 Ir al contenido
Ir al contenido 

El moldeo por inyección es un importante proceso de fabricación utilizado hoy en día para producir piezas para una amplia gama de productos. Este proceso se basa en el trabajo conjunto de correderas y compuertas para garantizar la eficacia y la alta calidad. Comprender estos componentes es imprescindible para cualquier persona relacionada con el moldeo por inyección, ya sea diseñador, ingeniero mecánico o simplemente un aficionado. En esta entrada del blog, vamos a profundizar en el tema de las correderas y las compuertas, explorando cómo funcionan, los diferentes tipos, cómo se diseñan y cómo afectan al proceso general de moldeo por inyección. proceso de moldeo por inyección.

Corredores
Los canales en un proceso de inyección de moldes son los canales por los que fluye el material plástico. La destreza y la artesanía a la hora de fabricar los canales influyen enormemente en algunos factores importantes, como la calidad del moldeo, el ciclo de moldeo y el coste de la instalación.

Los patines sirven como canales principales que transportan el plástico fundido desde la boquilla de la máquina de moldeo por inyección. Estos patines son los sistemas de transporte hacia la compuerta y sirven de caminos para los plásticos fundidos. Deben diseñarse para que sean cortos y tengan menos curvas, de modo que ofrezcan menos resistencia y menos pérdidas de calor. Los canales suelen tener forma triangular o circular.
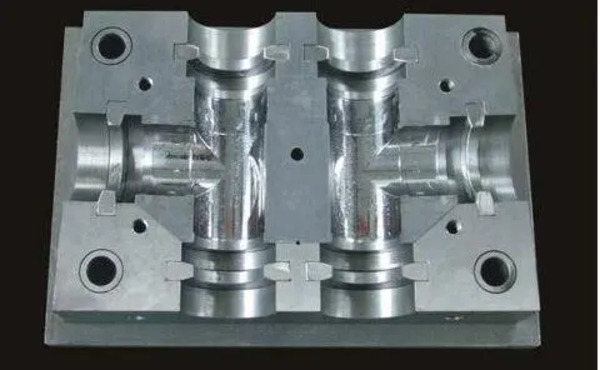
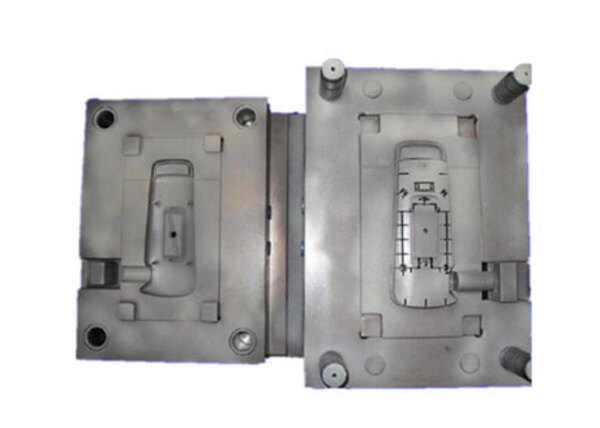
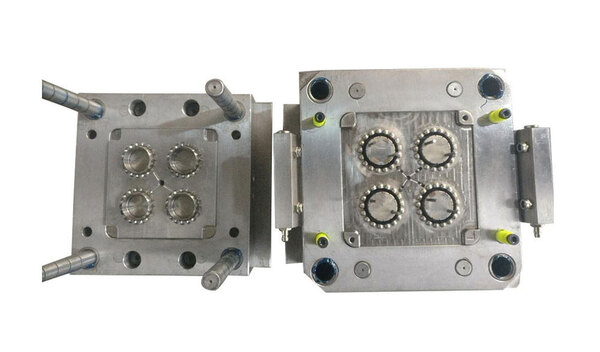
En los moldes con múltiples cavidades, la selección de los canales es importante para lograr la precisión dimensional de las piezas. La figura siguiente muestra una disposición típica de los canales para un molde con varias cavidades.

Clasificación de los corredores
El diseño de los canales para moldes de plástico incluye principalmente canales lineales, circulares, puntuales y en forma de abanico. Entre ellos, las guías lineales y circulares son los dos tipos más comunes.
Los canales lineales son el material plástico fundido que fluye hacia la cavidad del molde a través de canales lineales. Se caracterizan por su sencillez, facilidad de fabricación y alta eficiencia de producción. Sin embargo, los canales lineales tienden a dejar puntos muertos, generar burbujas y no son fáciles de eliminar los puntos de rotura, por lo que no se suelen utilizar en productos de alta precisión.
Sin embargo, las guías circulares son diferentes. Recorren toda la cavidad del molde con guías lineales que entran desde distintas direcciones. Tienen ventajas. El plástico se funde de manera más uniforme y la presión es más homogénea. Pero son más complicados de diseñar y fabricar. Y pueden causar problemas. No encajan bien. Y pueden hacer un bebedero.

