 Skip to content
Skip to content 

Dans le processus de moulage par injection, vous ne pouvez pas vous contenter de machines de moulage par injection et de moules sophistiqués pour obtenir une bonne qualité de produit et une bonne stabilité du processus. La température du moule est également une variable importante que vous devez contrôler.
Lors du moulage par injection, la matière en fusion dans le moule transfère constamment de la chaleur à la surface de la cavité, ce qui fait monter la température du moule. Si la température du moule est élevée, le plastique fondu peut remplir la cavité, mais le refroidissement de la pièce en plastique est plus long et la production ralentit ; si la température du moule est basse, le plastique fondu se solidifie rapidement, le cycle de moulage est plus court, mais le plastique ne s'écoule pas bien et la cavité risque de ne pas se remplir complètement. Un système de contrôle de la température du moule bien conçu peut raccourcir le temps de refroidissement et améliorer la qualité des pièces en plastique ; en revanche, si le système de contrôle de la température du moule est mal conçu, le cycle de moulage des pièces en plastique sera plus long et les pièces en plastique risquent d'être déformées après le moulage.

Dans cet article de blog, je vais vous expliquer pourquoi vous devez contrôler la température de votre machine de moulage par injection, comment choisir la bonne température, comment contrôler la température, les problèmes courants et les solutions, etc. J'espère que cet article vous permettra de comprendre l'importance de la température du moule dans le processus de production. processus de moulage par injection et comment contrôler la température du moule. Un contrôle précis peut optimiser le processus de production du moulage par injection et réduire les coûts de production et d'exploitation de l'entreprise.
Ⅰ. Température du moule
La température du moule est la température de la surface du moule en contact avec la pièce. La température du moule dépend des propriétés du plastique, de la conception et de la taille de la pièce, des exigences de performance et d'autres conditions du processus telles que la température de la matière fondue, la vitesse d'injection, la pression d'injection et la durée du cycle. La température du moule influe sur la manière dont le plastique fondu se remplit, se solidifie et se forme, sur l'efficacité de la production, ainsi que sur la forme et la taille de la pièce en plastique.
La température du moule a un effet important sur la qualité et l'efficacité du moulage des pièces en plastique. Lorsque le moule est plus chaud, le matériau fondu s'écoule mieux, ce qui l'aide à remplir le moule et à donner un bel aspect à la pièce en plastique. Mais il faut plus de temps pour que le matériau refroidisse et durcisse, et il est donc plus facile d'abîmer la pièce au moment de la démouler. Pour les matériaux qui peuvent cristalliser, le refroidissement les aide à cristalliser et à ne pas changer de taille lorsque vous stockez ou utilisez la pièce. Lorsque le moule est plus froid, le matériau fondu a plus de mal à remplir le moule, de sorte que la pièce subit plus de contraintes à l'intérieur, a un aspect terne et présente des problèmes tels que des traces d'argent et des marques de soudure.

Des matériaux différents nécessitent des techniques de traitement différentes, et des produits différents ont des exigences de surface et des structures différentes. Afin de produire des pièces en plastique qui répondent aux exigences de qualité le plus rapidement possible, il est nécessaire de maintenir le moule à une certaine température. Plus la température du moule est stable, plus les produits en plastique fabriqués seront stables en termes de taille, de forme, de qualité d'aspect, etc. Par conséquent, outre les facteurs de fabrication du moule, la température du moule est un facteur important dans le contrôle de la qualité des pièces en plastique. La méthode de contrôle de la température du moule doit être pleinement prise en compte lors de la conception du moule.

