 Skip to content
Skip to content 

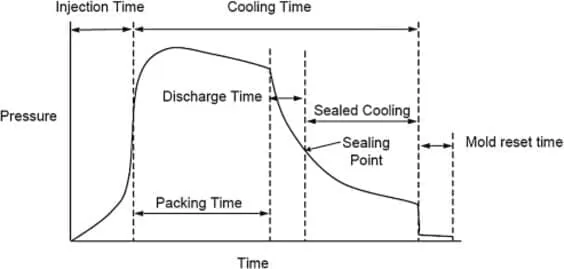
Le cycle de moulage de moule d'injectionse compose du temps de fermeture du moule, du temps de remplissage, du temps de maintien, du temps de refroidissement et du temps de démoulage. Parmi ceux-ci, le temps de refroidissement représente la plus grande proportion, environ 70% à 80%.
Par conséquent, le temps de refroidissement affecte directement le cycle de moulage et le rendement des produits en plastique. Au stade du démoulage, la température de refroidissement des produits en plastique doit être inférieure à la température de déformation de la conductivité thermique des produits en plastique.
Empêcher les produits en plastique de subir des dommages dus aux contraintes résiduelles causées par la relaxation ou le gauchissement et les déformations de moulage causées par une force extérieure.

Qu'est-ce que le temps de refroidissement du moulage par injection ?
Le temps de refroidissement en moulage par injection désigne généralement la période entre le remplissage de la cavité du moule par le plastique fondu et le moment où le moule peut être ouvert pour retirer le produit.
Il est possible d'ouvrir le moule pour retirer la norme de temps qui fait une pièce, souvent avec la fabrication d'une pièce déjà suffisamment solidifiée, ont une certaine intensité et rigide prévalent lors de l'ouverture d'un sommet moulé, n'envoient pas de déformation craze.
Même si le même plastique est utilisé pour le moulage par injection, son temps de refroidissement varie selon l'épaisseur de la paroi, la température du plastique fondu, la température de démoulage de la pièce et la température du moule d'injection.
Comment le temps de refroidissement est-il calculé dans le moulage par injection de plastique ?
Le temps de refroidissement peut être calculé à l'aide d'une équation qui incorpore l'épaisseur de la paroi et une mesure connue sous le nom de diffusivité thermique - qui quantifie la conductivité thermique du plastique, sa densité et l'énergie nécessaire pour augmenter sa température.
Le temps estimé dépend également du type de thermoplastique, car chacun a des températures de fusion et de moulage différentes.

Référence pour le temps de refroidissement du moulage par injection
1. La température de la couche centrale de la partie la plus épaisse de la paroi du pièce moulée par injection de plastiqueet le temps nécessaire pour refroidir jusqu'à la température inférieure à la déformation thermique de la matière plastique ;
2. La température moyenne dans la section de la pièce de transformation par injection plastique et le temps nécessaire au refroidissement jusqu'à la température de moulage spécifiée du produit ;
3. La température de la couche centrale de la partie la plus épaisse de la paroi des pièces moulées en plastique cristallin, le temps nécessaire pour la refroidir en dessous de son point de fusion ou le temps nécessaire pour atteindre le pourcentage de cristallisation spécifié.
Facteurs affectant le temps de refroidissement du moulage par injection
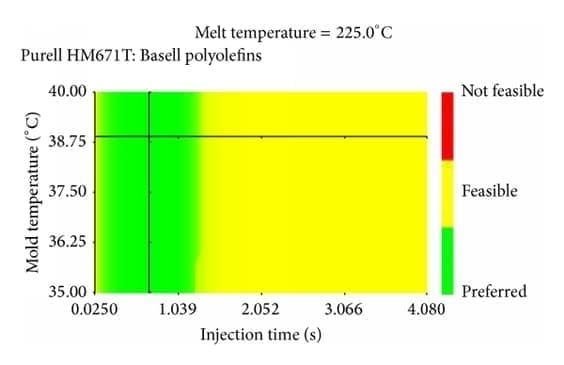
Estimer le temps de refroidissement pour le moulage par injection peut être complexe, car il dépend de divers facteurs tels que le matériau utilisé, la taille et la forme de la pièce, l'épaisseur de la paroi, la température réelle de la matière fondue et la température du moule.
1. Type de plastique utilisé
En général, les matériaux dont le point de fusion est plus bas se solidifient plus rapidement que ceux dont le point de fusion est plus élevé.
2. Taille et forme du moule
3. Épaisseur des parois des pièces moulées par injection
Les petites pièces aux parois plus fines refroidissent plus rapidement que les grandes pièces aux parois plus épaisses.
4. Température du moule
La température plus basse du moule entraîne un refroidissement plus rapide du matériau.
5. Vitesse du cycle de moulage par injection
Plus la machine de moulage par injection est grande, plus le temps de refroidissement est long.
Chacun de ces facteurs influence le temps nécessaire au plastique pour refroidir et se solidifier. En prenant tous ces facteurs en compte, le temps de refroidissement pour un processus de moulage par injection spécifique peut être calculé.
En outre, la progression du processus de refroidissement doit être étroitement surveillée pour garantir que les pièces moulées répondent à toutes les exigences de qualité.

