 Ir al contenido
Ir al contenido 

Molde de inyección¿Cuáles son los Defectos y Soluciones del Moldeo por Inyección? | ZetarMold

1. Productos moldeados por inyección Grieta
El agrietamiento puede dividirse en agrietamiento filamentoso, microagrietamiento, blanqueamiento superior, agrietamiento en la superficie de la pieza y riesgos de traumatismo causados por la adherencia del molde de la pieza y el canal de flujo. Según el tiempo de agrietamiento, se divide en agrietamiento de desmoldeo y agrietamiento de aplicación. Principalmente debido a las siguientes razones:

1.1 Tratamiento
① Si la presión es demasiado alta, la velocidad es demasiado rápida, el llenado es excesivo, la inyección es demasiado larga y el tiempo de mantenimiento de la presión es demasiado largo, provocará tensiones internas excesivas y grietas.
② Ajuste la velocidad de apertura del molde y la presión para evitar que las piezas salgan a la fuerza demasiado rápido, provocando desmoldeo y grietas.
③ Aumentar adecuadamente la temperatura del molde para que las piezas sean fáciles de desmoldar, y reducir adecuadamente la temperatura del material para evitar su descomposición.
④ Prevenir el agrietamiento debido a la menor resistencia mecánica por marcas de soldadura y degradación plástica.
⑤ Utilizar adecuadamente los desmoldeantes y prestar atención a la eliminación frecuente de aerosoles y otras sustancias adheridas a la superficie del molde.
⑥ La tensión residual de la pieza puede eliminarse mediante un tratamiento térmico de recocido inmediatamente después del moldeo para reducir la generación de grietas.

1.2 Aspectos relacionados con el moho
① La expulsión debe ser equilibrada. Por ejemplo, el número de clavijas eyectoras y el área de la sección transversal deben ser suficientes, el ángulo de calado debe ser suficiente y la superficie de la cavidad debe ser lo suficientemente lisa para evitar la formación de grietas debido a la concentración de tensiones residuales en la eyección causadas por fuerzas externas.
② La estructura de las piezas no debe ser demasiado delgada, y las transiciones en arco deben utilizarse en la medida de lo posible en las piezas de transición para evitar la concentración de tensiones causadas por esquinas afiladas y chaflanes.
③ Utilizar el menor número posible de insertos metálicos para evitar que la tensión interna aumente debido a las diferentes tasas de contracción entre el inserto y el producto acabado.
④ Deben preverse entradas de aire de desmoldeo adecuadas para las piezas de fondo profundo a fin de evitar la formación de una presión negativa de vacío.
⑤ El bebedero es lo suficientemente grande como para permitir que el material del bebedero se libere del molde antes de que tenga tiempo de solidificarse, lo que facilita el desmoldeo.
⑥ La conexión entre el casquillo de flujo principal y la boquilla debe evitar que el material duro frío se arrastre y provoque que la pieza se pegue al molde fijo.

1.3 Materiales
① El contenido de materiales reciclados es demasiado alto, lo que debilita las piezas.
② Si la humedad es demasiado alta, algunos plásticos reaccionarán con el vapor de agua, lo que los debilitará y hará que se agrieten y se rompan.
③ Si el propio material no es adecuado para el entorno en el que se procesa o es de mala calidad, la contaminación hará que se agriete y se rompa.

1.4 Aspectos relacionados con las máquinas
La capacidad de plastificación del moldeo por inyección máquina debe ser adecuada. Si es demasiado pequeño, la plastificación será insuficiente y no se mezclará por completo y se volverá quebradizo. Si es demasiado grande, se degradará.
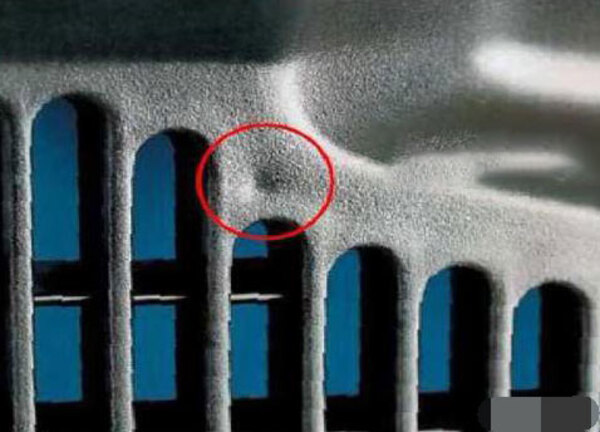
2. Los productos moldeados por inyección tienen burbujas
Las burbujas (burbujas de vacío) son burbujas de vacío en las que el gas es muy fino. En general, si se encuentran burbujas en el momento de la apertura del molde, se trata de un problema de interferencia de gas. Las burbujas de vacío se forman debido a un llenado insuficiente del plástico o a una presión baja. Bajo el enfriamiento rápido del molde, el combustible en contacto con la cavidad es arrastrado, lo que provoca una pérdida de volumen.

