 Ir al contenido
Ir al contenido 

Molde de inyección¿Cómo controlamos la diferencia de color de la inyección | ZetarMold
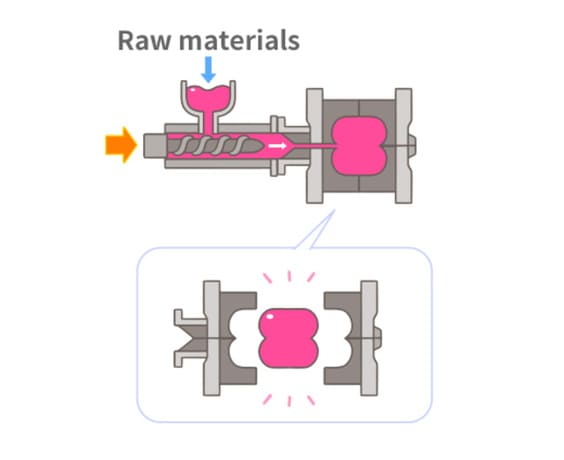
Injection molding is used to make a wide variety of parts, from small electronic components to entire body panels for automobiles. Injection-molded products are found in a variety of industries and applications, making color consistency an important feature to consider.
En esta entrada del blog, definiremos el término "consistencia del color" y hablaremos de cómo comprobar y medir la consistencia del color. Para garantizar que sus productos cumplen las expectativas y los requisitos de sus clientes.
Es importante conocer la consistencia del color de productos moldeados por inyecciónque le ayudarán a crear especificaciones de producto precisas y evitar cualquier confusión o problema en el proceso de fabricación.

Definición de la diferencia de color de los productos moldeados por inyección
The color difference of injection molded products is the color variation that may occur when the product is mass-produced. This is usually caused by the use of different batches of raw materials or by variations in the manufacturing process.
Aunque es posible controlar algunas fuentes de variación del color, como el uso de lotes homogéneos de materias primas, a menudo no es posible eliminar todas las fuentes de variación del color.
En consecuencia, los productos moldeados por inyección suelen presentar cierto grado de variación de color. Esta variación puede controlarse mediante medidas de control de calidad como la medición del color de cada producto y el descarte de los productos que no cumplan las especificaciones.
No obstante, es importante tener en cuenta que incluso los productos que cumplen las especificaciones pueden presentar cierto grado de variación de color.

Causas de las diferencias de color en los productos moldeados por inyección
The cause of color variation in injection molding products can be traced back to the pigments used in the manufacturing process. Pigments are usually made from metals or other materials that absorb or reflect different wavelengths of light to produce a range of colors.
Los pigmentos de moldeo por inyección suelen estar hechos de dióxido de titanio, que es blanco cuando está suspendido en plástico transparente. Sin embargo, cuando se expone a la luz ultravioleta, absorbe parte de la luz y refleja el resto, dando lugar a una gama de colores.
Otras causas de las diferencias de color pueden ser el tipo de plástico utilizado, la temperatura del molde y la presión del proceso de moldeo por inyección.
Una de las principales causas de variación del color en los productos moldeados por inyección es el tipo de polímero utilizado. Los distintos polímeros tienen colores intrínsecos diferentes, lo que puede dar lugar a un producto final con un color distinto al tono deseado.
Además, las condiciones de procesamiento del proceso de moldeo por inyección también pueden afectar al color final de los productos.
Por ejemplo, si la temperatura es demasiado alta o demasiado baja, puede hacer que el polímero cambie de color. Por último, las impurezas de las materias primas utilizadas para fabricar el polímero también pueden provocar cambios de color.
These impurities can come from a variety of sources, including air pollution and contamination from the injection molding manufacturing process.
Por lo tanto, es importante controlar cuidadosamente todos los aspectos del proceso de moldeo por inyección para obtener un producto con un color uniforme.
Otra de las causas más comunes de variación de color en los productos moldeados por inyección es una temperatura de fusión incorrecta. Si la máquina de moldeo no está bien calibrada, la resina plástica no se fundirá de manera uniforme, lo que provocará vetas o zonas de colores diferentes en el producto final.
Otra causa de variación del color son las impurezas de la resina plástica. Incluso pequeñas cantidades de polvo u otros contaminantes pueden provocar notables diferencias de color en el producto acabado. Por último, los cambios de iluminación también pueden influir en el aspecto de un color.
For example, fluorescent lighting can make colors appear brighter than they would in natural sunlight. By understanding the various factors that can affect color, injection molding manufacturers can take steps to ensure that their products meet the expectations of their customers.
Por ejemplo, la luz fluorescente puede hacer que los colores parezcan más brillantes de lo que serían a la luz natural del sol. Al comprender los diversos factores que pueden afectar al color, los fabricantes pueden tomar medidas para garantizar que sus productos cumplan las expectativas de sus clientes.

