 Ir al contenido
Ir al contenido 
Servicios de impresión 3D Multi Jet Fusion (MJF)
Descubra nuestros servicios profesionales de impresión 3D Multi Jet Fusion (MJF) para obtener piezas resistentes y detalladas con plazos de entrega rápidos.

Recursos para La guía completa de la impresión 3D por fusión multichorro (MJF)
¿Qué es la impresión 3D por fusión multichorro (MJF)?
Multi Jet Fusion (MJF) es una tecnología de fabricación aditiva industrial de alta velocidad desarrollada e introducida por HP (Hewlett-Packard). Pertenece al fusión de lechos de polvo de procesos de impresión 3D. En esencia, la MJF construye prototipos funcionales y piezas de producción de uso final a partir de un polvo termoplástico granular, capa a capa, con un nivel de velocidad, detalle y calidad de las piezas que la posiciona como una tecnología líder tanto para la creación rápida de prototipos como para la producción en serie.
A diferencia de otros métodos de fusión de lecho de polvo que utilizan un único láser para trazar y sinterizar la geometría de una pieza (como el SLS), la MJF emplea un proceso único que abarca toda la superficie. Utiliza una matriz de inyección de tinta para aplicar selectivamente agentes químicos en toda la superficie del lecho de polvo en una sola pasada. Esta diferencia fundamental es la clave de su excepcional velocidad y productividad, que permite la producción de piezas robustas y de alta calidad a un coste por pieza inferior en comparación con muchas alternativas.
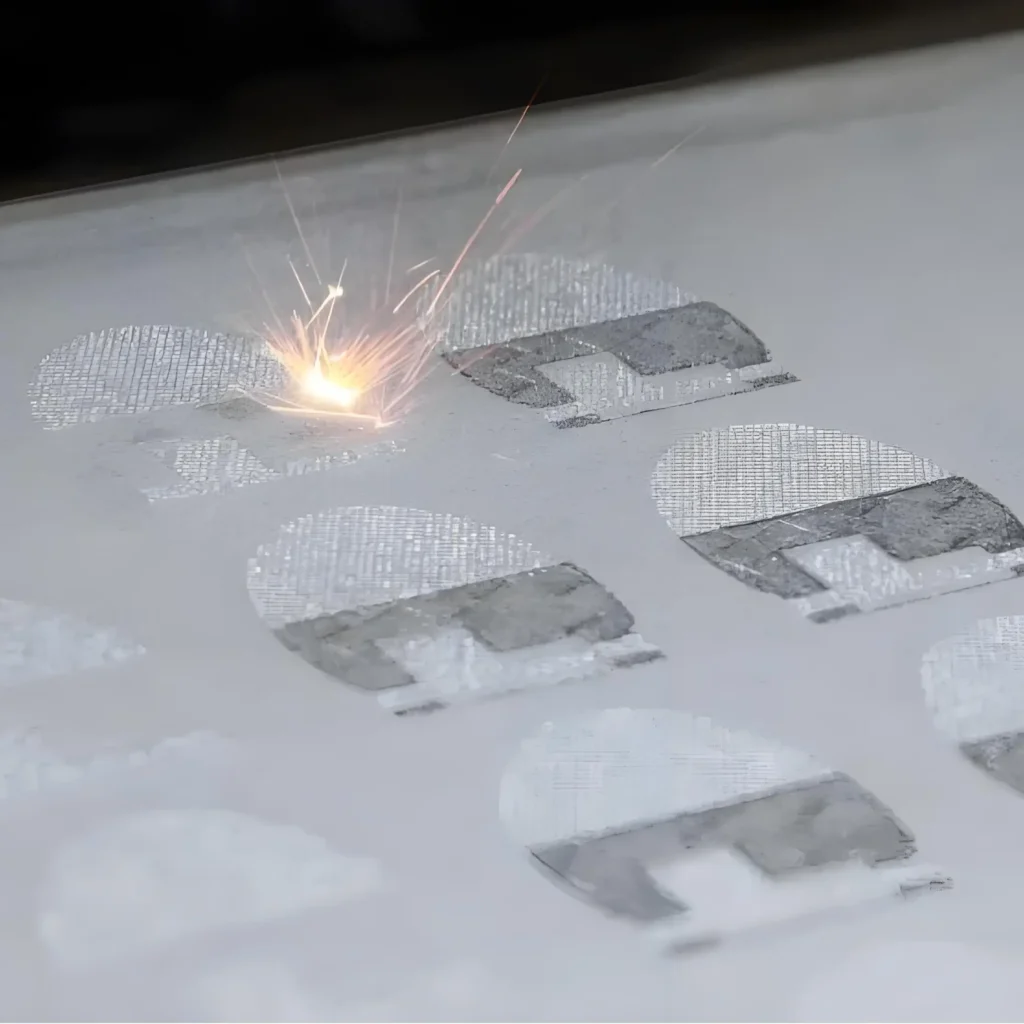
1. El principio básico: Fusión del lecho de polvo con un agente de detallado:
La innovación de MJF reside en el uso de dos agentes líquidos principales: un agente de fusión y un agente de detallado.
- Agente de fusión: Se trata de una tinta negra termoconductora. Se inyecta con precisión en las zonas del lecho de polvo que van a convertirse en la pieza sólida. Cuando se aplica energía infrarroja, este agente absorbe el calor, haciendo que las partículas de polvo subyacentes se fundan y se fusionen.
- Agente detallista: Este agente se inyecta a chorro alrededor del contorno exterior de la pieza. Su función principal es inhibir la fusión. Actúa como aislante térmico, impidiendo que se funda el polvo en el límite de la pieza. Esto crea una transición térmica brusca entre las zonas fundidas y no fundidas, lo que da como resultado bordes nítidos, una definición fina de las características y un acabado superficial más suave de lo que sería posible de otro modo.
Este sistema de doble agente proporciona a MJF un control a nivel de vóxel sobre las propiedades de la pieza, lo que constituye una piedra angular del potencial de la tecnología para futuros desarrollos de materiales y propiedades.
2. Cómo destaca MJF en el panorama de la fabricación aditiva:
La MJF no es simplemente una mejora incremental de las tecnologías existentes, sino que representa un cambio de paradigma en la impresión 3D basada en polvo. Tiende un puente entre la libertad de diseño de la impresión 3D y la eficiencia de fabricación necesaria para la producción.
- Para la creación de prototipos: Ofrece la posibilidad de crear prototipos muy funcionales y duraderos que imitan fielmente las propiedades mecánicas de las piezas finales moldeadas por inyección.
