 Ir al contenido
Ir al contenido 

El proceso de moldeo por inyección de precisión de plásticos ofrece muchas ventajas sobre el proceso estándar fabricación de moldes de inyección de plástico piezas de plástico.
Es preciso, rápido y relativamente fácil de controlar. Sin embargo, para aprovechar estas ventajas, es importante diseñar moldes de inyección de precisión y utilizando máquinas de moldeo por inyección de precisión.
El primer paso es crear un prototipo de la pieza deseada. Esto ayudará a garantizar que las dimensiones son exactas y que el molde encajará correctamente.
Una vez aprobado el prototipo, el siguiente paso es crear el molde propiamente dicho. Esto suele hacerse mediante un programa de diseño asistido por ordenador. Este software genera un modelo 3D del molde que puede utilizarse para crear el molde real. molde de inyección.
Una vez creado el molde, puede utilizarse para la máquina de moldeo por inyección de precisión fabricación de piezas de plástico moldeadas por inyección.

Con el rápido desarrollo de la electrónica, las telecomunicaciones, la medicina, la automoción y otras industrias, los requisitos de alta precisión y alto rendimiento de piezas moldeadas por inyección aumentan día a día.
Moldeo por inyección de precisión requiere que el pieza moldeada por inyección no sólo debe tener una gran precisión dimensional, una baja deformación por alabeo, sino también excelentes propiedades ópticas, etc.
Moldeo por inyección es uno de los más importantes moldeo de plástico métodos. Cómo mejorar el nivel de moldeo por inyección tecnología, fabricar productos de plástico de alta precisión y crear productos de alto valor añadido, el diseño del molde es un eslabón importante.

Entre las consideraciones especiales para el diseño del moldeo por inyección de precisión se incluyen las siguientes
1) Para obtener el producto con la tolerancia dimensional deseada, considere la tolerancia dimensional del molde y la superficie del molde adecuadas.
2)Para evitar la fluctuación de la contracción de moldeo.
3) Para evitar la deformación del molde.
4)Para evitar la deformación del molde.
5)Minimizar el error de fabricación del molde.
6) Para evitar fluctuaciones en la precisión del molde.
7) Mantener la precisión del molde.

1.Dimensiones y tolerancias correctas del molde
1) La correlación entre la precisión dimensional del producto y la precisión dimensional del molde
Dibujar el plano del producto, considerar el diseño del molde, fabricación de moldes y fabricación de moldes proceso.
En primer lugar, puede buscar el tamaño del dibujo del molde a partir del tamaño del dibujo del producto. El tamaño real del molde se obtiene mediante fabricación del molde con este tamaño de dibujo del molde. Con este molde, podemos obtener el producto moldeado y obtener el tamaño real del producto. El problema es cómo obtener el tamaño real dentro de la tolerancia del dibujo.

2) Índice de contracción adecuado
Como ya se ha mencionado, incluso en la misma resina con el mismo pigmento, el índice de contracción varía en función de las condiciones de moldeo.
En el moldeo de precisión, el grado de variación de la contracción debe ser pequeño, y no debe haber diferencia entre la contracción prevista y la real en la mitad de lo posible.
La tasa de contracción real se estima principalmente cotejando la tasa de contracción real de productos similares en el pasado, y la tasa de contracción real también se obtiene del molde experimental, y luego se corrige y se diseña para fabricar el molde de producción.
Sin embargo, es casi imposible estimar correctamente la tasa de contracción, y es inevitable que el molde se corrija después del moldeo de prueba. Como resultado, el tamaño de la parte cóncava aumentará y el tamaño de la parte convexa disminuirá.
Por lo tanto, el índice de contracción debe ajustarse a un valor pequeño para la parte cóncava y a un valor grande para la parte convexa. Cuando el diámetro exterior de la rueda dentada aumenta, no puede engranarse, pero cuando disminuye, sólo aumenta la distancia entre los dientes, por lo que el índice de contracción debe ajustarse a un valor pequeño.

