 Ir al contenido
Ir al contenido 

Introducción : El proceso de producción de molde de inyección de plástico se divide generalmente en: personalización del cliente, diseño del molde, fabricación del molde, inspección del molde y molde de prueba, modificación y reparación del molde y mantenimiento del molde. A continuación los explicaremos uno a uno.

Personalización del cliente
El proceso de fabricación de moldes de plástico comienza cuando los ingenieros del cliente entregan al fabricante de moldes los planos del producto. El fabricante de moldes toma los datos del producto, los analiza y los digiere en los requisitos para fabricar piezas de plástico. Esto se denomina ingeniería del cliente.

Requisitos de producción de piezas de plástico
Comprender el uso, la procesabilidad, la precisión dimensional y otros requisitos técnicos de las piezas. Por ejemplo, cuáles son los requisitos de aspecto, forma, transparencia cromática y rendimiento de las piezas de plástico.
¿Es razonable la estructura geométrica, la inclinación y la inserción de las piezas moldeadas por inyección? El grado admisible de defectos de moldeo, como marcas de soldadura y orificios de contracción . ¿Hay algún tratamiento posterior, como pintura, galvanoplastia, serigrafía y taladrado?

Compruebe si la tolerancia de moldeo es menor que la tolerancia de las piezas de plástico, y si se pueden moldear piezas de plástico que cumplan los requisitos. Además, debe conocer los parámetros del proceso de plastificación y moldeo del plástico.
Datos de proceso
Comprender los requisitos del método de alimentación de cola, el modelo de máquina de cerveza, el rendimiento del material plástico fundido, el tipo de estructura del molde, etc.El material de moldeo debe ser lo suficientemente fuerte para las piezas de plástico, fluir bien, ser el mismo en todas partes, ser el mismo en todas las direcciones, y no cambiar cuando se calienta.
Dependiendo de para qué sean las piezas de plástico y de si se trabajan después, el material de moldeo debe servir para teñir, poner metal, tener buen aspecto, ser lo suficientemente elástico y flexible, ser transparente o brillante, pegarse (como con el sonido) o soldarse.
Elegir equipo de moldeo
Capacidad de inyección, presión de cierre, presión de inyección, tamaño de la instalación del molde, dispositivo de expulsión y tamaño, diámetro del orificio de la boquilla y radio esférico de la boquilla, tamaño del anillo de posicionamiento del manguito de la compuerta, espesor máximo y espesor mínimo del molde, carrera de la plantilla, etc.

Plan Estructural de Moho Específico
Molde de dos placas, molde de tres placas. Si la estructura del molde es fiable, si cumple con la tecnología de proceso (como la forma geométrica, el acabado superficial y la precisión dimensional, etc.) y los requisitos económicos de producción de piezas de plástico (bajo coste de la pieza, alta eficiencia de producción, funcionamiento continuo del molde, larga vida útil, ahorro de mano de obra, etc.).
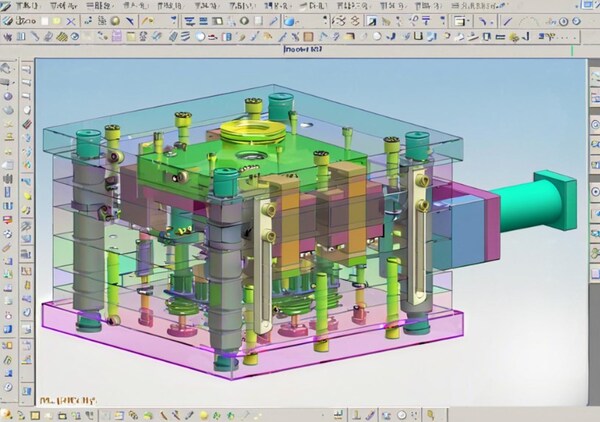
Diseño de moldes
Clasificación de piezas de plástico
La clasificación de piezas de plástico consiste en ordenar una o varias piezas de plástico que necesite, en función de cómo quiera hacerlas y qué tipo de molde quiera utilizar.
La clasificación de las piezas de plástico complementa la estructura del molde y la procesabilidad del plástico, y afecta directamente al posterior proceso de moldeo por inyección. La estructura del molde correspondiente debe tenerse en cuenta durante la clasificación, y la clasificación debe ajustarse bajo la condición de cumplir con la estructura del molde.
Desde el proceso de moldeo por inyección de plástico perspectiva, la clasificación debe considerar: longitud del canal, desperdicio del canal, posición de la compuerta, equilibrio de la entrada de cola, equilibrio de la presión de la cavidad.
Al considerar la estructura del molde, hay que pensar en lo siguiente: ¿Cumple los requisitos de sellado? ¿Cumple los requisitos de espacio de la estructura del molde, como la base de la pala, la posición de la fila, la parte superior inclinada y otros requisitos de espacio? ¿Son suficientemente resistentes las piezas de la estructura del molde? ¿Interfieren entre sí varias piezas móviles?

¿La posición del manguito evita la posición del orificio eyector . También hay que pensar en los tornillos, el agua de refrigeración y los dispositivos eyectores: Preste atención a la influencia de los tornillos y eyectores en los orificios del agua de refrigeración durante la clasificación.
¿Tiene sentido la proporción de longitud y anchura del molde? El molde debe ser lo más compacto posible, con una relación de longitud y anchura adecuada, y también debe tener en cuenta los requisitos de instalación de la máquina de inyección.

Dibujo de presupuesto Dibujo y pedido
El plano de presupuesto es el primer plano de diseño del molde y también sirve de referencia para realizar pedidos de moldes. El dibujo de presupuesto es una identificación relativamente detallada de la base del molde, su estructura y el tamaño del material del molde basado en la disposición original del molde.
Al hacer el pedido, es necesario dibujar un diagrama simple de la base del molde y rellenar el formulario de pedido basado en el dibujo de cotización.Al hacer el pedido, es necesario prestar atención a la selección de diversos materiales de molde de acuerdo con los diversos requisitos del molde.

