 Ir al contenido
Ir al contenido 

Introducción: Moho moldeo por inyección es una forma de hacer muchas piezas con la misma forma. Funciona así: Se calienta plástico y se introduce en un molde con una máquina. El plástico se enfría, se endurece y se obtiene la pieza.
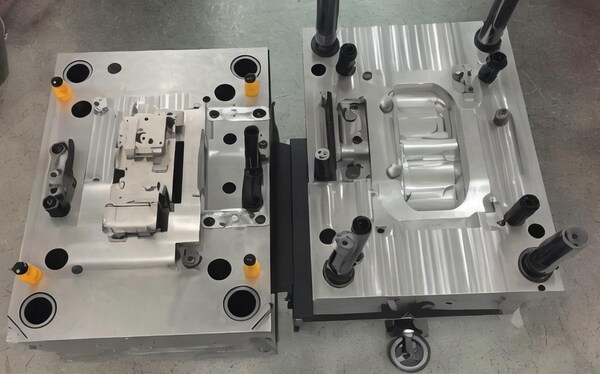
El molde de inyección tiene dos partes: el molde móvil y el molde fijo. El molde móvil se instala en la plantilla móvil de la máquina de moldeo por inyección, y el molde fijo se instala en la plantilla fija de la máquina de moldeo por inyección.

En el moldeo por inyección, el molde móvil y el molde fijo se cierran para formar un sistema de vertido y una cavidad. Cuando se abre el molde, el molde móvil y el molde fijo se separan para extraer el producto plástico. Este artículo tratará en detalle qué variables afectan al coste de los moldes de inyección y sus soluciones.
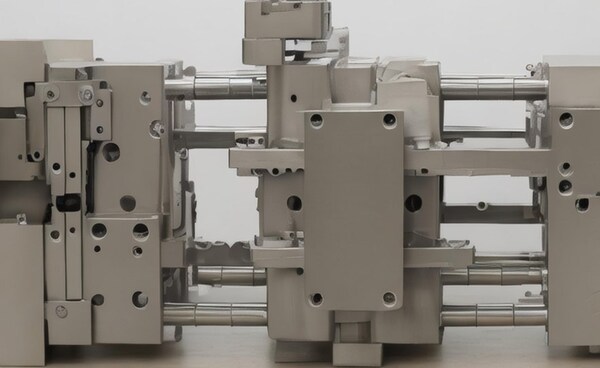
¿En qué consiste un molde de inyección?
Los moldes de plástico se dividen en varias partes según su función, entre ellas: sistema de vertido, sistema de control de temperatura, sistema de pieza moldeada, sistema de escape, sistema de guía, sistema de expulsión, etc.

Entre ellas, el sistema de colada y las piezas de moldeo son las partes que están en contacto directo con el plástico, y cambian con el plástico y el producto. Son las piezas más complejas y variables del molde, y requieren el mayor acabado y precisión de procesamiento.
El sistema de vertido
Se refiere a la parte del canal de flujo antes de que el plástico entre en la cavidad desde la boquilla, incluyendo el canal principal, el orificio de material frío, el canal de ramificación y la compuerta, etc.

