 Ir al contenido
Ir al contenido 

Los productos de plástico son artículos muy comunes en nuestras vidas y nos prestan mucha ayuda. Desde pequeños vasos de plástico y botellas de plástico hasta grandes aparatos, son innumerables los productos de plástico que nos rodean.
Pero hablemos realmente de cómo se fabrican estos productos de plástico, creo que la mayoría de la gente no puede decir nada, ahora vamos a entender brevemente cómo se fabrican los productos de plástico.
Existen siete métodos habituales de fabricación de productos de plástico.

Moldeo por compresión
Es un método para conseguir la forma deseada poniendo resina en un molde, calentándola y comprimiéndola. Se utiliza para fabricar productos de plástico con resina termoendurecible, como nuestros habituales cuencos, platos, tapas, etc.
1.Principio de compresión fabricación de moldes proceso
El moldeo por compresión también se denomina moldeo o prensado. El método de moldeo consiste en introducir polvo de plástico, gránulos, migas o plástico fibroso en la cavidad del molde a la temperatura de moldeo y, a continuación, cerrar el molde y prensarlo para moldearlo y solidificarlo hasta obtener los productos de plástico deseados.
2. Características del moldeo por compresión
a. El plástico sólido se añade directamente a la cavidad.
b. La presión de la prensa se transfiere directamente al plástico a través del molde convexo.
c. El molde está completamente cerrado en el momento del moldeo final.
3. Ventajas del moldeo por compresión
a. Sin sistema de vertido, menor consumo de material.
b. El equipo utilizado es una prensa general.
c. Moldes simples, que pueden prensar productos de plástico con superficies planas más grandes o utilizar moldes de varias cavidades para prensar varios productos a la vez.
d. Es ventajoso para moldear plásticos con poca fluidez y fibra como relleno.
4. Desventajas del moldeo por compresión
a. Larga duración del ciclo de producción y baja eficiencia.
b. No es fácil prensar productos de plástico con formas complejas y grandes diferencias de grosor de pared.
c. No es fácil obtener productos de plástico con elevados requisitos de precisión dimensional.
d. No puede prensar productos de plástico con insertos finos y fáciles de romper.
5. Ámbito de aplicación del moldeo por compresión
Plásticos fenólicos, aminoplásticos, plásticos de poliéster insaturado, poliimida, etc., de los cuales los plásticos fenólicos y los aminoplásticos son los más utilizados.

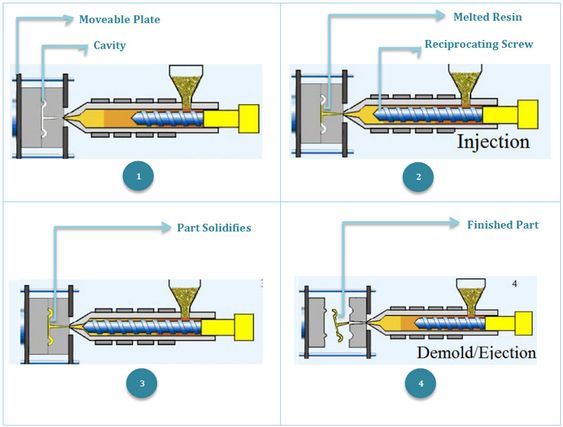
Moldeo por inyección
Se trata de un método de moldeo que consiste en inyectar y prensar plástico fundido de una máquina de inyección en un molde.
Es adecuado para fabricar productos de plástico relativamente grandes(Un método similar conocido reacción moldeo por inyección (RIM) se utiliza para fabricar productos de plástico de gran tamaño y poca cantidad), como envases precintados, bidones y otros recipientes, y también se pueden fabricar CD y DVD utilizando sistemas especiales de moldeo por inyección máquinas.
1. Principio del moldeo por inyección de plásticos
Moldeo por inyección de plástico también se conoce como moldeo por inyección, que es un método de moldeo por inyección y moldeo.
A una temperatura determinada, el material plástico se funde completamente mediante mezclado con tornillo, se inyecta en la cavidad del molde con alta presión y se cura por enfriamiento para obtener los productos moldeados.
Este método es adecuado para la producción en serie de piezas de formas complejas y es uno de los métodos importantes del proceso de fabricación.