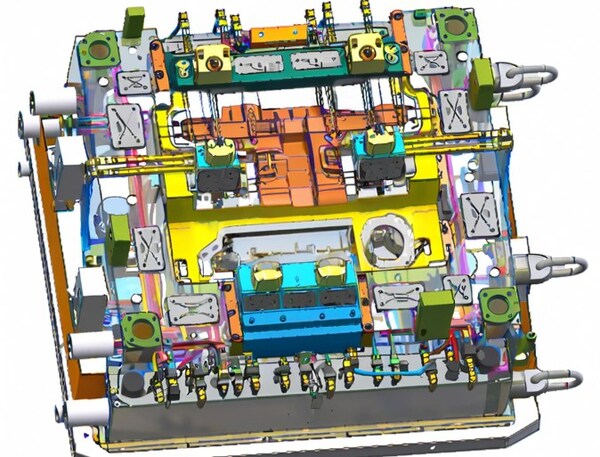
Diseño de la estructura del molde
La estructura del molde viene determinada por el tipo de máquina de moldeo por inyección y las características de las piezas de plástico.
A la hora de diseñar, hay que centrarse en los siguientes aspectos: especificaciones técnicas de la máquina de moldeo por inyección; rendimiento del proceso de los plásticos; sistema de vertido, incluidas las correderas, las compuertas, etc.; piezas de moldeo; piezas estructurales de uso común; mecanismo de deslizamiento; mecanismo de expulsión; control de la temperatura del molde; escape; materiales del molde.
Al diseñar un molde, hay que pensar en muchas cosas y elegir una buena forma que haga que el molde funcione bien.
Clasificación de piezas de plástico
En la fase de diseño 3D, nos basamos en la clasificación 2D del principio del diseño para realizar un diseño más profundo.

Despedida
Elegir la línea de partición correcta, considerar la distancia de sellado, construir el plano de referencia, equilibrar la presión lateral, aplanar la superficie de contacto de la boquilla, tratar el contacto y la penetración de pequeños orificios, evitar el acero afilado, considerar el aspecto del producto, etc.
Verificación y mejora de la resistencia del molde
Para asegurarnos de que el molde puede funcionar con normalidad, tenemos que comprobar no sólo la resistencia general del molde, sino también la resistencia de la estructura local del molde.Realizar algunas mejoras en el mecanismo específico para mejorar la resistencia local.
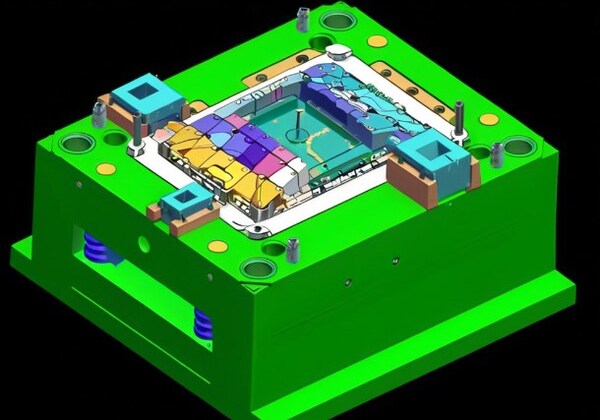
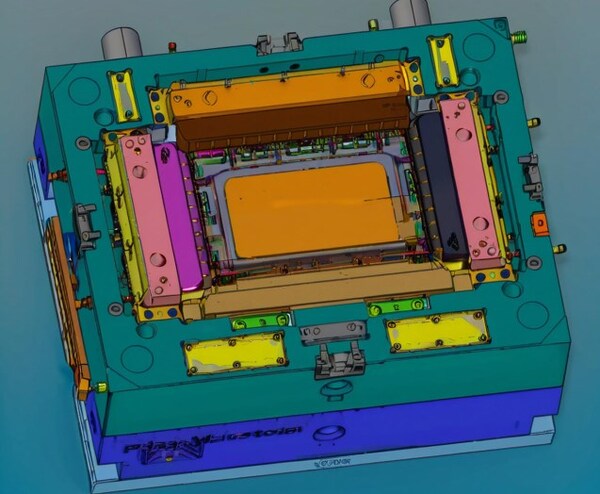
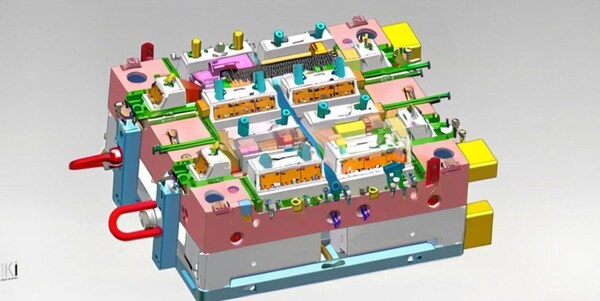
Diseño de piezas de molde
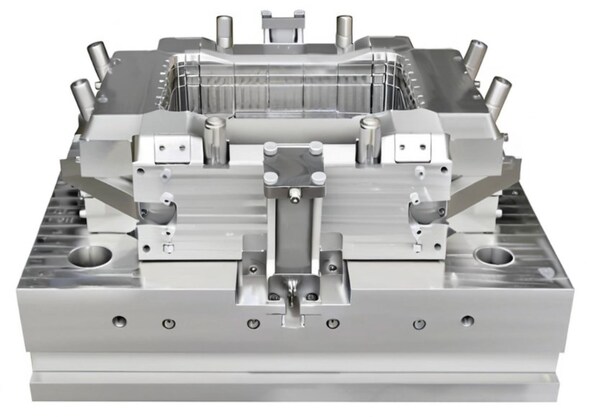
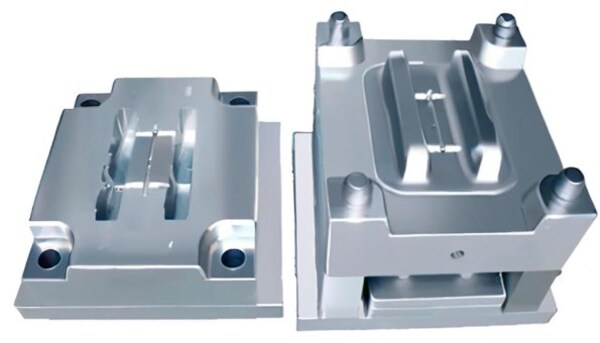
Las piezas del molde se pueden dividir en dos tipos: piezas de conformación y piezas estructurales. Las piezas de conformación son las piezas que participan directamente en la formación del espacio de cavidad, como el molde cóncavo (cavidad), el punzón (núcleo), el inserto, la corredera, etc.
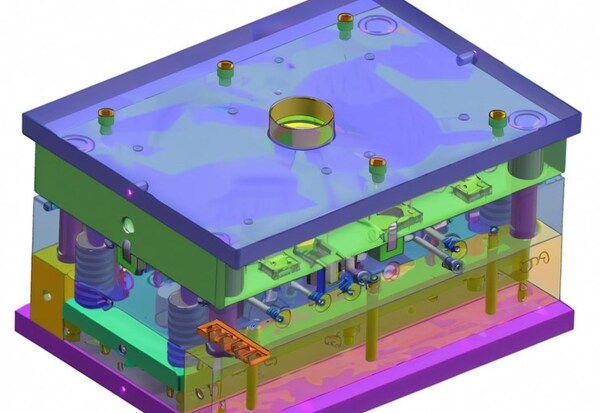
Las piezas estructurales son las piezas utilizadas para la instalación, posicionamiento, guiado, expulsión y diversas acciones durante el proceso de conformado, como anillos de posicionamiento, boquillas, tornillos, varillas de tracción, expulsores, anillos de sellado, placas de tracción de distancia fija, ganchos, etc.
Al dividir los insertos, hay varias cosas a considerar: no hay acero afilado o delgado, fácil de procesar, fácil de ajustar el tamaño y la reparación, garantizar la resistencia de las piezas moldeadas, fácil de montar, sin impacto en la apariencia, y la consideración integral de enfriamiento (después de que los insertos se hacen, el enfriamiento local es difícil, por lo que la situación de enfriamiento debe ser considerado).