Principios del diseño de corredores
1. Evite dar demasiadas vueltas y revueltas. Estos aumentan los defectos y la resistencia al flujo que conllevan una geometría de pieza y un flujo demasiado complicados en los plásticos.
2. Utilice un husillo más corto para reducir el ciclo de inyección y el tiempo de llenado del molde.
3. Disminuya el tamaño del canal a medida que avanza por el recorrido del flujo para evitar burbujas de aire y mantener el flujo de plástico.
4. Asegúrese de que la conexión entre la cavidad del molde y el canal es correcta para minimizar los impactos y las compresiones a medida que el polímero se llena, lo que le proporcionará una superficie de mejor aspecto y menos defectos.
Tipos comunes de corredores
1. Tipo de boquilla (punta) Corredera
Los canales de tipo boquilla utilizan múltiples boquillas conectadas a la cavidad del molde, formando pequeños puntos en las salidas de las boquillas, adecuados para fabricar productos de plástico pequeños o muy finos.
2. Corredor caliente
Los canales calientes calientan el plástico hasta un estado líquido con tubos calefactores y, a continuación, inyectan el plástico en la cavidad del molde a través de una boquilla. Evitan eficazmente problemas como las burbujas y la contracción, por lo que son adecuadas para fabricar productos de plástico de alta precisión.

3. Corredor de trinchera
Los canales de zanja son ranuras profundas mecanizadas en la matriz, con material fundido alimentado a diferentes cavidades a través de tubos de derivación. Ofrecen ventajas como longitudes de canal cortas y gran suavidad, adecuadas para productos grandes, largos o de paredes gruesas.
4. Corredor en abanico
Los canales en forma de abanico dividen el canal en varias ramas, cada una con un ángulo diferente. Esto garantiza que el material fundido se distribuya uniformemente a varias cavidades. Es adecuada para fabricar productos de moldeo de plástico con varias cavidades.

Puertas
Cuando se trata de sistemas de cancelas, el diseño es lo más importante. Tienes que decidir dónde vas a colocar las puertas, cuántas va a haber, qué aspecto van a tener y qué tamaño van a tener. Las principales funciones de las cancelas son:
Para controlar cuánto plástico fundido entra en la cavidad del molde y adónde va.
Para mantener el plástico en la cavidad del molde y evitar que vuelva a subir por los canales antes de que se haya endurecido.
Para hacer un poco de calor apretando el plástico y haciéndolo frotar contra sí mismo.
Para que sea fácil deshacerse de los corredores una vez que el producto se haya endurecido y ya no los necesites.
Clasificación
Molde de inyección Las puertas se dividen en puertas no restrictivas y puertas restrictivas.
1. Puerta no restrictiva
La figura siguiente muestra las compuertas no restrictivas, que también se denominan compuertas directas. Este tipo de compuerta tiene un diseño de molde simple, fácil operación y moldeo, y reduce la contracción. Pero este tipo de compuerta aumenta el tiempo del ciclo de moldeo, y es propensa a defectos de moldeo como grietas, alabeos y tensiones residuales.

2. Puerta restrictiva
Debido a su pequeña sección transversal, las compuertas restrictivas suelen estar diseñadas para solidificarse rápidamente. Las ventajas de las compuertas restrictivas son:
① Menor tensión residual y deformación alrededor de la compuerta, lo que reduce los defectos de moldeo como grietas, alabeos y deformaciones.
② Menor presión de inyección dentro de la cavidad del molde, lo que permite una mayor área proyectada del producto.
③ Tiempo de cierre de la compuerta más rápido, reduciendo el ciclo de moldeo.
④ Mejor calidad del producto al eliminar el procesamiento secundario.
Seis tipos de puertas restrictivas
① Puerta lateral
El grosor de una compuerta lateral suele ser 30%-40% del grosor de la pared de la pieza. Su anchura es aproximadamente el triple del grosor de la pared de la pieza. Las compuertas laterales pueden utilizarse con casi todos los plásticos. Las compuertas solapadas y las compuertas de radios son variaciones de los diseños de compuerta lateral.
② Puerta del ventilador
Las compuertas en abanico se utilizan para productos planos y tienen una sección transversal ancha y plana que elimina eficazmente los defectos de la compuerta.

