 Skip to content
Skip to content 

Introduction : L'angle de dépouille d'un moule est important lorsqu'il s'agit de concevoir un moule. moule d'injection. Il détermine la difficulté à démouler le produit. Si vous avez un bon angle de dépouille, vous pouvez démouler le produit sans problème.
Si vous n'avez pas un bon angle de dépouille, vous risquez d'endommager le produit ou de le coincer dans le moule. Cet article vous explique ce qu'il faut savoir sur l'angle de dépouille d'un moule.
Quelle est la définition de l'angle de dépouille ?
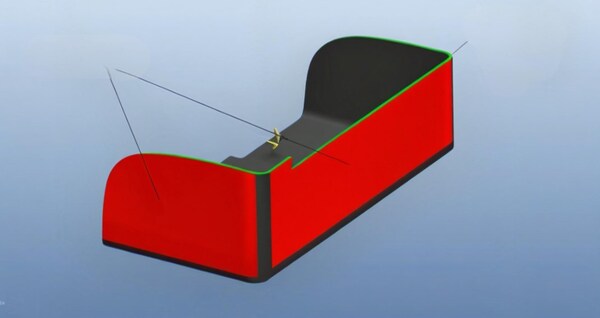
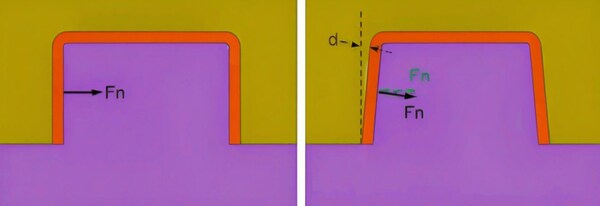
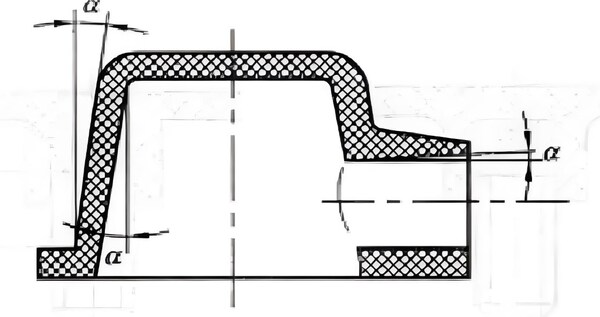
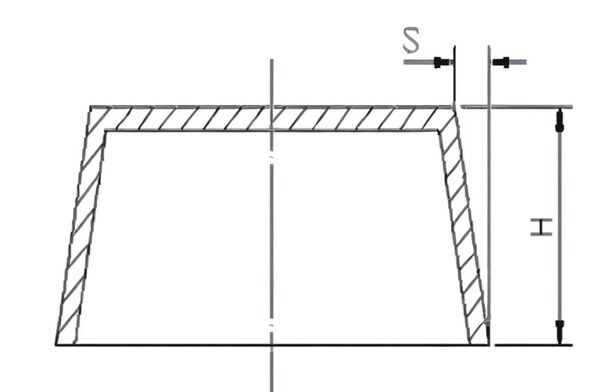
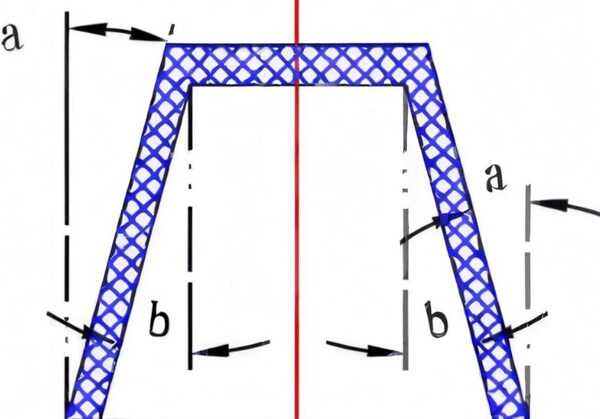
L'angle de dépouille est l'angle entre la surface de séparation du moule et l'axe du produit. La taille de cet angle détermine la taille et la direction de la force externe nécessaire pour démouler le produit.
L'angle de dépouille (également appelé dépouille) est la pente dessinée de part et d'autre de la cavité du moule pour faciliter le démoulage. L'orientation de l'angle de dépouille dépend des dimensions internes et externes de la pièce en plastique.
La taille de l'angle de dépouille de la pièce en plastique est liée aux propriétés, au retrait, au coefficient de frottement, à l'épaisseur de la paroi et à la géométrie de la pièce en plastique. Les plastiques durs ont un angle de démoulage plus important que les plastiques souples ; les pièces en plastique ayant des formes plus complexes ou plus de trous de moulage ont un angle de démoulage plus important.
Les pièces en plastique avec des hauteurs plus importantes et des trous plus profonds ont un angle de démoulage plus petit ; lorsque l'épaisseur de la paroi augmente et que la force du trou intérieur enveloppant le noyau est plus importante, l'angle de démoulage doit également être plus grand.
Parfois, pour maintenir la pièce en plastique dans la matrice ou sur le noyau lorsque vous ouvrez le moule, vous réduisez intentionnellement l'inclinaison du bord ou augmentez le biseau.
Quels sont les types d'angles de dépouille ?
L'angle de dépouille du moule est divisé en angle de dépouille de la surface avant du moule et angle de dépouille de la surface arrière du moule. Ils se distinguent principalement par le plan de joint. Le plan de joint divise le noyau du moule en un moule avant et un moule arrière. L'angle de dépouille qui doit être conçu sur la surface parallèle à la direction de démoulage du moule avant est appelé angle de dépouille de la surface du moule avant.
