 Ir al contenido
Ir al contenido 

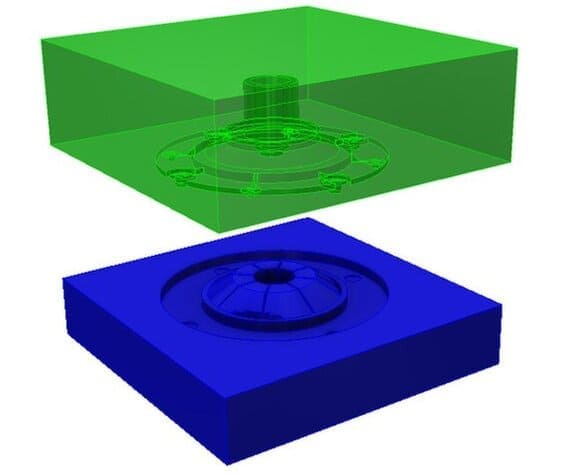
El núcleo y la cavidad son las dos mitades del molde donde el material plástico fundido caliente se inyecta en el núcleo y cavidad y el hueco entre el núcleo y la cavidad se rellena con el material fundido caliente durante moldeo por inyección proceso y, a continuación, se endurece para darle la forma definitiva.
El diseño del núcleo y la cavidad del molde es fundamental para el correcto moldeo del producto. El núcleo es la parte elevada del molde y la cavidad es la parte empotrada del molde.
La cavidad y el núcleo de un moldeo por inyección de plástico máquina de un molde de inyección son las piezas de moldeo del molde y desempeñan un papel clave en la forma de la pieza moldeada.
En el caso de algunos moldes complejos, las cavidades o los núcleos a menudo se insertan, es decir, una parte de ellos se retira de la cavidad o el núcleo para formar una estructura de inserción, que es similar a la descomposición de cavidades y núcleos.

Otras palabras para núcleo y cavidad en moldeo por inyección
El molde macho, es decir, el molde trasero, también se denomina molde convexo superior (normalmente la placa del núcleo del molde con un pasador eyector), y el molde hembra, es decir, el molde delantero, también se denomina molde cóncavo.
Un conjunto de moldes de inyección se divide en moldes superiores e inferiores, dependiendo de cómo se instalen los moldes, algunos moldes superiores se denominan moldes convexos cuando son convexos, y los moldes inferiores se denominan moldes cóncavos cuando son cóncavos.
Algunos se denominan troqueles convexos cuando el troquel superior es cóncavo y el inferior cóncavo; otros se denominan troqueles convexos cuando el troquel superior es cóncavo y el inferior convexo.
Así que de todos modos, el molde convexo se llama molde convexo cerrado, y el molde cóncavo se llama molde cóncavo.

Cómo distinguir el núcleo y la cavidad del molde
Distinguir según la forma
Los moldes se diseñan como moldes de dos placas o de tres placas, en función del tipo de componente que se vaya a fabricar. El molde de dos placas requiere un solo día en la luz, mientras que el molde de tres placas requiere dos días.
Observe directamente la forma cóncava y convexa del molde. En general, la forma de la cóncava es la cavidad (no hay pasadores de expulsión), por lo general, la convexa es el núcleo (hay un pasador de placa de expulsión).
Las cavidades y núcleos de moldes de inyección generalmente se denominan moldes cóncavos y convexos, donde los núcleos y las cavidades pueden estar en el medio molde fijo o en el molde dinámico.
En otras palabras, la cavidad y el núcleo pueden estar en el molde fijo, la placa de cavidades y el núcleo pueden estar en el molde dinámico, y el núcleo del molde dinámico es el núcleo del modelo dinámico, y el núcleo del molde fijo es el núcleo del modelo fijo.
Según la composición de la estructura a distinguir
La cavidad es la parte de trabajo de la superficie exterior de la pieza de plástico moldeada, según su estructura, puede dividirse en dos categorías: integral y combinada.
La cavidad y el núcleo son la parte de formación del producto del molde, la cavidad, y el núcleo se fija en las placas A y B respectivamente, y la parte en el medio del núcleo y la cavidad se inyecta en el producto después de que el molde se cierra.

Tipos de cavidades y núcleos de molde
Según su estructura, las cavidades y los núcleos de los moldes pueden dividirse en dos tipos: de tipo integral y de tipo combinado.
Tipo integral
Este tipo de cavidad está hecha de una pieza entera de material metálico, como el molde de tiro recto. Se caracteriza por una estructura simple, alta resistencia, buena rigidez, no es fácil a la deformación, y no hay rastro de costura en las partes componentes de plástico.
Tipo de combinación
Cuando la forma de las piezas de plástico es más compleja, se suele utilizar la cavidad de tipo combinado para mejorar la procesabilidad, reducir la deformación por tratamiento térmico y ahorrar acero de calidad. Hay más formas estructurales de cavidades combinadas.
Para moldes grandes y complejos, se procesan las cuatro paredes laterales y el fondo, tratamiento térmico, esmerilado, pulido, y se prensan en el manguito del molde, las cuatro paredes se conectan en forma de pestillos, para que las juntas interiores sean herméticas.