- Para producción: Su rapidez, consistencia y rentabilidad la convierten en una alternativa viable a los métodos de fabricación tradicionales, como el moldeo por inyección, para series de producción de volumen bajo a medio, piezas personalizadas y geometrías complejas imposibles de moldear.
¿Cómo funciona la tecnología Multi Jet Fusion?
1. El proceso de impresión MJF paso a paso:
Paso 1: Deposición del material
El proceso comienza dentro de la cámara de impresión. Un mecanismo de recubrimiento barre una capa fina y precisa de polvo termoplástico (por ejemplo, PA 12) a través de la plataforma de construcción, creando un lecho de polvo fresco y uniforme. La cámara se precalienta a una temperatura justo por debajo del punto de fusión del material, lo que minimiza la energía necesaria para la fusión y ayuda a evitar la deformación.
Paso 2: Solicitud del agente
Este es el paso que define el proceso de MJF. Un cabezal de inyección de tinta, similar a los de las impresoras de papel 2D pero mucho más avanzado, pasa por encima del lecho de polvo. Este carro contiene miles de boquillas que pueden lanzar gotas diminutas (picolitros) de los agentes químicos con extrema precisión. A medida que se desplaza, realiza dos acciones simultáneamente:
- El papel del agente de fusión: El cabezal de impresión deposita selectivamente el agente de fusión en las zonas del polvo que corresponden a la sección transversal de la pieza para esa capa específica. Este agente está diseñado para absorber con gran eficacia la radiación infrarroja. Básicamente, "pinta" el corte del modelo 3D sobre el polvo.
- El papel del agente detallista: Simultáneamente, el cabezal de impresión aplica el agente de detallado alrededor del perímetro de la geometría de la pieza. Este agente tiene propiedades que inhiben la fusión. Enfría el límite, evitando que el calor se propague y derrita parcialmente el polvo suelto circundante. Este control térmico preciso es lo que permite a la MJF conseguir bordes afilados y detalles finos.
Paso 3: Aplicación de energía y fusión
Inmediatamente después de aplicar los agentes, una fuente de energía infrarroja (un conjunto de lámparas de alta potencia) pasa por todo el lecho de polvo. Las zonas tratadas con el agente de fusión negro absorben rápidamente esta energía, haciendo que su temperatura aumente por encima del punto de fusión del material. El polvo de estas zonas se funde y se fusiona formando una capa sólida. El polvo no tratado y las zonas tratadas con el agente detallador no absorben tanta energía y permanecen como polvo suelto.
Paso 4: Completar y repetir las capas
Una vez fundida la capa, la plataforma de construcción desciende el grosor de una sola capa (normalmente unas 80 micras). A continuación, el recubridor deposita una nueva capa de polvo en la parte superior y se repite todo el ciclo (pasos 1-4). Este proceso continúa capa por capa hasta que se completa toda la pieza o el lote de piezas. Dado que las piezas se apoyan en el polvo sin fundir que las rodea, no se necesitan estructuras de soporte específicas, lo que permite geometrías complejas y la posibilidad de anidar varias piezas dentro del volumen de fabricación para maximizar la eficiencia.