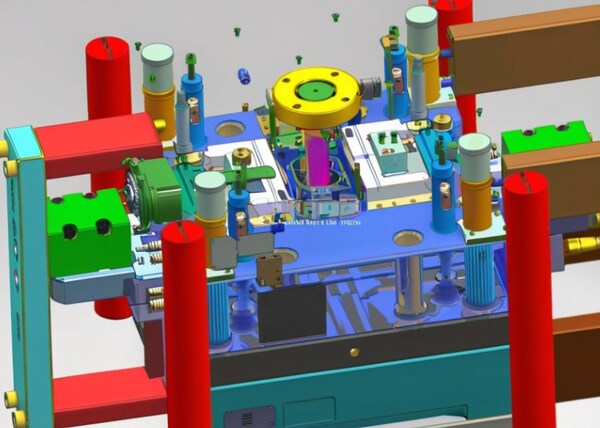
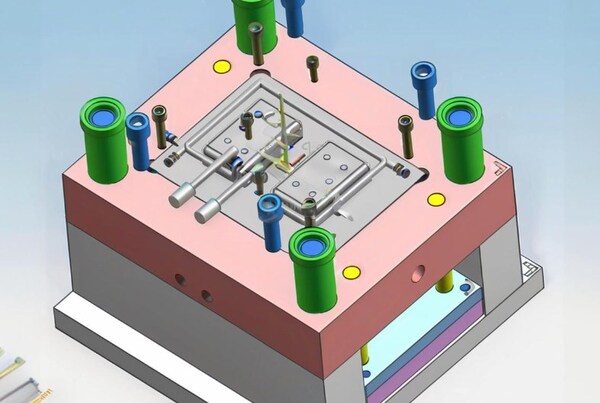
Cuando se diseñan piezas estructurales, el principio general para la disposición de los pivotes eyectores y los canales de refrigeración es disponer primero los pivotes eyectores, después los canales de refrigeración y, por último, ajustar los pivotes eyectores. Sin embargo, en la producción real, a menudo se tiene en cuenta la modificación del molde.
Una vez fabricado el molde, los canales de refrigeración no se ponen en marcha inmediatamente. Sólo pueden abrirse una vez finalizada la modificación del molde durante un periodo de tiempo acorde con la situación modificada.

Disposición del manguito eyector:
El manguito eyector se utiliza normalmente para la posición de columna de molde. Además, para la posición de hueso más profundo, el pasador eyector es fácil de expulsar, y el manguito eyector también se puede utilizar para añadir huesos para ayudar a la expulsión.