¿Cómo comprobar y medir la diferencia de color de los productos moldeados por inyección?
Pocas industrias están tan orientadas a los procesos y los detalles como la del moldeo por inyección. Esto se debe en gran parte al hecho de que los productos moldeados por inyección deben cumplir especificaciones muy concretas para ser eficaces. Como resultado, los fabricantes deben ser capaces de comprobar y medir la diferencia de color de sus productos.
Hay varias formas de hacerlo. En primer lugar, un fabricante puede utilizar un espectrofotómetro para medir la absorción de luz por el producto. Este método es preciso, pero puede llevar mucho tiempo.
En segundo lugar, el fabricante puede utilizar un colorímetro para medir la reflectancia del producto. Este método no es tan preciso como el espectrofotómetro, pero es mucho más rápido.
Finally, the manufacturer can compare the color of the product to a control sample. This method is quick and easy, but it is not always reliable. Ultimately, the best way to check and measure color differences in injection molded products is to use a combination of all three methods.
Mediante el uso de múltiples métodos, los fabricantes pueden garantizar que sus productos cumplen todas las especificaciones y que pueden ofrecer productos de calidad constante a sus clientes.
Consejos para controlar la diferencia de color de los productos moldeados por inyección
1. Evite utilizar materiales reciclados: Es más probable que los materiales reciclados contengan impurezas, lo que puede provocar variaciones de color.
2. Utilice materias primas de alta calidad: El uso de materias primas de mala calidad también puede provocar variaciones de color. Asegúrese de utilizar solo resinas y pigmentos de alta calidad.
3. Ajuste la temperatura del molde: La temperatura del molde tiene un gran impacto en el color final del producto. Demasiado calor hará que los pigmentos se desvanezcan, mientras que demasiado poco hará que el color parezca más apagado. Experimente con diferentes temperaturas para encontrar el ajuste perfecto para su proyecto.
4. Utilice concentrados de color: Los concentrados de color son soluciones de pigmentos premezclados que pueden ayudar a conseguir un color uniforme.
5. Utilice un moldeador experimentado: Un moldeador experimentado tendrá los conocimientos y la experiencia necesarios para evitar las causas habituales de variación del color. También podrá ajustar el proceso de moldeo para tener en cuenta cualquier problema potencial.
Control de la diferencia de color de los productos moldeados por inyección
There are many factors affecting the color difference of injection molded products, including raw material resin, color masterbatch (or color powder), mixing of color masterbatch with raw material, injection molding process, injection molding machine, mold, etc.
Debido a la amplia gama de factores que intervienen, la tecnología de control de la diferencia de color es también una de las técnicas más difíciles de dominar en el moldeo por inyección. En el proceso de producción real, generalmente controlamos la diferencia de color desde los seis aspectos siguientes.
Eliminar la influencia de las máquinas de moldeo por inyección y los factores del molde
To choose the injection molding machine with the same capacity as the main product, if the injection molding machine has problems such as a material dead corner, it is better to replace the equipment.
El sistema de vertido del molde, la ranura de escape, etc. que causan la diferencia de color, pueden ser resueltos por la parte correspondiente del molde de mantenimiento del molde. La máquina de moldeo por inyección y los problemas del molde deben ser resueltos en primer lugar antes de organizar la producción para cortar la complejidad del problema.
Elimina la influencia de la resina de la materia prima y el masterbatch de color
El control de las materias primas es la clave para resolver completamente la diferencia de color. Por lo tanto, especialmente al fabricar productos de color claro, no podemos ignorar la evidente influencia de la diferente estabilidad térmica de la resina de la materia prima en la fluctuación del color de los productos.
Because most injection molding manufacturers do not produce plastic masterbatch or masterbatch themselves, the focus of attention can be placed on production management and raw material inspection. That is, to strengthen the inspection of incoming raw materials.
El mismo producto en la producción en la medida de lo posible utilizando el mismo fabricante, la misma marca masterbatch, masterbatch de producción; para masterbatch de color, tenemos que llevar a cabo una prueba de color de la muestra antes de la producción en masa.
Tanto con la última calibración, sino también en esta comparación, si la diferencia de color no es grande, se puede considerar calificado, como el lote de masterbatch tiene una ligera diferencia de color, el masterbatch se puede mezclar de nuevo antes de su uso, para reducir la diferencia de color causada por la mezcla desigual de la propia masterbatch.