Au contraire, il s'agit de l'angle de dépouille de la surface arrière du moule. En outre, si le moule est doté d'un noyau latéral tirant (biseau supérieur et curseur), on parle de dépouille de la surface du biseau supérieur, de pente et d'angle de dépouille de la surface du curseur, et la direction de la dépouille est basée sur la direction du mouvement du curseur.
Quels sont les principes de conception de l'angle de démoulage ?
Pour les produits présentant des exigences élevées en matière d'apparence, l'angle de démoulage doit être faible : afin de préserver l'intégrité et la beauté de l'apparence du produit, l'angle de démoulage doit être aussi faible que possible pour réduire l'impact sur l'apparence du produit au cours du processus de démoulage.
Pour les produits nécessitant une grande précision, l'angle de démoulage doit être faible : un angle de démoulage important affectera la précision dimensionnelle du produit. Par conséquent, pour les produits nécessitant une grande précision, l'angle de démoulage doit également être le plus petit possible.
La surface est brillante et l'angle de démoulage doit être réduit en conséquence : Les produits à surface brillante ont souvent des exigences plus élevées en matière d'apparence, de sorte que l'angle de démoulage doit également être réduit de manière appropriée.
Les matières plastiques ayant des propriétés autolubrifiantes, l'angle de démoulage peut être réduit. Le produit a une forme complexe et l'angle de démoulage doit être augmenté : Les formes complexes peuvent rendre le démoulage difficile, l'angle de démoulage doit donc être augmenté pour assurer un démoulage en douceur.
Les plastiques peu fluides ou renforcés doivent avoir un angle de démoulage plus important : Ces matériaux ont une mauvaise fluidité, ce qui peut rendre difficile le remplissage du moule ou l'adhérence au moule pendant le démoulage, de sorte que l'angle de démoulage doit être augmenté.
Augmenter l'épaisseur de la colle et l'angle de démoulage : Les couches de plastique plus épaisses se rétractent davantage lorsqu'elles refroidissent, et l'augmentation de l'angle de démoulage permet de réduire la contrainte de rétraction et de prévenir la déformation.
