 Ir al contenido
Ir al contenido 

La principal diferencia entre el moldeo por inyección y el moldeo por extrusión es que el moldeo por inyección es un moldeo altamente restrictivo mediante molde de inyección, y la extrusión es un moldeo semirrestrictivo mediante matriz de extrusión.

Diferencia entre extrusión y moldeo por inyección
Fluidez del material
Moldeo por inyección a medidag requiere una gran fluidez del material, especialmente para productos de paredes finas y productos de gran tamaño.
La extrusión tiene unos requisitos de flujo de material menos estrictos porque la extrusión de plástico es abierta y no tiene la enorme resistencia de la inversión de la matriz.

Resistencia a la fusión
El moldeo por inyección se moldea en una matriz, y existen limitaciones geométricas de la composición de la matriz, por lo que el requisito de resistencia de la masa fundida no es elevado.
Aunque también existe la limitación geométrica de la matriz de boca, el moldeo por extrusión de plástico no está completamente curado después de la salida de la matriz, y en este estado libre, no puede ser bien formado debido a la baja resistencia de la masa fundida, como el hilado.
Además, el método de extrusión suele ir acompañado de un posterior moldeo por procesamiento en estado libre, como el termoformado, el moldeo por soplado hueco, en estos procesos, a menudo hay diferentes grados de estiramiento de la masa fundida, si la resistencia de la masa fundida es baja, es fácil de atravesar.
Por lo tanto, el moldeo por inyección no suele requerir una elevada resistencia de la masa fundida, mientras que el método de extrusión sí suele ser necesario.
Ampliación de la salida
El moldeo por inyección no suele tener requisitos estrictos en cuanto a la expansión de salida.
La expansión de salida del moldeo por extrusión es difícil de manejar. Por lo tanto, el control de la viscoelasticidad de los materiales de moldeo por inyección y extrusión también será diferente.
Hay muchas formas de moldear plásticos, como el moldeo por inyección, el moldeo por soplado, la extrusión y el moldeo en blíster, pero, en principio, todos estos procesos de moldeo de plásticos pasan por tres etapas básicas: fusión (etapa de plastificación), flujo (etapa de moldeo) y curado (etapa de enfriamiento).
Estos métodos tienen sus objetivos y ventajas, y ambos son valiosos para fabricantes de piezas de plástico. Aquí explicaremos principalmente la diferencia entre el moldeo por extrusión y el moldeo por inyección.
¿Cuál es la diferencia entre estos dos procesos?
El método de fundición a presión es la base del proceso de moldeo por inyección. La unidad de moldeo por inyección consta de dos elementos: la unidad de sujeción y la unidad de inyección. A diferencia de la extrusión, el moldeo por inyección forma piezas tridimensionales.
Conceptos básicos de extrusión y moldeo por inyección En pocas palabras, el proceso de extrusión es necesario para crear formas bidimensionales lineales continuas. El moldeo por inyección produce formas tridimensionales que no permanecen constantes en una línea paralela.
A. Diferentes herramientas
1. Moldeo por inyección: La herramienta principal es la máquina de moldeo por inyección.
2. Moldeo por extrusión: La herramienta principal es una extrusora sin caucho.
B. El proceso es diferente
1. Moldeo por inyección: El plástico se plastifica en el barril calentado de una máquina de moldeo por inyección y luego se inyecta mediante un émbolo o un tornillo alternativo en la cavidad de un molde cerrado para formar un producto.
2. Moldeo por extrusión: El moldeo por extrusión es un método de transformación de plásticos en el que el plástico fundido se hace pasar a través de un molde para crear un perfil.