2.Prevención de las fluctuaciones de la contracción de moldeo
Moldeo por inyección de precisión se basa en la premisa de que el molde puede fabricarse al tamaño deseado.
Sin embargo, aunque el tamaño del molde sea seguro, el tamaño real del producto varía en función de la contracción real. Por tanto, en moldeo por inyección de precisiónEl control de la contracción es muy importante. La tasa de contracción se rige por la idoneidad del diseño del molde y varía en función del lote de resina, y si se cambia el pigmento, la tasa de contracción también varía.
El control de la contracción es difícil debido a las diferentes máquinas de moldeo, el ajuste de las condiciones de moldeo, la reproducibilidad y las fluctuaciones en la acción de cada ciclo de moldeo, que producen fluctuaciones en la tasa de contracción real, etc.

1) Principales factores que afectan al índice de contracción
El tamaño del molde puede obtenerse sumando la tasa de contracción al tamaño del producto, por lo que es necesario tener en cuenta los principales factores de la tasa de contracción en el diseño del molde.
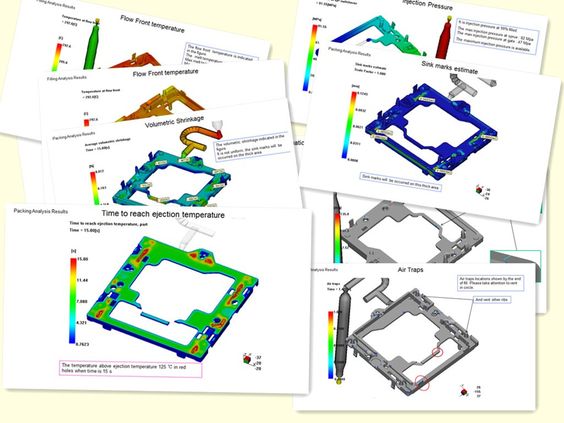
Los principales factores que afectan a la tasa de contracción del moldeo son
(1) Presión de la resina plástica
(2) Temperatura del material plástico.
(3) Temperatura del molde.
(4) Superficie de la sección transversal de la puerta.
(5) Tiempo de inyección.
(6) tiempo de enfriamiento.
(7) Espesor de la pared del producto.
(8) Material de refuerzo que contiene pot.
(9) Direccionalidad.
(10) Velocidad de inyección.
Estos efectos varían en función de la variación de la resina y de las condiciones de moldeo.

(1) Presión de la resina
La presión de la resina influye mucho en el índice de contracción. Si la presión de la resina es grande, el índice de contracción se reduce y el tamaño del producto es mayor.
Incluso en la misma cavidad del molde, la presión de la resina varía en función de la forma del producto, por lo que el índice de contracción varía.
En el caso de moldes con varias cavidades, la presión de la resina en cada cavidad es fácil que produzca diferencias, y como resultado, la tasa de contracción de cada cavidad no es la misma.
(2) Temperatura del molde
Tanto si se trata de una resina no cristalina como de una resina cristalina, si la temperatura del molde es alta, el índice de contracción será mayor. El moldeo de precisión debe mantener la temperatura del molde a una temperatura específica. En el diseño del molde, debemos prestar atención al diseño del circuito de refrigeración.
(3) Sección transversal de la puerta
En términos generales, el índice de contracción cambia cuando se modifica el área de la sección transversal de la compuerta. El índice de contracción disminuye a medida que aumenta el tamaño de la compuerta, lo que está relacionado con la fluidez de la resina.

(4) Espesor de la pared del producto
El grosor de la pared del producto también afecta al rendimiento. Para las resinas no cristalinas, como la resina tiene diferente tendencia a afectar a la tasa de contracción del espesor de la pared, el espesor de la pared es grande, la tasa de contracción es también grande, y viceversa, la tasa de contracción se hace más pequeño.
En el caso de las resinas cristalinas, es importante que el grosor de la pared sea uniforme. En el caso de moldes con varias cavidades, si hay diferencias en el grosor de la pared de la cavidad del molde, la tasa de contracción también será diferente.
(5) Contenido de material de refuerzo
Cuando se utiliza resina reforzada con fibra de vidrio, cuanta más fibra de vidrio se añade, menor es la tasa de contracción, la tasa de contracción en la dirección de flujo es menor que la tasa de contracción transversal, de acuerdo con la resina su diferencia es mayor, con el fin de evitar la torsión volando alabeo, debe considerar la forma de la puerta volando posición de la boca de aleta y el número de puertas.
(6) Orientación
Aunque existen grandes diferencias en la orientación, la hay para todas las resinas. La orientación de las resinas cristalinas es especialmente grande y varía debido al grosor de las paredes y a las condiciones de moldeo.
Además, se produce una contracción posterior al moldeo. Los principales factores que afectan a la contracción posterior al moldeo son
a. alivio interno del estrés
b. cristalización
c. temperatura
d. humedad

