 Ir al contenido
Ir al contenido 

Elegir el tonelaje adecuado de la máquina de moldeo por inyección es un factor crítico para producir piezas de plástico de calidad y optimizar la producción. En este artículo, explicaremos cómo definen los expertos los principios de selección de una máquina de moldeo por inyección y qué métodos de cálculo son necesarios para determinar el tonelaje requerido de la máquina en función de sus necesidades reales.

Definición de tonelaje de una máquina de moldeo por inyección
Cuando se habla del tamaño de una máquina de moldeo por inyección, se hace referencia a la fuerza de cierre: la fuerza máxima que utiliza la máquina para mantener cerrado el molde durante la inyección. La fuerza de cierre suele expresarse en toneladas de presión; cuanto mayor sea el tonelaje, mayor será la máquina. La fuerza de cierre es importante porque afecta directamente a la calidad y la productividad de las piezas moldeadas por inyección. Elegir el tonelaje adecuado también ayuda a mantener el molde cerrado durante el proceso de inyección, lo que contribuye a minimizar problemas como las rebabas y las piezas defectuosas.

Factores clave en la elección del tonelaje de la máquina de moldeo por inyección
Cuando intentas averiguar qué tamaño moldeo por inyección que necesita para su aplicación, hay un montón de factores que debe tener en cuenta. Tiene que pensar en el tamaño y el diseño de la pieza que va a fabricar, cuántas cavidades va a tener en el molde, qué tipo de material va a inyectar, cuánta presión va a necesitar para inyectarlo, cómo va a ser el diseño del canal y qué tipo de precisión y normas de calidad tiene para la pieza final. Voy a repasar cada uno de estos factores con un poco más de detalle.
Tamaño, peso y estructura del producto
- Tamaño del producto: El tonelaje es lo que determina los parámetros básicos del producto. El tamaño del producto viene determinado por su longitud, anchura y altura, y dicta el tamaño de la mordaza y, por tanto, la fuerza de cierre necesaria. Los productos más grandes ejercen más presión sobre el molde para cerrarse correctamente y evitar fugas del plástico fundido durante la inyección, por lo que necesitan una mayor fuerza de sujeción.
- Peso del producto: La presión de inyección de la máquina de moldeo por inyección es directamente proporcional al tonelaje de las máquinas de moldeo por inyección y viene determinada por el diámetro del tornillo, así como por el armazón del material. Teniendo todo esto en cuenta, primero hay que estipular el peso del producto. Tradicionalmente, si el peso de un solo producto es inferior a 50 gramos, requerirá una máquina con un tonelaje inferior a 50T. En cuanto a los productos que pesan más de 100 gramos, se supone que se utilizará una máquina con un tonelaje superior a 100T.
- Estructura del producto: Otra cosa que puede afectar al tipo de fuerza de sujeción que necesita es lo complicado que sea el producto. En los productos complicados, el plástico tiene que rellenar muchas formas diferentes. Por lo tanto, se necesita más presión de inyección para rellenar todas esas formas. Eso significa que se necesita más fuerza de cierre para mantener el molde cerrado. Por ejemplo, si tiene una pieza con paredes finas o curvas, necesita más fuerza de cierre para asegurarse de que el plástico se llena completamente.

Tamaño del molde y número de cavidades
- Tamaño del molde: Si el molde es grande, significa que se necesita mucha presión para sujetarlo. Los moldes más grandes deben sujetarse con más fuerza para evitar que se abran al inyectar. El tamaño del molde depende de su longitud, anchura, altura y peso, y es necesario saberlo para calcular el tonelaje necesario.
- Número de cavidades del molde: El número de cavidades del molde afecta a la fuerza de cierre necesaria para cerrar las dos mitades del molde. Los diseños de moldes de una sola cavidad suelen ser más sencillos y aplican la fuerza de cierre a una sola pieza del molde, mientras que los moldes de varias cavidades aplican la fuerza de cierre a varias cavidades que se llenan al mismo tiempo. Los moldes multicavidad aumentan la productividad, pero requieren mucha más fuerza de cierre. En general, cuantas más cavidades haya, más fuerza de cierre se necesitará para cerrar correctamente el molde.