Solución
① Aumente la energía de inyección: presión, velocidad, tiempo y volumen de material, y aumente la contrapresión para llenar el molde.
② Aumentar la temperatura del material para que fluya sin problemas. Reduzca la temperatura del material para reducir la contracción y aumente la temperatura del molde, especialmente la temperatura local del molde donde se forma la burbuja de vacío.
③ Colocar la compuerta en la parte gruesa de la pieza para mejorar las condiciones de flujo de la boquilla, el canal y la compuerta y reducir el consumo de presión.
④ Mejorar las condiciones de escape del moho.

3. Deformación por urdimbre de productos moldeados por inyección
La deformación, la flexión y la torsión de los productos moldeados por inyección se deben principalmente a que la tasa de contracción en la dirección de flujo es mayor que en la dirección vertical durante el moldeo de plástico, lo que da lugar a diferentes tasas de contracción en cada dirección y provoca el alabeo de las piezas. Además, debido al inevitable proceso de llenado del molde durante el moldeo por inyección, queda una gran tensión interna dentro de la pieza, lo que provoca el alabeo. Todas estas son manifestaciones de la deformación causada por la orientación de la alta tensión. Por lo tanto, fundamentalmente hablando, el diseño del molde determina la tendencia al alabeo de las piezas. Es muy difícil suprimir esta tendencia cambiando las condiciones de moldeo. La solución definitiva del problema debe empezar por el diseño y la mejora del molde. Este fenómeno se debe principalmente a los siguientes aspectos:

3.1 Aspectos relacionados con el moho
① Garantizar que el grosor y la calidad de todas las piezas sean uniformes.
② Diseñar el sistema de refrigeración para garantizar que la temperatura de todas las partes de la cavidad del molde sea constante. Diseñe el sistema de inyección para garantizar que el material fluye de forma simétrica para evitar deformaciones causadas por diferentes direcciones de flujo y tasas de contracción. Aumente en la medida de lo posible el grosor del canal de colada y del canal principal para las piezas difíciles de rellenar. Elimine las diferencias de densidad, presión y temperatura en la cavidad.
③ Asegúrese de que las zonas de transición y las esquinas del grosor de la pieza sean lisas y tengan buenas propiedades de desmoldeo, como aumentar el margen de desmoldeo, mejorar el pulido de la superficie del molde y equilibrar el sistema de expulsión.
④ Asegurar un buen escape.
⑤ Aumentar el grosor de la pared de la pieza o aumentar la dirección antideformación, y utilizar nervios de refuerzo para mejorar la capacidad antideformación de la pieza.
⑥ El material del molde no es lo suficientemente resistente.

3.2 Plásticos
Los plásticos cristalinos son más propensos al alabeo que los amorfos. Además, los plásticos cristalinos pueden corregir el alabeo al pasar por el proceso de cristalización, que disminuye a medida que aumenta la velocidad de enfriamiento y disminuye la velocidad de contracción.
3.3 Tratamiento
① La presión de inyección es demasiado alta, el tiempo de mantenimiento es demasiado largo, la temperatura de fusión es demasiado baja y la velocidad es demasiado rápida, lo que hará que la tensión interna aumente y cause deformación por alabeo.
② La temperatura del molde es demasiado alta y el tiempo de enfriamiento es demasiado corto, lo que provoca el sobrecalentamiento de las piezas durante el desmoldeo y causa deformaciones por expulsión.
③ Reducir la velocidad del tornillo y la contrapresión para reducir la densidad manteniendo la cantidad mínima de carga para limitar la generación de tensiones internas.
④ Si es necesario, las piezas propensas a alabearse y deformarse pueden moldearse suavemente o desmoldearse después del desmoldeo.