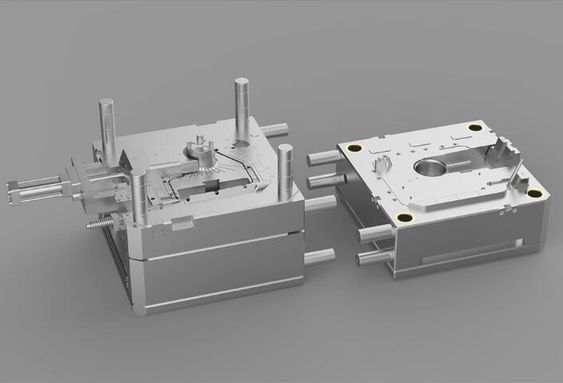
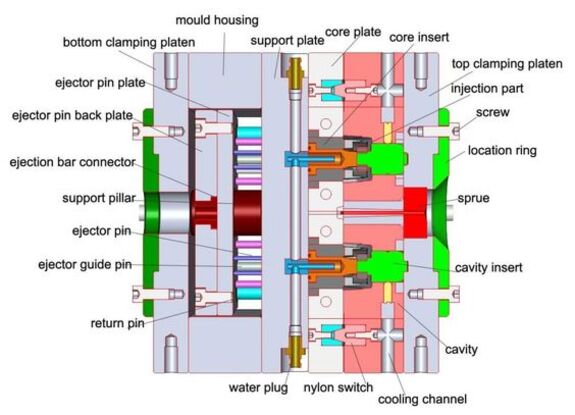
¿Qué es el moldeo por inyección?
El moldeo por inyección es un proceso en el que la resina plástica se introduce en la tolva, que luego libera los gránulos de plástico de la sección de alimentación a la sección de compresión, donde se crea el calor de fricción y el plástico en forma fundida de una máquina de inyección se empuja a un molde mediante un émbolo o tornillo y se enfría para obtener un producto.
El plástico se plastifica en el barril calentado de la máquina de moldeo por inyección y luego se inyecta mediante el émbolo o el tornillo alternativo en la cavidad del molde cerrado para formar el producto.
Este método es capaz de procesar productos con la forma deseada, dimensiones precisas o insertos, y es altamente productivo. La mayoría de los termoplásticos y algunos plásticos termoestables (como los plásticos fenólicos) pueden procesarse con este método.
El material utilizado para el moldeo por inyección normalmente debe tener un buen flujo para llenar la cavidad del molde y obtener el producto.
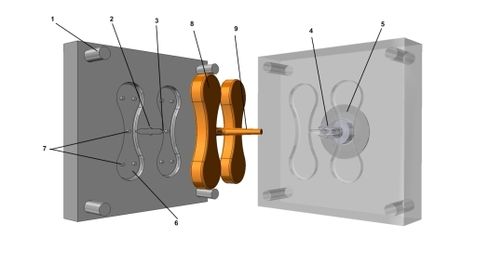
¿En qué consiste el proceso de moldeo por inyección?
El proceso de moldeo por inyección se basa en el principio de fundir plástico sólido a un determinado punto de fusión, inyectarlo en la estructura del molde a una determinada velocidad mediante la presión de la máquina de inyección y, a continuación, enfriar el plástico en la vía de agua para obtener un producto con la misma cavidad que el molde diseñado.
Se utiliza principalmente para el moldeo de plásticos termoplásticos, pero también puede utilizarse para termoestables fabricación de moldes de plástico. El proceso completo de moldeo por inyección incluye la preparación antes del moldeo, el proceso de inyección y el postprocesado de los productos plásticos.
1. Preparación antes del moldeo
Para hacer fabricación de moldes de inyección de plástico y garantizar la calidad de los productos, es necesario realizar una serie de preparativos, como el pretratamiento de la materia prima, la limpieza del barril, el precalentamiento del inserto y la selección de un agente desmoldeante, antes de la producción en continuo. producción de inyección de plástico proceso.
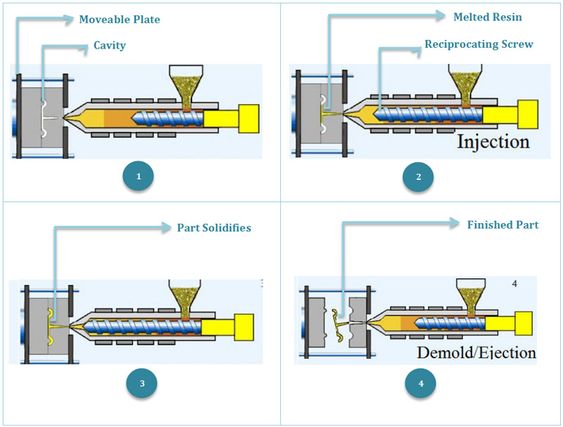
2. Proceso de inyección
El proceso de inyección consiste generalmente en: adición de material - plastificación - inyección - enfriamiento - desmoldeo.