Tipo de material
- Fluidez del material: También es importante tener en cuenta que, algunos plásticos tienen diferentes características de fluidez, especialmente cuando se funden. Esto se debe a que con una buena fluidez, es decir, PP y PE, la presión de inyección determina la fuerza de cierre de forma negativa. Por otro lado, los materiales que tienen características de fluidez relativamente pobres, entre los que se incluyen el PC y el POM, requieren presiones de inyección más elevadas que, a su vez, requieren una mayor fuerza de sujeción para contrarrestar la presión.
- Índice de contracción del material: El índice de contracción de los materiales plásticos también afecta a la fuerza de cierre necesaria. Si el material tiene una tasa de contracción elevada, creará una tensión de contracción elevada durante el enfriamiento, lo que requerirá una fuerza de sujeción elevada para mantener el molde cerrado y permitir que la pieza se forme sin distorsión.
- Cristalinidad del material: Algunos termoplásticos necesitan una presión de inyección y una fuerza de cierre elevadas para cerrar los moldes y obtener productos cristalinos de alta calidad. Por regla general, la fuerza de cierre en el caso de los materiales amorfos es menor que la aplicada a los cristalinos.

Presión de inyección y diseño del canal
- Presión de inyección: La presión de inyección, por su parte, es la presión que ejerce el tornillo de inyección cuando inyecta el plástico fundido en el molde. La cantidad de presión de inyección también afecta a la fuerza de cierre necesaria. Es simplemente la suma de la fuerza total del AOSC utilizada para empujar hacia abajo las prensas, dividida por el número total de prensas. Una presión de inyección elevada requiere una mayor fuerza de sujeción para apretar el molde de modo que no se abra y producir así productos de alta precisión y calidad.
- Diseño de corredor: Para tener éxito en el diseño de las canaletas, es necesario saber que puede aumentar considerablemente la presión de inyección o, en otras palabras, disminuir la fuerza de cierre necesaria. En el diseño de los canales, factores como la posición y la geometría de las compuertas, la sección transversal de los canales y la refrigeración de los mismos son fundamentales. Para optimizar el diseño de los canales de proceso de moldeo por inyección control, el diseño del canal debe facilitar una distribución uniforme del plástico fundido en todas las cavidades, reduciendo así la pérdida de presión y mejorando el rendimiento del producto final.
Precisión del producto y requisitos de calidad
- Productos de precisión: A medida que aumentan los requisitos de precisión de los productos finales, la presión de cierre debe ser proporcionalmente mayor. Esto se debe a que una fuerza de sujeción inadecuada podría permitir que el molde se abriera durante la inyección, lo que provocaría la aparición de rebabas de material y comprometería la precisión dimensional y la estética del producto final. Cuando las piezas son de ingeniería de precisión, como las carcasas de dispositivos electrónicos o de cualquier equipo médico, el requisito de fuerza de cierre será más crítico.
- Calidad del producto: Los productos para industrias de alta precisión necesitan más fuerza de sujeción para ejercer mucha presión sobre el producto y evitar que tenga agujeros. Si no tienes suficiente presión, tendrás burbujas, marcas de hundimiento y líneas de soldadura. Por tanto, si quieres hacer piezas buenas, y basándote en lo que acabo de decirte, puedes aumentar la presión adquiriendo una máquina más grande.

Comportamiento de llenado del material y condiciones de proceso
- Comportamiento de llenado del material: Esto significa que algunos de los materiales que se están utilizando en el proceso de inyección son diferentes y por lo tanto tienen diferentes patrones de llenado. Un ejemplo es el de los materiales de moldeo que tienen tendencia a fluir en diferentes patrones, lo que dará lugar a puntos de presión diferencial dentro del molde y, por tanto, a la necesidad de una mayor presión de cierre para garantizar un cierre uniforme del molde o evitar la apertura localizada del molde.
- Condiciones del proceso: Las condiciones de inyección incluyen la velocidad de inyección, el tiempo de mantenimiento y el tiempo de enfriamiento en el proceso de moldeo por inyección que afectan a la fuerza de sujeción necesaria para el proceso. Las velocidades de inyección más altas y los tiempos de enfriamiento más cortos suelen implicar más presión durante la inyección, lo que significa que se necesita más fuerza de sujeción. Hay que tener en cuenta el tonelaje de la máquina y estas condiciones del proceso.