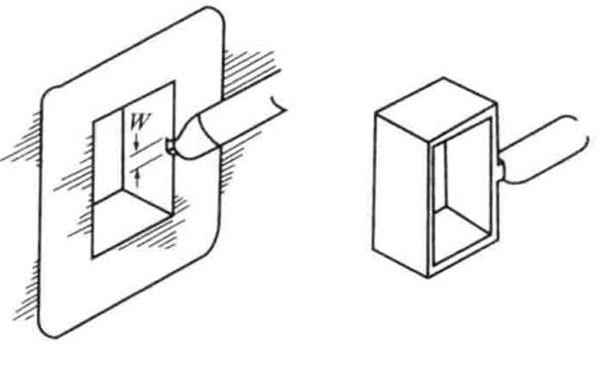
③ Film Gate
La imagen siguiente muestra un diseño típico de puerta de película. Tiene la misma anchura que la pieza, pero es mucho más fina. Las puertas de película, al igual que las puertas de abanico, eliminan eficazmente la tensión y la deformación de la pieza.

④ Puerta de disco
Las compuertas de disco finas se utilizan para rodear piezas en forma de disco o anillo y evitar que se formen líneas de soldadura. Una variación de la compuerta de disco es la compuerta de anillo.

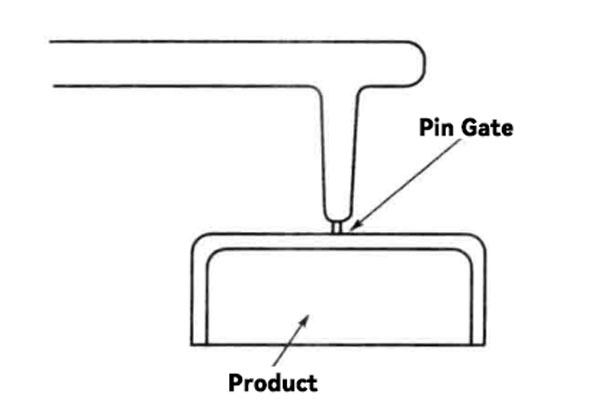
⑤ Pin Gate
Las compuertas de pasador suelen estar situadas en el centro de la pieza y suelen utilizarse para compuertas multipunto. Debido a su pequeño diámetro, normalmente 0,8-1,2 mm, puede producirse una alta resistencia al flujo. Se recomienda utilizar plásticos de baja viscosidad o presiones de inyección elevadas para evitar el llenado insuficiente.
Características de las compuertas:
- Selección menos estricta de la ubicación de las puertas
- Baja tensión residual alrededor de la puerta
- Equilibrio de compuertas más sencillo para moldes de varias cavidades
- En el caso de productos con grandes áreas proyectadas, las compuertas múltiples reducen eficazmente la deformación del producto.
- Las compuertas de pasador son fáciles de recortar y, en el caso de los moldes de tres placas, el recorte automático de las compuertas es sencillo, lo que hace que
- Fácil separación de productos y puertas.
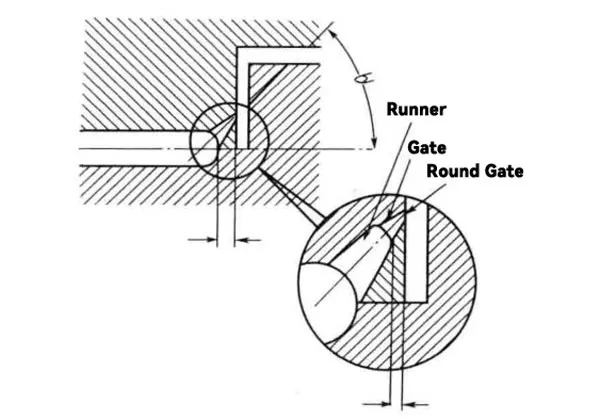
⑥ Puerta submarina
He aquí una imagen de las compuertas submarinas. Normalmente, la compuerta se encuentra en la superficie de separación del molde. Mientras que el canal está en la superficie de separación, la compuerta suele estar en la placa móvil o fija del molde y, a veces, en la cavidad. Aunque son como las compuertas de pasador, lo bueno de las compuertas submarinas es que se pueden utilizar incluso con moldes de dos placas. La compuerta se cae automáticamente cuando se expulsa el producto moldeado.
Balance de puerta
En los moldes con varias cavidades, es importante obtener un llenado uniforme de plástico fundido en cada cavidad. Como la presión del polímero disminuye a medida que el plástico fundido fluye desde el canal hasta el final de la cavidad, el equilibrio de la compuerta debe optimizar la longitud, la anchura y la profundidad de la compuerta.
Los diseños equilibrados de compuerta y canal pueden evitar defectos de moldeo como marcas de flujo, contracción, llenado insuficiente, fluctuaciones dimensionales y variaciones de peso durante el moldeo real.
Principios de diseño de compuertas de moldes de inyección
1. La puerta debe colocarse donde no deje marcas ni dañe las partes importantes del producto.
2. Haga la compuerta sencilla para que el plástico fluya suavemente y no haga burbujas ni deje agujeros.
3. Haga la compuerta del tamaño adecuado para el producto. Si es demasiado grande, tardará demasiado en llenar el molde. Si es demasiado pequeña, tendrá que ejercer demasiada presión para introducir el plástico en el molde.
4. El punto de unión entre la puerta y el producto debe ser lo más liso posible para no dejar marcas ni perder material al recortarlo.
5. Es conveniente utilizar el menor número posible de compuertas, ya que tener varias puede hacer que el plástico fluya de forma desigual, lo que hará que las piezas salgan de tamaños diferentes.

