvaise disposition des canaux de refroidissement entraînera une mauvaise uniformité de la température dans le moule et la formation d'un bourrelet froid dans le moule.

Paramètres inappropriés du processus de moulage par injection
Moulage par injection Les facteurs de processus comprennent le taux d'injection, la pression d'injection, le temps de maintien, le temps de refroidissement, etc. Ces paramètres sont étroitement liés au débit et à la vitesse de solidification de la matière fondue. Si les paramètres du processus ne sont pas réglés correctement, il se formera un bourrelet froid.
Vitesse d'injection faible : Une faible vitesse d'injection entraîne la solidification de la matière fondue pendant l'écoulement, car des bouchons froids se forment en raison du refroidissement rapide de la matière fondue. Une faible vitesse d'injection entrave l'écoulement de la matière fondue, en particulier au niveau de la porte et du canal de coulée, et crée ce que l'on appelle des " cold slugs " (bouchons froids).
Faible pression d'injection : Une faible pression d'injection entraîne un mauvais écoulement de la matière fondue et l'incapacité de cette dernière à pénétrer en douceur dans la cavité du moule, à se refroidir et à se solidifier pendant l'écoulement, ce qui crée un bourrelet froid.
Temps de maintien insuffisant : Si le temps de maintien est insuffisant, la pression de fusion dans la cavité du moule est faible et ne permet donc pas de remplir correctement la cavité, ce qui entraîne la formation d'un bourrelet froid.
Temps de refroidissement excessif : Un long temps de refroidissement réduit la température du moule, ce qui refroidit la matière fondue et crée une solidification de la masse de plastique froide dans le moule.

Mauvaise sélection des matériaux
Les différents matériaux plastiques ont des points de fusion et des propriétés d'écoulement différents. Une mauvaise sélection des matériaux entraîne également la formation de bouchons froids.
Matériaux à point de fusion élevé : La plupart des matériaux à point de fusion élevé doivent être injectés à des températures et des pressions plus élevées. Si la température et la pression ne sont pas suffisantes, la matière fondue commence à se refroidir et à se solidifier pendant l'écoulement et forme des bouchons froids.
Matériaux à faible débit : Les matériaux dont les propriétés d'écoulement sont médiocres forment facilement des bourrelets froids pendant le moulage par injection, en particulier au niveau du canal de coulée et de la porte d'injection. Ces matériaux nécessitent une vitesse d'injection et une pression plus élevées pour éviter la formation de bourrelets froids.