Temperatura del moho y factores ambientales
- Temperatura del molde: Es una forma elegante de decir que la temperatura a la que se coloca el molde influye mucho en la fuerza de sujeción que se necesita. Los moldes de alta temperatura suelen necesitar más fuerza de sujeción para ayudar a contrarrestar la expansión y contracción causadas por los cambios de temperatura y la presión del material fundido. Los moldes hechos para funcionar a bajas temperaturas no necesitan tanta fuerza de sujeción cuando se inyecta el plástico.
- Factores medioambientales: Otros factores relacionados son la temperatura y la humedad del entorno de producción. Estos factores afectan a las condiciones de trabajo de la máquina de moldeo por inyección y a la fuerza de sujeción necesaria. Las condiciones de calor y humedad del material de la pieza pueden cambiar la resistencia al flujo y, por tanto, aumentar la fuerza de sujeción necesaria. Si la temperatura y la humedad son bajas, es posible que el hormigón no requiera una gran cantidad de fuerza de sujeción.

Método de cálculo de la fuerza de sujeción
Por lo tanto, hay algunas cosas que pueden afectar a la cantidad de fuerza de cierre que necesita en una máquina de moldeo por inyección para hacer buenas piezas. He aquí una guía paso a paso para ayudarle a calcular cuánta fuerza de cierre necesita:
Entender lo básico
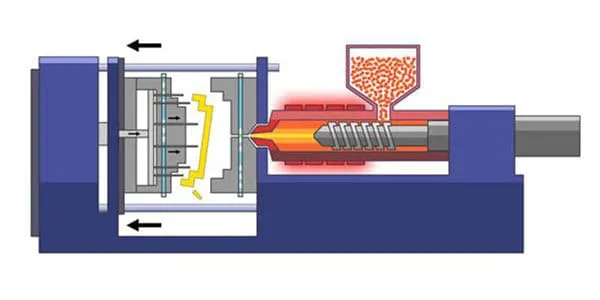
Fuerza de cierre: La fuerza de cierre es la fuerza con la que la máquina aprieta el molde para mantenerlo cerrado durante la inyección. Es muy importante asegurarse de que el molde no se abra por la presión del plástico que entra.

Determinar los parámetros clave
Varios factores afectan al cálculo de la fuerza de sujeción, entre ellos:Varios factores afectan al cálculo de la fuerza de sujeción, entre ellos:
Área proyectada (A): La parte de la cavidad del molde donde se va a fabricar la pieza.
Presión de inyección (Pi): La fuerza utilizada para empujar el plástico fundido dentro de las cavidades del molde y cualquier otra presión que sea necesaria a lo largo del proceso.

Calcular la superficie proyectada (A)
Para calcular el área proyectada, es necesario conocer la geometría de la pieza. Si es un rectángulo sencillo, basta con multiplicar la longitud por la anchura. Si es más complicada, puede que tengas que dividirla en formas más simples y sumar sus áreas.
Fórmula: Superficie proyectada (A)=Longitud×Anchura
Determinar la presión de inyección (Pi)
La presión de inyección también puede fluctuar en función del tipo de material y de sus requisitos exactos en el proceso de moldeo. A menudo la indica el proveedor del material, o puede estimarse utilizando las condiciones del tratamiento térmico.

Calcular la fuerza de sujeción (Fc)
La fuerza de cierre necesaria para mantener el molde cerrado durante la inyección se calcula mediante la siguiente fórmula: Fuerza de cierre (Fc)=Área proyectada (A)×Presión de inyección (Pi)
Ejemplo de cálculo
Suponiendo los siguientes parámetros:
- Área proyectada (A): 100 pulgadas cuadradas
- Presión de inyección (Pi): 5000 psi
Utilizando la fórmula Fuerza de sujeción (Fc)=100 in2×5000 psi
Fuerza de sujeción (Fc)=500.000 lbs
Esto significa que se necesitan 500.000 libras de fuerza de cierre para mantener el molde cerrado durante la inyección.

Factor de seguridad
Se recomienda incluir un factor de seguridad en el cálculo para tener en cuenta las variaciones en las condiciones de procesamiento y garantizar que el molde permanece cerrado de forma segura. Una de las medidas de seguridad más fundamentales es de 1,1 a 1,5 veces la fuerza calculada.
Consideraciones finales
Propiedades del material: La fuerza de cierre del molde dependerá del tipo de material que se inyecte y de sus diferentes rangos de presión.
Diseño del molde: Es importante tener en cuenta que en moldes complejos, el número de cavidades puede requerir un cambio en los cálculos de la fuerza de cierre.
Al determinar la fuerza de cierre, el objetivo es obtener el número correcto para producir piezas buenas sin otros problemas como el flash, que puede ser causado por el molde no se cierra correctamente. Para obtener mejores cifras, puedes hablar con fabricantes de equipos o con personas que sepan mucho de estas cosas.