En general, el grosor de la pared del manguito eyector es >=1 mm, y el manguito eyector y la aguja eyectora se piden juntos al realizar el pedido.
En el diseño estructural, la altura de la columna no debe ser demasiado alta, de lo contrario la aguja de la manga se doblará fácilmente y será difícil de expulsar.
Para el diseño y la selección de otras piezas estructurales, como anillos de posicionamiento, boquillas, tornillos, barras de tracción, anillos de sellado, placas de tracción de distancia fija, ganchos, muelles, etc., los interesados pueden encontrar alguna información para entenderlo por sí mismos.
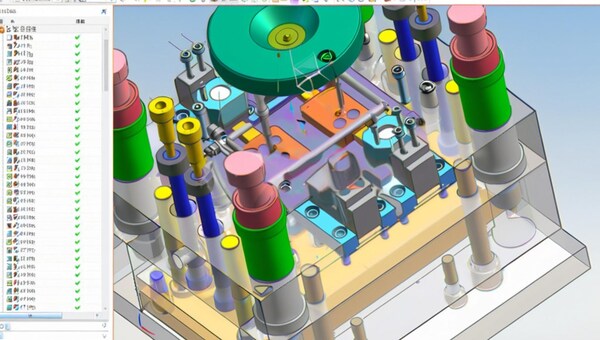
Producción de moldes
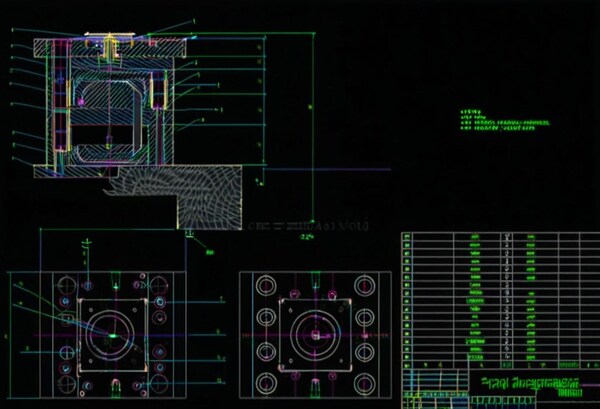
Los planos de moldes son documentos importantes que convierten las intenciones de diseño en producción de moldes. Por lo general, deben dibujarse de acuerdo con las normas nacionales, y también deben combinarse con los métodos de dibujo habituales de cada fábrica. Los planos de moldes incluyen los planos generales de la estructura de montaje y sus requisitos técnicos, así como los planos parciales de todas las piezas, incluidos los diversos insertos.

Fabricación de moldes
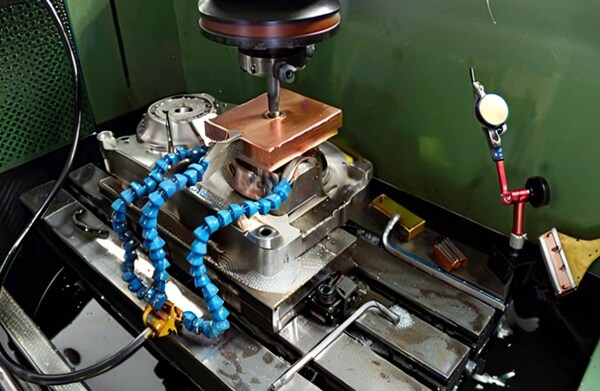
Programación y retirada de electrodos
Una vez hecho el diseño del molde, hay que hacer los programas CNC y sacar los electrodos para el procesado por electroerosión en función de las condiciones de procesado de cada pieza.
Mecanizado
El procesamiento mecánico del molde incluye procesamiento CNC, procesamiento EDM, procesamiento de corte de alambre, procesamiento de perforación profunda, etc. Después de pedir la base del molde y los materiales, el molde sólo está en un estado de procesamiento aproximado o sólo material de acero.

En este momento, debe llevarse a cabo una serie de procesamientos mecánicos de acuerdo con la intención de diseño del molde para fabricar diversas piezas.
El mecanizado CNC implica diferentes procesos de mecanizado, elección de herramientas, ajustes de mecanizado y otras cosas que necesita saber. Si desea saber más, puede encontrar la información que necesita.
El mecanizado EDM es el mecanizado por chispa eléctrica. Es un proceso de mecanizado que utiliza la descarga para corroer los materiales y conseguir el tamaño deseado, por lo que sólo puede procesar materiales conductores. Los electrodos utilizados suelen ser de cobre y grafito.
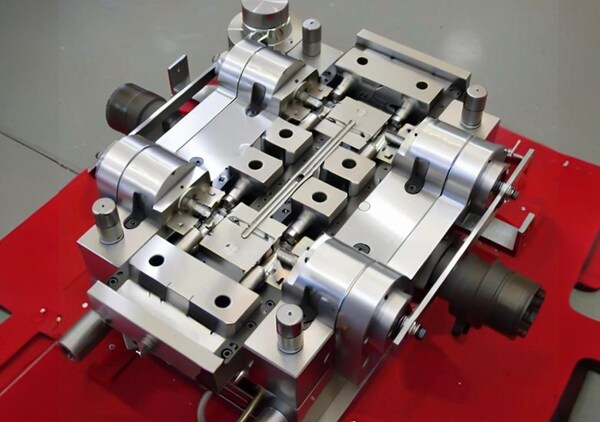
Montaje del banco
El trabajo de banco es una parte muy importante del proceso de fabricación de moldes, y es un trabajo que debe realizarse durante todo el proceso de fabricación de moldes. El trabajo de banco es adecuado para el montaje de moldes, y es bueno en torneado, fresado, rectificado y taladrado.
Salvado y pulido de moldes
El salvado y pulido de moldes es el proceso de utilizar papel de lija, piedra de aceite, pasta de diamante y otras herramientas para procesar las piezas del molde después de que el molde sea procesado por CNC, EDM y trabajo de banco, y antes de que el molde sea ensamblado.

Inspección y juicio por moho
Inspección de moho
El proceso de moldeado y montaje es en realidad el proceso de inspección del molde. En el montaje del molde, se puede comprobar si el cable rojo está en su sitio, si el manguito eyector está liso y si el molde tiene alguna interferencia incorrecta.
Método de detección del moho
Detección de la apariencia
Una de las formas más básicas de detectar el moho es mirándolo. Al hacerlo, debe comprobar si el molde es plano, si tiene arañazos, abolladuras, grietas o algo parecido. También debe comprobar si el molde es del mismo color y si tiene aceite.