Méthodes de détection et d'analyse des limaces froides
Pour prévenir et contrôler efficacement la formation de limaces froides, il est impératif de les détecter et de les analyser. Voici quelques méthodes courantes de détection et d'analyse :
Inspection visuelle
L'inspection visuelle est le moyen le plus direct de détecter les limaces froides. Les limaces froides peuvent être détectées en inspectant la surface et l'intérieur de la pièce moulée par injection. Les limaces froides apparaissent généralement sous la forme d'ondulations, de vides, de défauts ou de stries à la surface.
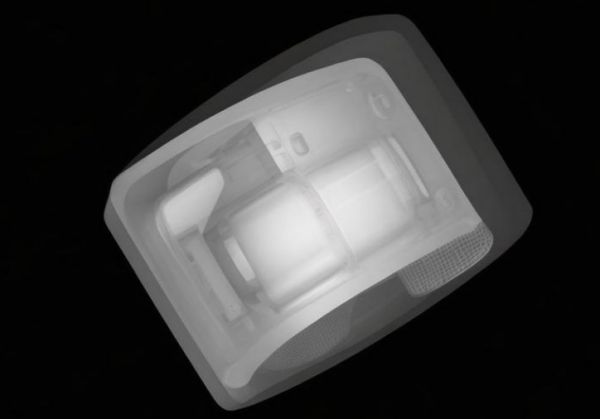
Inspection par rayons X
L'inspection par rayons X est l'une des techniques non destructives qui peut être utilisée pour la détection des colmatages à froid. La vision par rayons X permet de découvrir la surface interne ou le colmatage à froid des pièces de moules d'injection. L'inspection par rayons X est appropriée pour les défauts internes, en particulier pour les produits fins, de précision et très demandés.
Analyse thermique
La calorimétrie différentielle à balayage (DSC) et l'analyse thermogravimétrique (TGA) sont des techniques courantes qui entrent dans la catégorie des méthodes d'analyse thermique. En étudiant les caractéristiques thermiques des matériaux utilisés dans la production du plastique, il est possible de définir le point de fusion de ce matériau et ses propriétés de refroidissement, ce qui permet d'évaluer un potentiel de création de cold slug.
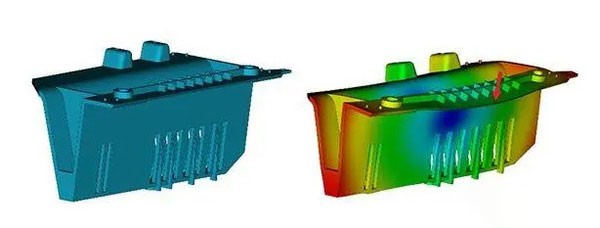
Analyse rhéologique
L'analyse rhéologique vise à déterminer le comportement de l'écoulement de la matière fondue et la vitesse de refroidissement pendant le processus d'injection des matières plastiques. Ainsi, l'analyse rhéologique permet d'identifier les paramètres les plus favorables du processus de moulage par injection afin de minimiser l'apparition du cold slug.
Mesures de prévention et de lutte contre les limaces froides
Pour contrôler et éviter la formation de limaces froides, plusieurs mesures peuvent être prises qui réduiront avec succès les effets des limaces froides dans le moulage par injection, augmentant ainsi la qualité des produits moulés.
Optimiser le contrôle de la température
Le contrôle de la température est un facteur qui doit être contrôlé pour éviter la formation d'un bourrelet froid. Pour éviter la formation d'un bourrelet froid, il est recommandé d'améliorer l'efficacité de la machine de moulage par injection et du système de contrôle de la température du moule.
Contrôle de la température de la buse : Veillez à ce que la température de la buse soit optimale afin d'éviter que la matière fondue ne se cristallise au niveau de la buse. D'une manière ou d'une autre, la température de la buse peut être maintenue constante à l'aide de dispositifs de chauffage ou de gaines isolantes.
Contrôle de la température des moules : Minimiser la résistance à l'écoulement du système de refroidissement et même la température dans le moule. Les modifications apportées à la conception des canaux de refroidissement et à la vitesse d'écoulement du fluide de refroidissement peuvent être utilisées pour améliorer le contrôle de la température du moule.
Contrôle de la température du fût : Assurer une répartition uniforme de la température dans la barrique afin d'éviter les fluctuations de température entraînant la formation de poches de froid. Les systèmes de contrôle de la température multizone permettent de contrôler avec précision la température des différentes zones de la barrique.

Améliorer la conception des moules
Il convient de s'assurer que la conception du moule est adéquate afin de minimiser la formation d'un bourrelet froid. En améliorant la conception des portes et des canaux, l'écoulement de la matière fondue peut être amélioré, ce qui contribuera à minimiser la formation du bourrelet froid.
Optimiser la conception des portes : Choisissez des positions et des tailles de vannes appropriées qui permettent à la matière fondue de pénétrer sans entrave dans la cavité du moule. L'utilisation de portes à points multiples ou de systèmes à canaux chauds peut améliorer l'écoulement de la matière fondue.
Optimiser la conception du coureur : Ils doivent concevoir des canaux de forme et de taille appropriées afin de minimiser la résistance à l'écoulement de la matière fondue. Les goulottes hélicoïdales ou effilées peuvent contribuer à améliorer l'écoulement de la matière fondue.
Améliorer la conception du système de refroidissement : Augmenter la répartition des canaux de refroidissement et le débit du fluide de refroidissement afin d'obtenir une répartition uniforme de la température dans le moule. L'utilisation de systèmes de refroidissement dynamiques permet de contrôler les paramètres de refroidissement à différents stades de la production.

Ajuster les paramètres du processus de moulage par injection
Régler correctement processus de moulage par injection Le choix des paramètres d'injection est crucial pour réduire la formation de cold slugs. Il est nécessaire de réduire la vitesse d'injection, la pression d'injection et le temps de maintien, ainsi que d'augmenter le temps de refroidissement, ce qui influence positivement l'écoulement de la matière fondue ainsi que les caractéristiques de refroidissement et diminue donc la formation de bouchons froids.
Augmenter la vitesse d'injection : L'augmentation de la vitesse d'injection est un moyen efficace de minimiser le temps que la matière fondue passe à se refroidir et à se solidifier pendant l'écoulement et donc de minimiser la formation de bouchons froids. Cependant, si la vitesse d'injection est trop rapide, il peut y avoir d'autres défauts tels que le clignotement ou le surremplissage, c'est pourquoi l'ajustement doit se faire dans la marge admissible pour la qualité des produits.

