 Ir al contenido
Ir al contenido 
Servicios de impresión 3D por estereolitografía (SLA)
Libere la precisión con la impresión 3D por estereolitografía (SLA). Descubra la calidad y la innovación hoy mismo.

Guía completa de la impresión 3D por estereolitografía (SLA)
¿Qué es la impresión 3D SLA y por qué es importante?
La estereolitografía, comúnmente conocida como SLA, es un potente proceso de fabricación aditiva que pertenece a la familia de la fotopolimerización en cuba. Inventado por Chuck Hull en la década de 1980, fue la primera tecnología de impresión 3D comercializada y sentó las bases de toda la industria. El principio básico de la SLA consiste en utilizar un haz concentrado de luz ultravioleta (UV), normalmente un láser, para curar y solidificar selectivamente una resina de fotopolímero líquida capa a capa, construyendo un objeto tridimensional a partir de un diseño digital.
En esencia, la SLA es un proceso fotoquímico. Comienza con una cuba de resina fotopolímera líquida sensible a los rayos UV. Un láser UV, guiado con precisión por un sistema de espejos llamados galvanómetros, traza la geometría transversal de una sola capa de un modelo 3D sobre la superficie de esta resina. La energía UV focalizada desencadena una reacción química (polimerización) que convierte instantáneamente la resina líquida en plástico sólido. Una vez completada una capa, la plataforma de construcción se mueve una cantidad minúscula y el proceso se repite hasta que se forma el objeto completo. Este método es lo que permite a la SLA producir piezas con un nivel de detalle y una calidad de superficie que muchas otras tecnologías no pueden igualar.
¿Por qué el SLA es la piedra angular de la fabricación moderna?
La SLA es importante porque establece el estándar industrial para prototipos y piezas de alta fidelidad. Su capacidad para producir características de tan solo unas decenas de micras con un acabado superficial increíblemente suave, casi similar al moldeado por inyección, la hace indispensable para aplicaciones en las que la estética y los detalles finos son primordiales.
Desde los dispositivos médicos hasta la electrónica de consumo, el SLA se ha convertido en una herramienta fundamental para la innovación. Acelera el ciclo de desarrollo del producto al permitir una iteración rápida. Un diseñador puede disponer de una pieza física en cuestión de horas o días, en lugar de semanas o meses. Este rápido bucle de retroalimentación permite que productos mejores y más refinados lleguen antes al mercado. La versatilidad de sus materiales, que incluyen opciones biocompatibles, moldeables y de alta temperatura, ha abierto nuevas posibilidades en campos como la odontología, la joyería y la ingeniería especializada, consolidando su posición como una tecnología vital, no sólo histórica.
- Prototipos visuales: Permite a diseñadores e ingenieros crear modelos realistas que representan con exactitud el aspecto del producto final.