Ⅱ. La nécessité de contrôler la température des moules
La température du moule a une grande influence sur le retrait de la pièce moulée. En même temps, elle affecte directement les propriétés mécaniques du produit moulé par injection et peut également causer des défauts de moulage tels qu'une mauvaise surface du produit. Par conséquent, la température du moule doit être maintenue dans la plage spécifiée, et le moule doit être La température ne change pas avec le temps. La différence de température entre les cavités d'un moule multi-cavités ne doit pas non plus changer. Pour les produits finis susceptibles d'être pliés et déformés, la température du moule est souvent utilisée pour uniformiser la vitesse de refroidissement.
1.Exigences en matière d'apparence
Les clients étant de plus en plus exigeants, leurs exigences en matière d'apparence des produits sont de plus en plus élevées. L'ajustement de la température du moule est l'un des moyens efficaces d'améliorer l'apparence des produits. Pour les produits renforcés de fibres de verre en particulier, si la température du moule est basse, les fibres flotteront facilement à la surface. La plupart des pièces d'engrenage actuelles sont renforcées par des fibres de verre, et certaines augmentent même la teneur en fibres jusqu'à 50%.
2.Exigences de stabilité dimensionnelle pour les produits finis
Pour les produits d'engrenage plus précis, en plus des exigences d'apparence, ils nécessitent également une stabilité dimensionnelle. Les facteurs qui affectent la stabilité dimensionnelle du produit comprennent principalement : la stabilité et la rationalité du processus de formage, la stabilité de la température et de l'humidité de l'environnement de production, et l'uniformité du rapport des matériaux. les propriétés, l'équilibre de la température et du volume de l'eau de circulation de la machine, la précision du contrôle de la température du moule de la machine, etc.

3.Propriétés physiques et mécaniques du produit fini
Pour les matériaux cristallins, si vous utilisez une température de moule élevée, le produit emmagasinera beaucoup de chaleur, le processus de refroidissement et de prise sera long et la température de cristallisation passera lentement. Le produit fini aura une cristallinité élevée, un retrait important et de bonnes propriétés physiques et mécaniques. Les matières premières cristallines telles que le PA, le PP, le PE et le POM nécessitent un contrôle plus strict de la température du moule.
Le cycle de moulage est également influencé par la température du moule. Si la température du moule est élevée, le temps de refroidissement sera plus long pour garantir la taille du produit fini. Par conséquent, le cycle de moulage sera plus long et les coûts de production augmenteront.

Pour les produits finis transparents, la température du moule doit être utilisée pour contrôler la cristallinité. Essayez d'utiliser une température de moulage basse pour réduire le degré de cristallisation.
L'utilisation de la température du moule permet d'éviter la concentration de contraintes internes. Par exemple, lors du moulage du PC, de l'ABS, du PS et d'autres matériaux, il est généralement nécessaire d'augmenter la température du moule de manière appropriée afin d'éviter la concentration des contraintes internes dans la pièce, ce qui favorise la libération des contraintes internes dans la pièce.

L'effet de la température du moule sur le contrôle de la qualité des pièces moulées par injection
1. effet de la température du moule sur l'apparence du produit
Lorsque la température est plus élevée, la résine est plus fluide, ce qui rend la surface de la pièce plus lisse et plus brillante, en particulier pour l'esthétique de la surface des pièces en résine renforcée de fibres de verre. La résistance et l'aspect de la ligne de fusion s'en trouvent également améliorés.
En ce qui concerne la surface gravée, si la température du moule est basse, il sera difficile pour la matière fondue de remplir la racine de la texture, de sorte que la surface du produit apparaîtra brillante, et la texture réelle sur la surface du moule ne pourra pas être "transférée". Après avoir augmenté la température du moule et la température du matériau, l'effet de gravure idéal peut être obtenu sur la surface du produit.

2. effet sur le stress interne des produits
La contrainte interne qui se forme pendant le moulage est principalement causée par les différents taux de retrait thermique pendant le refroidissement. Lorsqu'un produit est moulé, le refroidissement commence par la surface et s'étend progressivement à l'intérieur. La surface se rétracte et durcit d'abord, puis l'intérieur se rétracte progressivement. Au cours de ce processus, la différence de vitesse de rétraction crée une contrainte interne.
Lorsque la contrainte interne résiduelle d'une pièce en plastique est supérieure à la limite d'élasticité de la résine, ou lorsqu'elle est corrodée par un certain environnement chimique, des fissures apparaissent à la surface de la pièce en plastique. Les recherches sur les résines transparentes telles que le PC et le PMMA montrent que la contrainte interne résiduelle se présente sous la forme d'une compression à la surface et d'une tension à l'intérieur.