Augmenter la pression d'injection : Des pressions d'injection plus élevées peuvent en fait améliorer l'écoulement de la matière fondue, ce qui signifie que la matière fondue remplit mieux la cavité du moule, avec une perte réduisant la formation d'éclats froids. Toutefois, la pression d'injection doit être contrôlée pour éviter d'endommager le moule ou de déformer la forme des produits, c'est pourquoi elle est quelque peu modérée.
Prolonger le temps de maintien : Pour éliminer le risque de formation d'un bourrelet froid, il faut maintenir une pression suffisante à l'intérieur de la cavité du moule, ce qui implique d'augmenter le temps de maintien. De même, si le produit est maintenu pendant une longue période, cela signifie que le cycle d'injection sera également prolongé, ce qui n'est pas très efficace.
Optimiser le temps de refroidissement : Le temps de refroidissement doit être contrôlé efficacement de manière à ce que la température du moule se situe dans une plage correcte pour ralentir la vitesse de refroidissement de la matière fondue et décourager la formation d'un bourrelet froid. Le temps de refroidissement doit être optimisé par l'expérimentation et les paramètres correspondant au temps de refroidissement optimal doivent être déduits.

Choisir les matériaux appropriés
Le choix des matériaux détermine en grande partie l'efficacité du moulage par injection ainsi que la qualité de l'article final. Le contrôle de la sélection des matériaux conduit à l'optimisation de l'écoulement de la matière fondue et des caractéristiques de refroidissement afin de minimiser la formation de bouchons froids.
Sélectionner les matériaux à bas point de fusion : Leur utilisation permet au matériau de fondre facilement et de mieux s'écouler pendant le moulage par injection, ce qui minimise la formation d'un bourrelet froid.
Sélectionner des matériaux à haut débit : En raison de la plus grande fluidité des matériaux à haute fluidité, il est plus facile de remplir la cavité du moule pendant le processus de moulage par injection, ce qui minimise la formation d'un bourrelet froid. Des plastifiants peuvent être incorporés dans la formulation ou le choix de matériaux ayant de meilleures caractéristiques d'écoulement améliorera l'écoulement du matériau.

Renforcement de la maintenance des équipements
L'état de l'équipement de moulage par injection est le principal facteur affectant la stabilité du processus de moulage et la qualité des produits finis. La maintenance et l'entretien adéquat des équipements sont également très importants pour que les équipements fonctionnent correctement sans formation de limaces froides.
Vérifier régulièrement les systèmes de contrôle de la température : Il est recommandé de vérifier les systèmes de contrôle de la température de la machine de moulage par injection et du moule pour s'assurer qu'ils fonctionnent comme il se doit afin d'éviter la formation d'un bourrelet froid.
Nettoyer régulièrement les buses et les glissières : Nettoyer les buses, l'embout de la buse et les glissières pour assurer un bon écoulement des produits de fonte et éviter la formation d'un bouchon de froid en raison d'un blocage.
Vérifier régulièrement les systèmes de refroidissement : Veiller à ce que le système de refroidissement du moule fonctionne correctement afin d'éviter la formation d'un bourrelet froid en raison d'un refroidissement inégal.

Conclusion
Au cours du processus de moulage par injection, plusieurs facteurs peuvent contribuer à la formation de "cold slugs", c'est-à-dire de petits morceaux de plastique solidifiés qui peuvent nuire à la qualité des pièces moulées. Par exemple, l'utilisation de PC (polycarbonate) ignifugé peut s'avérer difficile, car il nécessite un contrôle précis de la température pour conserver ses propriétés. Lors de l'utilisation de moules en acier refroidis à l'eau, il est essentiel d'obtenir une vitesse de refroidissement correcte. Une vitesse de refroidissement incorrecte peut entraîner un refroidissement trop rapide du plastique et la formation de bouchons froids avant que le moule ne soit complètement rempli. En outre, il est essentiel de sélectionner le degré de résistance au feu correspondant au plastique moulé, car cela garantit que le matériau peut résister aux conditions requises sans se dégrader prématurément. Une vitesse d'injection lente peut exacerber ce problème en permettant au fluide plastique de se refroidir et de se solidifier trop tôt. Par conséquent, il est essentiel de maintenir un équilibre optimal entre ces facteurs pour éviter la formation de " cold slugs " et garantir la production de pièces en plastique moulé de haute qualité.

Les limaces froides sont l'un des problèmes les plus fréquents et les plus longs à survenir dans les pays en développement. moulage par injection La formation de limaces froides est due à plusieurs facteurs, notamment la température, la conception du moule, les paramètres du processus et les matériaux. Par conséquent, l'ajustement du contrôle de la température, la conception du moule, les paramètres du processus, la sélection des matériaux et l'augmentation de la maintenance de l'équipement contribueront à réduire la formation de cold slug, améliorant ainsi la qualité du moulage par injection et son efficacité.