Inspección dimensional
Comprobar el tamaño del molde es muy importante, porque si el tamaño no es bueno, afectará seriamente a la calidad del producto. En la inspección del tamaño, debemos utilizar herramientas de medición profesionales, como micrómetros, calibres vernier, etc., para detectar si las distintas dimensiones del molde cumplen los requisitos.

Inspección de la dureza
La dureza del molde es un factor importante que afecta a la vida útil del molde y a la calidad del producto. Puede utilizar un durómetro para comprobar la dureza y medir el valor de dureza del molde para ver si cumple los requisitos.
Inspección de la instalación
Asegúrese de que el molde está instalado correctamente y de forma segura. Durante la inspección de la instalación, compruebe si las distintas piezas del molde son razonables y si la conexión es segura para garantizar que el molde no se romperá ni deformará durante su uso.

Comprobar el rendimiento del molde
Diferentes moldes requieren diferentes propiedades para su uso, como resistencia al desgaste y resistencia a la corrosión. Al evaluar el rendimiento de los moldes, realice pruebas basadas en los requisitos de diseño de los distintos tipos de moldes.
Pruebas de durabilidad
Las pruebas de durabilidad consisten en fabricar el molde y luego utilizarlo un montón de veces para ver si se cansa, se dobla o se rompe, o lo que sea, para poder averiguar cuánto va a durar y lo bueno que es.
Pruebas de organización de materiales
Utilice herramientas como microscopios para comprobar la organización del material del molde y ver si hay impurezas, defectos, sobrecalentamiento, etc. para asegurarse de que la calidad del material cumple los requisitos.

Pruebas funcionales
Las pruebas funcionales son las pruebas de uso real del producto fabricado por el molde para comprobar si el producto cumple los requisitos de diseño y los indicadores de rendimiento durante su uso. Las pruebas funcionales más comunes incluyen pruebas de ensamblaje del producto, pruebas de funcionamiento del producto, pruebas de fiabilidad del producto, etc.

Pasos para analizar el moho
Inspección previa
Antes de comprobar si hay moho, debe realizar una inspección previa. En primer lugar, observe el moho para ver si presenta daños evidentes, como desconchones, grietas o roturas. A continuación, limpie el molde para asegurarse de que no hay suciedad ni nada corrosivo. Por último, ponga aceite en todas las piezas móviles del molde.

Establezca un plan de pruebas
Cree un plan de pruebas que se ajuste a los requisitos de diseño y los requisitos funcionales del molde. Decida qué probar, cómo hacerlo y qué herramientas utilizar.

Inspección de Aspecto
Utilice lupas, microscopios y otras herramientas para inspeccionar el aspecto general del molde. Observe si hay defectos evidentes como protuberancias, burbujas, roturas, daños mecánicos, etc.

Inspección dimensional
Basándose en los planos de diseño del molde, utilice las herramientas de medición adecuadas para medir las dimensiones, compare los resultados de la medición con los requisitos de diseño y determine si la precisión dimensional del molde cumple los requisitos.

Inspección de durabilidad
Para probar el molde, hay que hacer un cierto número de moldes o inyecciones continuas para ver si el molde se fatiga, se deforma, se rompe, etc. durante su uso. Registre la vida útil y los cambios del molde.

Inspección de la organización del material
Tome una muestra del material del molde y haga una pieza de prueba. Observe la estructura del material con un microscopio y otras herramientas. Compruebe si hay impurezas, defectos, sobrecalentamiento u otros problemas. Asegúrese de que la calidad del material del molde es suficientemente buena.
Inspección funcional
Pruebas de uso práctico de los productos fabricados con el molde. Tales como montaje, funcionamiento, fiabilidad y otras pruebas. Detectar si el producto cumple los requisitos de diseño y los indicadores de rendimiento durante el uso.

Registrar los resultados
Registre todos los elementos de la prueba, incluidos los métodos de prueba, los resultados de la prueba, el tiempo de prueba, etc. Y elabore un informe de la prueba del molde para su posterior análisis y referencia.
Juicio por moho
Una vez hecho el molde, tenemos que probarlo en la máquina de inyección para ver si el molde es bueno y si la estructura de la pieza de plástico es buena. Al probar el molde, podemos ver cómo se comporta durante el proceso de fabricación de la cerveza y si la estructura de la pieza de plástico es buena.
Precauciones antes de probar el moho
Conozca el molde: Lo mejor es conseguir los planos de diseño del molde, analizarlos en detalle y hacer que el técnico de moldes participe en la prueba del molde.

En primer lugar, compruebe la acción de coordinación mecánica en el banco de trabajo: preste atención a si hay arañazos, piezas faltantes y flojedad, si el molde se mueve a la placa de deslizamiento, si el canal de agua y las juntas de los tubos de aire tienen fugas, y si hay alguna restricción en la apertura del molde, también deben ser marcados en el molde.
Si las acciones anteriores se pueden hacer antes de colgar el molde, se puede evitar la pérdida de tiempo causada por encontrar problemas al colgar el molde y luego desmontar el molde.

Tras confirmar que las distintas partes del molde se mueven correctamente, es necesario seleccionar una máquina de inyección de moldes de prueba adecuada. Al seleccionar, se debe prestar atención a: ¿cuál es el volumen máximo de inyección de la moldeo por inyección máquina,
Si la distancia interior del tirante puede ajustarse al molde, si la carrera de movimiento máxima de la plantilla móvil cumple los requisitos, y si otras herramientas y accesorios relacionados del molde de prueba están totalmente preparados.