La contrainte de compression superficielle dépend des conditions de refroidissement de la surface. Un moule froid refroidit rapidement la résine fondue, ce qui entraîne des contraintes internes résiduelles élevées dans le produit moulé. La température du moule est la condition la plus fondamentale pour contrôler les contraintes internes. Une légère variation de la température du moule modifie considérablement les contraintes internes résiduelles. D'une manière générale, chaque produit et chaque résine ont leur limite minimale de température de moulage pour une contrainte interne acceptable. Lors du moulage de parois minces ou de longues distances d'écoulement, la température du moule doit être plus élevée que la limite minimale pour le moulage général.

3.Améliorer le gauchissement des produits
Si la conception du système de refroidissement du moule est déraisonnable ou si la température du moule est mal contrôlée, la pièce en plastique ne se refroidira pas suffisamment, ce qui entraînera une déformation de la pièce en plastique.
Pour contrôler la température du moule, vous devez déterminer la différence de température entre le moule mâle et le moule femelle, le noyau du moule et la paroi du moule, et la paroi du moule et l'insert. Vous devez déterminer la différence de température en fonction des caractéristiques structurelles du produit. Il s'agit de contrôler la différence de vitesse de rétrécissement du refroidissement de chaque partie du moulage. Une fois la pièce plastique démoulée, elle a tendance à se plier dans le sens de la traction du côté où la température est la plus élevée. Cela permet de compenser la différence de retrait d'orientation. Cela permet d'éviter que la pièce en plastique ne se déforme selon les règles d'orientation.

Pour les pièces en plastique dont la structure est totalement symétrique, il convient de maintenir une température constante dans le moule. Cela permet de s'assurer que toutes les parties de la pièce en plastique se refroidissent de manière homogène.
4. affecte le retrait de moulage des produits
Lorsque la température du moule est basse, les molécules gèlent plus rapidement, ce qui rend la couche de matière fondue gelée dans la cavité du moule plus épaisse. En même temps, la basse température du moule ralentit la croissance des cristaux, ce qui réduit le rétrécissement du produit pendant le moulage. En revanche, si la température du moule est élevée, la matière fondue se refroidit lentement, le temps de relaxation est long, l'orientation est faible et il est facile de cristalliser, de sorte que le retrait réel du produit est plus important.

5. affecte la température de distorsion thermique des produits
Pour les plastiques cristallins, si vous moulez le produit à une température plus basse, l'orientation moléculaire et la cristallisation sont figées. Lorsque vous utilisez un environnement à température plus élevée ou des conditions de traitement secondaire, les chaînes moléculaires se réarrangent et le processus de cristallisation se poursuit, entraînant la déformation du produit, même à une température bien inférieure à la température de distorsion thermique (HDT) du matériau.
La bonne approche consiste à utiliser la température recommandée pour le moule, proche de sa température de cristallisation pour la production, afin que le produit puisse être entièrement cristallisé pendant le processus de fabrication. moulage par injection et éviter la post-cristallisation et la post-rétraction dans les environnements à haute température.

Ⅳ.Méthodes de contrôle de la température des moules
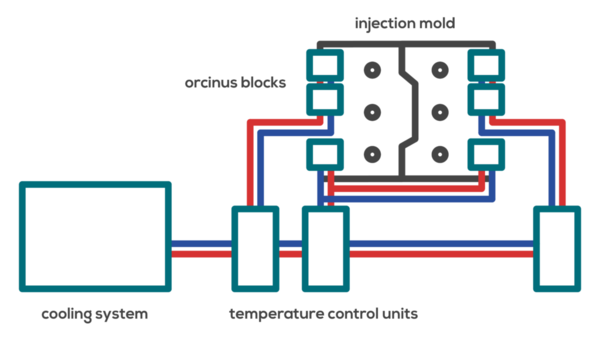
1. La cavité et le noyau du moule doivent avoir leurs propres circuits de refroidissement. Lors de la conception des circuits de refroidissement, il faut garder à l'esprit que la cavité et le noyau absorbent la chaleur différemment, de sorte que la résistance thermique de la structure du circuit sera différente. La température de l'eau (ou de l'huile) à l'entrée de la cavité et du noyau aura une grande différence de température. Par conséquent, lors de la conception des circuits de refroidissement de la cavité et du cœur, vous pouvez ajuster et contrôler la température séparément.
2. D'autre part, lorsque vous essayez d'empêcher vos pièces moulées par injection de se déformer, vous devez maintenir la cavité et le noyau à des températures différentes, ou l'avant et l'arrière du moule à des températures différentes.