4. Defectos de barras de color, líneas y flores en productos moldeados por inyección.
Este defecto se produce principalmente en las piezas de plástico coloreadas con masterbatch. Aunque la coloración con masterbatch es mejor que la coloración con polvo seco y pasta colorante en términos de estabilidad del color, pureza del color, migración del color, etc., la distribución, es decir, las partículas de color son relativamente pobres a la hora de diluir el plástico y mezclarse uniformemente, y los productos acabados presentan naturalmente diferencias regionales de color.

Solución
① Aumentar la temperatura de la sección de alimentación, especialmente la temperatura en el extremo posterior de la sección de alimentación, para que la temperatura sea cercana o ligeramente superior a la temperatura de la sección de fusión, de modo que el masterbatch de color pueda fundirse lo más rápidamente posible al entrar en la sección de fusión, promover la mezcla uniforme con dilución y aumentar la posibilidad de mezcla de líquidos.
② Cuando la velocidad del tornillo es constante, el aumento de la contrapresión aumenta la temperatura de fusión y el efecto de cizallamiento en el barril.
③ Modificar el molde, especialmente el sistema de vertido. Si la compuerta es demasiado ancha, el efecto de turbulencia es pobre cuando la masa fundida pasa a través, y el aumento de temperatura no es alta, por lo que es desigual y la cavidad del molde de la cinta debe ser estrechada.

5. Productos moldeados por inyección Encogimiento y abolladuras
Cuando inyecte el plástico en el molde, se enfriará y solidificará. Durante este proceso, el plástico se encogerá. Esto es normal. Pero a veces, la contracción no es uniforme. Es entonces cuando se producen las abolladuras.
5.1 Aspectos relacionados con las máquinas
① Si el orificio de la boquilla es demasiado grande, la masa fundida fluirá hacia atrás y causará contracción; si es demasiado pequeño, la resistencia será grande y la cantidad de material será pequeña, causando contracción.
② Si la fuerza de sujeción no es suficiente, el flash se encogerá, por lo que debe comprobar si hay algún problema con el sistema de sujeción.
③ Si la cantidad de plastificación no es suficiente, debe utilizar una máquina con una gran cantidad de plastificación para comprobar si el tornillo y el barril están desgastados.

5.2 Aspectos relacionados con el moho
① Asegúrese de que el grosor de la pared es el mismo en todas partes y de que la contracción es la misma.
② Asegúrese de que el sistema de refrigeración y calefacción del molde mantiene la misma temperatura para todas las piezas.
③ Asegúrese de que la compuerta sea lisa y no tenga demasiada resistencia. Por ejemplo, el tamaño del canal principal, el patín y la compuerta debe ser el adecuado, la superficie debe ser lisa y la zona de transición debe ser curva.
④ Para piezas finas, aumente la temperatura para que el material fluya sin problemas. Para piezas gruesas, reduzca la temperatura del molde.
⑤ Asegúrate de que la compuerta es simétrica e intenta colocarla en la parte gruesa de la pieza. Asegúrese de que el pozo de la babosa fría es lo suficientemente grande.