- Pruebas de forma y ajuste: La alta precisión de la SLA garantiza que las piezas puedan utilizarse para verificar las holguras de montaje y las interfaces mecánicas antes de comprometerse con costosas herramientas.
- Geometrías complejas: La SLA puede crear canales internos intrincados, formas orgánicas complejas y características delicadas que son imposibles de producir con métodos sustractivos tradicionales como el mecanizado CNC.
¿Cómo funciona la impresión 3D SLA paso a paso?
Comprender el proceso de SLA es clave para apreciar sus capacidades. El paso de un archivo digital a un objeto físico es una secuencia de acontecimientos meticulosa y muy controlada.
Paso 1: Preparación y corte del modelo 3D:
El proceso comienza con un modelo digital en 3D, normalmente creado en un programa de diseño asistido por ordenador (CAD). Formato de archivo y corte:
- Exportación del modelo: El modelo CAD se exporta en un formato de archivo imprimible en 3D, normalmente STL (Standard Tessellation Language) u OBJ. Este formato representa la superficie del modelo 3D como una malla de triángulos.
- Software de corte: A continuación, el archivo STL se importa en un software especializado de "corte". Este software "corta" digitalmente el modelo en cientos o miles de finas capas horizontales.
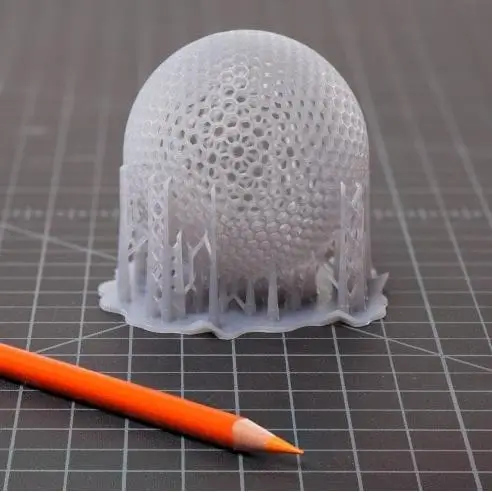
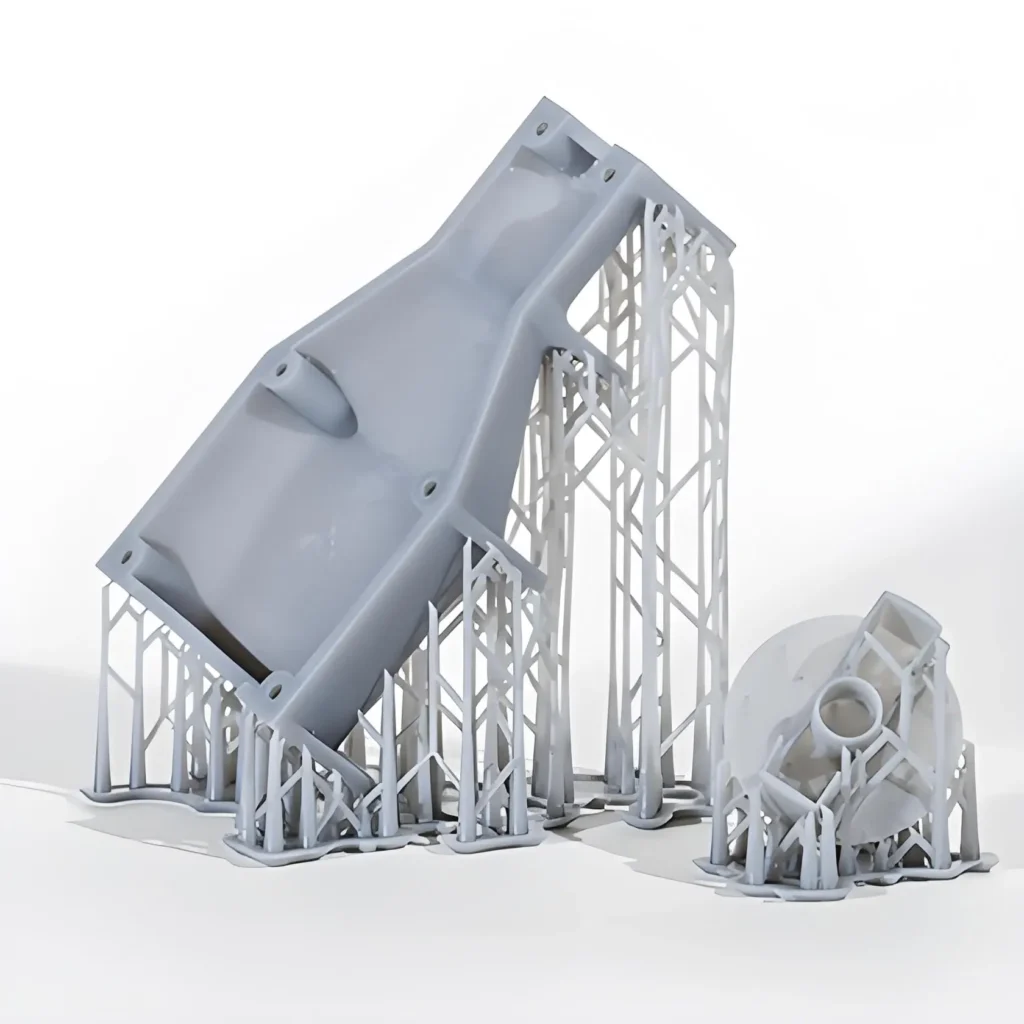
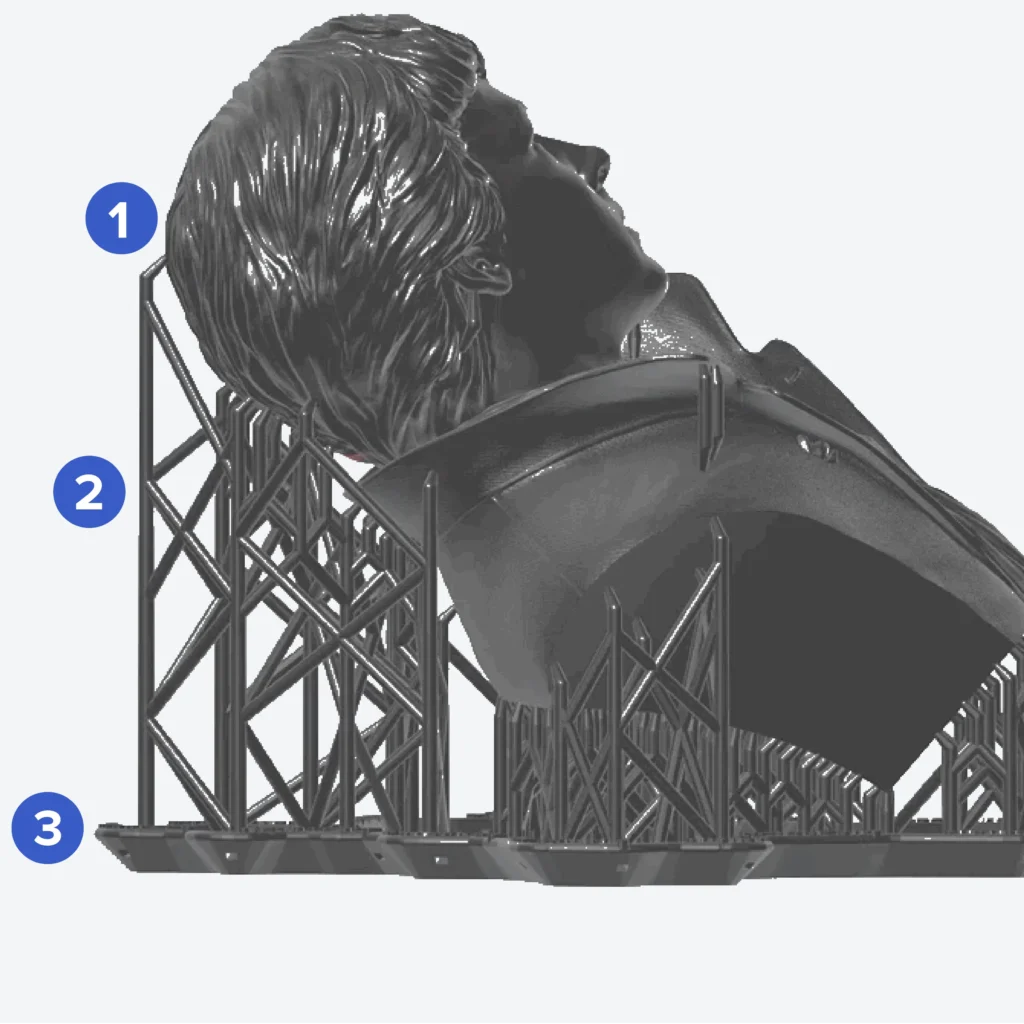
- Orientación y apoyos: En esta fase, el operario o el diseñador orientan la pieza dentro del volumen de construcción virtual para optimizar el tiempo de impresión, la calidad de la superficie y la resistencia. A continuación, el software genera automáticamente las estructuras de soporte necesarias: zancos finos en forma de celosía que anclan la pieza a la plataforma de construcción y soportan los voladizos y las islas para evitar que se caigan o se desprendan durante la impresión.

Paso 2: Configuración de la máquina y preparación del material:
Antes de comenzar la impresión, la máquina SLA debe estar preparada. Lista de comprobación previa a la impresión:
- Cuba de resina: El depósito de resina, o cuba, se llena con la resina fotopolímera líquida elegida. Es crucial asegurarse de que no haya burbujas ni partículas curadas de impresiones anteriores.
- Plataforma de construcción: La plataforma de construcción se instala de forma segura y se calibra con precisión para garantizar que esté perfectamente nivelada y a la altura inicial correcta con respecto a la superficie de resina.
- Carga de archivos: El archivo cortado, que ahora contiene las instrucciones capa por capa (código G), se envía a la impresora 3D.
Paso 3: El ciclo de curado capa por capa:
Este es el núcleo del proceso de impresión SLA, que se repite para cada capa del objeto. El bucle de impresión:
- Adherencia de la capa inicial: La plataforma de construcción desciende dentro de la cuba de resina, dejando un espacio igual a la altura de la capa (normalmente 25-100 micras) entre la plataforma y el fondo de la cuba.