2. Ventajas de moldeo por inyección
a. Dado que la plastificación de la masa fundida y el modelado de flujo del material moldeado se llevan a cabo en el barril y la cavidad del molde respectivamente, el molde puede estar siempre en un estado en el que la masa fundida se condensa o reticula y cura rápidamente, lo que favorece el acortamiento del ciclo de moldeo.
b. La masa fundida se inyecta en el molde sólo después de que el molde está bloqueado, y la masa fundida con buena fluidez tiene poco desgaste en la cavidad del molde, por lo que un conjunto de moldes puede producir grandes cantidades de productos moldeados por inyección.
c. A menudo, un operador puede gestionar dos o más moldeo por inyección máquinas, especialmente cuando las piezas moldeadas se pueden descargar automáticamente, y se pueden gestionar más máquinas, por lo que la mano de obra necesaria es relativamente baja.
d. La totalidad moldeo por inyección proceso, como el cierre del molde, la adición de material, la plastificación, la inyección, la apertura del molde y el desmoldeo, se completa con la acción del moldeo por inyección, lo que hace que el proceso de inyección sea fácil de automatizar por completo y realizar el control del programa.
e. Debido a la alta presión durante el moldeo, es posible moldear piezas de plástico con formas complejas, patrones y marcas superficiales nítidos y gran precisión dimensional.
f. Se puede moldear más de un material por coinyección, y se pueden moldear eficazmente materiales con piel dura y corazón espumoso, y plásticos termoestables y reforzados con fibra.
g. Dado que el moldeo puede realizarse con moldes de precisión y sistema hidráulico de precisión, y con el uso de control por microordenador, es posible obtener productos de alta precisión, y la tolerancia de volumen puede alcanzar 1μm.
h. Alta eficiencia de producción, un conjunto de moldes puede contener docenas o incluso cientos de cavidades, por lo que se pueden moldear docenas o incluso cientos de piezas de plástico en un solo moldeo.
i. Las piezas moldeadas sólo necesitan una pequeña cantidad de recorte para ser utilizadas, y la chatarra producida durante el proceso de moldeo puede ser reutilizada, por lo tanto, hay poco desperdicio de materias primas durante el proceso de moldeo. moldeo por inyección.
3. Desventajas del moldeo por inyección
a. El aparato clave de moldeo por inyección es el molde, pero el ciclo de diseño, fabricación y prueba del molde es largo. Por lo general, es necesario prototipos de plástico a medida función de verificación antes de fabricación del molde de inyección para evitar la pérdida de tiempo y dinero que suponen los grandes cambios posteriores.
b. Debido a la limitación de las condiciones de refrigeración, es difícil moldear piezas de plástico de paredes gruesas con grandes variaciones.
c. Debido a los elevados costes de producción de ambos moldeo por inyección máquina y molde de inyecciónLa inversión inicial es elevada, por lo que no es adecuada para la producción de piezas de plástico en lotes pequeños.
d. La calidad de los productos moldeados está limitada por muchos factores, por lo que es más difícil dominar los elevados requisitos técnicos.
Calandrado
Este método de producción es similar a la forma en que normalmente estiramos la masa con un rodillo, en la que la resina se coloca entre rodillos calientes y se estira con varios rodillos hasta alcanzar un grosor predeterminado para dar la forma deseada.
Es adecuada para la fabricación de productos planos anchos, como películas, láminas, etc.
1. Principio de calandrado
En el proceso de calandrado, el material es exprimido y cizallado varias veces por la fuerza de cizallamiento producida entre los rodillos para aumentar la plasticidad y extenderse en productos finos basados en una mayor plastificación.
La acción de extrusión y cizallamiento de los rodillos sobre el plástico cambia la macroestructura y la forma molecular del material, y plastifica y extiende el plástico con la cooperación de la temperatura.
El resultado de los rodillos es una capa más fina de material, mientras que la extensión aumenta la anchura y la longitud de la capa.
2. Ventajas del calandrado
a. Gran capacidad de procesamiento, rápida velocidad de producción, buena calidad del producto y producción continua. La capacidad anual de procesamiento de una calandra de cuatro rodillos de φ700×1800mm puede alcanzar de 5000 toneladas a l0000 toneladas.
b. El grosor del producto calandrado es uniforme, la tolerancia de grosor puede controlarse dentro de 10%, y la superficie es lisa. Si se combina con el desmotado o la impresión, también puede obtenerse directamente con diversos patrones de productos.
c. El grado de automatización de la producción de calandrias es alto, y la avanzada conexión de calandrias sólo necesita 1 ó 2 personas para funcionar.