2. Postimpresión: El proceso de enfriamiento y desembalaje:
Una vez finalizada la fase de impresión, toda la unidad de impresión, que contiene las piezas fundidas y el polvo suelto que las rodea, se traslada de la impresora a una estación de procesamiento independiente.
- ① Refrigeración controlada: La unidad de fabricación debe enfriarse lentamente y en condiciones controladas. Se trata de un paso fundamental para garantizar la precisión de la pieza y unas propiedades mecánicas óptimas. Apurar el proceso de enfriamiento puede provocar deformaciones y tensiones internas. Este periodo de enfriamiento es una parte importante del flujo de trabajo global de MJF y puede durar varias horas.
- ② Extracción de piezas: Una vez enfriada, se desembala la unidad de impresión. Se rompe el bloque de piezas fundidas y polvo sin fundir. La mayor parte del polvo suelto se retira y se recoge para su reciclaje.
- ③ Eliminación de polvo: A continuación, las piezas se trasladan a una estación de limpieza donde se elimina meticulosamente cualquier resto de polvo sin fundir, normalmente mediante granallado o aire comprimido. De este modo se obtienen las piezas acabadas, cuya superficie presenta un acabado gris mate ligeramente rugoso.

El polvo recuperado se mezcla con un cierto porcentaje de polvo fresco (un proceso denominado "refrescado") y puede utilizarse en construcciones posteriores. Esta elevada tasa de reutilización (normalmente 80-90%) hace de la MJF un proceso más sostenible y rentable en comparación con otras tecnologías de lecho de polvo que tienen tasas de refresco inferiores.
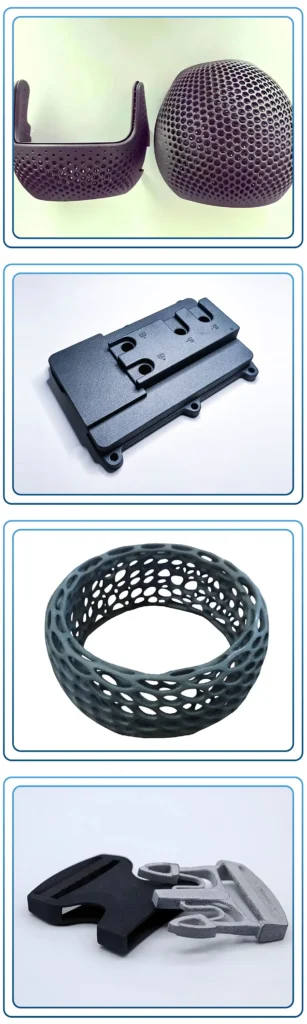
¿Cuáles son las aplicaciones típicas de la MJF?
La combinación única de velocidad, rentabilidad y propiedades sólidas de los materiales hace de la fusión por chorro múltiple una tecnología muy versátil, adecuada para una amplia gama de aplicaciones que abarcan todo el ciclo de vida del producto.
1. Prototipos funcionales:
MJF destaca en la creación de prototipos funcionales de alta fidelidad que pueden soportar pruebas rigurosas.
- Pruebas de forma, ajuste y funcionamiento: Los ingenieros pueden producir prototipos con propiedades mecánicas casi idénticas a las piezas de uso final, lo que permite realizar pruebas realistas de ensamblajes, encajes a presión y componentes móviles.
- Iteración rápida: La velocidad del proceso MJF permite a los equipos de diseño pasar rápidamente del modelo CAD a la pieza física, probarla, identificar fallos e iterar sobre el diseño en días en lugar de semanas. Esto acelera todo el ciclo de desarrollo del producto.
- Prototipos resistentes y duraderos: A diferencia de otras tecnologías de prototipado más frágiles, las piezas MJF fabricadas con materiales como PA 11 y PA 12 son duras, resistentes químicamente y pueden soportar tensiones físicas, lo que las hace ideales para pruebas sobre el terreno.
2. Piezas de producción final:
Aquí es donde la MJF brilla de verdad y se distingue de muchas otras tecnologías de impresión 3D. No es solo una herramienta de creación de prototipos; es una solución de fabricación legítima.
① Componentes de automoción:
La industria del automóvil utiliza MJF tanto para la creación de prototipos como para la producción de componentes no críticos de interior, exterior y bajo el capó.
- Ejemplos: Soportes, clips, carcasas de fluidos, componentes del salpicadero, piezas de tapicería personalizadas y conductos.
- Ventajas: La resistencia química de la PA 12 a aceites y fluidos, su durabilidad y la capacidad de producir estructuras complejas y ligeras son ventajas clave.
② Dispositivos médicos y sanitarios:
Los materiales MJF como el PA 12 son biocompatibles (certificados USP Clase I-VI y guía de la FDA de EE.UU. para dispositivos de superficie cutánea intacta) y pueden esterilizarse, lo que los hace adecuados para una amplia gama de aplicaciones médicas.
- Ejemplos: Guías quirúrgicas, modelos ortopédicos, órtesis y prótesis a medida, carcasas de dispositivos médicos y equipos de laboratorio.
- Ventajas: Capacidad para crear piezas específicas para cada paciente, canales internos complejos y diseños ligeros con un nivel de detalle excelente.
③ Bienes de consumo y electrónica:
La MJF se utiliza para fabricar carcasas, cajas y componentes internos duraderos para diversos productos de consumo.
- Ejemplos: Carrocerías de drones, cajas electrónicas a medida, componentes de auriculares y carcasas protectoras.
- Ventajas: Excelente acabado superficial (especialmente tras el postprocesado), gran nivel de detalle y resistencia para soportar caídas y el uso diario.
④ Plantillas, utillajes y herramientas industriales:
Las plantas de fabricación se benefician enormemente de la capacidad de MJF para producir rápidamente herramientas personalizadas.
- Ejemplos: Plantillas de montaje, calibres de control, guías de taladrado y herramientas de fin de brazo para robótica.
- Ventajas: La sustitución de herramientas metálicas pesadas, caras y lentas de producir por alternativas impresas en 3D ligeras, ergonómicas y rentables mejora la eficacia de la línea de producción y la seguridad de los operarios.
3. Geometrías complejas y estructuras reticulares:
Como la MJF no requiere estructuras de soporte, ofrece una libertad de diseño sin precedentes. Esto es especialmente valioso para aplicaciones que se benefician de la complejidad geométrica.
- Estructuras reticulares: Los ingenieros pueden diseñar piezas con complejas estructuras reticulares internas para reducir el peso y el uso de materiales, manteniendo al mismo tiempo la integridad estructural. Esto es fundamental en aplicaciones aeroespaciales y de automoción de alto rendimiento.
- Consolidación de piezas: Varios componentes individuales de un conjunto pueden rediseñarse e imprimirse como una única pieza compleja. Esto reduce el tiempo de montaje, elimina posibles puntos de fallo y simplifica la cadena de suministro.

¿Es la MJF adecuada tanto para la creación de prototipos como para la producción?
Por supuesto. Una de las propuestas de valor más convincentes de Multi Jet Fusion es su doble capacidad, que sirve como una poderosa herramienta tanto para las etapas iniciales de desarrollo de productos y las etapas finales de fabricación.
1. MJF para la creación rápida de prototipos:
MJF se ha convertido en la mejor opción para crear prototipos funcionales de alta calidad.
- Velocidad: El proceso de impresión en toda el área permite a MJF producir prototipos mucho más rápido que tecnologías como FDM o SLS, especialmente cuando el volumen de construcción está repleto de múltiples piezas. Un prototipo completo puede producirse de un día para otro.
- Paridad funcional: Las piezas MJF presentan excelentes propiedades mecánicas casi isótropas. Esto significa que la resistencia y el comportamiento de un prototipo son muy constantes, independientemente de su orientación en la cámara de fabricación. Esta previsibilidad es crucial para las pruebas funcionales, ya que el prototipo se comporta de forma muy similar a como lo haría una pieza moldeada por inyección.
- Propiedades del material: Los prototipos fabricados con PA 12 o PA 11 no sólo sirven para una evaluación visual. Son duros, duraderos y resistentes a los productos químicos, lo que permite realizar pruebas reales que destruirían prototipos de otras tecnologías.