Una vez confirmado que todo está bien, el siguiente paso es colgar el molde. Al colgarlo, hay que tener en cuenta que todas las plantillas de sujeción deben estar bloqueadas y que no se debe retirar el gancho de colgado antes de abrir el molde para evitar que la plantilla de sujeción se afloje o se rompa y provoque la caída del molde.
Una vez instalado el molde, deben comprobarse cuidadosamente las acciones mecánicas de varias partes del molde, como si las acciones de la placa deslizante, el pasador eyector, la estructura de retracción del diente y el interruptor de límite son correctas.

Y prestar atención a si la boquilla de inyección y el puerto de alimentación están alineados. El siguiente paso es prestar atención a la acción de cierre del molde. En este momento, la presión de cierre del molde debe ser reducida. En la acción de cierre de molde manual y de baja velocidad, preste atención para ver y escuchar si hay acciones no suaves y sonidos anormales.
En realidad, izar el molde es bastante sencillo. Lo principal que hay que tener cuidado es que el centrado de la compuerta del molde y la boquilla es difícil. Normalmente, puede ajustar el centro utilizando papel de prueba.

Aumentar la temperatura del molde: Según el rendimiento de las materias primas utilizadas en el producto acabado y el tamaño del molde, seleccione un controlador de temperatura del molde adecuado para aumentar la temperatura del molde hasta la temperatura necesaria para la producción.
Después de aumentar la temperatura del molde, compruebe de nuevo el movimiento de cada pieza, porque el acero puede causar atascos en el molde después de la expansión térmica, así que preste atención al deslizamiento de cada pieza para evitar tensiones y vibraciones.

Si la fábrica no sigue la regla del plan experimental, sugerimos ajustar sólo una condición a la vez al ajustar las condiciones del molde de prueba, para que pueda ver el efecto de un solo cambio de condición en el producto acabado.
En función de las materias primas, se deben hornear adecuadamente los materiales originales. El molde de prueba y la futura producción en serie deben utilizar las mismas materias primas en la medida de lo posible.

No utilice materiales de mala calidad para los moldes de prueba. Si tiene un requisito de color, puede hacer una prueba de color al mismo tiempo. El procesamiento secundario suele verse afectado por tensiones internas y otros problemas.

Una vez que el molde de prueba esté estable, realice el procesamiento secundario. Después de que el molde se cierre lentamente, ajuste la presión de cierre del molde y muévalo unas cuantas veces para ver si hay una presión de cierre del molde desigual para evitar rebabas en el producto terminado y la deformación del molde.
Principales pasos del juicio por moho
Para evitar la pérdida de tiempo y esfuerzo durante la producción en serie, debe ajustar y controlar pacientemente las distintas condiciones de procesamiento, encontrar las mejores condiciones de temperatura y presión, y desarrollar procedimientos estándar de prueba de moldes que pueda utilizar para establecer sus métodos de trabajo diarios.

Asegúrese de que el material plástico del barril es el correcto y de que se ha secado de acuerdo con las normas (si utiliza materias primas diferentes para la prueba y la producción del molde, podría obtener resultados diferentes).
Para evitar que entre plástico en mal estado o materiales extraños en el molde, hay que limpiar bien la tubería de material. El plástico en mal estado y los materiales extraños pueden atascar el molde. Compruebe si la temperatura del tubo de material y la temperatura del molde son adecuadas para las materias primas que está utilizando.
Cambie la presión y el volumen de inyección para que el producto acabado tenga buen aspecto, pero no se precipite, especialmente cuando algunas de las cavidades del molde no estén completamente solidificadas. Piénselo bien antes de cambiar cualquiera de los ajustes de control porque un pequeño cambio en la velocidad de llenado del molde puede provocar un gran cambio en el llenado del molde.

Tenga paciencia y espere a que se estabilicen las condiciones de la máquina y del molde, es decir, de la máquina mediana. También es posible que la máquina tenga que esperar más de 30 minutos. Este tiempo se puede utilizar para comprobar si hay posibles problemas con el producto terminado.

El tiempo de avance del tornillo no debe ser inferior al tiempo de solidificación del plástico de la compuerta, de lo contrario se reducirá el peso del producto acabado y se dañará su rendimiento. Y cuando el molde se calienta, el tiempo de avance del tornillo también debe prolongarse para compactar el producto acabado.

Un ajuste razonable reduce el ciclo total de procesamiento.
Ejecute las condiciones recién ajustadas durante al menos 30 minutos hasta que se estabilicen y, a continuación, produzca de forma continua al menos una docena de muestras de molde completo, marque la fecha y la cantidad en sus envases y colóquelas por separado según la cavidad del molde para comprobar su estabilidad de funcionamiento real y obtener tolerancias de control razonables.
Mida y registre las dimensiones importantes de las muestras continuas (espere a que la muestra se enfríe a temperatura ambiente antes de medirla).
Compruebe las dimensiones de cada muestra de molde y busque: consistencia en las dimensiones del producto. Cualquier dimensión que presente una tendencia al alza o a la baja, lo que indicaría que las condiciones de procesamiento de la máquina siguen cambiando, como un control deficiente de la temperatura o de la presión del aceite. Si el cambio en las dimensiones está dentro del rango de tolerancia.

Si el tamaño del producto acabado no cambia mucho y las condiciones de procesamiento son normales, hay que ver si la calidad del producto acabado de cada cavidad es aceptable y si su tamaño está dentro de la tolerancia permitida. Anote los números de cavidad que sean sistemáticamente mayores o menores que la media para comprobar si el tamaño del molde es correcto.
Registrar los parámetros obtenidos durante la prueba del molde
Registre y analice los datos para ver si es necesario modificar el molde y las condiciones de producción, y como referencia para futuras producciones en serie.