Pour les plastiques à forte rétraction, il convient d'utiliser un angle de démoulage plus important : Les plastiques à forte rétraction rétrécissent beaucoup lorsqu'ils refroidissent. L'augmentation de l'angle de démoulage permet de compenser ce retrait et de s'assurer que le produit a la bonne taille.
Augmenter l'angle de démoulage des pièces en plastique transparent : Les pièces en plastique transparent sont souvent soumises à des exigences élevées en matière d'apparence et de propriétés optiques. Augmenter correctement l'angle de démoulage permet de réduire les contraintes et les déformations pendant le démoulage et de maintenir la transparence et les propriétés optiques du produit.
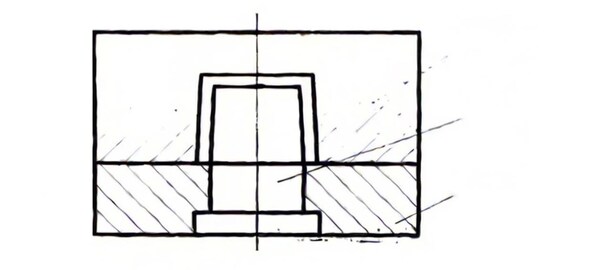
La direction de démoulage est généralement basée sur la surface de séparation pour le démoulage, en veillant à ce que l'extrémité la plus large soit proche de la surface de séparation après le démoulage, sinon elle ne peut pas être démoulée en douceur.
Comment déterminer l'angle de démoulage approprié ?
Sélection de la direction de démoulage
La direction de démoulage de la moule d'injection n'affecte pas seulement la taille et la qualité de l'apparence du produit fini, mais aussi directement la durée de vie et l'efficacité de production du moule.
Par conséquent, avant de déterminer l'angle de démoulage, il faut d'abord déterminer la direction du démoulage. D'une manière générale, le sens de démoulage doit permettre au produit fini de se séparer naturellement du moule sans provoquer d'impact ou d'usure excessive du moule.
Formuler l'angle de démoulage
Une fois que vous avez déterminé dans quel sens tirer le moule, vous devez déterminer l'ampleur du tirage en fonction du matériau et des conditions de production. En général, plus le tirage est important, plus il est facile de sortir la pièce, mais cela affecte l'état de surface de la pièce.
Si le tirage est trop faible, le moule s'usera et la qualité de la pièce ne sera pas constante. Il faut donc tirer le plus possible sans nuire à la qualité de la pièce ou à la durée de vie du moule.
Tenir compte du matériau
La fluidité, le retrait et l'élasticité varient d'une matière plastique à l'autre. Lors de la détermination de l'angle de démoulage, il est nécessaire de prendre en compte les caractéristiques du matériau pour s'assurer que le produit peut être démoulé en douceur.