- Curado por láser: Se activa el láser UV de alta precisión. Dirigido por galvanómetros controlados por ordenador, escanea rápidamente la sección transversal de la primera capa, solidificando la resina que toca.
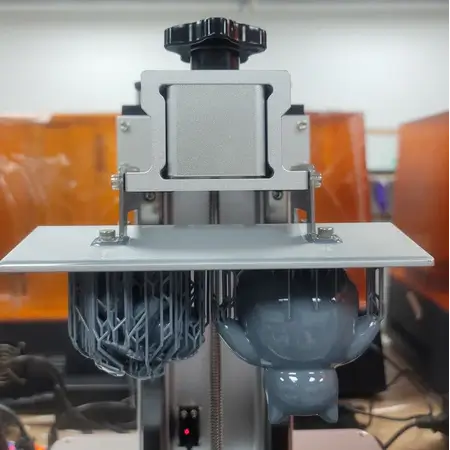
- Movimiento de la plataforma: Una vez que la capa está completamente curada, la plataforma de construcción se mueve hacia arriba (en la mayoría de los sistemas SLA "invertidos" modernos), despegando la capa sólida recién formada del fondo de la cuba.
- Recubrimiento de resina: Una cuchilla o mecanismo de repintado barre la cuba para garantizar una capa de resina líquida fresca, lisa y uniforme, lista para la siguiente pasada.
- Repetición: La plataforma de construcción vuelve a bajar y el láser cura la siguiente capa, fusionándola con la inferior. Este ciclo continúa hasta que la pieza está completa.
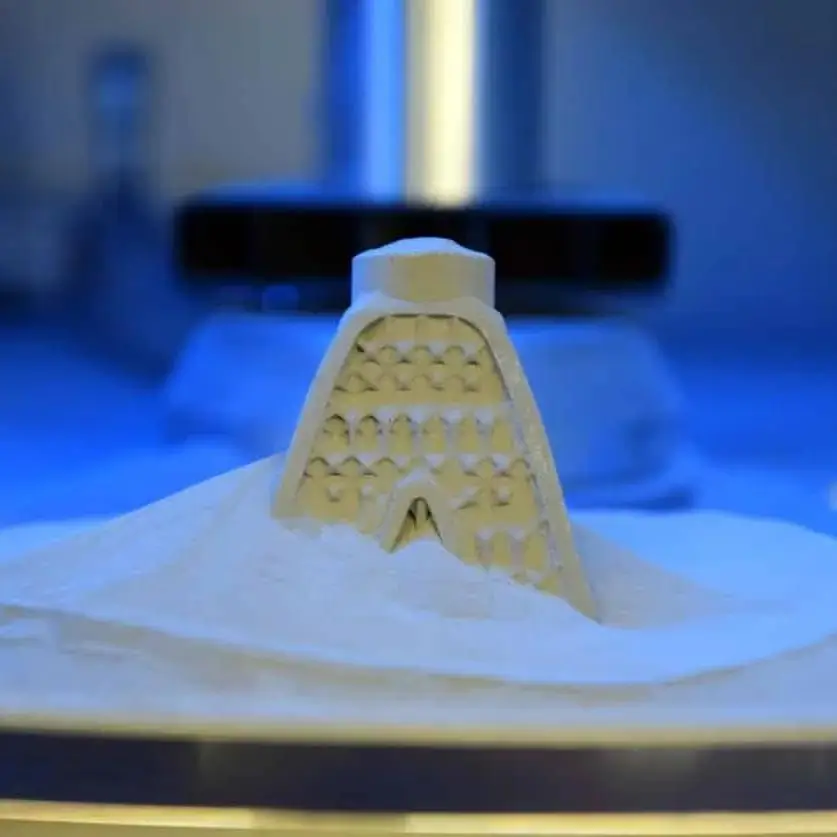
Paso 4: Extracción de la pieza y limpieza inicial:
Una vez impresa la última capa, la plataforma de construcción se eleva fuera de la cuba de resina, mostrando la pieza acabada, que ahora se denomina pieza "verde". Todavía está recubierta de resina líquida sin curar y aún no ha alcanzado sus propiedades mecánicas finales. El operario separa con cuidado la pieza y sus estructuras de soporte de la plataforma de construcción, lista para el flujo de trabajo de posprocesamiento esencial.
¿Qué materiales se utilizan en la impresión SLA?
La versatilidad de la SLA viene definida en gran medida por su amplia gama de resinas fotopolímeras. Se trata de polímeros termoestables, lo que significa que, una vez curados, no pueden volver a fundirse en forma líquida. Cada tipo de resina se formula con aditivos específicos para conseguir propiedades mecánicas, térmicas y visuales distintas.
1. Comprensión de las resinas fotopolímeras:
Las resinas SLA son mezclas químicas complejas. Los componentes principales son:
- Monómeros y oligómeros: Los componentes fundamentales del plástico.
- Fotoiniciadores: Moléculas que absorben la luz UV y ponen en marcha la reacción de polimerización.
- Aditivos: Rellenos, pigmentos y otras sustancias químicas que modifican las propiedades del material final (por ejemplo, dureza, flexibilidad, color, resistencia al calor).
2. Tipos comunes de resinas SLA y sus aplicaciones:
① Resinas estándar:
- Propiedades: Son los caballos de batalla de uso general de la SLA. Ofrecen una resolución extremadamente alta, un acabado superficial muy suave y son excelentes para captar detalles finos. Sin embargo, tienden a ser relativamente frágiles y tienen poca resistencia al impacto y a la temperatura.
- Aplicaciones: Ideal para prototipos visuales, modelos conceptuales, arte, figurines y piezas en las que la estética es más importante que el rendimiento mecánico.
② Resinas de ingeniería (resistentes y duraderas):
- Propiedades: Formuladas para simular termoplásticos de ingeniería comunes como ABS y PP. Estas resinas ofrecen un equilibrio superior de fuerza, rigidez y resistencia al impacto. Las resinas "resistentes" están diseñadas para soportar tensiones y esfuerzos, mientras que las resinas "duraderas" ofrecen una gran resistencia al desgaste y flexibilidad.
- Aplicaciones: Prototipos funcionales, plantillas y utillajes, cajas de encaje a presión y piezas de uso final que requieren un rendimiento mecánico robusto.