2) Medidas que pueden adoptarse
(1) Canal de flujo y balance de compuertas
Como se ha mencionado anteriormente, la tasa de contracción varía debido a la presión de la resina. En el caso de moldes de una sola cavidad con varias compuertas y moldes de varias cavidades, es necesario equilibrar las compuertas para llenar el molde por igual.
El flujo de resina está relacionado con la resistencia al flujo en el canal, por lo que es mejor tomar el balance del canal antes de tomar el balance de la compuerta.
(2) Disposición de la cavidad del molde
Para facilitar el establecimiento de las condiciones de moldeo, es necesario prestar atención a la disposición de la cavidad. Dado que la resina fundida se tropicalizará en el molde, la distribución de la temperatura del molde será de círculos concéntricos centrados en la compuerta en el caso de la disposición general de la cavidad.
Por lo tanto, al elegir la disposición de la cavidad del molde multicavidad, es fácil tomar el equilibrio del canal de flujo y también tomar la disposición de retorno concéntrico centrado en la compuerta.

(3) Diseño de circuitos de refrigeración para moldeo por inyección de precisión
Como se mencionó anteriormente, la temperatura del molde tiene una gran influencia en la tasa de contracción, al mismo tiempo, la diferencia de temperatura de cada cavidad del molde de múltiples cavidades es difícil de evitar debido a los diferentes cambios de temperatura en el tiempo, por lo que es necesario prestar atención al diseño del circuito de refrigeración.
Desde el punto de vista de la eficiencia del intercambio de calor, el flujo de refrigerante debe ser turbulento, y el circuito de refrigeración debe configurarse preferentemente como una serie de tipo de placa plegada.
En el diseño del circuito, la cavidad y el núcleo deben aportar un calor diferente, y la resistencia térmica también varía en función de la estructura del circuito, y la temperatura del agua de entrada en la cavidad y el núcleo produce una gran diferencia.
Por lo tanto, el circuito de refrigeración de moldes de precisión se diseña por separado para las cavidades y los núcleos, y el control de la temperatura se lleva a cabo mediante reguladores de temperatura independientes.
3.Prevención de la deformación por moldeo
La distorsión del moldeo se produce porque hay tensión interna bajo una contracción desigual, por lo que es necesario evitar la contracción desigual.
(1) Número de puertas
En el caso de un producto redondo con un agujero en el centro del engranaje, debe colocarse una compuerta en el centro. Sin embargo, cuando hay una gran diferencia de contracción entre la dirección de flujo de la resina y la dirección vertical, hay una desventaja de la forma ovalada. Sin embargo, es necesario prestar suficiente atención al equilibrio de cada compuerta.
Si se utilizan compuertas laterales, las compuertas de 3 puntos aumentarán el diámetro interior de los productos cilíndricos. En el caso de que no se permitan marcas de compuerta en las superficies exteriores y de los extremos, se pueden obtener buenos resultados utilizando compuertas uniformes multipunto menos interiores.
(2) Forma y posición de la puerta
Es necesario elegir una forma de compuerta adecuada en función de la forma del producto. La figura muestra la influencia de la forma y la posición de la compuerta en la deformación.