Tenir compte des conditions de production
Pour déterminer l'angle d'éjection du moule d'injection, il faut également tenir compte des conditions de production, telles que la vitesse d'injection, la pression d'injection, la température du moule, etc.
Ces facteurs affecteront la qualité de la surface et la précision dimensionnelle du produit fini, puis le choix de l'angle d'éjection. Il convient d'accumuler en permanence de l'expérience dans la production réelle et de trouver les meilleurs paramètres d'angle d'éjection par le biais de moules d'essai et d'ajustements.

Structure du moule : La structure et la disposition du moule sont également des facteurs importants dans la détermination de l'angle de dépouille. Par exemple, l'angle de dépouille d'un moule à plusieurs empreintes doit généralement être considéré comme uniforme pour garantir l'équilibre et la cohérence de chaque empreinte.
Système d'éjection : La conception et l'agencement du système d'éjection influencent également le choix de l'angle d'étirement. L'ampleur et la direction de la force d'éjection doivent correspondre à l'angle d'étirement afin d'assurer une éjection en douceur du produit.
Quels sont les points clés pour déterminer l'angle de tirant d'air ?
Il n'y a pas de règle absolue pour déterminer l'angle de dépouille nécessaire. La plupart du temps, cela dépend de l'expérience et de la profondeur de la pièce. Il faut également tenir compte du processus de moulage, de l'épaisseur des parois et du type de plastique utilisé.
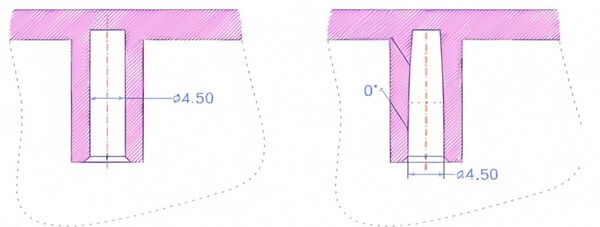
Mais, en général, vous avez besoin d'un certain degré de dépouille sur chaque paroi latérale de votre pièce pour l'aider à sortir du moule. L'angle de dépouille peut varier de zéro à plusieurs degrés, selon les circonstances, mais un angle de 0,5° à 1° est généralement une bonne règle empirique.
La direction de la pente est généralement basée sur la petite extrémité du trou intérieur, selon le dessin, et la pente est obtenue à partir de la direction de l'expansion. La forme extérieure est basée sur la grande extrémité et la pente est obtenue dans le sens de la réduction.
Pour les pièces en plastique exigeant une grande précision, il convient d'utiliser une pente de démoulage plus faible. Pour des tailles plus élevées et plus grandes, il convient d'utiliser une pente de démoulage plus faible. Pour les pièces en plastique présentant un retrait important, il convient d'utiliser une valeur de pente plus élevée. Lorsque l'épaisseur de la paroi de la pièce en plastique est plus importante, le retrait de moulage augmente et la pente de démoulage doit utiliser une valeur plus élevée.
En général, la pente de démoulage n'est pas incluse dans la plage de tolérance des pièces en plastique. La pente de démoulage des pièces transparentes doit être augmentée pour éviter les rayures. En général, la pente de démoulage des matériaux PS doit être supérieure à 3°, et la pente de démoulage des matériaux ABS et PC doit être supérieure à 2°.
La paroi latérale des pièces en plastique avec grain de cuir, sablage et autres traitements d'apparence doit être ajoutée avec un angle de démoulage de 3°~5°, en fonction de la profondeur spécifique de la texture. L'angle de démoulage requis est clairement indiqué sur la plaque de texture générale. Plus la texture est profonde, plus l'angle de démoulage doit être important. La valeur recommandée est de 1°.
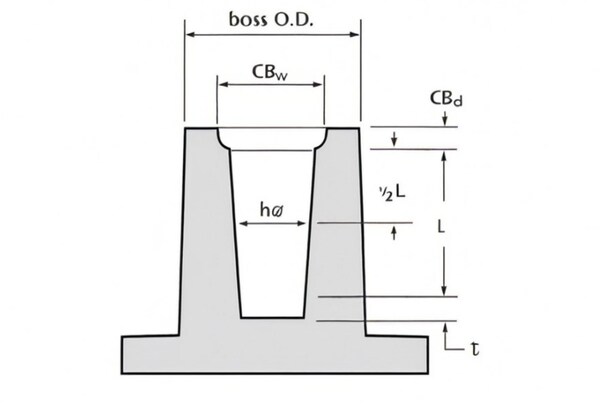
La pente de la surface de l'insert est généralement de 1°~3°, et la pente de la surface de démoulage de l'enveloppe extérieure est supérieure ou égale à 3°. La pente de démoulage des autres caractéristiques de l'enveloppe, à l'exception de la surface de l'enveloppe extérieure, est de 1° comme pente de démoulage standard.
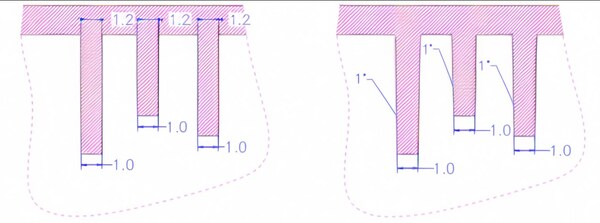
En particulier, il peut également être pris selon les principes suivants : l'angle de démoulage des nervures de renforcement d'une hauteur inférieure à 3 mm est de 0,5°, celui de 35 mm est de 1°, et le reste est de 1,5° ; l'angle de démoulage de la cavité d'une hauteur inférieure à 3 mm est de 0,5°, celui de 35 mm est de 1°, et le reste est de 1,5°.