5.3 Plásticos
Los plásticos cristalinos encogen más que los amorfos. Al procesarlos, hay que añadir más material o añadir algo al plástico para que cristalice más rápido y no encoja tanto.
5.4 Tratamiento
① La temperatura del barril es demasiado alta y el volumen cambia mucho, especialmente la temperatura del horno delantero. En el caso de plásticos con poca fluidez, la temperatura debe aumentarse adecuadamente para garantizar la suavidad.
② La presión de inyección, la velocidad y la contrapresión son demasiado bajas, y el tiempo de inyección demasiado corto, lo que provoca un volumen o densidad de material insuficiente y contracción. La presión, la velocidad y la contrapresión son demasiado altas, y el tiempo es demasiado largo, lo que provoca destellos y contracción.
③ Si la cantidad de material añadido es demasiado grande, la presión de inyección se consumirá; si es demasiado pequeña, la cantidad de material será insuficiente.
④ Para las piezas que no requieren precisión, una vez finalizada la inyección y el mantenimiento de la presión, la capa exterior está básicamente condensada y endurecida, pero la pieza sándwich sigue siendo blanda y puede expulsarse. Puede desmoldarse lo antes posible y dejarse enfriar lentamente al aire o en agua caliente. La abolladura por contracción es suave y no tan llamativa y no afecta al uso.
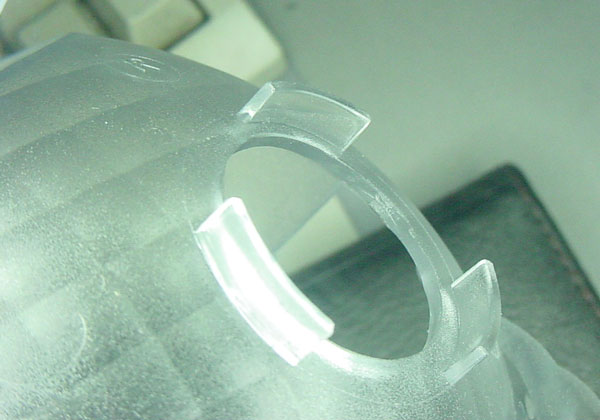
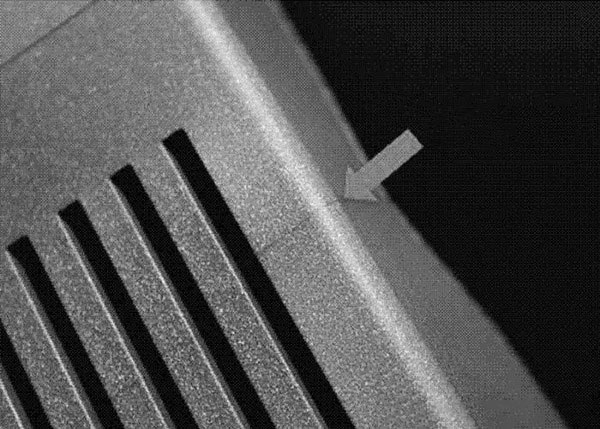
6. Defectos transparentes en productos moldeados por inyección
Puntos de fusión, vetas plateadas, poliestireno agrietado, partes transparentes de plexiglás, a veces a través de la luz se pueden ver unas vetas plateadas brillantes en forma de filamento. Estas vetas plateadas también se denominan puntos de fusión o grietas. Esto se debe a la tensión generada en la dirección vertical del esfuerzo de tracción, que provoca la orientación de flujo pesado de las moléculas de polímero y la diferencia de velocidad de plegado entre la parte no orientada y la orientación de flujo pesado.
Solución
① Elimine cualquier gas o impureza y asegúrese de que el plástico esté completamente seco.
② Baje la temperatura del material, ajuste gradualmente la temperatura del barril y aumente la temperatura del molde según sea necesario.
③ Aumentar la presión de inyección y disminuir la velocidad de inyección.
④ Aumentar o disminuir la contrapresión antes de la inyección y disminuir la velocidad del tornillo.
⑤ Mejorar las condiciones de escape del canal y la cavidad del molde.
⑥ Limpie cualquier posible obstrucción en la boquilla, el canal y la compuerta.
⑦ Para acortar el ciclo de moldeo, puede utilizar métodos de recocido para deshacerse de las rayas plateadas después del desmoldeo: para el poliestireno, manténgalo a 78°C durante 15 minutos, o a 50°C durante 1 hora. Para el policarbonato, caliente a más de 160°C durante varios minutos.

7. Los productos moldeados por inyección tienen colores desiguales
He aquí las principales razones y soluciones para el color desigual de los productos moldeados por inyección:
① La mala difusión del colorante a menudo da lugar a patrones cerca de la puerta.
② Los plásticos o los colorantes tienen poca estabilidad térmica. Para estabilizar el tono de color de las piezas, deben fijarse estrictamente las condiciones de producción, especialmente la temperatura del material, la cantidad de material y el ciclo de producción.
③ Para plásticos cristalinos, intente mantener constante la velocidad de enfriamiento de todas las partes de la pieza. Para piezas con grandes diferencias de grosor de pared, se pueden utilizar colorantes para enmascarar la diferencia de color. Para piezas con espesores de pared más uniformes, la temperatura del material y la temperatura del molde deben ser fijas.
④ La forma, la forma de la puerta y la posición de la pieza influyen en el relleno de plástico, provocando diferencias de color en algunas partes de la pieza, que deben modificarse si es necesario.