③ Resinas flexibles y elásticas:
- Propiedades: Estos materiales imitan las propiedades del caucho o la silicona, con diversos grados de flexibilidad y elasticidad medidos por la dureza Shore (por ejemplo, 50A, 80A). Pueden doblarse, estirarse y comprimirse repetidamente.
- Aplicaciones: Juntas, sellos, empuñaduras suaves al tacto, wearables, modelos anatómicos para simulación quirúrgica y creación de prototipos de productos elastoméricos.
④ Resinas moldeables:
- Propiedades: Esta resina especializada está diseñada con un alto contenido en cera. La propiedad clave es su "combustión" limpia durante el proceso de moldeo a la cera perdida: se convierte en ceniza y gas con un residuo mínimo cuando se calienta en un horno. Esto deja una cavidad perfecta en el molde de revestimiento.
- Aplicaciones: El material de referencia para la industria de la joyería (creación de patrones maestros para anillos y colgantes) y la odontología (patrones para coronas y puentes).
⑤ Resinas de alta temperatura:
- Propiedades: Estas resinas están diseñadas para mostrar una alta temperatura de deflexión térmica (HDT), que es la temperatura a la que un material empieza a deformarse bajo una carga específica. Pueden soportar temperaturas muy superiores a 200 °C (392 °F) tras el curado posterior.
- Aplicaciones: Moldes de inyección para prototipos (para tiradas cortas), accesorios para pruebas de aire caliente y flujo de fluidos, componentes resistentes al calor y soportes para iluminación y electrónica.
⑥ Resinas biocompatibles y médicas:
- Propiedades: Desarrolladas para aplicaciones médicas y dentales, estas resinas cuentan con la certificación de biocompatibilidad (por ejemplo, ISO 10993) para el contacto con la piel o las membranas mucosas. Son resistentes a métodos de esterilización como el autoclave.
- Aplicaciones: Guías quirúrgicas personalizadas, audífonos, modelos dentales, férulas y otros dispositivos médicos específicos para cada paciente. Se requiere un estricto cumplimiento de los protocolos de fabricación y postprocesamiento.
⑦ Resinas rellenas de cerámica:
- Propiedades: Se trata de materiales compuestos en los que la resina polimérica está rellena de partículas cerámicas. El resultado son piezas excepcionalmente rígidas, térmicamente estables y con un acabado liso y mate. Sin embargo, son más frágiles que otras resinas de ingeniería.
- Aplicaciones: Piezas que requieren una rigidez y una estabilidad térmica extremas cuando la fragilidad no es un problema, como los modelos de túnel de viento y las fijaciones especializadas.

¿Cuáles son las principales ventajas de la impresión 3D SLA?
La perdurable popularidad de la SLA se debe a un conjunto único de ventajas que la convierten en la elección óptima para una amplia gama de aplicaciones.
1. Precisión y detalle inigualables:
La ventaja fundamental de la SLA reside en su resolución. El tamaño del punto láser utilizado en las impresoras SLA es extremadamente pequeño (a menudo de 80-140 micras de diámetro), lo que permite dibujar características increíblemente finas y bordes afilados. Esta precisión no tiene parangón en la mayoría de las demás tecnologías de impresión, en particular la FDM, lo que convierte a la SLA en el estándar de oro para piezas con detalles intrincados.
2. Acabado superficial excepcional:
Dado que la SLA fabrica las piezas mediante el curado de un líquido, las superficies resultantes son excepcionalmente lisas y no porosas. Las transiciones entre capas son a menudo invisibles a simple vista, lo que da a la pieza final un aspecto similar al producido por moldeo por inyección. Esto elimina la necesidad de un procesamiento posterior exhaustivo para conseguir un acabado de alta calidad, lo que ahorra tiempo y mano de obra.
3. Versatilidad de materiales para aplicaciones especializadas:
Como se detalla en la sección de materiales, la amplitud de las resinas de SLA disponibles es una ventaja significativa. La posibilidad de elegir entre materiales resistentes, flexibles, moldeables, termorresistentes o biocompatibles significa que la SLA puede utilizarse no solo para la creación de prototipos, sino para una amplia gama de aplicaciones funcionales de uso final en diversos sectores.
4. Piezas estancas e isótropas:
El proceso de unión química entre capas en la SLA crea piezas totalmente densas y estancas nada más salir de la impresora. Además, esta fuerte unión química da lugar a piezas que son en gran medida isotrópicas, lo que significa que sus propiedades mecánicas (como la resistencia a la tracción) son constantes a lo largo de los tres ejes (X, Y y Z). Esto contrasta fuertemente con la FDM, en la que las piezas son anisótropas y significativamente más débiles a lo largo del eje Z (entre capas). Esta isotropía hace que las piezas SLA sean más fiables para aplicaciones mecánicas.
5. Ciclos acelerados de desarrollo de productos:
Para crear un único prototipo de alta fidelidad, la SLA es extraordinariamente rápida. Puede convertir un diseño digital complejo en un objeto tangible de la noche a la mañana. Esta velocidad permite a los equipos de diseño realizar iteraciones rápidas: imprimir una pieza, probarla, realizar cambios en el diseño e imprimir la siguiente versión en un bucle continuo. Esto acorta drásticamente los plazos de desarrollo, reduce el riesgo de costosos errores de utillaje y, en última instancia, permite obtener mejores productos.

¿Cuáles son las limitaciones o los retos de la impresión SLA?
Aunque potente, el SLA no está exento de dificultades. Comprender de forma realista sus limitaciones es crucial para implantarlo con éxito.
1. Costes de material y operativos más elevados:
Las resinas fotopolímeras son bastante más caras que los filamentos termoplásticos utilizados en la impresión FDM. El coste por kilogramo puede ser de 3 a 10 veces superior. Además, la maquinaria en sí es más compleja y los consumibles, como el depósito de resina y la plataforma de construcción, tienen una vida útil limitada y deben sustituirse periódicamente, lo que aumenta el coste operativo total.
2. Postprocesado obligatorio y desordenado:
Las piezas SLA no están listas para su uso nada más salir de la impresora. Requieren un flujo de trabajo de postprocesado de varios pasos que lleva mucho tiempo y es engorroso. Esto incluye:
- Lavado: La pieza "verde" debe lavarse a fondo en un disolvente, normalmente alcohol isopropílico (IPA), para eliminar todos los restos de resina no curada de su superficie.
- Curado: A continuación, la pieza lavada debe exponerse a la luz UV y, a menudo, al calor en una estación de curado especializada para conseguir sus propiedades mecánicas finales óptimas. Este flujo de trabajo requiere un equipo específico, un espacio bien ventilado y una manipulación adecuada de los productos químicos peligrosos.