Quelles sont les méthodes de réglage de l'angle de démoulage ?
Ajuster la structure mécanique
Fixer la structure mécanique en fonction des défauts de conception du moule. Ajuster l'angle d'ébauche du démoulage tout en le maintenant normalisé. Ajuster l'angle de tirage du noyau, augmenter l'angle de tirage du noyau ou modifier l'espacement des gabarits.

Régler la température
Les différents plastiques ont des taux de rétraction et des difficultés de démoulage différents. Le chauffage du moule pendant le processus de moulage par injection peut réduire la contrainte à l'intérieur de la pièce moulée par injection et améliorer la fluidité du plastique afin d'obtenir de meilleurs effets de formage.

Modifier la méthode de démoulage
Pour mieux résoudre le problème du moule dans le processus de démoulage, nous pouvons modifier la méthode de démoulage. Par exemple, nous pouvons utiliser la méthode de démoulage par translation, augmenter la longueur de la broche d'éjection, etc.
Traitement du moule
Le degré de dépouille est retraité par le traitement du moule. Parfois, l'angle de dépouille du moulage par injection doit être ajusté en fonction de la nature et des exigences du produit. À ce moment-là, des méthodes de traitement mécanique ou de traitement thermique peuvent être utilisées.

Quelles sont les précautions à prendre concernant la pente de démoulage ?
N'utilisez pas trop de tirage : Une dépouille trop importante peut faire pencher ou tordre la pièce lorsqu'elle sort du moule, ce qui peut affecter la qualité de la pièce.
Veillez à la coordination entre le local et le global : Dans le cas de structures de produits complexes, il peut être nécessaire d'ajuster localement la pente de démoulage pour obtenir un démoulage global en douceur.
Pensez à ce qui va suivre : Certains produits doivent être traités après le moulage par injection, comme le pliage à chaud, le cintrage, etc. Lorsque vous définissez l'angle de démoulage, pensez à ce qui suit afin de ne pas gâcher le traitement.
Quelles sont les fonctions de l'angle d'attaque ?
Continuer à s'améliorer : Dans la production réelle, la conception de l'angle de démoulage du moule est continuellement optimisée et améliorée en fonction de la situation réelle afin d'améliorer l'efficacité de la production et la qualité du produit.
L'angle de démoulage doit être uniforme et constant afin d'éviter les angles vifs ou les rainures.
L'angle de démoulage doit être cohérent avec la direction de démoulage de la pièce moulée par injection. L'angle de démoulage doit tenir compte du taux de rétrécissement de la pièce moulée par injection. pièce moulée par injection. L'angle de démoulage doit être aussi grand que possible sans affecter l'aspect et les performances de la pièce moulée par injection.
Propriétés du matériau : Les matériaux plastiques ont des taux de rétraction et des coefficients de dilatation thermique différents. Les plastiques durs comme l'ABS et le PC peuvent nécessiter un angle de démoulage plus important, tandis que les plastiques souples comme le TPR et le TPU peuvent être conçus avec un angle de démoulage plus faible.