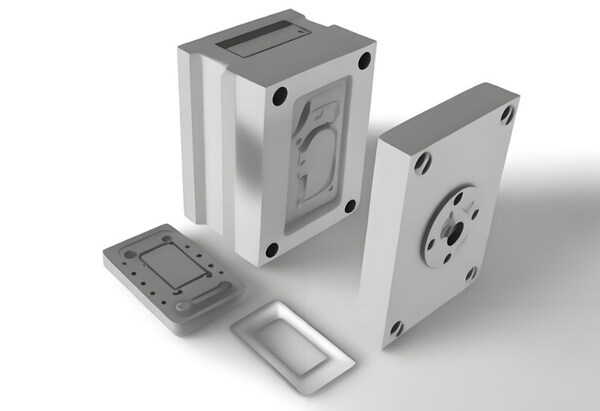
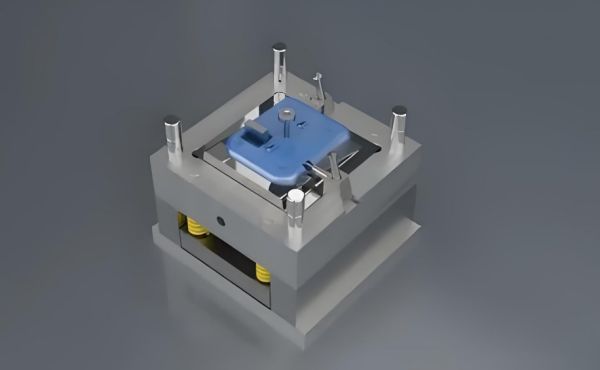
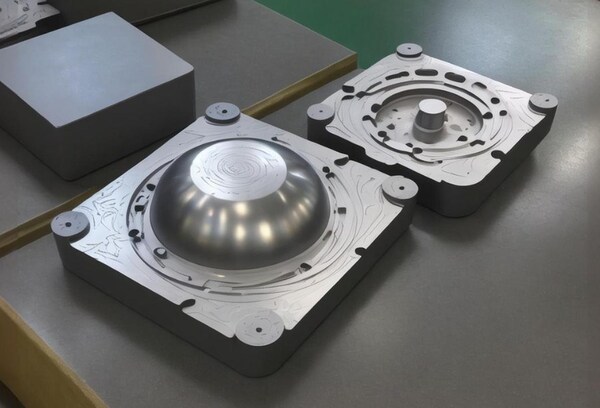
El sistema de piezas moldeadas
Se refiere a la combinación de varias partes que conforman la forma del producto, incluidos el molde móvil, el molde fijo y la cavidad (molde cóncavo), el núcleo (molde convexo), la varilla de moldeo, etc.
El núcleo forma la superficie interior del producto, y la cavidad (molde cóncavo) forma la superficie exterior del producto. Una vez cerrado el molde, el núcleo y la cavidad forman la cavidad del molde.

Según el proceso y los requisitos de fabricación, a veces el núcleo y el molde cóncavo se componen de varias piezas, y a veces se hacen de una sola pieza, y sólo se utilizan insertos en piezas fáciles de dañar y difíciles de procesar.
Sistema termostático
Para cumplir los requisitos del proceso de inyección en cuanto a la temperatura del molde, se necesita un sistema termostático para ajustar la temperatura del molde. En el caso de los moldes de inyección para termoplásticos, lo principal es diseñar un sistema de refrigeración para enfriar el molde (el molde también puede calentarse).
El método común de refrigeración de moldes consiste en abrir un canal de agua de refrigeración en el molde y utilizar agua de refrigeración circulante para quitar el calor del molde; además de utilizar agua de refrigeración para pasar agua caliente o aceite caliente, también se pueden instalar elementos de calefacción eléctrica dentro y alrededor del molde para calentarlo.
Sistema de escape
Está configurado para expulsar al exterior del molde el aire de la cavidad y el gas generado por la fusión del plástico durante el proceso de moldeo por inyección.