4. Prevención de la deformación causada por el desmoldeo
Los productos de precisión suelen ser pequeños, el grosor de la pared del producto es fino y algunos de ellos tienen muchos tendones finos. Hay que tener en cuenta el diseño del juego de ajedrez para que los productos no se deformen y puedan soltarse correctamente.
Para resinas con baja contracción, cuando la presión de moldeo es alta, es necesario prestar atención a los productos que tienden a quedarse en la cavidad del molde. Cuando se moldean engranajes con resinas de baja contracción, lo mejor es diseñar la cavidad del engranaje en el lado del expulsor del molde.
Al utilizar pasadores eyectores, debe prestarse atención al número de pasadores sin deformación y a la posición de la presión eyectora. En el caso de los engranajes perforados, se requieren pasadores de núcleo en el lado del expulsor de la placa perforada para facilitar la expulsión paralela durante la expulsión.
Para los productos angulares, es posible utilizar una plantilla perforada para la expulsión, que evita la deformación.
Generalmente, la inclinación de la matriz de expulsión es pequeña para los productos de precisión. Con el fin de reducir la fuerza de expulsión, pero la necesidad de reflejar el procesamiento, la dirección de molienda debe ser la dirección de extracción de la matriz. Es necesario establecer fácil de moler núcleos de trozos de acuerdo con la dirección de extracción del molde.
5. Mínimo error en la fabricación del molde
(1) Construcción adecuada del molde en función del método de transformación deseado
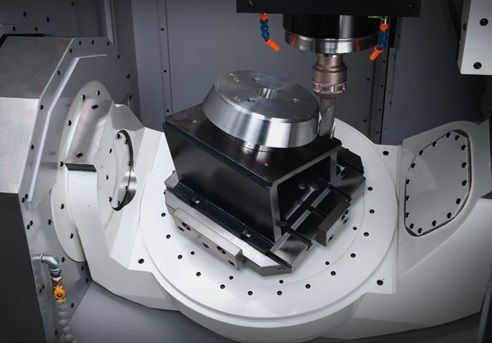
Para obtener el tamaño del producto con la precisión requerida, es necesario disponer del tamaño de molde adecuado, y el molde debe mecanizarse con una precisión extremadamente alta y está limitado por la maquinaria de acabado.
Para mantener la precisión del molde, es necesario que tenga una alta resistencia al desgaste, para lo cual es necesario el endurecimiento. La precisión de los moldes endurecidos puede ser de 0,01 mm con rectificadoras y máquinas de electroerosión.
Cuando se utiliza la máquina de electroerosión por hilo tong die procesamiento, debe tenerse en cuenta que el desgaste del extremo del electrodo se hace más grande. La cavidad para los engranajes y la máquina de electroerosión por hilo debe ser diseñado tanto como sea posible para ser capaz de ir a través de la estructura de procesamiento.
Desde el punto de vista de evitar la deformación por rectificado y acortar el tiempo de procesamiento, debe seleccionarse el acero con menos deformación por temple, y la forma debe diseñarse para una menor deformación por temple. Cuando la forma es compleja, el enfriamiento del fuego de temple no es fácil de ser uniforme, y es fácil que se produzca deformación de temple.