3.Desventajas del calandrado
a. Equipos grandes, inversión elevada y mantenimiento complicado.
b. La anchura del producto está limitada por la longitud de los rodillos de calandrado, etc.
c. Larga línea de producción y muchos procesos. Por lo tanto, no es tan rápida como la tecnología de moldeo por extrusión en la producción de lámina continua.
d. Fuerte especialización de los equipos y difícil ajuste de los productos.
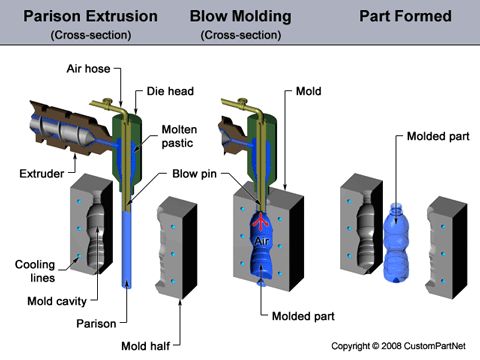
Moldeo por soplado en hueco
Se trata de un tipo de tubo blando todavía extruido por el molde se intercala en el medio, el aire superior se infla, y luego moldeado de acuerdo con el molde. Es adecuado para la fabricación de diversas botellas, botellas de spray, etc.
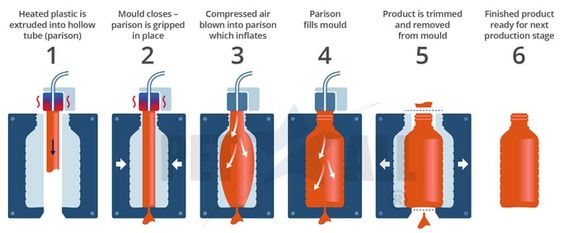
1.Principio del moldeo por soplado hueco
La materia prima en estado fundido se extruye o inyecta para formar piezas tubulares de plástico, que entran en un molde con una forma específica, y las piezas en el molde se inflan soplando un determinado volumen de aire comprimido.
Después de soplar el aire en el molde, éste se expandirá, lo que hará que se apriete al molde, y se completará el moldeo inicial del producto.
Este proceso, en términos técnicos, hace que el polímero se deforme rápidamente cerca de la temperatura de transición vítrea, y continúe en este estado.
El siguiente paso es el enfriamiento, que hace que los productos moldeados se saquen del molde. El proceso de enfriamiento consiste en enfriar los productos por debajo de la temperatura de transición vítrea o de cristalización en poco tiempo después de moldearlos, o en congelar los productos moldeados.
2. Ventajas del moldeo por soplado hueco
a. La ventaja del moldeo por vacío es que no necesita un juego completo de moldes, sólo un molde convexo o cóncavo, estructura de molde simple, bajos costes de fabricación.
b. La estructura de las piezas de plástico es clara, nítida y detallada, y se pueden formar piezas de plástico grandes, de paredes finas y poco profundas, y también se puede observar el proceso de formación de las piezas de plástico.
3. Desventajas del moldeo por soplado hueco
a. Fácil de hacer que el espesor de pared de la pieza de plástico no es uniforme, especialmente las partes convexas y cóncavas en el molde, el espesor de pared de la parte correspondiente de la pieza de plástico es el más delgado.
b. La esquina de la estructura de la pieza de plástico para el ángulo agudo, en el moldeo de piezas de plástico son fáciles de aparecer arrugas.
c. Las rayas de estiramiento y enfriamiento suelen aparecer en el lateral de la pieza;
d. La presión diferencial generada por el moldeo por vacío es muy pequeña (normalmente 0,07-0,09MPa), por lo que no puede moldear piezas de paredes gruesas y cavidades profundas.