Si el escape no es suave, la superficie del producto formará marcas de gas (marcas de gas), quemaduras y otros defectos; el sistema de escape del molde de plástico suele ser una salida de aire en forma de ranura abierta en el molde para agotar el aire de la cavidad original y el gas aportado por el material fundido.
Cuando el material fundido se dispara en el agujero, el aire que estaba en el agujero y el aire que entró con el material tiene que salir del agujero a través del agujero en el extremo del agujero donde va el material, o de lo contrario la cosa tendrá agujeros, malas conexiones, no suficiente material, y tal vez el aire se aplaste y se caliente y queme la cosa.
Normalmente, el orificio puede estar en el extremo del agujero donde van las cosas o en el lugar donde se separan las dos mitades del agujero.
La segunda es abrir una ranura poco profunda con una profundidad de 0,03-0,2 mm y una anchura de 1,5-6 mm en un lado de la matriz. Durante la inyección, no saldrá mucho material fundido por el orificio de ventilación, porque el material fundido se enfriará y solidificará allí y bloqueará el canal.
La abertura de ventilación no debe estar orientada hacia el operario para evitar que el material fundido salga pulverizado accidentalmente y lesione a las personas. Además, la holgura entre la varilla eyectora y el orificio eyector, la holgura entre el bloque eyector y la placa separadora y el núcleo también pueden utilizarse para el escape.
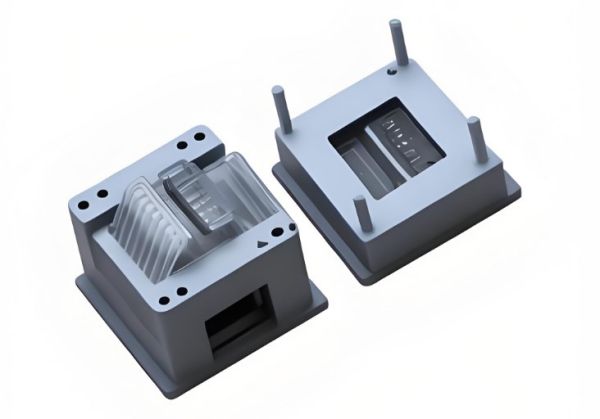
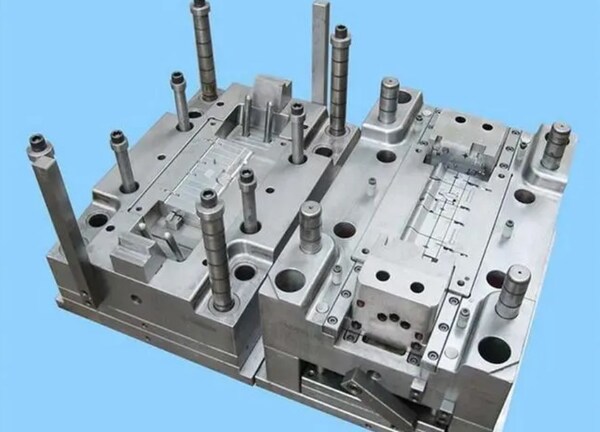
Sistema de guías
Para asegurarse de que el molde móvil y el molde fijo pueden alinearse con precisión cuando el molde está cerrado, debe colocarse un componente de guía en el molde.
En el molde de inyección, se suelen utilizar cuatro juegos de pasadores guía y manguitos guía para formar el componente guía. A veces, se colocan superficies cónicas interiores y exteriores que coinciden entre sí en el molde móvil y el molde fijo para ayudar al posicionamiento.
Sistema eyector
Normalmente incluye: eyector, placas eyectoras delantera y trasera, varilla guía del eyector, muelle de retorno del eyector, tornillo de bloqueo de la placa eyectora y otros componentes.

Una vez que la pieza se ha moldeado y enfriado en el molde, las mitades delantera y trasera del molde se separan y abren, y el sistema de expulsión -el pasador eyector- empuja la pieza de plástico y el material solidificado en el canal fuera de la cavidad del molde y de la ubicación del canal bajo el empuje de la varilla eyectora de la máquina de moldeo por inyección, de modo que la siguiente moldeo por inyección ciclo puede comenzar.

¿Cuáles son las categorías de moldes de inyección?
Existen varios tipos de moldes de inyección. Los más comunes son los moldes de dos placas, los moldes de tres placas, los moldes de canal caliente y los moldes de inyección en ángulo recto.
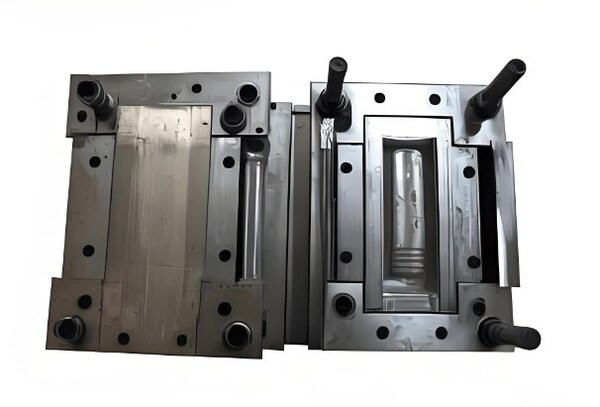
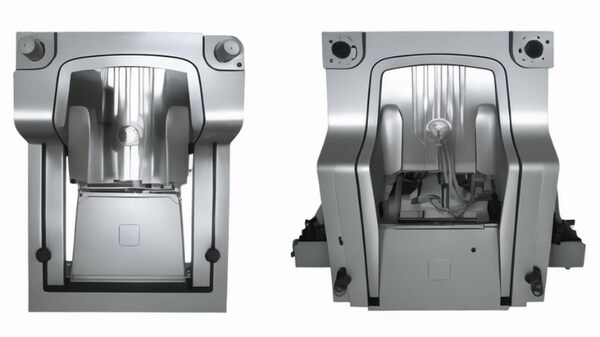
Molde de dos placas
El molde de dos placas también se denomina molde de inyección de superficie de una sola pieza. Es el tipo de molde más simple y básico. Se utiliza ampliamente y puede diseñarse en un molde de una sola cavidad o en un molde de varias cavidades según los requisitos del producto.