3. Sensibilidad a los rayos UV y potencial de fragilidad:
Las resinas SLA estándar, en particular, son susceptibles de degradarse por la exposición prolongada a la luz solar (radiación UV). Con el tiempo, esto puede provocar que las piezas se vuelvan más quebradizas, cambien de color y pierdan su integridad mecánica. Aunque los revestimientos resistentes a los rayos UV pueden mitigar esta situación, es un factor clave para las piezas destinadas a un uso prolongado en exteriores. Muchas resinas estándar son también intrínsecamente más frágiles que los termoplásticos técnicos.
4. Volúmenes de construcción generalmente menores:
5. Necesidad e impacto de las estructuras de apoyo:
Casi todas las impresiones SLA requieren estructuras de soporte para anclar la pieza a la plataforma de construcción y para soportar cualquier elemento que sobresalga. Estos soportes están hechos del mismo material que la pieza y deben retirarse manualmente durante el postprocesado. Este proceso de eliminación puede dejar pequeños nódulos o marcas en la superficie que pueden requerir un lijado cuidadoso para crear un acabado perfectamente liso, lo que aumenta el tiempo de trabajo.
¿Cómo se compara la SLA con otras tecnologías de impresión 3D?
La elección de la tecnología de impresión 3D adecuada depende totalmente de los requisitos de la aplicación en cuanto a coste, velocidad, propiedades del material y precisión.
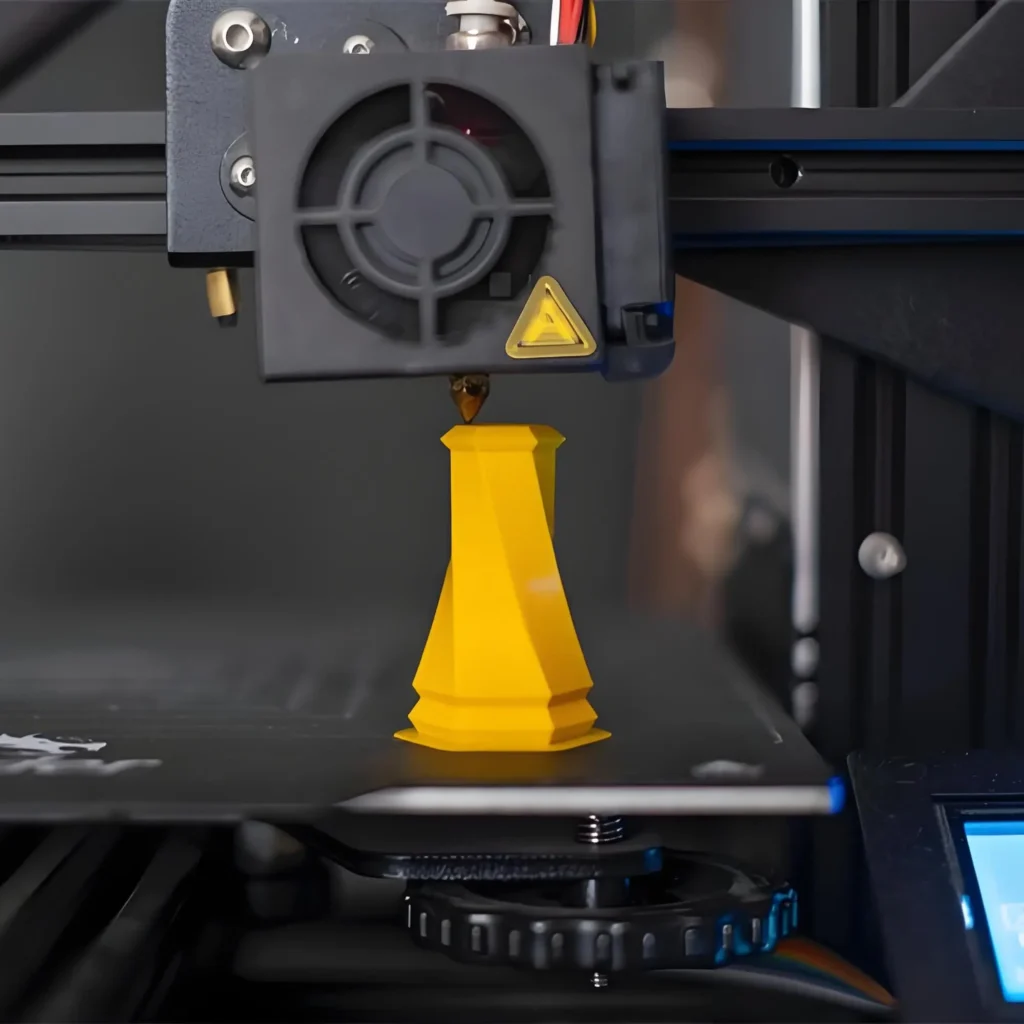
1. SLA frente al modelado por deposición fundida (FDM):
FDM es la tecnología de impresión 3D más común y accesible, que construye piezas mediante la extrusión de un filamento termoplástico fundido capa a capa.
① Resolución, detalle y acabado superficial:
- SLA: Superior. Produce superficies lisas y capta detalles extremadamente finos.
- FDM: Inferior. Las líneas visibles de la capa son una característica distintiva, y los detalles finos pueden perderse debido al mayor diámetro de la boquilla. Suele ser necesario un tratamiento posterior exhaustivo para obtener un acabado liso.
② Coste y sencillez:
- SLA: Mayor coste tanto de la máquina como de los materiales. Flujo de trabajo más complejo debido al posprocesamiento.
- FDM: Menor coste. Las máquinas y los materiales son asequibles, y el proceso es más sencillo, con un procesamiento posterior mínimo.
③ Propiedades y resistencia de los materiales:
- SLA: Piezas isotrópicas con buena resistencia, pero las resinas estándar pueden ser quebradizas. Las resinas de ingeniería especializadas ofrecen un rendimiento robusto.
- FDM: Ofrece una amplia gama de termoplásticos de ingeniería duraderos (por ejemplo, ABS, PETG, nailon, policarbonato). Las piezas son anisótropas (más débiles entre capas) pero pueden ser muy resistentes y duraderas.
Modelado por deposición fundida (FDM)
2. SLA frente al sinterizado selectivo por láser (SLS):
El SLS utiliza un láser de alta potencia para fusionar partículas de polímero en polvo (normalmente nailon), capa por capa.
① Detalle frente a fuerza funcional:
- SLA: Ideal para detalles finos y prototipos estéticos en los que el acabado de la superficie es fundamental.