8. Defectos de color y brillo de los productos moldeados por inyección
En la mayoría de los casos, el brillo de la superficie de las piezas moldeadas por inyección viene determinado por el tipo de plástico, el colorante y la suavidad de la superficie del molde. Pero a veces, los defectos de color y brillo de la superficie, el oscurecimiento de la superficie, etc. se deben a otras razones. Las razones y soluciones se analizan a continuación:
① El acabado del molde es malo, la superficie de la cavidad tiene manchas de óxido, etc., y el escape del molde es malo.
② El sistema de vertido del molde no es bueno. El pozo frío debe ser ampliado, el corredor debe ser ampliado, el canal principal debe ser pulido, y el corredor y la puerta deben ser pulidos.
③ La temperatura del material y la temperatura del molde son bajas, y se puede utilizar el calentamiento local de la compuerta si es necesario.

④ La presión de procesamiento es demasiado baja, la velocidad es demasiado lenta, el tiempo de inyección no es suficiente y la contrapresión no es suficiente, lo que da como resultado una compactación deficiente y una superficie oscura.
⑤ El plástico debe estar totalmente plastificado, pero debe evitarse la degradación del material, el calentamiento debe ser estable y el enfriamiento debe ser suficiente, especialmente en el caso de paredes gruesas.
⑥ Para evitar que el material frío penetre en la pieza, utilice un muelle autoblocante o reduzca la temperatura de la boquilla si es necesario.
⑦ Se utiliza demasiado material reciclado, el plástico o colorante es de mala calidad, mezclado con vapor de agua u otras impurezas, y el lubricante utilizado es de mala calidad.
⑧ La fuerza de sujeción debe ser suficiente.
9. Productos de moldeo por inyección Patrón de plata
Las vetas plateadas en los productos moldeados por inyección están causadas por burbujas superficiales y poros internos. La razón principal de estos defectos es la interferencia de gases, como el vapor de agua, el gas de descomposición, el gas disolvente y el aire. Analicemos las razones específicas:
9.1 Aspectos relacionados con la máquina
① El barril y el tornillo están desgastados o hay una esquina muerta en el flujo de material en la cabeza de goma y el anillo de goma, que se descompondrá debido al calentamiento a largo plazo.
② El sistema de calefacción está fuera de control, lo que provoca que la temperatura sea demasiado alta y se descomponga. Debe comprobar si hay problemas con los elementos calefactores como termopares y serpentines calefactores. El diseño inadecuado de los tornillos puede causar aflojamiento o introducir aire fácilmente.
9.2 Aspectos relativos al moho
① Ventilación insuficiente.
② La resistencia a la fricción de los patines, las compuertas y las cavidades del molde es grande, lo que provoca un sobrecalentamiento local y descomposición.
③ La distribución desequilibrada de compuertas y cavidades, y los sistemas de refrigeración poco razonables provocarán un calentamiento desequilibrado, con el consiguiente sobrecalentamiento local o bloqueo de los canales de aire.
④ El agua se escapa del conducto de refrigeración y entra en la cavidad del molde.
9.3 Plásticos
① Si el plástico tiene mucha humedad, se ha añadido demasiado material reciclado o contiene restos nocivos (los restos se descomponen fácilmente), debe secarse completamente y eliminar los restos.
② Para absorber la humedad de la atmósfera o del colorante, éste también debe secarse. Lo mejor es instalar un secador en la máquina.
③ Si la cantidad de lubricantes, estabilizantes, etc. añadidos al plástico es excesiva o se mezcla de forma desigual, o el propio plástico contiene disolventes volátiles, también puede producirse descomposición cuando los plásticos mezclados se calientan hasta alcanzar un equilibrio difícil.
④ El plástico está contaminado y mezclado con otros plásticos.
9.4 Tratamiento
① Si la temperatura, la presión, la velocidad, la contrapresión y la velocidad del motor de fusión se ajustan demasiado altas, puede producirse descomposición. Si la presión y la velocidad son demasiado bajas, el tiempo de inyección y la presión de mantenimiento son insuficientes. Si la contrapresión es demasiado baja, la densidad puede ser insuficiente debido a que no se obtiene una presión alta y puede que no se produzca la fusión. Si el gas provoca la aparición de vetas plateadas, ajuste la temperatura, la presión, la velocidad y el tiempo adecuados. Utilice la velocidad de inyección multietapa.