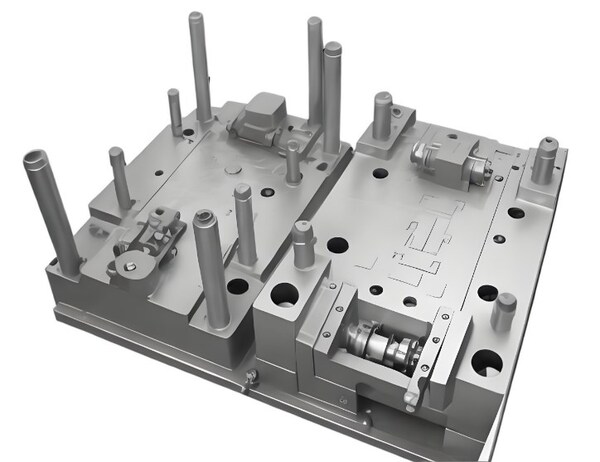
Molde de tres placas
El molde de tres placas es también un molde de inyección de superficie de doble partición. Es diferente del molde de inyección de superficie de una sola pieza. En la parte fija del molde, el molde de tres placas de este molde está diseñado con una placa separadora que se puede mover parcialmente.

En este diseño, el patín será expulsado entre la primera y segunda placas, y la placa separadora será expulsada entre la segunda y tercera placas para lograr el propósito de separar la pieza y el patín.
Los moldes de inyección de doble superficie de separación no son adecuados para el moldeo de grandes piezas moldeadas por inyección porque tienen estructuras complejas, altos costes de fabricación y un difícil procesamiento de las piezas.
Moldes de canal caliente
Los moldes de canal caliente son similares a los moldes de canal frío tradicionales. La diferencia es que los moldes de canal caliente inyectan directamente el plástico en la cavidad a través de una boquilla. No hay canal durante el proceso de moldeo, lo que mejora enormemente la tasa de utilización de las materias primas y evita los residuos.

En general, el coste de fabricación de los moldes de canal caliente es superior al de los moldes de canal frío, pero si las piezas moldeadas son muy pequeñas, especialmente si las piezas son más pequeñas que el canal, los moldes de canal caliente son una opción más económica.
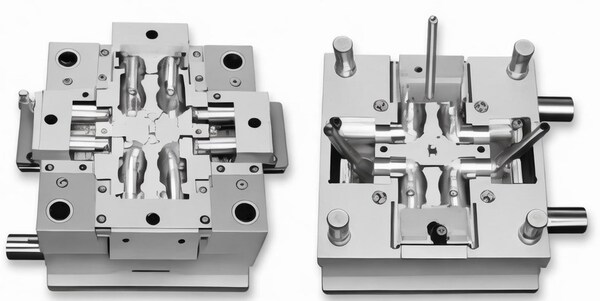
Noldes de inyección en ángulo recto
Los moldes de inyección en ángulo recto no son ampliamente aplicables y sólo son adecuados para máquinas de moldeo por inyección en ángulo. A diferencia de otros moldes de inyección, durante el moldeo, la dirección de alimentación del molde debe ser perpendicular a la dirección de apertura y cierre, y el área de la sección transversal no suele cambiar.

Además, el canal principal del molde de inyección en ángulo recto se abre a ambos lados de la superficie de separación del molde móvil y fijo. Al final del canal principal, se coloca un inserto de canal reemplazable para evitar el desgaste y la deformación entre la boquilla de la máquina de moldeo por inyección y el extremo de entrada del canal principal.
¿Qué variables afectan al coste de los moldes de inyección?
Materiales de las piezas
El tipo de material que utilice para sus piezas moldeadas por inyección afectará en gran medida al coste de sus moldes de inyección. Ciertos materiales pueden requerir características de molde, canales de refrigeración o tratamientos de superficie específicos debido a sus cualidades y requisitos únicos.