En el exterior de la junta se debe dejar un espacio de 0,3 ~ 0,4 mm, en las cuatro esquinas de las partes incrustadas del radio de la esquina R debe ser mayor que el radio de la esquina del manguito del molde.
El conjunto incrustado se utiliza comúnmente en el molde de múltiples cavidades o dar forma a piezas de plástico más complejas, tales como engranajes de plástico, todo el inserto se utiliza comúnmente en la extrusión en frío, electroformado o procesamiento mecánico, y otros métodos de procesamiento, y luego incrustado, no sólo es fácil de procesar, y puede ahorrar acero de alta calidad.

Cálculo de la cavidad del molde de inyección y del tamaño del núcleo
Cálculo del tamaño de la cavidad
Cálculo del tamaño de la cavidad del molde de inyecciónmayor tolerancia para tomar valores negativos.
En el cálculo del tamaño de la cavidad, la selección de la tasa de contracción del plástico a menudo no es fácil de elegir con mucha precisión, el tamaño debe ser seleccionado más pequeño, dejando tanto espacio, o un molde grande será desechado.
A = (A1 + A1Q - 0,75Z) + K
A - tamaño de la cavidad (extremo grande)
A1 - la correspondiente dimensión superior de la pieza
Q - índice de contracción
Z - tolerancia de la pieza
K - pieza moldeada

Cálculo del tamaño del núcleo
Cálculo del tamaño del núcleo, teniendo en cuenta que el tamaño se reduce tras el uso y el desgaste, la tolerancia se toma como valor positivo.
En el cálculo del tamaño del núcleo, debe seleccionarse un tamaño mayor, dejando un margen de reducción, para corregir.
B=(B1+B1Q+0,75Z)-K
B - tamaño del núcleo (extremo pequeño)
B1 - el correspondiente tamaño límite inferior de la pieza
Q - índice de contracción
Z - tolerancia de la pieza
K - pieza moldeada
Cálculo de las dimensiones de la cavidad y la profundidad del núcleo de los moldes de inyección
Cálculo de las dimensiones de la profundidad de la cavidad
En el cálculo del tamaño de la profundidad de la cavidad, el tamaño debe seleccionarse más pequeño, dejando espacio para la profundización, para ajustar la profundidad del molde.
C = (C1 + C1Q - 0,75Z) + K
C - el tamaño real de la profundidad de la cavidad
C1 - la correspondiente dimensión superior de la pieza
Q - índice de contracción
Z - tolerancia de la pieza
K - pieza moldeada
Cálculo de la altura del núcleo
Al calcular la altura del núcleo, debe elegirse un tamaño mayor para dejar espacio al acortamiento para ajustar la longitud del núcleo.
D=(D1+D1Q+0,75Z)-K
D - el tamaño real de la altura del núcleo
D1 - el correspondiente tamaño límite inferior de la pieza
Q - índice de contracción
Z - tolerancia de la pieza
K - pieza moldeada

Selección de las cavidades del molde y del acero del núcleo
Según el tipo de moldeo por inyección de plástico, la forma del producto, la precisión dimensional, la calidad del aspecto del producto y los requisitos de uso, la cantidad, teniendo en cuenta el corte, el pulido, la soldadura, el grabado, la deformación, la resistencia al desgaste y otras propiedades de los materiales plásticos, al tiempo que se tienen en cuenta la economía y las condiciones de fabricación del molde y los métodos de procesamiento, a fin de elegir distintos tipos de acero.
Para el moldeo de productos de plástico transparente molde
Se requiere que la cavidad y el núcleo elijan un alto rendimiento de pulido espejo de acero de molde importado de alto grado, como 718 (clase P20 + Ni), NAK80 (clase P21), S136 (clase 420), acero de clase H13, etc., de los cuales 718, NAK80 para el estado preendurecido, sin tratamiento térmico; S136 y acero de clase H13 son de estado recocido.
La dureza es generalmente HB160-200. La dureza de S136 es generalmente HRC40-50, y la dureza de H13 es generalmente HRC45-55 (puede determinarse según el grado específico).
Peal para los requisitos de calidad del aspecto del producto
Larga vida, la producción en masa de moldes, la cavidad del molde y las piezas con la selección de acero del molde de la siguiente manera.
a) Las cavidades necesitan utilizar acero importado de alta calidad con alto rendimiento de pulido espejo, como 718 (clase P20 + Ni), NAK80 (clase P21), etc., están en estado preendurecido, no necesitan tratamiento térmico.
b) Los núcleos pueden ser de acero P20 o P20+Ni importado de baja calidad, como 618, 738, 2738, 638, 718, etc., todos en estado preendurecido; para moldes con pequeñas cantidades de producción, también se puede utilizar acero para moldes de plástico nacional o S50C, S55C y otros aceros al carbono importados de alta calidad.

Para la apariencia de los requisitos de calidad del producto del molde general
Las cavidades del molde y las piezas de acero del molde se seleccionan del siguiente modo.
a) En el acero importado de calidad media tipo P20 o P20 + Ni se utilizan cavidades y núcleos de molde pequeños y de precisión.
b) Moldes medianos y grandes, los plástico moldeado por inyección sin requisitos especiales para el acero, la cavidad puede elegir acero de clase P20 importado de baja calidad o P20 + Ni; el núcleo puede elegir acero de clase P20 importado de baja calidad o acero al carbono importado de alta calidad S50C, S55C, etc., también puede elegir acero nacional para moldes de plástico.
c) Para las cavidades grabadas, cuando se graba el patrón de pera se debe tratar de evitar el uso de P20 + Ni clase 2738 (738) grado.