- SLS: El mejor para producir piezas resistentes, duraderas y funcionales con excelentes propiedades mecánicas, rivalizando con las piezas moldeadas por inyección. El acabado superficial es intrínsecamente granuloso.
② Estructuras de soporte:
- SLA: Requiere estructuras de soporte que deben retirarse.
- SLS: Sin soporte. El polvo sin fundir que rodea la pieza actúa como soporte natural, lo que permite crear geometrías complejas y entrelazadas sin las limitaciones de los soportes.
③ Coste y accesibilidad:
- SLA: Disponibles en formato de sobremesa e industrial a precios asequibles.
- SLS: Se trata sobre todo de una tecnología industrial con un elevado coste de entrada e importantes requisitos de instalación.
Sinterización selectiva por láser (SLS)
3. SLA frente a procesamiento digital de la luz (DLP) y LCD/MSLA:
DLP y LCD (también llamadas SLA enmascarada o MSLA) también son tecnologías de fotopolimerización en cuba y son las parientes más cercanas de la SLA. La diferencia clave es la fuente de luz.
① Fuente de luz y velocidad:
- SLA: Utiliza un láser para trazar cada capa. El tiempo de impresión depende de la complejidad y el área de cada capa.
- DLP/LCD: Utilizan un proyector digital (DLP) o una pantalla LCD con una matriz de LED UV (LCD/MSLA) para destellar y curar toda una capa a la vez. Esto las hace mucho más rápidas que las SLA, especialmente cuando se imprimen varias piezas o piezas grandes y sólidas, ya que el tiempo de impresión solo depende de la altura de la pieza (eje Z).
② Resolución y forma de los vóxeles:
- SLA: El láser crea una trayectoria continua y suave. La resolución viene definida por el tamaño del punto del láser.
- DLP/LCD: La imagen se compone de píxeles (llamados vóxeles en 3D). Esto puede provocar a veces un efecto de "pixelado" o "aliasing" en las superficies curvas, aunque las modernas técnicas de antialiasing lo reducen en gran medida. La resolución viene definida por el tamaño en píxeles del proyector o la pantalla LCD.

DLP/LCD
Guía definitiva de la impresión 3D SLA
Sumérjase en nuestra guía definitiva sobre impresión 3D por estereolitografía (SLA). Conozca el proceso paso a paso, las propiedades de los materiales, los costes, consejos de diseño y aplicaciones clave.
Guía completa de la impresión 3D por estereolitografía (SLA)
¿Qué directrices de diseño debe seguir para la impresión SLA?
El diseño para SLA (DfAM - Design for Additive Manufacturing) es crucial para garantizar el éxito de la impresión, optimizar la calidad de la pieza y minimizar los costes.
1. Espesor mínimo de pared:
Para garantizar que una pieza sea autoportante y se imprima correctamente, las paredes deben tener un grosor mínimo.
- Paredes soportadas: En general, se recomienda un grosor mínimo de 0,4 mm.
- Paredes sin soporte: Para las paredes verticales que deben ser rígidas por sí solas, es más seguro un grosor de al menos 0,6 mm. Las paredes más finas corren el riesgo de alabearse o fallar durante la impresión.
2. Voladizos y soportes:
Cualquier parte de un modelo que sobresalga en un ángulo superior a aproximadamente 45 grados respecto a la vertical requerirá probablemente estructuras de soporte.
- Diseño para el autoapoyo: Cuando sea posible, diseñe con curvas suaves y chaflanes (utilizando ángulos inferiores a 45 grados) para minimizar la necesidad de soportes.
- Estrategia de orientación: Oriente la pieza en el software de corte para minimizar los apoyos en superficies cosméticas críticas, ya que su eliminación puede dejar pequeñas marcas.
3. Huecos y agujeros de drenaje:
Imprimir modelos sólidos de gran tamaño es caro y lleva mucho tiempo. Además, aumenta el riesgo de que la impresión falle debido a las fuerzas de succión durante el proceso de pelado.
- Ahuecamiento: Utilice su software CAD para ahuecar modelos sólidos, creando una cavidad interna y ahorrando una cantidad significativa de resina. Un grosor de pared de 2-3 mm suele ser suficiente para la cáscara ahuecada.
- Agujeros de drenaje: Es esencial añadir al menos dos agujeros de drenaje a su modelo ahuecado. Estos agujeros permiten que la resina no curada salga de la cavidad interna durante la impresión y el lavado. Sin ellos, la resina atrapada podría crear presión y hacer que la pieza se agriete o reviente. Coloque los orificios en zonas no críticas.
4. Detalles en relieve y grabados:
La SLA es excelente para los detalles, pero tiene sus límites físicos.
- Detalles en relieve: Debe sobresalir al menos 0,2 mm de la superficie para ser claramente visible.
- Detalles grabados (empotrados): Deben tener al menos 0,4 mm de ancho y 0,4 mm de profundidad para garantizar que el láser pueda curarlas correctamente y que la resina líquida pueda lavarse.
5. Tolerancias y montaje:
La SLA es muy precisa, pero para las piezas que deben encajar, las holguras son esenciales.
- Despejado: Para un ajuste o ensamblaje por deslizamiento, diseñe una holgura mínima de 0,1-0,2 mm entre las piezas de contacto. Para un ajuste a presión más ajustado, puede ser adecuada una holgura menor de 0,05 mm. Siempre es mejor imprimir una pequeña pieza de prueba para validar las tolerancias con el material y la impresora específicos.
6. Evitar el "Cupping":
El "cupping" se produce cuando una sección hueca crea un volumen cerrado frente a la plataforma de construcción, actuando como una ventosa durante el proceso de pelado. Esto puede provocar fallos en la impresión. Orientar la pieza de forma diferente o añadir orificios de ventilación adicionales puede resolver este problema.
¿Cuáles son las aplicaciones más comunes de la impresión 3D SLA?
Las ventajas únicas del SLA lo han convertido en una herramienta indispensable en multitud de sectores.
1. Creación de prototipos y desarrollo de productos:
Esta sigue siendo la principal aplicación del SLA. Ingenieros y diseñadores lo utilizan para crear:
- Modelos visuales de alta fidelidad: Perfecto para marketing, grupos de discusión y presentaciones a inversores.
- Prototipos de forma y ajuste: Verificar que las piezas se ensamblan correctamente y cumplen los requisitos ergonómicos antes de invertir en utillaje para la producción en serie.