Algunos materiales plásticos, especialmente los abrasivos o de alta temperatura, desgastan los moldes de inyección y acortan la vida útil de las herramientas. Para superar este reto, se necesitan moldes más duros fabricados con grados específicos de acero, lo que aumenta el coste de los moldes de inyección de plástico.
Acabado de piezas
Gracias a mis años de experiencia en la fabricación de piezas moldeadas por inyección especializadas para productos de consumo de lujo, he descubierto que la cantidad de acabado necesaria para estas piezas siempre tiene un gran impacto en el coste del propio proceso de moldeo por inyección de plástico.
A medida que el acabado de las piezas se hace más complejo, el moldeo por inyección se hace más difícil. Para que funcione, hay que pensar en el acabado cuando se diseña el molde y se planifica la producción. Para obtener siempre el acabado deseado, hay que utilizar los materiales de molde adecuados e incorporar elementos de lujo. Y todo eso cuesta más dinero.
Costes de procesamiento
La fabricación de moldes de inyección implica muchos procesos, como fresado, torneado, rectificado, corte con alambre, etc. Cada proceso requiere tiempo y mano de obra, lo que afectará a la calidad del plástico. moldeo por inyección costes del molde. El cálculo de los costes de transformación suele basarse en el nivel de equipamiento y tecnología del fabricante, así como en el tiempo de transformación necesario.
Costes de diseño e ingeniería
El diseño y la ingeniería de moldes de inyección también requieren ciertos costes. Esto incluye el salario de los diseñadores de moldes, el coste del software de diseño y el equipo de ingeniería, y el coste de las pruebas y la verificación de los moldes. Estos costes de utillaje también son una parte importante del cálculo de los costes de los moldes.
Vida útil y durabilidad
La vida útil y la durabilidad del molde es un factor importante en el precio del mismo. Por lo general, el diseño y la calidad del molde determinan cuánto durará. Los moldes de alta calidad suelen utilizarse durante más tiempo, pero cuestan más.

Complejidad y tamaño
El precio del molde también se ve afectado por su complejidad y tamaño. Cuanto más complejos sean el diseño y la fabricación del molde, más tiempo y recursos se necesitarán, y mayor será el coste. Además, el tamaño del molde también afecta a la cantidad de material necesario y a la dificultad de procesamiento, lo que repercute en el coste.
Cantidad y lote
El número y el lote de producción de los moldes de inyección también son factores que afectan al coste. Generalmente, el coste del molde de la producción en serie será más bajo porque el coste unitario puede reducirse asignando costes fijos. El coste del molde de la producción de lotes pequeños será relativamente alto porque no se pueden aprovechar plenamente las economías de escala.
Diseño de productos
El diseño del producto puede cambiar el molde. Por ejemplo, una vez finalizado el diseño del molde, hay que encargar el bastidor después de hacer un pedido, y el diseño del cliente cambia. Entonces, si el cambio es relativamente pequeño, no afectará a la estructura general.

Si hay muchos cambios, afectará a los productos fabricados por el molde, e incluso habrá que volver a pedir el bastidor. El coste aumentará mucho.
¿Es el diseño del molde adecuado, razonable y viable?
Existen muchos métodos de simulación, como el análisis del proceso de fabricación, el análisis de la dinámica estructural, el análisis comparativo tridimensional de los productos de prueba y los productos de diseño, etc. Si el diseño del molde no es razonable, el coste aumentará.
Control del número de ensayos para la fabricación de moldes
La mayoría de los fabricantes calculan el coste de fabricación de un molde por el número de días que tardan en enviarlo al cliente. Si el molde no puede entregarse tras múltiples inspecciones, además de las multas estipuladas en el contrato, cuanto más tiempo permanezca el molde en la fábrica, mayor será el coste de elaboración. Por supuesto, el coste de las pruebas del molde también será relativamente alto.
¿Cómo reducir el coste de los moldes de inyección?
Elija el material adecuado
Lo primero que hay que hacer para reducir el coste de la fabricación de moldes de plástico es elegir el material adecuado.
En primer lugar, elija el material adecuado en función de los requisitos del molde y del volumen de producción previsto.
En segundo lugar, compara y evalúa varios materiales para encontrar los que tengan un precio razonable y un rendimiento estable.
Por último, asegúrese de que los materiales que elige son de buena calidad para que el molde dure y sea rentable.

Optimizar el diseño
La optimización del diseño es una de las formas importantes de reducir el coste de la fabricación de moldes de plástico. La optimización del diseño permite reducir el desperdicio de material y mejorar la vida útil y la calidad del producto.