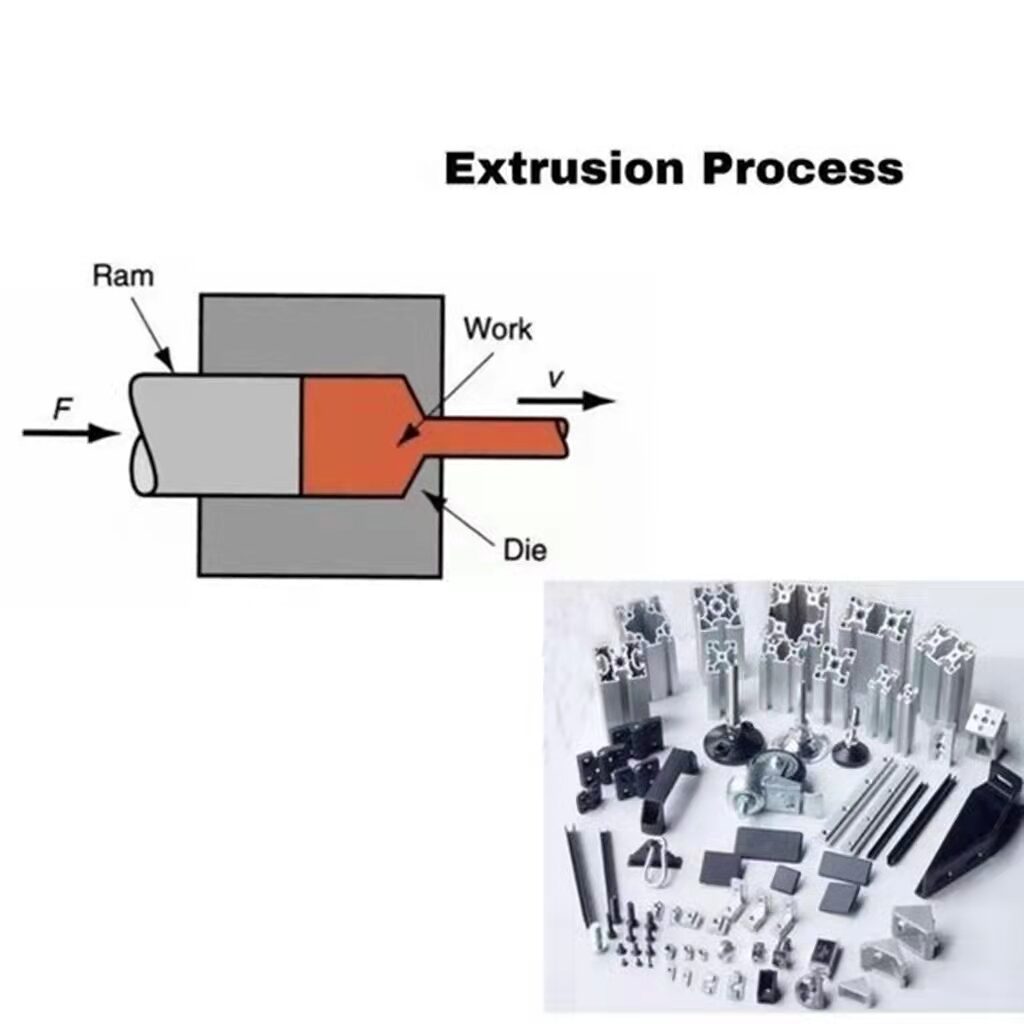
Moldeo por extrusión
En este método, la resina se introduce en el equipo de producción, como una picadora de carne, y se calienta mientras la resina es transportada hacia delante por un tornillo giratorio.
La resina sale por la boquilla, se funde y se extruye al mismo tiempo que se le da forma. Es adecuada para fabricar productos como tuberías.
1.Principio de moldeo por extrusión
El moldeo por extrusión también se conoce como extrusión en el procesamiento de plásticos. En el proceso de extrusión sin caucho, la extrusión se presiona mediante presión hidráulica en la propia matriz.
Se trata de un método de transformación en el que el material se termoplastifica por la acción entre el barril de la extrusora y el tornillo mientras es empujado hacia delante por el tornillo y pasa continuamente por el cabezal para fabricar diversos productos o semiproductos de sección transversal.