2. Ingeniería y fabricación:
Más allá de la creación de prototipos, el SLA se utiliza directamente en la planta de producción para:
- Plantillas y dispositivos a medida: Creación de herramientas personalizadas de gran precisión para sujetar piezas durante el mecanizado o el montaje, mejorando la uniformidad y la velocidad.
- Moldes de inyección de corta duración: Utilizando resinas de alta temperatura, la SLA puede producir moldes para lotes pequeños (50-100 piezas) de componentes moldeados por inyección, lo que reduce drásticamente los costes de utillaje y los plazos de entrega de las series piloto.
3. Odontología:
La industria dental se ha visto revolucionada por la SLA debido a su precisión y a la disponibilidad de materiales biocompatibles.
- Guías quirúrgicas: Guías específicas para pacientes para la colocación precisa de implantes dentales.
- Modelos para termoformado: Creación de modelos precisos de los dientes de un paciente para termoformar alineadores transparentes.
- Coronas, puentes y dentaduras postizas: Creación de patrones calcinables o incluso impresión directa de restauraciones provisionales.
4. Joyas:
La SLA, con resinas moldeables, es fundamental para la fabricación moderna de joyas.
- Patrones de fundición a la cera perdida: Los joyeros imprimen intrincados diseños, que luego se utilizan para crear moldes de fundición de metales preciosos como el oro y la plata. Esto permite una libertad de diseño y una personalización sin precedentes.
5. Sanidad y productos sanitarios:
- Modelos anatómicos: Los cirujanos utilizan modelos muy detallados y específicos de cada paciente, impresos a partir de tomografías computarizadas o resonancias magnéticas, para planificar cirugías complejas, lo que reduce el tiempo en el quirófano y mejora los resultados de los pacientes.
- Carcasas de dispositivos personalizadas: Creación de prototipos y producción de carcasas para dispositivos médicos en los que la precisión y las superficies lisas son fundamentales.
6. Arte, diseño y entretenimiento:
- Figuritas y miniaturas detalladas: Los aficionados y diseñadores de personajes utilizan la SLA para producir modelos muy detallados que serían imposibles de crear de otro modo.
- Atrezzo y efectos especiales: Creación de accesorios y modelos detallados y personalizados para la industria cinematográfica.

¿Qué es el flujo de trabajo de postprocesamiento SLA?
Una impresión SLA satisfactoria es sólo la mitad de la batalla. Para conseguir la estética y las propiedades mecánicas deseadas, no es negociable un postprocesado adecuado.
1. Lavado:
La pieza "verde", recién salida de la impresora, está recubierta de una capa pegajosa de resina líquida sin curar. Hay que eliminarla.
- Proceso: La pieza se sumerge y se agita en un disolvente, normalmente alcohol isopropílico (IPA) con una concentración de 90% o superior. Esto puede hacerse manualmente en un recipiente o, de forma más eficaz, utilizando una estación de lavado automatizada que haga circular el disolvente.
- Objetivo: Para eliminar toda la resina residual de la superficie y de cualquier cavidad interna. Un lavado inadecuado dará como resultado una pieza pegajosa y un curado incorrecto.
2. Secado:
Después del lavado, la pieza debe estar completamente seca antes del curado.
- Proceso: La pieza debe dejarse secar al aire, o puede utilizarse aire comprimido para acelerar el proceso. Es crucial asegurarse de que todo el IPA se ha evaporado, ya que el disolvente atrapado puede causar defectos superficiales y grietas durante el curado.
3. Postcurado UV:
La parte "verde" aún no está en su punto. El postcurado es un paso necesario para finalizar el proceso de polimerización.
- Proceso: La pieza limpia y seca se coloca en una estación de curado, que la expone a una combinación de luz UV (a una longitud de onda específica, normalmente 405 nm) y, a menudo, calor. La duración y la temperatura dependen del material.
- Objetivo: Para entrecruzar completamente las cadenas de polímero, maximizando la fuerza, rigidez y resistencia térmica de la pieza. Sin este paso, la pieza será débil, pegajosa e inestable dimensionalmente.
4. Extracción del soporte:
Esto puede hacerse antes o después del curado, con ventajas y desventajas.
- Antes del curado: La pieza es más blanda, por lo que los soportes son más fáciles de retirar con fresas al ras. Sin embargo, esto puede dejar marcas superficiales más significativas.
- Después del curado: La pieza es más dura y quebradiza, por lo que su extracción requiere más fuerza y cuidado para evitar romper elementos delicados. Los puntos de rotura suelen ser más limpios. La mayoría de los profesionales retiran la mayor parte de los soportes antes del curado y realizan la retirada fina después.
5. Acabado opcional:
Para un acabado realmente perfecto, se pueden tomar medidas adicionales.
- Lijado: Las pequeñas marcas dejadas por las estructuras de soporte pueden lijarse en húmedo con papel de lija de grano progresivamente más fino.
- Pulido: Para obtener un acabado transparente como el cristal en resinas transparentes, es necesario pulir.
- Imprimación y pintura: Las piezas SLA aceptan muy bien la imprimación y la pintura, lo que permite crear modelos multicolores con calidad de producción.

¿Cuánto cuesta y cuánto tarda la impresión SLA?
Estas son dos de las cuestiones prácticas más críticas para cualquier empresa que se plantee un SLA. Las respuestas dependen de varios factores interconectados.
1. Factores que influyen en los costes de impresión SLA:
① Consumo de material: Es el coste más directo. Se calcula en función del volumen total de resina utilizada, que incluye no sólo la pieza en sí, sino también la resina necesaria para las estructuras de soporte y, potencialmente, una balsa (una estructura de base). Ahuecar las piezas es la forma más eficaz de reducir este coste.
② Tiempo de máquina: Este coste está relacionado con la depreciación de la impresora SLA y el tiempo que está ocupada. A diferencia de otras tecnologías, el tiempo de máquina en SLA no viene dictado principalmente por el volumen o la complejidad de la pieza, sino por su altura.
③ Trabajo: El SLA es un proceso que requiere mucha mano de obra. El coste debe tener en cuenta el tiempo de mano de obra cualificada necesario para:
- Preparación de la impresión (configuración del archivo, orientación).
- Preparación y limpieza de la máquina.
- Todo el flujo de trabajo posterior al tratamiento (lavado, curado, eliminación de soportes y acabado).
④ Complejidad de la pieza: Aunque no afecta directamente al tiempo de impresión tanto como la altura, las piezas muy complejas pueden requerir estrategias de soporte más intrincadas, una manipulación más cuidadosa y un postprocesado más intensivo, lo que aumenta los costes de mano de obra.