2. MJF para producción en serie:
MJF se diseñó desde cero pensando en la producción. Varios factores la convierten en una alternativa viable y a menudo superior a la fabricación tradicional para determinadas aplicaciones.
- Escalabilidad económica: El coste por pieza con MJF es muy competitivo, sobre todo para tiradas de volumen bajo a medio (de cientos a miles de unidades). La alta velocidad, la capacidad de anidar piezas densamente en el volumen de fabricación y la elevada tasa de reutilización del polvo contribuyen a una rentabilidad favorable que desafía al moldeo por inyección para estas cantidades.
- Coherencia y repetibilidad: Las impresoras MJF ofrecen un control excepcional del proceso, lo que se traduce en una gran precisión dimensional y repetibilidad pieza a pieza. Esto garantiza que la pieza número 1.000 sea prácticamente idéntica a la primera, un requisito innegociable para los entornos de producción.
- Agilidad de la cadena de suministro: MJF permite la fabricación bajo demanda y el inventario digital. En lugar de almacenar piezas físicas, las empresas pueden almacenar archivos digitales e imprimir las piezas que necesiten. Esto reduce los costes de almacenamiento, minimiza los residuos de existencias obsoletas y permite la producción localizada, acortando los plazos de entrega.
- Personalización masiva: La MJF hace económicamente viable la fabricación a escala de productos personalizados. Al no haber utillaje, cada pieza puede ser única sin incurrir en costes adicionales.

3. El puente entre: Del prototipo a la producción con una sola tecnología:
El uso de MJF tanto para la creación de prototipos como para la producción crea una transición perfecta. El prototipo probado y validado se fabrica exactamente con el mismo material y proceso que la pieza de producción final. Esto elimina los riesgos y los pasos de revalidación que suelen producirse al pasar de una tecnología de creación de prototipos (por ejemplo, FDM) a una tecnología de producción (por ejemplo, moldeo por inyección). Esta continuidad reduce los riesgos del proceso de desarrollo del producto y acelera considerablemente el tiempo de comercialización.
¿Qué materiales se utilizan habitualmente en la impresión 3D MJF?
Aunque la selección de materiales para la MJF es más compleja que para otras tecnologías como la FDM, los materiales disponibles son de alto rendimiento y cubren una amplia gama de aplicaciones industriales. La cartera se amplía continuamente, pero los materiales principales son termoplásticos robustos.
1. Poliamidas (Nylons):
Los nilones son la piedra angular de la impresión MJF, conocidos por su excelente equilibrio entre resistencia, flexibilidad y resistencia térmica y química.
① PA 12 (El material de trabajo):
HP 3D High Reusability PA 12 es el material más común y versátil para MJF. Es un termoplástico robusto con excelentes propiedades polivalentes.
Propiedades y beneficios:
- Alta resistencia y rigidez: Proporciona piezas robustas y duraderas.
- Buena resistencia química: Resistente a aceites, grasas, hidrocarburos alifáticos y álcalis.
- Excelente resolución de detalles: Capaz de producir rasgos finos y bordes nítidos.
- Biocompatibilidad: Certificado para aplicaciones médicas que impliquen contacto con la piel.
- Alta reutilización: Las tasas de renovación de polvo líderes del sector (alrededor de 80% de polvo reciclado por 20% de polvo virgen) hacen que sea rentable y más sostenible.
Usos comunes: Prototipos funcionales, plantillas y utillajes de producción, dispositivos médicos, componentes de automoción y ensamblajes complejos. Es el material preferido para la mayoría de las aplicaciones de MJF.
② PA 11 (La alternativa de base biológica):
HP 3D Alta Reutilización La PA 11 se produce a partir de un recurso renovable (aceite de ricino), lo que la convierte en una opción más respetuosa con el medio ambiente. Ofrece propiedades mecánicas diferentes en comparación con la PA 12.
Propiedades y beneficios:
- Ductilidad y resistencia al impacto superiores: La PA 11 es menos quebradiza que la PA 12 y ofrece un mayor alargamiento a la rotura. Esto la hace ideal para piezas que deben doblarse sin romperse, como encajes a presión, bisagras vivas y componentes sometidos a impactos.
- Propiedades isotrópicas mejoradas: Presenta propiedades mecánicas aún más consistentes en todos los ejes.
- De base biológica: Ofrece una opción de material más sostenible.
Usos comunes: Prótesis, equipamiento deportivo, componentes de drones y cualquier aplicación que requiera gran tenacidad y resistencia a la fatiga.
③ PA 12 rellena de vidrio (PA 12 GB):
HP 3D High Reusability PA 12 with Glass Beads (GB) es un material compuesto que contiene relleno de perlas de vidrio 40%.
Propiedades y beneficios:
- Mayor rigidez y estabilidad dimensional: Las microesferas de vidrio aumentan significativamente la rigidez del material y reducen su tendencia al alabeo, lo que lo hace ideal para piezas que requieren una gran rigidez y deben mantener tolerancias estrictas bajo carga o variaciones de temperatura.
- Mayor resistencia al desgaste: Ofrece mayor resistencia al desgaste abrasivo.
Usos comunes: Carcasas, armarios, utillajes y herramientas que requieren estabilidad y rigidez a largo plazo. No es adecuado para piezas que requieran gran resistencia al impacto o flexibilidad.


2. Poliuretano termoplástico (TPU):
MJF dispone de materiales como el TPU01 Ultrasint® de BASF, que permite fabricar piezas flexibles similares al caucho.
Propiedades y beneficios:
- Flexibilidad y elasticidad: Ofrece una excelente resistencia al rebote y al desgarro. Se puede estirar y comprimir repetidamente sin deformación permanente.
- Alta resistencia al desgaste y a la abrasión: Extremadamente duradera para aplicaciones que implican fricción.
- Buena absorción de impactos: Ideal para amortiguar y amortiguar las vibraciones.
Usos comunes: Sellos, juntas, mangueras, fuelles, pinzas, ruedas y estructuras reticulares de protección para equipamiento o calzado deportivo.