Al mismo tiempo, en el caso de los moldes ya diseñados, si se mejoran los detalles y se optimiza el diseño estructural, se puede lograr el propósito de aumentar la vida útil del molde y reducir el coste de fabricación.
Reforzar la gestión
La clave para reducir el coste de la fabricación de moldes de plástico es reforzar la gestión. En el proceso de fabricación de moldes, es necesario establecer un sistema completo de gestión de la calidad, reforzar la gestión de proveedores, la gestión del plan de producción y la gestión del control de costes, y controlar plenamente todos los eslabones del proceso de producción de moldes para garantizar la calidad y la eficiencia del proceso de fabricación.

Mejorar el nivel del proceso.
Mejorar el nivel del proceso es también una medida importante para reducir el coste de la fabricación de moldes de plástico. Introduciendo procesos de producción y equipos técnicos avanzados, podemos mejorar la eficiencia de la fabricación y los niveles de calidad.

Al mismo tiempo, podemos reducir el tiempo de funcionamiento y las pérdidas causadas por omisiones de operaciones manuales en el proceso de fabricación. A través de medios técnicos eficaces, podemos controlar el aumento de los costes de fabricación y optimizar la estrategia de desarrollo de la empresa.
Gestión ajustada de la producción
La gestión ajustada de la producción es una buena forma de reducir los costes de fabricación de moldes de plástico. Al utilizar la gestión de producción ajustada, puede utilizar todos los recursos de su empresa para fabricar moldes, reducir los residuos en el proceso de producción y fabricar más moldes más rápido y mejor.
También puede hacer que su empresa funcione mejor, reducir los costes de funcionamiento y fabricar más moldes más rápido y mejor.
En resumen, toda empresa manufacturera necesita resolver el problema de la reducción de costes en la fabricación de moldes de plástico. Sólo cuando la empresa mejore gradualmente su propio sistema de gestión y técnico y establezca un sistema estable de reducción de costes, podrá mejorar su eficiencia de producción y su competitividad y lograr un desarrollo sostenible.
Uso eficaz de los moldes de plástico
Antes de producir bienes, seleccionar cuidadosamente moldes de plástico con esquemas de diseño científicos y razonables es la forma más básica de controlar el coste del moldeo por inyección. Diferentes tipos de estructuras de moldes de estampación tienen diferentes requisitos para las materias primas del producto, por supuesto. Los moldes excelentes tienen altas tasas de producción, lo que resulta en menos residuos y, por supuesto, bajos costes de producción.
Utilizando tecnología de procesamiento científica y razonable .

Para un mismo producto se utilizan distintos tipos de tecnologías de producción y transformación, y las materias primas necesarias son diferentes. Según las características del producto, bajo la premisa de cumplir las normas de calidad, la aplicación de una tecnología de transformación mejorada puede reducir eficazmente los costes de material y producción.
Establecer un sistema eficaz de gestión de la calidad
Establecer un buen sistema de gestión de la calidad es otra forma de reducir costes. moldeo por inyección de fabricación de moldes de inyección. Cuando se dispone de un buen sistema de gestión de la calidad, se pueden reducir los errores y las duplicaciones en la fabricación, lo que hará que la producción sea más eficaz y mejor.

Por ejemplo, puede utilizar software de control de calidad para ayudarle a gestionar la calidad y evitar errores y duplicaciones en la fabricación. Además, cuando dispone de un buen sistema de gestión de la calidad, puede hacer que sus clientes estén más contentos, lo que le ayudará a vender más y a ganar más dinero.
Conclusión
Este artículo trata sobre los factores que afectan al coste del moldeo por inyección y sus soluciones. En primer lugar, el coste del material de moldeo por inyección del molde es el principal factor que afecta al coste. Diferentes tipos y complejidades de moldes requieren diferentes materiales metálicos, por lo que el costo es diferente.

En segundo lugar, el coste de la ingeniería de procesamiento y diseño también tiene un impacto significativo en el coste. Cada paso del proceso de fabricación de moldes requiere tiempo y recursos.
Además, la complejidad, el tamaño y el lote de producción previsto del molde también afectarán directamente al nivel de costes.

El artículo señala que mediante la selección de materiales adecuados, la optimización del diseño, el refuerzo de la gestión, la mejora del nivel de los procesos y la adopción de una gestión ajustada de la producción, la fabricación costes de moldes de inyección pueden reducirse eficazmente, la eficiencia de la producción y el nivel de calidad pueden mejorarse, promoviendo así el desarrollo sostenible de las empresas.Si tiene algún proyecto de moldeo por inyección, póngase en contacto con Zetar Mold