Prolongar el proceso para estabilizar la temperatura de la masa fundida y del aceite hidráulico.
Ajuste las condiciones de la máquina en función del tamaño de todos los productos acabados que sean demasiado grandes o demasiado pequeños. Si el índice de encogimiento es demasiado grande y el producto acabado tiene aspecto de ser corto, también puede utilizarlo como referencia para aumentar el tamaño de la compuerta.

Corrija el tamaño de las cavidades que sean demasiado grandes o demasiado pequeñas. Si el tamaño de la cavidad y de la puerta sigue siendo correcto, intente cambiar las condiciones de la máquina, como la velocidad de llenado, la temperatura del molde y la presión de cada pieza, y compruebe si algunas cavidades se llenan lentamente.

Realice correcciones individuales en función de la coincidencia de los productos acabados de cada cavidad o del desplazamiento del núcleo del molde, y tal vez intente ajustar de nuevo la velocidad de llenado y la temperatura del molde para que sea más uniforme.
Inspeccione y solucione cualquier problema con el moldeo por inyección máquinas, como problemas con la bomba de aceite, la válvula de aceite, el controlador de temperatura, etc., que pueden provocar cambios en las condiciones de procesamiento. Incluso el mejor molde no funcionará bien en una máquina mal mantenida.

Una vez revisados todos los valores registrados, guarde un conjunto de muestras para comprobar y comparar si las muestras corregidas han mejorado. Guarde correctamente todos los registros de la inspección de muestras durante la prueba del molde, incluidas las distintas presiones del ciclo de procesamiento, la temperatura de la masa fundida y del molde, la temperatura del tubo de material, el tiempo de acción de la inyección, el periodo de alimentación del tornillo, etc.
En resumen, guarde todos los datos que le ayudarán a establecer con éxito las mismas condiciones de transformación en el futuro para obtener productos que cumplan las normas de calidad.

Modificación y reparación de moldes
Después de la prueba de molde, el molde debe modificarse de acuerdo con la situación de la prueba de molde. Además, después de que el ingeniero confirme la pieza de plástico, la estructura de la pieza de plástico debe modificarse en consecuencia.
Razones para modificar el moho
Cambios debidos a errores de procesamiento
Los errores de mecanizado se concentran principalmente en la fase inicial del ensayo de moldes nuevos, como los errores de perforación con agua, el pequeño tamaño del material del núcleo del molde, los errores de CNC, los errores de EDM, etc. En el proceso de elaboración, se puede decir que cada paso de elaboración tiene la posibilidad de error.

Algunos errores pueden salvarse modificando el molde, y otros deben rehacerse cambiando el material. Si se cambia el material y se rehace, no se considera una modificación del molde. La necesidad de modificar el molde suele deberse a algunos pequeños errores, como que la nervadura de electroerosión esté un poco desviada, o un poco profunda, que el corte con hilo esté un poco pasado, que el orificio de roscado esté roto, etc.
Cambios irrazonables en el diseño de moldes
En la fase inicial del diseño del molde, dedicará más tiempo al plan y a los resultados. Algunos problemas obvios son más fáciles de encontrar, y algunos problemas oscuros son difíciles de encontrar directamente hasta la prueba del molde o la producción. La mayoría de los problemas se encuentran durante la prueba del molde o la producción, y la retroalimentación se da a la parte de diseño, y luego se hace el plan de modificación.

Por ejemplo, si la compuerta o el canal son demasiado pequeños, el producto no será fácil de inyectar; la posición o el tipo de compuerta no son razonables, lo que provoca problemas de calidad del producto; la columna guía inclinada u otras piezas afectan a la capacidad del robot para tomar el producto; el molde vuelve de forma anormal, etc.
Cambios en el diseño del producto del cliente
La razón más importante para la modificación de moldes son los cambios en el diseño del producto por parte del cliente. Como empresa de moldes, es difícil evaluar este aspecto. Además, no está bajo el control de la empresa de moldes.

Los cambios del molde en esta área pueden ser grandes o pequeños, como añadir o quitar cola localmente, necesitar añadir correderas o tapas inclinadas, o cambiar la superficie de separación, e incluso desechar y rehacer las correderas o los núcleos del molde.
Métodos de modificación del moho
Rediseñar el molde
La mejor forma de resolver el problema es rediseñar el molde. Basándonos en los problemas del molde original, optimizamos y diseñamos la estructura del molde, la superficie de separación, la ubicación de la compuerta, etc. Al mismo tiempo, debemos considerar la selección de los materiales del molde y la optimización del proceso de tratamiento térmico para mejorar la vida útil y la durabilidad del molde.

Por ejemplo, para resolver el problema de un llenado insuficiente de la masa fundida causado por una superficie de separación desigual del molde, podemos rediseñar la superficie de separación para que el llenado de la masa fundida sea más uniforme.
Modificar los parámetros del molde
Cambiar los parámetros del molde es una forma sencilla y rápida de modificar el molde. Ajustando parámetros como el tamaño del molde, la precisión del molde y la rugosidad de la superficie del molde, se puede mejorar la calidad y la eficiencia de producción del producto.

Por ejemplo, ajustando el tamaño y la posición de la compuerta, se puede optimizar el proceso de llenado de la masa fundida y mejorar la calidad del producto; reduciendo la rugosidad de la superficie del molde, se puede reducir el residuo del producto y mejorar la eficiencia de la producción.
Sustituir accesorios de moldes
Cambiar los accesorios del molde es una forma popular y bastante barata de modificar los moldes. En el caso de piezas del molde propensas al desgaste y los fallos, como la cavidad, el núcleo, el manguito de cierre, etc., puede sustituirlas por material fundido o tratamientos superficiales más resistentes al desgaste y la corrosión.