¿Cómo se compara la MJF con otras tecnologías de impresión 3D?
La elección de la tecnología de impresión 3D adecuada depende de los requisitos específicos de la aplicación, como la velocidad, las propiedades del material, el coste y el nivel de detalle deseado. A continuación, le mostramos cómo se compara la MJF con otras tecnologías industriales habituales.
1. MJF frente al sinterizado selectivo por láser (SLS):
SLS es la tecnología más parecida a MJF, ya que ambas son procesos de fusión de lecho de polvo. Sin embargo, existen diferencias clave que determinan cuál es mejor para un trabajo determinado.
① Similitudes:
- Ambos utilizan polvos termoplásticos (normalmente Nylon 12).
- Ambos son autoportantes, lo que elimina la necesidad de estructuras de soporte específicas.
- Ambas producen piezas resistentes y funcionales adecuadas para aplicaciones finales.
② Diferencias clave:
- Método de fusión y velocidad: El SLS utiliza un único láser de alta potencia para trazar la geometría de la pieza punto por punto. La MJF utiliza una matriz de inyección de tinta y una lámpara de infrarrojos para fusionar toda una capa a la vez. Esto hace que MJF significativamente más rápido (hasta 10 veces en algunos casos), especialmente para construcciones con muchas piezas pequeñas o grandes áreas de sección transversal.
- Detalle y acabado superficial: El agente de detallado en MJF proporciona un mejor control térmico en el límite de la pieza, lo que normalmente resulta en detalles más nítidos y un acabado de la superficie ligeramente más suave. en comparación con el SLS.
- Reutilización de materiales: La MJF cuenta con una mayor tasa de renovación del polvo (normalmente 80% reciclado), mientras que la SLS suele requerir una mezcla 50/50 de polvo reciclado y virgen. Esto hace que MJF más rentable y sostenible en términos de consumo de material.
- Propiedades de las piezas: Las piezas de MJF suelen ser más isótropas y tener mayor resistencia a la tracción y densidad que sus homólogas de SLS, lo que las hace mecánicamente superiores.
③ ¿Cuándo elegir MJF en lugar de SLS?
Elija MJF para tiradas de producción de mayor volumen, aplicaciones en las que la velocidad es fundamental, piezas que requieren el mejor rendimiento mecánico posible y detalles finos, y cuando el coste por pieza es un factor primordial.
Impresión 3D SLS
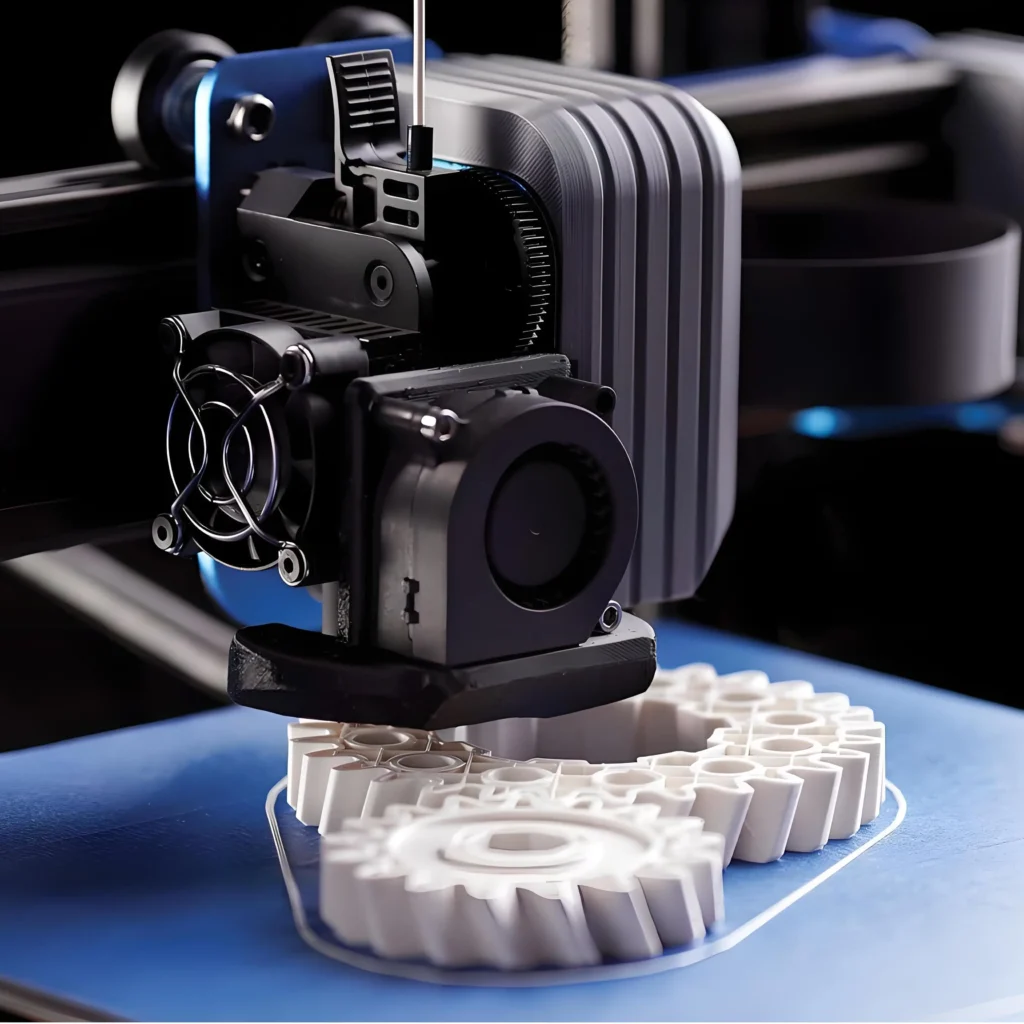
2. MJF frente al modelado por deposición fundida (FDM):
FDM es una tecnología basada en la extrusión que construye piezas depositando un filamento fundido capa por capa.
① Diferencias clave:
- Propiedades mecánicas (isotropía): Las piezas FDM son anisótropolo que significa que son mucho más débiles en el eje Z (entre capas) que en el plano XY. Las piezas MJF son casi isótropoSu resistencia es muy constante en todas las direcciones. Esto hace que la MJF sea muy superior para piezas funcionales que estarán bajo carga.
- Acabado superficial y detalle: La MJF produce piezas con una textura fina y granular y una resolución mucho mayor. Las piezas FDM presentan líneas de capa visibles y tienen problemas con los detalles finos y las geometrías complejas sin estructuras de soporte significativas.
- Libertad de diseño: La naturaleza autoportante del lecho de polvo MJF permite la creación de geometrías extremadamente complejas, canales internos y ensamblajes anidados que son imposibles o poco prácticos de imprimir con FDM debido a su dependencia de estructuras de soporte.
- Velocidad y escalabilidad: Para una sola pieza pequeña, FDM puede ser más rápido. Para producir varias piezas a la vez, MJF es muy superior gracias a su capacidad para anidar piezas y a su proceso de impresión por zonas.
② ¿Cuándo elegir MJF en lugar de FDM?
Elija MJF cuando necesite rendimiento mecánico, precisión dimensional, geometría compleja y un acabado superficial profesional. La FDM es más adecuada para modelos conceptuales iniciales de bajo coste, geometrías sencillas y aplicaciones en las que las propiedades anisotrópicas son aceptables.
Impresión 3D FDM
3. MJF frente a estereolitografía (SLA):
La SLA es una tecnología de fotopolimerización en cuba que utiliza un láser UV para curar la resina fotopolímera líquida capa a capa.
① Diferencias clave:
- Propiedades del material y durabilidad: Las resinas SLA, aunque ofrecen un nivel de detalle increíble, suelen ser más frágiles y menos duraderas que los termoplásticos de calidad técnica utilizados en MJF. Las piezas MJF (como la PA 12) son resistentes, flexibles y adecuadas para aplicaciones funcionales exigentes. Las piezas SLA son mejores para modelos visuales y aplicaciones en las que se necesita una gran rigidez pero no resistencia a los impactos.
- Acabado superficial: SLA produce el acabado superficial más liso de cualquier tecnología de impresión 3D, por lo que resulta ideal para prototipos estéticos, modelos de presentación y patrones para fundición. Las piezas de MJF en bruto tienen una textura granulada, aunque puede mejorarse con el postprocesado.
- Enfoque de la aplicación: La MJF está orientada a prototipos funcionales y piezas de producción. SLA es la norma de oro para modelos visuales de gran detalle, prototipos de ajuste de forma y patrones de fundición.
- Coste: Para las piezas funcionales, la MJF suele ser más rentable, sobre todo a gran escala.
② ¿Cuándo elegir MJF en lugar de SLA?
Elija MJF para cualquier aplicación que requiera durabilidad, resistencia al impacto, resistencia química y buenas propiedades mecánicas para su uso en el mundo real. Elija SLA cuando la máxima prioridad sea un acabado superficial ultrasuave, similar al molde de inyección, con fines visuales o para crear patrones maestros.