② Una contrapresión baja y una velocidad de rotación rápida pueden hacer que el aire entre fácilmente en el barril y penetre en el molde con el material fundido. Si el ciclo es demasiado largo, la masa fundida se calentará en el barril durante demasiado tiempo y se descompondrá.
③ Una cantidad de material insuficiente, un cojín de alimentación demasiado grande, una temperatura del material demasiado baja o una temperatura del molde demasiado baja afectarán al flujo de material y a la presión de moldeo y favorecerán la generación de burbujas.
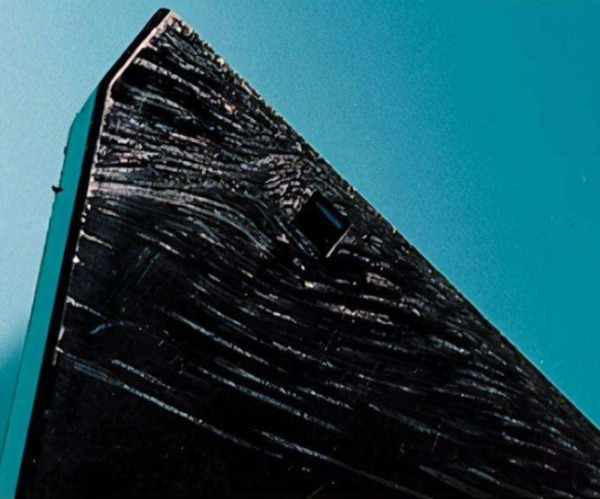
10. Los productos de plástico tienen costuras soldadas
Cuando el plástico fundido se junta en múltiples corrientes en la cavidad porque choca con agujeros de inserción, áreas con diferentes velocidades de flujo y áreas donde se interrumpe el flujo del material de llenado del molde, crea líneas de soldadura lineales porque no puede fundirse completamente. Además, se crearán líneas de soldadura cuando la compuerta llene el molde, y la resistencia y otras propiedades de las líneas de soldadura son muy débiles. Las principales razones se analizan a continuación:
10.1 Tratamiento
① La presión y la velocidad de inyección son demasiado bajas, y la temperatura del barril y del molde son demasiado bajas, lo que hace que la masa fundida que entra en el molde se enfríe prematuramente y provoque líneas de soldadura.
② Cuando la presión y la velocidad de inyección son demasiado altas, se producirá pulverización y aparecerán líneas de soldadura.
③ Debe aumentarse la velocidad de rotación y la contrapresión para reducir la viscosidad del plástico y aumentar la densidad.
④ Los plásticos deben secarse bien y los materiales reciclados deben utilizarse con moderación. También pueden producirse líneas de soldadura si se utiliza demasiado agente desmoldeante o si la calidad es deficiente.
⑤ Reducir la fuerza de apriete y facilitar el escape.