Pourquoi le temps de recharge est-il important ?
Estimer le temps de refroidissement d'une pièce moulée par injection est important pour plusieurs raisons. Premièrement, il assure des canaux de refroidissement uniformes dans les capteurs de température de la cavité, évitant ainsi le gauchissement et la déformation.
En outre, il permet d'éviter les ruptures de tension et autres défauts susceptibles de se produire si le processus de refroidissement n'est pas contrôlé correctement.
Enfin, en prévoyant avec précision les temps de refroidissement, la production peut être programmée plus efficacement et les pièces peuvent être terminées à temps.
De nombreux facteurs doivent être pris en compte lors de l'estimation du temps de refroidissement, notamment la taille et la forme de la pièce, les matériaux utilisés et la conception de l'outil.
Avec l'expérience, la plupart des ingénieurs ont une bonne idée de la manière dont ces facteurs affecteront le temps de refroidissement d'une pièce particulière.
Cependant, il existe également des logiciels qui peuvent aider à faire des prévisions plus précises. Dans tous les cas, l'estimation précise du temps de refroidissement est un élément important de la réussite d'un projet. moulage par injection de plastique.

Que se passe-t-il lorsque le temps de refroidissement pour le moulage par injection est insuffisant ?
Il est très important d'estimer le temps de remplissage du circuit de refroidissement de pièces moulées par injection afin de garantir un processus correct.
Si le temps de refroidissement est trop court, le plastique fondu risque de ne pas avoir le temps de refroidir et de se solidifier correctement.
À ce stade, le produit d'éjection est encore mou. Les problèmes susceptibles de se produire sont la déformation de l'éjection, le microcosme et le gauchissement du produit, ce qui se traduit par des pièces de qualité médiocre.
Toutefois, s'il est refroidi trop longtemps, le plastique peut se refroidir de manière irrégulière et provoquer des déformations ou d'autres défauts.
L'estimation du temps de refroidissement peut s'avérer difficile car elle dépend de nombreux facteurs, tels que la taille et la forme de la pièce, le type de plastique utilisé et la température ambiante.
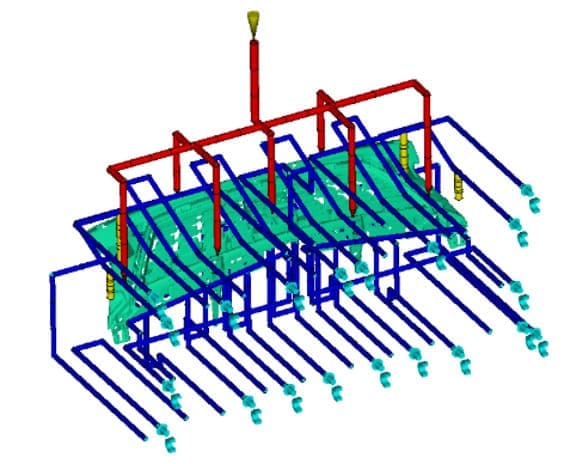
L'utilisation de méthodes éprouvées pour la conception de la ligne de refroidissement permet de minimiser le gauchissement et le temps de refroidissement. Le moule est également entièrement équipé de capteurs de pression dans l'empreinte à l'entrée et à la fin du remplissage, ainsi que de capteurs de température à l'intérieur de l'empreinte. Toutefois, certaines lignes directrices générales peuvent contribuer à garantir un temps de refroidissement adéquat.

Résumé
Bien qu'il soit difficile d'estimer les temps de refroidissement, il est important de s'assurer que les pièces en plastique sont correctement refroidies.
Toutefois, des défauts peuvent apparaître si le temps de refroidissement est trop long. Pour plus d'informations sur le temps de refroidissement et d'autres facteurs qui affectent la qualité des pièces plastiques moulées, veuillez contacter ZetarMold. Nous sommes heureux de discuter de vos besoins spécifiques et de trouver une solution qui réponde à vos exigences.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.