Impresión 3D SLA
Impresión 3D por fusión multichorro (MJF)
Descubra cómo funciona la impresión 3D Multi Jet Fusion (MJF), sus principales ventajas, los materiales compatibles y por qué es ideal para prototipos funcionales y piezas de uso final.

Recursos para La guía completa de la impresión 3D por fusión multichorro (MJF)
¿Cuáles son las principales ventajas de utilizar MJF?
Multi Jet Fusion ofrece un atractivo conjunto de ventajas que la convierten en una opción líder para la fabricación moderna.
1. Velocidad y productividad excepcionales:
El proceso de fusión de una sola pasada por toda la superficie es la clave de la velocidad de MJF. Al procesar toda una capa a la vez, puede producir piezas a velocidades hasta 10 veces superiores a las de tecnologías competidoras como SLS y FDM, lo que reduce drásticamente los plazos de entrega tanto de prototipos como de series de producción.
2. Propiedades mecánicas superiores e isotropía:
Las piezas MJF presentan las mejores propiedades isotrópicas de su clase, lo que significa que tienen una resistencia y durabilidad casi uniformes en las direcciones X, Y y Z. Esta es una ventaja crítica sobre FDM e incluso una mejora sobre SLS. Se trata de una ventaja fundamental con respecto al FDM e incluso una mejora con respecto al SLS, lo que se traduce en piezas predecibles y fiables que rinden como sus homólogas moldeadas por inyección.
3. Alta precisión y resolución detallada:
La combinación de un cabezal de impresión de inyección de tinta de alta resolución (1200 DPI) y el exclusivo agente de detallado permite a MJF producir piezas con una definición de rasgos fina (hasta 0,5 mm), bordes nítidos y una excelente precisión dimensional.
4. Rentabilidad para lotes pequeños y medianos:
La alta velocidad de MJF, el eficaz anidado de piezas (llenado del volumen de construcción en 3D) y la tasa de reutilización del polvo, líder en el sector, se combinan para ofrecer un bajo coste por pieza. Esto la convierte en una solución de fabricación económicamente viable para tiradas de producción demasiado pequeñas para el moldeo por inyección rentable.
5. Libertad de diseño (no necesita estructuras de soporte):
Al igual que el SLS, las piezas MJF se apoyan en el lecho de polvo sin fundir en el que se imprimen. Esto elimina la necesidad de generar y posprocesar estructuras de soporte, lo que permite crear características internas intrincadas, geometrías complejas y conjuntos móviles listos para usar impresos en una sola pieza.
6. Alta reutilización de materiales:
Con tasas de renovación de polvo tan bajas como 20% de material virgen por construcción, MJF minimiza los residuos y reduce los costes de material. Esto hace que sea una opción más sostenible y económica en comparación con otros procesos de lecho de polvo con menores tasas de reciclabilidad.