3. Cargando
Desde servicio de moldeo por inyección de plástico es un proceso intermitente, es necesario añadir material de forma cuantitativa (volumen constante) para garantizar un funcionamiento estable, una plastificación uniforme y, finalmente, obtener una alta calidad. fabricación de piezas de plástico.
4. Plastificación
El material de moldeo se calienta, se compacta y se mezcla en el barril de la máquina de moldeo por inyección para pasar de ser un polvo suelto o un sólido granular a una masa fundida homogeneizada continua.
5. Inyección
El émbolo o tornillo, partiendo de la posición de dosificación en el barril, aplica alta presión a través del cilindro de inyección y el pistón y hace pasar la masa fundida de plástico plastificado a través de la boquilla situada en la parte delantera del barril y la boquilla del molde.
En fabricación de moldes de inyección de plástico proceso de inyección de la masa fundida plastificada a través de la boquilla situada en la parte delantera del barril y el sistema de vertido en el molde en la cavidad del molde cerrado rápidamente. La unidad de inyección puede subdividirse en tres etapas: llenado por flujo, retención y contracción por presión y reflujo.
6. Refrigeración
Cuando el plástico del sistema de vertido está congelado, ya no es necesario mantener la presión, por lo que se puede volver a colocar el émbolo o el tornillo para descargar el plástico del barril.
Por lo tanto, el émbolo o el tornillo se pueden volver a colocar, se puede eliminar la presión de la masa fundida de plástico en el barril y se puede añadir nuevo material. Al mismo tiempo, se pueden introducir en el molde medios de refrigeración como agua, aceite o aire para enfriar aún más el molde. El proceso de enfriamiento comienza cuando la masa fundida de plástico se inyecta en la cavidad, lo que incluye el período desde el llenado del molde y el moldeado a presión hasta el momento previo al desmoldeo.
7. Desmoldeo
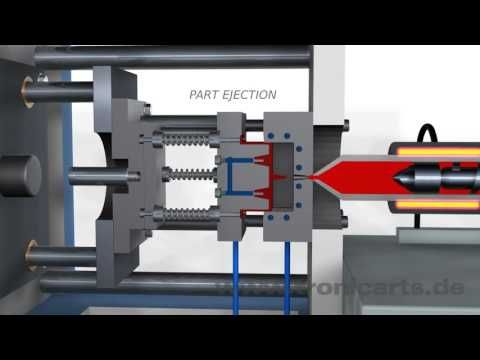
La pieza de plástico se enfría a cierta temperatura para abrir el molde, y la pieza de plástico se empuja fuera del molde bajo la acción del mecanismo de empuje.
8. Post-tratamiento de los productos
A. Recocido: para eliminar la tensión residual;
B. Humidificación: para estabilizar el color, el rendimiento y el tamaño de la pieza moldeada.
¿Qué es el moldeo por extrusión?
El moldeo por extrusión también se conoce como extrusión en el procesamiento de plásticos, en el procesamiento de extrusión sin caucho utilizando la presión de la prensa hidráulica en la propia matriz de extrusión se denomina prensado.
Se trata de un método de procesamiento en el que el material fundido se termoplastifica por la acción entre el barril de la extrusora y el tornillo mientras es empujado hacia delante por el tornillo, y se empuja continuamente a través del cabezal para crear secciones transversales complejas y diversos productos o semiproductos transversales.