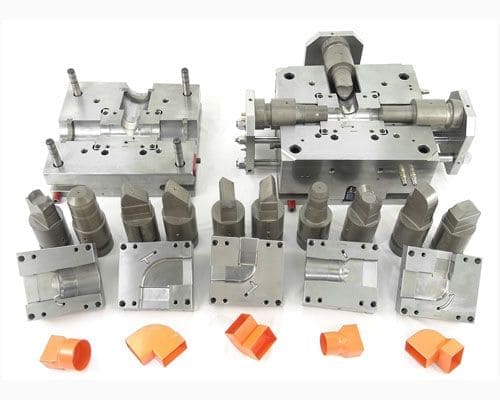
(2) Troquel tipo partido total
Para procesar las piezas templadas con mayor precisión, se utilizan rectificadoras. Por lo tanto, es necesario utilizar insertos para formar un molde de tipo partido. Este molde tiene las siguientes características:
(1) Es capaz de utilizar el material de molde de dureza adecuada porque se puede seleccionar el material apropiado.
(2) Es posible utilizar materiales para moldes con alta resistencia a la corrosión y al desgaste.
(3) Es fácil establecer las condiciones de tratamiento térmico porque se puede tratar térmicamente por separado.
(4) Es posible utilizar materiales de molde con buen acabado de espejo y fácil operación de acabado de espejo, por lo que es posible mejorar el acabado de espejo.
(5) Dado que es fácil rectificar en la dirección de embutición, es ventajoso utilizar un molde con una pendiente de embutición pequeña.
(6) Debido al endurecimiento, puede extender el tiempo de mantenimiento de la precisión del molde y la vida del molde es larga.
(7)Es fácil colocar el escape en cualquier posición, por lo que es fácil llenar el molde.
(8)Fácil de moler y procesar.
(9)Puede mejorar la precisión de las piezas del molde, por lo que puede mejorar la precisión de los productos.
(10)Es posible fabricar cavidades y núcleos dentro de pequeñas tolerancias, por lo que la intercambiabilidad de piezas es alta y el mantenimiento es fácil.
(11)Alta eficiencia de procesamiento debido al procesamiento de molienda como parte principal.
(12) El número de componentes del molde es grande, y la precisión de mecanizado de cada pieza debe mejorarse en gran medida.
(13)Limitado a métodos de mecanizado específicos
(14)Adopción de un endurecimiento completo
(3) Puntos a tener en cuenta en el diseño del molde de tipo partido total
La precisión de la relación y la precisión de cada pieza deben determinarse mediante la operación inversa de la precisión del producto que se va a fabricar.
Debido a que cuanto mayor sea el número de divisiones, mayor será el error del producto, más para mejorar la precisión de procesamiento, por lo que el número de divisiones que se fije en un mínimo.
Por lo general, está prohibido establecer líneas de separación en la superficie del producto, que no sólo es desagradable en apariencia, sino que también se convertirá en un obstáculo en la función. Si hay una línea de separación en el lugar donde se genera la tensión, a menudo causa daños debido a la concentración de tensiones.
Debido a que la molienda es fácil de obtener piezas de tamaño uniforme, se debe dividir en formas que se pueden procesar con abrasivos.
Las piezas frágiles y rompibles deben dividirse en otras fácilmente reemplazables, y debe considerarse una aleación de alta resistencia al desgaste.
Además, debe tenerse en cuenta la facilidad de montaje y desmontaje. Cada parte de la cavidad y el núcleo debe montarse con un mecanismo que pueda recuperar la precisión de forma fácil y correcta, y si se montan por separado en la base, la cavidad y el núcleo deben ser concéntricos. En caso de utilizar pasadores de montaje, los orificios de los pasadores deben estar correctamente conectados a tierra.

6. Prevención de errores en la precisión del molde
Para garantizar el posicionamiento de las piezas deslizantes en cada ciclo, es necesario evitar la fluctuación de la precisión del molde. Para mantener la exactitud de las partes deslizantes, éstas deben ser rectificadas. La parte deslizante del núcleo lateral debe posicionarse y retirarse, y cuando el tamaño del núcleo lateral es grande, la parte central puede tener una ranura guía estrecha.
7. Mantenimiento de la precisión del molde
(1) Asegurarse de que el centro de la cavidad y el núcleo coinciden
Para cerrar siempre correctamente el molde, éste debe estar diseñado de forma que las dos placas puedan colocarse correctamente.

(2) Prevención de la deformación del molde
Para evitar la deformación del molde causada por la presión de la resina en la cavidad, la resistencia del utillaje debe ser lo suficientemente grande.
A menudo se añaden pilares en el centro de la placa central, y se utiliza acero de alta resistencia para el material de los pasadores, y los pasadores que se doblan con facilidad se sitúan cerca de la compuerta, y también se reduce la presión del flujo de resina que actúa sobre los pasadores.
(3) Prevenir el envejecimiento
Molde para enfriar y revenir el tratamiento, si hay austenita residual, se producen cambios de envejecimiento, lo que resulta en cambios en la precisión dimensional del molde, por lo que a continuación, hacer que la temperatura de descomposición de austenita residual revenido, y los niños a utilizar el tratamiento en frío.
Para evitar cambios debidos al desgaste, es necesario aumentar la dureza, y también debe considerarse el uso de calidades de acero con cambios dimensionales mínimos debidos al temple y revenido.
En comparación con el corte con herramienta, el rectificado requiere minimizar la cantidad de rectificado para acortar el tiempo de procesamiento debido a la escasa eficacia del procesamiento. Deben seleccionarse tanto la forma de la pieza que debe ajustarse para reducir la deformación por temple como el material que puede reducir la deformación.