¿Cuáles son las limitaciones de la fusión multichorro?
Aunque la MJF es una tecnología potente, es importante conocer sus limitaciones para determinar si es la más adecuada para tu proyecto.
1. Selección limitada de materiales:
En comparación con tecnologías como FDM, la cartera de materiales para MJF es actualmente más reducida y se centra principalmente en nylons y TPU. Aunque los materiales disponibles son muy capaces, los proyectos que requieran materiales específicos como ABS, PC o ULTEM de alta temperatura pueden tener que recurrir a otros procesos.
2. Acabado superficial y color inherentes:
Las piezas de MJF en bruto tienen un color gris o negro uniforme (dependiendo del material) y un acabado superficial ligeramente granulado y mate similar al de un terrón de azúcar. Aunque este aspecto puede mejorarse significativamente con el postprocesado (como el teñido o el alisado por vapor), no alcanza la suavidad de la SLA o el moldeo por inyección.
3. Requisito de tiempo de enfriamiento:
Una parte importante del flujo de trabajo de MJF es el ciclo de enfriamiento controlado. La unidad de fabricación debe enfriarse durante un periodo aproximadamente igual al tiempo de impresión para evitar deformaciones y garantizar unas propiedades óptimas de las piezas. Esto significa que aunque un trabajo de impresión finalice en 12 horas, las piezas no estarán listas para su extracción y limpieza hasta pasadas otras 12 horas, lo que afecta al verdadero "tiempo de fabricación de la pieza".
4. No es ideal para piezas muy grandes:
El volumen de construcción de las máquinas MJF es generoso pero limitado (por ejemplo, alrededor de 380 x 284 x 380 mm para la serie 5200 de HP). Para las piezas que superan estas dimensiones, deben dividirse en piezas más pequeñas y ensamblarse después de la impresión, o debe utilizarse una tecnología diferente con una plataforma de construcción mayor (como FDM o SLA de gran formato).
5. Mayor coste inicial del equipo:
Para las empresas que desean utilizar esta tecnología internamente, la inversión inicial en un sistema industrial de MJF (incluida la impresora, la estación de procesamiento y los materiales) es considerable. Por eso muchas empresas optan por aprovechar la tecnología a través de un proveedor de servicios como nosotros.

¿Cuáles son las directrices de diseño para la impresión 3D MJF?
El diseño de piezas específicas para MJF le garantizará los mejores resultados posibles en términos de calidad, precisión y resistencia. Si sigue estas directrices, minimizará los fallos de impresión y optimizará sus piezas para el proceso.
1. Consideraciones clave sobre el diseño:
① Grosor de la pared:
- Mínimo recomendado: 0,5 mm para características muy pequeñas. Para piezas robustas, se requiere un espesor de pared mínimo de 1 mm es muy recomendable.
- Máximo: Evite las secciones demasiado gruesas y sólidas, ya que pueden acumular un exceso de calor y provocar posibles imprecisiones o deformaciones. Ahueca las secciones grandes siempre que sea posible.
② Tamaños y diámetros de los orificios:
- Mínimo: Para orificios verticales (perpendiculares a las capas), se requiere un diámetro mínimo de 0,5 mm es posible.
- Buenas prácticas: Diseñe los orificios ligeramente más grandes de lo previsto para tener en cuenta pequeñas contracciones. En el caso de los orificios roscados, es mejor imprimirlos con un tamaño inferior y roscarlos después para obtener una calidad de roscado óptima.
③ Tamaño y resolución de las características:
- Detalles en relieve/grabado: Para los detalles de texto o de superficie, asegúrese de que tengan una altura/profundidad mínima de 0,5 mm y un grosor de línea de al menos 0,5 mm ser claramente legible.
- Características más pequeñas: MJF puede resolver características de hasta 0,5 mm. Todo lo que sea más pequeño puede que no se imprima correctamente.
④ Espacios libres para conjuntos:
- Para las piezas que deban encajar o moverse juntas (por ejemplo, encajes a presión, bisagras, piezas entrelazadas), se debe dejar una holgura mínima de 0,4 mm se recomienda. Para piezas que requieran un ajuste más holgado, auméntelo a 0,6 mm o más.
⑤ Alabeo y grandes superficies planas:
- Las superficies muy grandes, planas y finas (como una placa base grande) pueden ser propensas a alabearse durante el proceso de enfriamiento.
- Mitigación: Añada nervaduras o refuerzos para aumentar la rigidez, u oriente la pieza en ángulo en la construcción si es posible. Romper las zonas planas con texturas sutiles también puede ayudar.
⑥ Huecos y agujeros de escape:
- Para ahorrar material, reducir peso y abaratar costes, es muy recomendable ahuecar los modelos macizos de gran tamaño.
- Agujeros de escape: Si se ahueca una pieza, se debe incluir al menos dos orificios de escape para permitir la eliminación del polvo no fundido después de la impresión. El diámetro mínimo recomendado para un orificio de escape es 2 mmPero es mejor que sean más grandes (4-5 mm) para facilitar la limpieza.