Consideraciones
Los factores básicos que hay que tener en cuenta a la hora de colocar las compuertas son el diseño de la pieza, el flujo y los requisitos de uso del producto final. Recuerde los siguientes puntos:
1. Para que la pérdida de presión sea la menor posible, la compuerta debe colocarse lo más cerca posible de la pieza grande. Esto hará que la intersección del frente de flujo de la resina se enfríe menos, lo que dará como resultado una mejor línea de soldadura. El tamaño de la compuerta debe elegirse adecuadamente para que la resina pueda llenar el molde con una presión y velocidad razonables.
2. La longitud de transición de la puerta debe ser lo más corta posible.
3. La compuerta de colisión ayudará a que el fluido entrante fluya directamente contra la pared o el núcleo de la cavidad del molde, a fin de evitar remolinos.
4. Para evitar que entre aire en la resina, asegúrese de que el aire del flujo de resina de la compuerta vaya a la ranura de ventilación.
5. Coloque la compuerta donde la resina pueda fluir de las zonas de pared gruesa a las de pared fina; mantenga las líneas de soldadura bajas; y manténgase alejado de las zonas de impacto y tensión.
6. Para mantener bajos los remolinos, los puntos radiados y los halos de la puerta, asegúrese de que la puerta tiene el ángulo correcto con el corredor.

7. Si puerta justo en las superficies decorativas, puede obtener defectos superficiales.
Comprobaciones de diseño para corredores y puertas
(1) ¿Es necesario equilibrar el corredor?
(2) ¿Se corresponde el diámetro de la punta de la compuerta con el diámetro del moldeo por inyección ¿boquilla de la máquina?
(3) ¿Cumple el espesor de la compuerta los requisitos de caudal?
(4) ¿Es adecuada la forma de la sección transversal del corredor?
(5) ¿Cuál es la sección transversal del patín?
(6) ¿Cuál es el radio hidráulico medio del corredor?
(7) ¿Cuál es el peso del corredor?
(8) ¿Es necesario tirar del corredor?

(9) ¿Es adecuada la relación entre la tracción del corredor y la puerta?
(10) ¿Se puede desmoldar el patín sin problemas?
(11) ¿Se puede expulsar al corredor sin problemas?
(12) ¿Cuál es el método de extracción del corredor? (Caída libre, robot de extracción (dirección))
(13) ¿Es adecuada la posición de la puerta?
(14) ¿Es adecuado el número de puertas?
(15) ¿Es adecuado el método de la puerta?
(16) ¿Pueden predecirse las posiciones de aparición de las líneas de soldadura?
(17) ¿Pueden predecirse las posiciones de aparición de los hoyuelos?
(18) ¿Cuál es el tamaño de la sección transversal de la puerta?

(19) ¿Está claro el método de corte de la puerta?
(20) ¿Es posible la gestión de la calidad tras el corte de la puerta?
(21) ¿Cuál es la vida útil prevista de la puerta?
(22) ¿Es necesario dividir previamente la parte de la puerta en partes separadas?
(23) ¿Está claro el método de medición de las dimensiones de mecanizado de la pieza de la compuerta?
(24) ¿Cuál es el material del molde de la pieza de la puerta?
(25) ¿Cuál es la dureza de la pieza de la puerta?

Conclusión
Las correderas y compuertas en los moldes de inyección son importantes para la proceso de moldeo por inyecciónpero es importante conocer la diferencia entre ambos. Las correderas son canales sinuosos que se utilizan para guiar el plástico fundido desde la máquina de inyección hasta la cavidad del molde para formar los productos. Las compuertas son canales que van directamente de la máquina de inyección al molde. Se utilizan para fundir los gránulos de plástico en la máquina de inyección y, a continuación, inyectar el material fundido en el molde para formar los productos. El diseño adecuado del canal y el control de las compuertas son importantes en el moldeo por inyección para garantizar la buena calidad de los productos y la eficacia de la producción. Son necesarios en la fabricación de productos de plástico.
También, diseño de moldes de inyección debe tener en cuenta el diseño de la compuerta y el canal. Esto incluye los requisitos del producto, las características del material y los requisitos del proceso de moldeo por inyección para conseguir la mejor calidad del producto. En el diseño práctico, debemos ajustar y optimizar en función de las condiciones reales para mejorar continuamente y aumentar la competencia en el diseño.