10.2 Aspectos relacionados con el moho
① Si hay demasiadas compuertas en la misma cavidad, reduzca el número de compuertas o colóquelas simétricamente, o colóquelas lo más cerca posible de la junta de soldadura.
② Si el escape en la unión soldada es deficiente, instale un sistema de escape.
③ El bebedero es demasiado grande y el sistema de compuerta está mal dimensionado. Abra la compuerta para evitar que la masa fundida fluya alrededor de los orificios de inserción o utilice el menor número posible de inserciones.
④ Si el grosor de la pared cambia demasiado o el grosor de la pared es demasiado fino, haga que el grosor de la pared de la pieza sea uniforme.
⑤ Si es necesario, abrir un pozo de fusión en el cordón de soldadura para separar el cordón de soldadura del producto.
10.3 Plásticos
① Si el plástico tiene poca fluidez o es sensible al calor, añada lubricantes y estabilizadores según sea necesario.
② El plástico suele contener impurezas, por lo que, si es necesario, sustitúyalo por otro de mayor calidad.
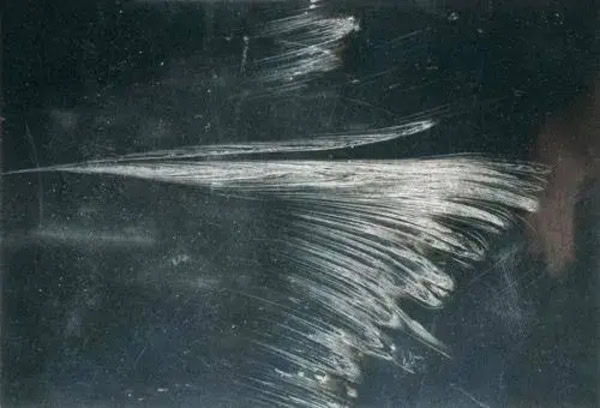
11.Marcas de vibración en productos moldeados por inyección
Las piezas de plástico duro, como el PS, presentan estas densas ondulaciones en su superficie cerca de la compuerta, que a veces se denominan líneas de vibración. Esto ocurre porque cuando la viscosidad de la masa fundida es demasiado alta y el molde se llena de forma estancada, el material frontal se condensa rápidamente y se encoge en cuanto toca la superficie de la cavidad, y la masa fundida posterior empuja el material frío encogido y continúa el proceso. Este continuo ir y venir hace que el flujo de material cree patrones de vibración en la superficie a medida que avanza.
Solución
① Para aumentar la temperatura del barril, especialmente la temperatura de la boquilla, también debe aumentar la temperatura del molde.
② Aumente la presión y la velocidad de inyección para llenar rápidamente la cavidad del molde.
③ Aumentar el tamaño del canal de flujo y la compuerta para evitar demasiada resistencia.
④ Asegúrese de que el molde está bien ventilado y tiene un pozo de babosas frías lo suficientemente grande.
⑤ No hagas piezas demasiado finas.

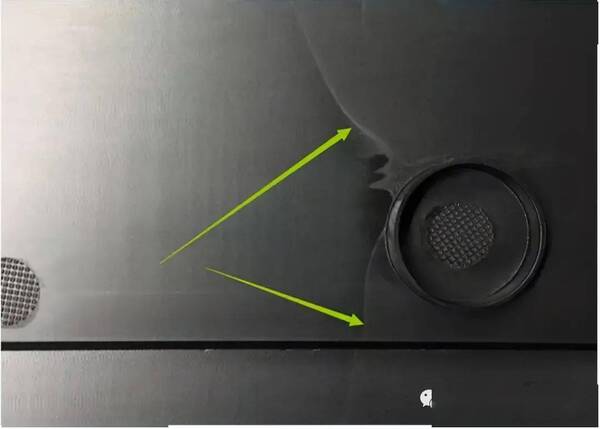
12.Hinchazón y burbujeo de productos moldeados por inyección
Algunas piezas de plástico pronto desarrollarán hinchazón o burbujas en la parte posterior del inserto metálico o en zonas especialmente gruesas después de ser moldeadas y desmoldeadas. Esto se debe a la expansión del gas liberado por el plástico que no está completamente enfriado y endurecido bajo la acción de la presión interna.
Solución
① Enfríelo. Baje la temperatura del molde, mantenga el molde abierto más tiempo y reduzca la temperatura de secado y procesamiento del material.
② Reducir la velocidad de inyección, acortar el ciclo de moldeo y reducir la resistencia al flujo.
③ Aumentar la presión y el tiempo de mantenimiento.
④ Soluciona el problema cuando la pared de la pieza es demasiado gruesa o el grosor cambia mucho.

Conclusión
Moldeo por inyección Los defectos pueden arruinar la calidad del producto, la eficacia de la producción y los costes generales. Pero si es capaz de averiguar cuál es la causa de esos defectos y corregirla, podrá hacer que su proceso sea más fiable, reducir la tasa de desechos y fabricar piezas de calidad constante. Pero hay que seguir trabajando en ello. No puede limitarse a arreglar el proceso y olvidarse de él. Tiene que seguir mejorando, manteniendo y supervisando para obtener los mejores resultados de su operación de moldeo por inyección.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