Structure de la pièce en plastique : Pour les pièces en plastique à structure complexe, comme les pièces avec des trous profonds ou des rainures étroites, l'angle de démoulage doit être légèrement augmenté afin d'éviter que les pièces en plastique ne se rétractent et ne restent coincées dans le moule pendant le refroidissement.
Lisse Exigences de surface : Les produits à surface très brillante nécessitent des angles de démoulage plus élevés afin de s'assurer que la surface lisse des pièces en plastique n'est pas abîmée lorsque vous les retirez.

Vie du moule et démoulage : La durée de vie du moule sera réduite si l'angle de démoulage est trop grand, car plus l'angle est grand, plus la force exercée sur le moule est inégale. Par conséquent, pour répondre aux exigences de démoulage du produit, il faut essayer d'utiliser un angle de démoulage plus petit dans la mesure du possible.
Exigences en matière de précision dimensionnelle : Pour les pièces en plastique qui nécessitent une grande précision dimensionnelle, l'angle de démoulage doit être réglé très précisément, sinon il est facile de provoquer des écarts dimensionnels.
Epaisseur de la pièce en plastique : Les pièces en plastique à parois minces nécessitent généralement un angle de démoulage plus important pour éviter les déformations, tandis que les pièces en plastique à parois épaisses nécessitent un angle de démoulage plus faible pour économiser les matériaux.
Conditions du processus de production du moulage par injection : La déformation par rétraction des pièces en plastique est affectée par les paramètres du processus tels que la vitesse d'injection, la pression, la température et le temps de maintien, de sorte que la taille de l'angle de démoulage doit être ajustée en fonction des conditions spécifiques du processus.

Considérations esthétiques : Pour certains produits dont l'apparence est importante, la conception de l'angle de démoulage doit également tenir compte de l'esthétique générale du produit. Parfois, l'angle de démoulage doit être habilement dissimulé afin de ne pas affecter l'apparence du produit.
Exigences fonctionnelles : Pour les structures dotées de fonctions telles que le glissement et l'encliquetage, le réglage de l'angle de dépouille doit garantir que ces fonctions peuvent fonctionner correctement et ne sont pas compromises en raison d'une mauvaise conception du démoulage.
Quelles sont les précautions à prendre pour la pente de démoulage ?
N'utilisez pas trop de courant d'air : Un tirage trop important peut faire pencher ou tordre la pièce à la sortie du moule, ce qui risque de l'abîmer.
Veillez à la coordination entre le local et le global : Dans le cas de structures de produits complexes, il peut être nécessaire d'ajuster localement la pente de démoulage pour obtenir un démoulage global en douceur.

Tenir compte des besoins en matière de traitement ultérieur : Certains produits doivent être traités après le moulage par injection, comme le pliage à chaud, le cintrage, etc. Lors du réglage de l'angle de démoulage, il convient de prendre en compte les besoins de la transformation ultérieure afin d'éviter d'affecter l'effet de la transformation.
Conclusion
Au cours du processus de conception, les spécialistes du moulage par injection doivent tenir compte d'un maximum d'angles de dépouille, y compris des angles de dépouille de zéro degré et d'un demi-degré, afin de garantir des actions de démoulage en douceur, optimisant ainsi le plan de joint et l'approche de la cavité centrale pour parvenir à un processus de production de haute qualité.
Un angle de dépouille raisonnable pour le moulage par injection est la clé d'un processus de production de haute qualité. L'ajout d'angles de dépouille, en particulier pour les surfaces verticales complexes, permet d'améliorer efficacement l'effet de démoulage.
Lorsque vous fabriquez des pièces en plastique avec moulage par injectionL'angle des côtés de la pièce est très important. Si vous le faites correctement, les pièces se démouleront très facilement. Dans le cas contraire, les pièces resteront coincées dans le moule et vous devrez les jeter. Il est donc important de bien choisir l'angle. Si vous le faites correctement, vous fabriquerez plus de pièces en moins de temps et elles seront de meilleure qualité.