2. Ventajas del moldeo por extrusión
En comparación con otros métodos de moldeo de polímeros, el moldeo por extrusión presenta una serie de ventajas excepcionales.
a. Producción continua Se pueden fabricar tubos, láminas, varillas, perfiles, películas, cables y monofilamentos de cualquier longitud según las necesidades.
b. Alta eficiencia de producción La producción de una sola máquina de la extrusora es alta, como una unidad de extrusión con 65 mm de diámetro, la producción de película de PVC, la producción anual puede ser más de 450t.
c. Amplia gama de aplicaciones Este método de procesamiento es ampliamente utilizado en el procesamiento de caucho, plástico y fibra, especialmente productos de plástico, casi la mayoría de los plásticos termoplásticos y algunos plásticos termoestables pueden ser procesados por este método.
d. Multiuso Una extrusora puede procesar muchos tipos de materiales y productos. Cambiando diferentes tornillos y cabezales según las características de los materiales y la forma y tamaño de los productos, se pueden fabricar productos diferentes.
e. Equipamiento sencillo, menor inversión En comparación con moldeo por inyección y calandrado, el equipo de extrusión es sencillo, más fácil de fabricar, los costes del equipo son más bajos y la instalación y puesta en marcha más cómodas. El equipo cubre un área pequeña, y los requisitos para la planta y las instalaciones de apoyo son relativamente simples.
3. Desventajas del moldeo por extrusión
a. La densidad generada por el proceso de extrusión es pobre.
b. La combinación de funda y núcleo del equipo es deficiente.
Moldeo por vacío
El moldeo por vacío es un método que consiste en calentar una lámina o placa prefabricada mediante calandrado o moldeo por extrusión para ablandarla, absorber el aire del molde y prensarla en éste bajo presión atmosférica.
Se utiliza para fabricar recipientes relativamente finos, como fiambreras y bandejas.
1. Principio del moldeo de blíster al vacío
El principio del moldeo por vacío es que la lámina de resina termoplástica, que se calienta y ablanda mediante un dispositivo de calentamiento adecuado, se aplica al modelo con muchos agujeros pequeños perforados para la atracción de vacío, y luego su exterior se sella del aire circundante, y luego el aire dentro de la cavidad del molde se elimina rápidamente del orificio de extracción de vacío.

2. Ventajas del moldeo por succión al vacío
a. Baja inversión en equipos
b. Moldes fáciles de hacer (molde de yeso, molde de cobre, molde de aluminio)
c. Alta eficiencia de producción.
d. Fuerte adaptabilidad de la especificación del producto. Con el método de formación al vacío, podemos fabricar varios productos de tamaño extra grande, extra pequeño, extra grueso y extra fino.
e. Amplia gama de productos de primera necesidad, juguetes, papelería, medicamentos, ferretería, electrónica, alimentación, etc.
3. Desventajas del moldeo de blíster al vacío
a. El moldeo en blíster al vacío sólo puede producir productos de tipo media concha con estructura simple
b. El grosor de la pared de los productos debe ser más uniforme, y no se pueden fabricar productos de plástico con diferentes grosores de pared.
c. La profundidad de los productos de moldeo por succión al vacío está limitada hasta cierto punto, en general, la relación profundidad/diámetro del recipiente no excede.
d. La precisión de moldeo de las piezas es pobre, y el error relativo es generalmente superior a 1%.
e. No sólo es difícil conseguir la consistencia de forma o tamaño entre diferentes piezas mediante moldeo por succión al vacío, sino que también es difícil asegurar la uniformidad del espesor de pared de cada parte de la misma pieza.
f. Algunos detalles del molde no se reflejan totalmente en el producto durante el proceso de moldeo por succión al vacío.

Moldeo rotacional
El moldeo rotacional, también conocido como moldeo por rotación, moldeo rotacional, moldeo rotativo, etc., es un método de moldeo hueco termoplástico.
Este método consiste en añadir primero el material plástico en el molde, después el molde gira continuamente a lo largo de los dos ejes verticales y hace que se caliente. El material plástico del interior del molde se recubre y funde de forma gradual y uniforme y se adhiere a toda la superficie de la cavidad del molde bajo la acción de la gravedad y el calor, formando la forma deseada, y a continuación se enfría y se da forma al producto.
1. Principio del moldeo rotacional
Se añade resina al molde, se cierra el molde, se calienta y, al mismo tiempo, el molde se hace girar/rodar en tres dimensiones utilizando dos ejes que se cruzan en ángulo recto para girar ininterrumpidamente.
La resina se esparce uniformemente en la cavidad interior del molde por su propia gravedad y se funde gradualmente hasta que la resina está completamente fundida y adherida uniformemente a la pared interior de la cavidad del molde, entonces se detiene el calentamiento y se transfiere al proceso de enfriamiento, y el producto se enfría y solidifica y desmolda para obtener el producto hueco sin costuras deseado.