2. Cuadro sinóptico de recomendaciones de diseño:
| Característica | Mínimo recomendado | Buenas prácticas |
|---|---|---|
| Espesor de pared | 0,5 mm | 1,0 mm o superior |
| Diámetro del orificio | 0,5 mm | 1,0 mm (macho para roscas) |
| Espacio libre (conjuntos) | 0,4 mm | 0,6 mm para ajustes más holgados |
| Detalle grabado/gofrado | 0,5 mm profundidad/altura | 1,0 mm para una mayor claridad |
| Agujeros de escape (para ahuecar) | 2,0 mm de diámetro (2 orificios) | Diámetro superior a 4,0 mm |
¿Qué opciones de postprocesado existen para las piezas MJF?
Las piezas MJF en bruto son totalmente funcionales, pero pueden aplicarse una serie de opciones de postprocesado para mejorar su estética, acabado superficial y propiedades funcionales específicas.
1. Tratamiento posterior estándar:
Eliminación de polvo (granallado): Este es un paso estándar y obligatorio para todas las piezas MJF. Después de extraer el polvo suelto, las piezas se limpian meticulosamente en una cabina de granallado utilizando medios como perlas de vidrio. De este modo se eliminan todos los restos de polvo y se obtiene una superficie limpia, mate y ligeramente texturizada. Este es el acabado estándar de las piezas MJF.
2. Mejoras estéticas y funcionales:
Teñido:
Esta es la forma más común y rentable de colorear piezas de MJF. Como el material base es poroso, acepta fácilmente el tinte.
- Proceso: Las piezas se sumergen en un baño de tinte caliente, que penetra en la superficie, proporcionando un color profundo, rico y duradero.
- Colores comunes: El negro es la opción más popular, ya que crea un acabado muy uniforme y profesional que oculta cualquier pequeña imperfección. También hay disponibles otros colores como azul, rojo, verde y amarillo.
- Resultado: Un color resistente a los arañazos que no se desconcha ni descascarilla.
② Alisado de vapor:
Se trata de una técnica de postprocesado transformadora que mejora drásticamente el acabado de la superficie.
- Proceso: La pieza se expone a un disolvente vaporizado en una cámara controlada. El vapor funde la superficie exterior de la pieza a un nivel microscópico, alisando la textura granulada y sellando la superficie.
- Resultado: Un acabado superficial liso y semibrillante que se asemeja mucho al plástico moldeado por inyección. También mejora el alargamiento a la rotura y hace que la pieza sea estanca y más fácil de limpiar.
③ Pintura y revestimiento:
Para requisitos de color específicos (por ejemplo, coincidencia Pantone) o propiedades protectoras especiales, las piezas MJF pueden pintarse o revestirse.
- Proceso: Normalmente, las piezas se impriman primero para crear una base uniforme y, a continuación, se pintan con pinturas para automoción u otras pinturas especializadas. Pueden aplicarse revestimientos como Cerakote para mejorar la dureza, la resistencia al desgaste y la resistencia química.
- Resultado: Opciones de color ilimitadas y propiedades superficiales a medida.
④ Mecanizado y roscado:
Para características que requieren una precisión extremadamente alta que la impresión 3D no puede alcanzar, las piezas MJF pueden mecanizarse secundariamente.
- Proceso: Las superficies críticas se pueden fresar o tornear, y los orificios se pueden taladrar y roscar para crear roscas resistentes y fiables para tornillos metálicos.
- Resultado: Una pieza híbrida que combina la libertad de diseño de la MJF con la precisión de la fabricación sustractiva tradicional.
Preguntas frecuentes sobre la impresión 3D de MJF
Los plazos de entrega pueden variar en función del tamaño de la pieza, la cantidad y el tratamiento posterior necesario. Sin embargo, debido a la velocidad de la tecnología, los plazos de entrega estándar suelen ser de tan solo 3-5 días laborables para piezas con un acabado de granallado estándar.
Las piezas de MJF son excepcionalmente resistentes y duraderas, especialmente las fabricadas con PA 12 y PA 11. Sus propiedades casi isótropas hacen que sean fiables bajo tensión en cualquier dirección. Sus propiedades casi isotrópicas hacen que sean fiables bajo tensión en cualquier dirección, lo que las convierte en idóneas para aplicaciones funcionales exigentes y piezas de uso final.
Una pieza MJF granallada en bruto tiene un acabado gris mate con una textura ligeramente granulada, a menudo comparada con un terrón de azúcar o un papel de lija muy fino. Este acabado puede mejorarse notablemente con un tratamiento posterior, como el alisado con vapor.
Una pieza MJF en bruto tiene cierta microporosidad y no se garantiza su estanqueidad. Sin embargo, la aplicación de un paso de postprocesado como el alisado de vapor sella la superficie, lo que hace que la pieza sea estanca y adecuada para aplicaciones en las que intervengan fluidos.
En comparación con muchos métodos de fabricación, la MJF tiene sólidas credenciales de sostenibilidad. La elevada tasa de reutilización del polvo (a menudo 80% o más) reduce significativamente el desperdicio de material. Además, la producción de piezas bajo demanda elimina los residuos asociados a la sobreproducción y a las existencias obsoletas habituales en la fabricación tradicional.

¿Por qué debería elegirnos para sus necesidades de impresión 3D en MJF?
Nuestro equipo tiene una amplia experiencia en la tecnología Multi Jet Fusion (MJF). Desde la fase inicial de creación de prototipos hasta la producción final, ofrecemos asesoramiento en diseño para fabricación (DFM) para garantizar que sus piezas sean funcionales y rentables.
Utilizamos avanzadas impresoras HP Jet Fusion para ofrecer piezas de alta resolución, dimensionalmente precisas y repetibles. Tanto si necesita un único prototipo como una gran tirada de producción, tenemos la capacidad y la precisión necesarias para satisfacer sus necesidades.
Ofrecemos una selección de materiales MJF de alto rendimiento, como PA 11, PA 12, PA 12 GB y TPU flexible. Todos los materiales se seleccionan cuidadosamente para garantizar su resistencia mecánica, durabilidad y excelente acabado superficial.
Gracias a la producción interna y a los flujos de trabajo racionalizados, podemos entregar las piezas con rapidez, a menudo en un plazo de 3 a 7 días en función de la complejidad y el volumen, para que su proyecto nunca se retrase.
Desde el alisado al vapor y el teñido hasta el mecanizado posterior y el montaje, ofrecemos una gama de servicios de acabado para que sus piezas MJF cumplan los requisitos funcionales y estéticos.
Prestamos servicio a clientes de todo el mundo con una logística fiable y asistencia técnica en inglés. Responderemos a sus preguntas en menos de 12 horas, garantizado.

Términos de Pago por Moldeo por Inyección China T/T
Puntos clave T/T (transferencia telegráfica) es el método de pago más común para el moldeo por inyección en China — 70-80% de las transacciones utilizan una estructura de anticipo/saldo 30/70. Nunca pagues el 100% por adelantado para

Guía de Prevención de Riesgos de Proveedores de Moldeo por Inyección para Compradores Internacionales
Elegir un proveedor de moldeo por inyección a medio mundo de distancia es una apuesta calculada. Estás apostando dinero de herramientía, plazos de producción y calidad del producto en un socio que quizás nunca hayas

Desglose del Costo por Pieza de Moldeo por Inyección
Puntos clave Una pieza típica moldeada por inyección cuesta $0.15-$5.00 por unidad, pero el molde en sí cuesta $5,000-$100,000+ dependiendo de la complejidad. El volumen de producción es el factor de costo más importante — un
Soluciones de optimización Gratis
- Proporcionar información sobre el diseño y soluciones de optimización
- Optimice la estructura y reduzca los costes de moldeado
- Hable directamente con los ingenieros