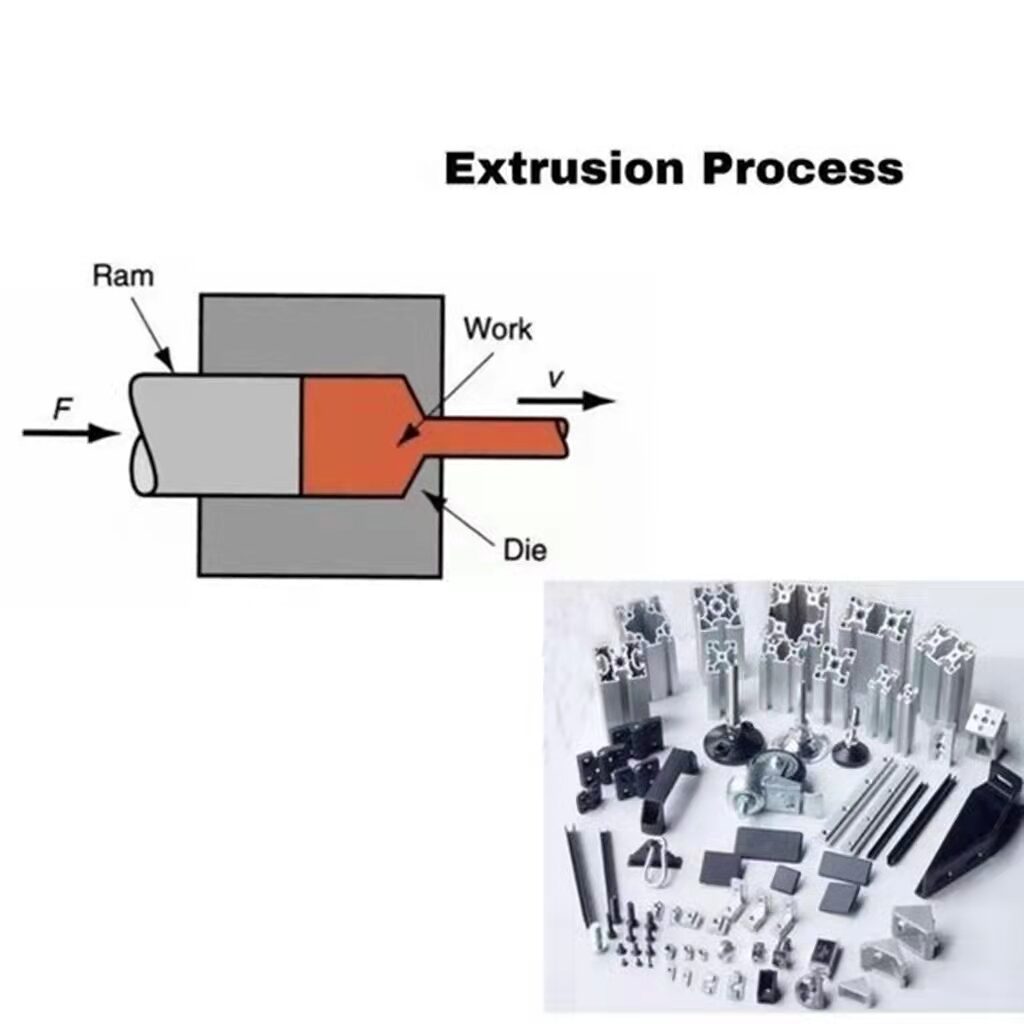
El moldeo por extrusión es un método de moldeo en el que un material polimérico es forzado a través de una matriz con una sección transversal compleja constante mediante la extrusión de un tornillo o un émbolo bajo presión.
El proceso El motor de la máquina, una máquina de extrusión, hace girar un tornillo que alimenta plástico fundido a través de un calentador. El proceso de extrusión incluye principalmente la adición de material plástico fundido, la fusión y plastificación, la extrusión, el moldeado y el enfriamiento.

El proceso de extrusión puede dividirse en dos etapas
La primera etapa consiste en plastificar el plástico sólido y hacerlo pasar bajo presión a través de una matriz de forma especial para convertirlo en un cuerpo continuo con una sección transversal similar a la forma deseada de la matriz;
La segunda etapa consiste en hacer que el continuo extruido pierda su plasticidad y se vuelva sólido mediante un método adecuado, es decir, obtener el producto deseado.

Clasificación del moldeo por extrusión
El proceso de extrusión puede dividirse en seco y húmedo según la forma de plastificar los plásticos.
La plastificación del proceso en seco se realiza calentando el plástico hasta fundirlo, la plastificación y la presurización pueden realizarse en el mismo equipo, y el proceso de conformado es sólo un simple enfriamiento.
La plastificación del proceso húmedo se realiza ablandando el plástico con disolvente, por lo que la plastificación y la presurización tienen que dividirse en dos procesos separados, y el proceso de conformado tiene que realizarse con una eliminación del disolvente y una recuperación del disolvente más problemáticas.
Aunque la extrusión húmeda presenta ventajas en términos de plastificación homogénea y de evitar el sobrecalentamiento del plástico, se limita a la extrusión de nitrocelulosa y de unos pocos plásticos de acetato de celulosa debido a los inconvenientes mencionados.