2. Estimación del tiempo de impresión SLA:
① El conductor principal (altura Z): El factor individual más importante que determina el tiempo de impresión en SLA es la altura de la pieza a lo largo del eje Z. Dado que la impresora debe realizar la misma secuencia de acciones (curado láser, movimiento de la plataforma, recubrimiento) para cada capa, una pieza alta siempre tardará más que una pieza baja, independientemente de su anchura o volumen.
② Otros factores: Aunque la altura Z es dominante, otros factores menores pueden influir en la velocidad:
- Altura de la capa: Una altura de capa menor (por ejemplo, 25 micras) dará como resultado un mejor acabado superficial, pero aumentará el número total de capas y, por tanto, el tiempo de impresión en comparación con una altura de capa mayor (por ejemplo, 100 micras).
- Material: Algunas resinas pueden requerir tiempos de exposición por capa ligeramente más largos, lo que afecta marginalmente a la velocidad global.

¿Por qué elegir nuestros servicios de impresión 3D SLA?
Navegar por las complejidades de la SLA requiere algo más que una impresora; requiere experiencia, precisión y un compromiso con la calidad. Por eso somos el socio ideal para sus necesidades de impresión 3D SLA.
Utilizamos máquinas SLA industriales de última generación que se calibran y mantienen meticulosamente. Nuestro entorno de impresión está climatizado para garantizar la estabilidad de la resina y la repetibilidad del proceso. Esto garantiza que todas las piezas que producimos cumplen los más altos estándares de precisión dimensional y acabado superficial.
Con una amplia biblioteca de resinas de ingeniería estándar y avanzadas, nuestro equipo de expertos trabajará con usted para seleccionar el material perfecto para su aplicación específica. Conocemos los matices de las propiedades de cada resina y podemos ofrecerle un enfoque consultivo para garantizar que su pieza funcione exactamente según lo previsto, tanto si se trata de un prototipo visual como de un componente funcional de uso final.
Nuestro proceso está diseñado para ser eficiente. Desde nuestra plataforma instantánea de presupuestos en línea hasta nuestro flujo de trabajo optimizado de posprocesamiento, minimizamos los plazos de entrega sin comprometer la calidad. Entendemos la importancia de la velocidad en el desarrollo de productos modernos y nos comprometemos a entregar sus piezas a tiempo, siempre.
Somos algo más que un servicio de impresión. Somos un socio de fabricación de servicio completo. Nuestro equipo puede proporcionarle información sobre el diseño para la fabricación aditiva (DfAM) con el fin de optimizar sus piezas para el proceso de SLA, y nuestros completos servicios de acabado, que incluyen lijado, pintura y montaje, le permitirán recibir piezas listas para su uso inmediato.
Consideramos a nuestros clientes como socios. Nuestro objetivo es convertirnos en una extensión perfecta de su equipo de diseño e ingeniería. Nos enorgullecemos de una comunicación clara, precios transparentes y una dedicación para ayudarle a resolver sus retos más complejos y dar vida a sus ideas más innovadoras.
Preguntas más frecuentes sobre la impresión 3D SLA
La resistencia de una pieza SLA depende totalmente de la resina utilizada. Las resinas estándar tienden a ser frágiles y son mejores para modelos no funcionales. Sin embargo, las resinas de ingeniería (como Tough, Durable o similares al ABS) están formuladas para ofrecer un excelente rendimiento mecánico, una alta resistencia a la tracción y al impacto, y son adecuadas para muchas aplicaciones funcionales, plantillas y accesorios.
En general, no. Las resinas SLA estándar son tóxicas en estado líquido y sin curar y no están certificadas para el contacto con alimentos. Para aplicaciones que requieran contacto con la piel, como wearables o guías médicas, debe utilizar una resina específica biocompatible o de grado médico y seguir un flujo de trabajo estricto y validado para la impresión y el posprocesamiento para garantizar la seguridad.
La SLA es intrínsecamente un proceso monocolor. El color de la pieza viene determinado por el color de la resina líquida de la cuba. Aunque existen algunas resinas prepigmentadas (por ejemplo, blanca, gris, negra, transparente), la selección es limitada. Para piezas multicolores, la práctica profesional habitual es imprimir la pieza en un color neutro (como el gris) y luego imprimarla y pintarla durante el postprocesado para conseguir el aspecto deseado.
SLA es una de las tecnologías de impresión 3D más precisas que existen. La precisión dimensional típica de las máquinas SLA industriales es de ±0,1% de la dimensión nominal, con una tolerancia mínima de entre ±0,1 y ±0,2 mm. Esta alta precisión la hace ideal para pruebas de forma y ajuste y piezas con requisitos de montaje ajustados.
"Impresión con resina" es un término general para la familia de tecnologías denominada fotopolimerización en cuba. SLA, DLP (Digital Light Processing) y LCD/MSLA son todos tipos de impresión con resina. La diferencia clave es la fuente de luz:
- SLA utiliza un único punto láser para dibujar la capa.
- DLP utiliza un proyector digital para destellar y curar toda la capa a la vez.
- LCD/MSLA utiliza una matriz de LED UV que brilla a través de una pantalla LCD que actúa como máscara para curar toda la capa a la vez. Aunque todas utilizan resina líquida, el método de curado afecta a las características de velocidad y resolución. SLA es la tecnología original, conocida por su precisión y acabado suave.


Moldeo por Inyección ASA: Guía Completa de Procesamiento para Ingenieros
El moldeo por inyección de ASA (Acrilonitrilo Estireno Acrilato) ofrece algo que el ABS no puede: resistencia genuina a largo plazo a los rayos UV y a la intemperie sin necesidad de pintura o recubrimiento. Si está especificando un material para carcasas exteriores, automoción

Materiales Plásticos Más Utilizados en el Moldeo por Inyección: Una Guía Práctica
Acabas de recibir un nuevo proyecto de moldeo por inyección y la primera pregunta en la solicitud de cotización es: "¿Qué material recomiendas?" Si eres como la mayoría de los ingenieros con los que hablamos, has
Moldeo por Inyección de ABS: La Guía Técnica Completa
Introducción El ABS (Acrilonitrilo Butadieno Estireno) es uno de los termoplásticos más utilizados en el moldeo por inyección1, y con razón. Equilibra resistencia, calidad del acabado superficial y facilidad de procesamiento en un
Soluciones de optimización Gratis
- Proporcionar información sobre el diseño y soluciones de optimización
- Optimice la estructura y reduzca los costes de moldeado
- Hable directamente con los ingenieros