También puede elegir componentes de molde más avanzados en función de sus necesidades reales de producción para mejorar la eficacia de la producción y la calidad del producto. Por ejemplo, si sustituye la cavidad, que se desgasta con facilidad, por un material muy resistente al desgaste, podrá prolongar eficazmente la vida útil del molde.
Razones para reparar el moho
La alta frecuencia de uso del molde provoca desgaste
A medida que aumenta el número de veces que se utiliza el molde, las diferentes partes del molde tendrán diferentes grados de desgaste, lo que provocará problemas como dimensiones de procesamiento del molde inexactas, aumento de la rugosidad de la superficie y disminución de la precisión del molde. En este momento, es necesario reparar el molde para garantizar la precisión de procesamiento y la eficiencia de producción del molde.

Problemas causados por un tratamiento inadecuado de la superficie del molde
El tratamiento de la superficie del molde es un factor importante que afecta a la vida útil y al efecto de uso del molde. Si el revestimiento se cae, la dureza no es suficiente y la superficie es irregular, afectará al efecto de uso del molde.
En respuesta a estos problemas, es necesario reparar el molde, reprocesar la superficie del molde y mejorar la precisión y la vida útil del molde.

Defectos en el propio material del molde
Es raro que el propio material del molde tenga defectos, pero si se produce este problema, incluso después de múltiples ajustes y desgaste, sigue sin poder cumplir los requisitos de procesamiento. Por ejemplo, cuando aparecen grietas, poros y otros problemas en el molde, es necesario repararlo para conseguir un uso normal.
Mal ambiente para el uso del moho
El entorno en el que se utiliza el molde tiene una gran influencia en la vida útil del molde. Por ejemplo, si el molde se utiliza en un entorno húmedo y corrosivo durante mucho tiempo, provocará corrosión y óxido en la superficie del molde, aumentará el riesgo de desgaste y daño del molde, y es necesario reparar el molde en ese momento para garantizar la precisión y la vida útil del molde.

Métodos de reparación del moho
Reparación de superficies
Esmerile la superficie del molde con una amoladora para eliminar el óxido o el revestimiento antiguo. Utilice un chorro de arena para pulverizar un nuevo revestimiento y asegurarse de que el grosor del revestimiento es uniforme. Realice el esmerilado y pulido final para que la superficie del molde quede lisa.
Reparación de agujeros
Localice los agujeros y las zonas dañadas que necesitan reparación. Utilice un taladro o una fresadora para fijar los orificios de modo que el tamaño y la forma de los mismos se ajusten a los requisitos del diseño. Esmerile y pula los orificios fijados para que queden lisos y planos.

Reparación del núcleo del molde
En primer lugar, desmonte el núcleo del molde, compruebe la parte dañada y calcule el área de reparación. Utilizar una máquina de electroerosión para soldar y reparar el núcleo del molde, prestando atención al control del área y la posición de la reparación. Realice el esmerilado y pulido final para que la superficie del núcleo del molde quede lisa.
Moldes de inyección de plástico Mantenimiento
Como el molde trabaja a alta temperatura y alta presión y está mucho tiempo en contacto con el aire, es fácil que se oxide. Por lo tanto, el molde necesita un buen mantenimiento. Cuando no se utiliza, es necesario aplicarle aceite antioxidante y mantequilla.

Además, debido a que el acero del molde tiene una larga vida útil y la estructura del molde no está bien diseñada, algunas estructuras finas de acero o pernos eyectores pueden agrietarse y romperse, y necesitan ser mantenidos y reparados constantemente en el mantenimiento posterior. A continuación se describen los principales métodos de mantenimiento de moldes.
Asegúrese de utilizar el molde en un lugar seco y alejado de la humedad.Si el ambiente es húmedo, la superficie del molde es propensa a oxidarse, lo que reducirá la calidad de la superficie y afectará a la vida útil del molde. Por lo tanto, cuando almacene el molde, elija un lugar seco y ventilado, y utilice materiales a prueba de humedad para su protección.

Limpie regularmente la superficie del moho
Al utilizar el molde, se cubrirá de pintura, aceite y otras cosas, lo que afectará al efecto de uso. Por lo tanto, la superficie del molde debe limpiarse regularmente con detergente para garantizar que su superficie sea lisa y evitar defectos que afecten a la calidad.

Utilice el molde correctamente
El molde se ha diseñado y fabricado en determinadas condiciones de uso, por lo que debe prestarse especial atención al utilizarlo. Evite utilizar una fuerza excesiva durante la operación y respete los procedimientos de operación para garantizar que el molde no se dañe durante un uso prolongado. Problemas de calidad como.

Lubricación y mantenimiento frecuentes
El molde tiene que funcionar bien con las piezas móviles cuando lo utilices. Por eso, debes engrasar a menudo las piezas móviles del molde para evitar que se atasquen o se atasquen por el desgaste cuando lo utilices.

Preste atención al método de almacenamiento
Si guardas el molde durante mucho tiempo, no querrás que se estropee. Por eso, cuando lo guardes, deberás colocarlo sobre una superficie plana y utilizar algo que lo sostenga para que no se estropee.

Conclusión
El plástico fundido se transforma en plástico fundido durante la moldeo por inyección ciclo, completando el moldeo final en forma de resina plástica . La fabricación de moldes de inyección es un proceso muy complicado.

Tiene muchos pasos. Desde el diseño del molde hasta el mecanizado CNC, el rectificado de precisión, el mecanizado por descarga eléctrica, el montaje y la depuración, todos los aspectos deben garantizar la precisión y la eficacia de la fabricación. Sólo mediante una inspección y unas pruebas estrictas se puede garantizar la calidad y el rendimiento de los moldes de inyección.