3. Du point de vue de l'efficacité de l'échange thermique, il faut s'assurer que le flux du fluide de refroidissement est turbulent (flux turbulent). Il existe deux façons principales de connecter la boucle de contrôle de la température de la cavité et du cœur : en série et en parallèle. Dans un circuit parallèle, le débit d'un circuit secondaire est inférieur à celui du circuit de refroidissement en série. Cela peut provoquer un écoulement laminaire, et le débit entrant dans chaque circuit n'est pas nécessairement le même.
Par conséquent, la température de chaque cavité du moule ne peut pas être cohérente. Inconvénients de l'utilisation d'une connexion en série : La résistance à l'écoulement de l'eau (huile) de refroidissement est importante, et la température de l'eau (huile) de refroidissement à l'entrée de la première cavité est sensiblement différente de la température à l'entrée de la dernière cavité. La différence de température entre l'entrée et la sortie de l'eau (huile) de refroidissement change en fonction du débit. En général, elle ne peut pas dépasser 5℃. Si la performance du contrôleur de réglage de la température du moule (machine) utilisé peut contrôler le débit de l'eau (huile) de refroidissement dans la limite de 2°C, la différence de température maximale de chaque cavité peut être maintenue dans la plage de 2°C.

4. La distribution du gradient de température dans le moule doit généralement entourer la cavité et prendre la forme de cercles concentriques dont le centre est le canal principal. Par conséquent, des mesures telles que l'équilibrage des canaux d'écoulement, la disposition des cavités et la disposition en cercles concentriques centrés sur le canal d'écoulement principal sont nécessaires pour réduire l'erreur de retrait entre chaque cavité, étendre la gamme admissible des conditions de moulage et réduire les coûts.
5. Il est recommandé de fixer des thermomètres magnétiques à l'avant et à l'arrière du moule pour mesurer et enregistrer fréquemment la température réelle du moule.

6. Utiliser si possible une production entièrement automatique. La température du moule est plus précise lorsque la production est entièrement automatisée. Dans le cas d'une production entièrement automatique, un robot retire le produit, de sorte que le temps est constant. Dans le cas d'un fonctionnement semi-automatique, il s'agit d'une opération manuelle, et l'opérateur a un écart dans le temps d'ouverture et de fermeture de la porte et de prise des pièces, ce qui affecte l'équilibre thermique. Cela affecte également la température à l'intérieur du tonneau.
7. Contrôler la température de l'eau pour contrôler la température du moule. Cette méthode est très précise.
8. Utiliser un système de canaux chauds pour contrôler la température du moule. Cette méthode est rapide et précise.
9. Utiliser du gaz pour chauffer le moule. Cette méthode est très précise.
10. Isoler le moule. Utilisez des panneaux isolants ou d'autres matériaux pour réduire les pertes de chaleur. La température du moule affecte également la taille et la cristallinité du produit, ce qui influe sur ses performances. Ajustez la température du moule en fonction des besoins pendant la production.

Ⅴ. Quels sont les principes de sélection et de contrôle de la température des moules ?
1. Des matériaux différents nécessitent des températures de moulage différentes.
2. Des températures de moule différentes sont nécessaires pour des moules ayant des structures et des états de surface différents, de sorte que le système de contrôle de la température doit être conçu en conséquence.
3. Le moule avant est plus chaud que le moule arrière. En général, la différence est d'environ 2 à 3 degrés Celsius.
4. Le moule avant doit être plus chaud pour les lignes d'étincelles que pour une surface lisse. Lorsque le moule avant doit passer de l'eau chaude ou de l'huile chaude, la différence est généralement d'environ 40 degrés Celsius.
5. Si la température réelle du moule n'atteint pas la température requise, le moule doit être chauffé. Lors de la conception du moule, il faut donc se demander si la chaleur du matériau peut répondre aux exigences de température du moule.