Sugerencias para seleccionar el tonelaje de la máquina de moldeo por inyección
Cuando se trata de moldeo por inyección máquinas, el tonelaje que necesita depende de varias cosas. Debe tener en cuenta el tamaño de la pieza que va a fabricar, cuántas va a fabricar y qué tipo de material va a utilizar. Estos son algunos aspectos en los que debe pensar:
Selección del tonelaje en función del tamaño del producto: Si fabrica piezas pequeñas, probablemente utilizará una máquina con una capacidad nominal de 25 a 80 toneladas. Si fabrica piezas medianas, necesitará una máquina de 80 a 180 toneladas. Si fabrica piezas grandes, necesitará una máquina de 180 a 500 toneladas. Pero siempre debe comprobar las dimensiones de su pieza para estar seguro.

Selección del tonelaje en función del volumen de producción: Muchas empresas necesitan fabricar muchas piezas en poco tiempo para ser eficientes y mantener bajos los costes de mano de obra. Si ese es su caso, necesitará una máquina con un gran tonelaje.
Selección del tonelaje en función del material: Los distintos plásticos tienen estructuras y densidades diferentes. Eso significa que necesitará diferentes rangos de tonelaje para diferentes materiales. Tendrá que encontrar un vendedor o un fabricante que le diga qué tonelaje necesita para los distintos materiales.

Consideraciones prácticas en aplicaciones reales
A la hora de elegir el tonelaje de una máquina de moldeo por inyección, también debe tener en cuenta lo siguiente:
Deja un margen: A la hora de elegir el tonelaje, puede elegir un poco más del que necesita, de modo que si tiene algún problema en la producción, pueda seguir utilizándolo. Por ejemplo, si el material fluctúa, o la temperatura del molde fluctúa, necesitarás más fuerza de amarre.
Diseño de moldes y precisión de mecanizado: La fuerza de sujeción se ve afectada por el diseño y el mecanizado del molde. Si tiene la misma precisión, el molde para prensar metal distribuirá uniformemente la fuerza de sujeción, por lo que necesitará menos tonelaje para la máquina.

Rendimiento y estabilidad de las máquinas de moldeo por inyección: Diferentes empresas y fabricantes utilizan diferentes tipos de máquinas de moldeo por inyección, y su rendimiento y estabilidad son diferentes. A la hora de elegir el tonelaje, debe tener en cuenta el rendimiento general y la estabilidad de la máquina, para poder utilizarla con facilidad.
Entorno de producción: La temperatura y la humedad en el proceso de producción son factores controlables, y afectarán a la dinámica de uso de la máquina de moldeo por inyección y a la fuerza de cierre. Debe ajustar bien los parámetros de trabajo de la máquina y elegir el tonelaje que se adapte a su producción.

Tendencias futuras
El moldeo por inyección es una de las tecnologías de fabricación más utilizadas en la industria para hacer todo tipo de cosas. Como tecnología de moldeo por inyección avances, cada vez más máquinas de moldeo por inyección serán inteligentes y automatizadas. La decisión sobre el tonelaje adecuado de la máquina se tomará más mediante tecnologías de cálculo y simulación. Otra tendencia importante en el desarrollo del moldeo por inyección es la protección del medio ambiente y el ahorro de energía. Por ejemplo, las máquinas de moldeo por inyección de bajo consumo y alta eficiencia son cada vez más populares en el mercado.

Conclusión
No es fácil calcular el tamaño de la máquina de moldeo por inyección que necesita. Hay que tener en cuenta muchos factores. Hay que tener en cuenta el tamaño y el grosor de la pieza, el tamaño del molde, el tipo de material que se va a utilizar y la presión a la que se va a inyectar el plástico. Haciendo conjeturas y aplicando el sentido común y los principios básicos de la fabricación, y utilizando tu experiencia, puedes elegir el tipo y el tamaño de máquina adecuados para tu trabajo, de modo que puedas fabricar las piezas que necesitas y hacerlas bien. Espero que este artículo le ayude a usted y a su empresa a fabricar mejores piezas con su moldeo por inyección máquinas.