2. Ventajas del moldeo rotacional
a. El coste del molde de rotomoldeo es bajo. Para productos del mismo tamaño, el coste del molde de rotomoldeo es aproximadamente de 1/3 a 1/4 del coste del moldeo por soplado y moldeo por inyecciónque es adecuado para moldear productos de plástico de gran tamaño.
b. Adecuado para la producción de productos plásticos multiespecie y de lotes pequeños.
Equipo de moldeo rotacional tiene buena movilidad, una máquina de moldeo rotacional, puede instalar un molde grande, pero también puede organizar una serie de pequeños juego de ajedrez.
No sólo puede moldear piezas de diferentes tamaños, sino que también puede moldear simultáneamente productos de diferentes tamaños y formas. Siempre que las materias primas utilizadas en los productos rotomoldeados sean las mismas y el grosor de los productos sea igual, pueden rotomoldearse al mismo tiempo, y los moldes no están sujetos a fuerzas externas, por lo que los moldes son sencillos, baratos y fáciles de fabricar.
c. El molde también es relativamente mucho más barato, porque no tiene unos núcleos internos que haya que fabricar.
d. El moldeo rotacional es muy fácil de cambiar el color de los productos, cada vez que el material se añade directamente en el molde, lo que hace que todo el material en los productos, y después de que los productos se sacan del molde, a continuación, el siguiente moldeo se añade el material necesario.
Por lo tanto, cuando necesitemos cambiar el color del producto, no desperdiciaremos ninguna gota de materia prima, y no tendremos que dedicar tiempo a limpiar la máquina y el molde.
e. Adecuado para moldear todo tipo de piezas huecas complejas, el proceso de rotomoldeo sólo requiere la fuerza del bastidor para soportar el material, el peso del molde y el propio bastidor, y para evitar la fuga de material para cerrar la fuerza del molde.
Por lo tanto, aunque se rotomoldeen piezas de plástico grandes y muy grandes, no es necesario utilizar equipos y moldes muy voluminosos, y el procesamiento y la fabricación de moldes es muy cómodo, con un ciclo de fabricación corto y un coste relativamente bajo.
f. El proceso de rotomoldeo ahorra materias primas El grosor de la pared de los productos rotomoldeados es relativamente uniforme y ligeramente más grueso en el chaflán, por lo que puede aprovechar al máximo la eficacia del material, lo que favorece el ahorro de materias primas.
g. La forma de los productos de rotomoldeo puede ser muy compleja, y el grosor puede superar los 5 mm.

3. Desventajas del rotomoldeo
a. El coste de las materias primas es relativamente elevado. Dado que la mayoría de las materias primas plásticas son granulares, deben molerse hasta convertirlas en polvo antes de poder utilizarlas para el rotomoldeo.
El proceso de molienda aumenta enormemente el coste de las materias primas, y la calidad de la molienda es uno de los factores más importantes en el proceso de rotomoldeo.
b. Las materias primas adecuadas para el rotomoldeo son limitadas. Aunque tras años de desarrollo, los tipos de materias primas plásticas aptas para el rotomoldeo siguen siendo limitados, y el polietileno representa más del 90% de los materiales utilizados en rotomoldeo.
c. Baja eficiencia de producción y alto consumo de energía. Debido a que el moldeo de cada producto debe ser moldeado y el polvo de resina se calienta a la temperatura de fusión de la resina, y luego se enfría a temperatura ambiente, por lo que todo el ciclo de producción es largo, por lo general tarda varios minutos.
d. Alta intensidad de mano de obra de producción. En el proceso de rotomoldeo, el proceso de carga y desmoldeo suele requerir una operación manual, por lo que la intensidad de mano de obra es elevada. Esto es especialmente cierto en el caso de productos complejos.
e. Productos sólidos, las piezas sólidas son difíciles de formar. El moldeo rotacional normalmente sólo puede producir productos huecos o de concha, sólo a través de la espuma, todo el producto puede hacerse sólido. El moldeo rotacional también es difícil de moldear pestañas sólidas y estructuras de refuerzo utilizadas para aumentar la resistencia del producto.
f. Poca precisión dimensional. El tamaño de los productos rotomoldeados, además del impacto de las variedades de materias primas, sino también por la velocidad de enfriamiento, agentes de liberación y otros factores, por lo que su precisión de tamaño es más difícil de controlar.