6. Le matériau n'est pas seulement consommé par le rayonnement thermique et la conduction de la chaleur, mais la plus grande partie de la chaleur doit être évacuée du moule par le fluide caloporteur circulant.
7. La température du moule doit être équilibrée et il ne doit pas y avoir de surchauffe ou de refroidissement excessif au niveau local.
8. La température du moule doit être inférieure à la température de déformation thermique du matériau de la pièce en plastique.
9. Pour les plastiques à viscosité plus élevée, tels que PC, PSU, PPO, etc., afin d'améliorer l'écoulement de la matière fondue et les propriétés de remplissage du moule pendant le remplissage et d'obtenir des produits denses, une température de moule plus élevée doit être utilisée. Au contraire, le PE, le PP, le PA, etc. peuvent utiliser des températures de moule plus basses (le PA+fibre de verre peut utiliser des températures de moule élevées de 80~120℃).
10. Il n'est pas conseillé d'utiliser une température de moule plus basse pour les pièces à parois épaisses afin d'éviter les bulles de vide et une plus grande tension à l'intérieur des pièces.

Ⅵ. Exigences des différents matériaux sur la température du moule
Contrôler la température de votre moules de moulage par injection est très importante pour la fabrication de bonnes pièces en plastique. Chaque type de plastique a une plage de températures qui convient le mieux à la fabrication de bonnes pièces. Il faut que le plastique s'écoule bien et remplisse le moule. Vous voulez que la pièce se rétracte et se déforme le moins possible lorsque vous la démoulez. Vous voulez que la taille reste la même et que la pièce soit solide et esthétique. Voici un exemple :
La température du moule en PP (polypropylène) est contrôlée entre 40 et 80 degrés Celsius, la température recommandée étant de 50 degrés Celsius.
La température du moule en PPS (sulfure de polyphénylène) est comprise entre 120 et 180 degrés Celsius.

La température du moule PE-HD (polyéthylène haute densité) est comprise entre 50 et 95 degrés Celsius.
La température du moule PC (polycarbonate) est comprise entre 70 et 120 degrés Celsius.
La température du moule PBT (polybutylène téréphtalate) est comprise entre 40 et 60 degrés Celsius.
PA6 (polyamide 6 ou nylon 6) Pour les composants à parois minces ou de grande surface, la température du moule est comprise entre 80 et 90 degrés Celsius. Pour les matériaux renforcés de verre, la température du moule doit être supérieure à 80 degrés Celsius.
PA12 (polyamide ou nylon 12) La température du moule est de 30 à 40 degrés Celsius pour les matériaux non renforcés, de 80 à 90 degrés Celsius pour les composants à paroi mince ou de grande surface, et de 90 à 100 degrés Celsius pour les matériaux renforcés.
La température du moule ABS (copolymère acrylonitrile-butadiène-styrène) est comprise entre 25 et 70 degrés Celsius.

Ⅶ. Conclusion
La gestion de la température des moules est directement liée à la fiabilité de la qualité des pièces. En comprenant l'importance de la température des moules, en utilisant les bonnes techniques, en développant des stratégies de contrôle minutieuses et en relevant les défis, les fabricants peuvent libérer tout le potentiel de leurs opérations de moulage par injection.
La température du moule est l'un des paramètres de contrôle les plus fondamentaux du processus de moulage par injection. C'est également le premier élément à prendre en compte dans la conception des moules. Son impact sur le moulage, le traitement secondaire et l'utilisation finale du produit ne peut être sous-estimé. Le contrôle de la température du moule est un processus continu qui permet d'améliorer la qualité des pièces, d'accroître l'efficacité et d'acquérir un avantage concurrentiel sur le marché. l'industrie du moulage par injection. Après avoir compris les principes du contrôle de la température des moules, il devrait être beaucoup plus simple de gérer l'impact de la température sur les moules de moulage par injection.