Al mismo tiempo, también debemos centrarnos en probar la estabilidad térmica de la resina de la materia prima y el masterbatch, y para aquellos con mala estabilidad térmica, sugerimos al fabricante que los cambie.
Elimina la influencia de la mezcla desigual del masterbatch
Una mala mezcla del masterbatch de plástico y el masterbatch de color también hará que cambie el color del producto.
Después de mezclar el masterbatch y el masterbatch mecánicamente, al alimentar la tolva a través del material de succión inferior, el masterbatch se separará del masterbatch debido al efecto electrostático y se adsorberá fácilmente en la pared de la tolva, lo que inevitablemente causará el cambio de la cantidad de masterbatch en el ciclo de inyección y, por lo tanto, producirá una diferencia de color.
Esto provocará inevitablemente que la cantidad de masterbatch cambie durante el ciclo de inyección, lo que dará lugar a diferencias de color. Esta situación puede resolverse llevando la materia prima a la tolva y mezclándola después manualmente.
Hoy en día, muchas empresas utilizan los alimentadores para añadir masterbatch de color, lo que ahorra mucha mano de obra y proporciona una gran ayuda para el control de la diferencia de color, pero muchas empresas a menudo tienen resultados insatisfactorios debido a un uso inadecuado.
La cantidad de masterbatch que se añade al alimentador a una velocidad fija depende del tiempo de plastificación, que a su vez fluctúa y a veces incluso mucho, por lo que, para garantizar una cantidad constante de alimentación, es necesario fijar el tiempo de alimentación del alimentador y que el tiempo establecido sea inferior al tiempo mínimo de plastificación.
En el uso de un alimentador necesidad de prestar atención a, porque la salida del alimentador es pequeño, después de usar un período, puede ser debido a que el tornillo del alimentador en la acumulación de partículas de polvo de materia prima causada por la alimentación inexacta, o incluso hacer que el alimentador se detenga, por lo que necesita para limpiar regularmente.
Reduce el impacto de la temperatura del barril en la diferencia de color
La producción se encuentra a menudo debido a un fallo de daños en el anillo de calentamiento, o partes de control de calefacción fuera de control larga quema causada por la temperatura del barril cambia drásticamente, lo que resulta en diferencias de color.
Este tipo de razón produce la diferencia de color es fácil de determinar, por lo general, el fallo del anillo de calentamiento daño produce diferencia de color, al mismo tiempo, estará acompañado por el fenómeno de plastificación desigual, y la parte de control de calentamiento de la quema prolongada no controlada a menudo acompañada de subproducto mancha de gas, decoloración grave, e incluso fenómeno de coquización.
Por lo tanto, es necesario comprobar con frecuencia la parte de calentamiento de la producción, y sustituir la parte de calentamiento cuando se encuentre dañada o fuera de control, para reducir la posibilidad de que se produzcan tales diferencias de color.
Reducir el impacto del ajuste del proceso de moldeo por inyección
Al ajustar los parámetros del proceso de inyección por razones ajenas a la diferencia de color, no modifique en lo posible la temperatura de inyección, la contrapresión, el ciclo de inyección y la cantidad de masterbatch de color añadida.
Al mismo tiempo, observe el impacto del cambio de los parámetros del proceso en el color, y ajuste la diferencia de color en el tiempo.
En la medida de lo posible, evite utilizar una velocidad de inyección elevada, una contrapresión elevada y otras moldeo por inyección procesos que provocan el fuerte efecto de cizallamiento para evitar la diferencia de color causada por el sobrecalentamiento local o la descomposición térmica y otros factores.
Controlar estrictamente la temperatura de cada sección de calentamiento del cañón, especialmente la boquilla y la sección de calentamiento próxima a la boquilla.

Dominar la influencia de la temperatura del barril y la cantidad de masterbatch de color en el cambio de color del producto.
Antes de ajustar la diferencia de color, también debemos conocer la tendencia del cambio de color del producto con la temperatura y la cantidad de masterbatch de color.
Masterbatch de color diferente con el cambio de la temperatura de producción o la cantidad de masterbatch, su patrón de cambio de color del producto es diferente.
La regla de cambio de color puede determinarse mediante el proceso de prueba de color. Es imposible ajustar la diferencia de color rápidamente a menos que ya conozca la regla de cambio de este color masterbatch.
Conclusión
Para proyectos con elevados requisitos de color o proyectos con más piezas de producto, puede optar por bombear gránulos con materias primas y masterbatches antes de la producción por inyección.
El proceso de extracción puede hacer que el masterbatch y la materia prima se mezclen uniformemente antes de la producción por inyección, de forma que se evite eficazmente el problema de la diferencia de color de las distintas piezas.
Si tiene algún problema relacionado que necesite consulta y solución, puede ponerse en contacto con ZetarMold para ayudarle con sugerencias y soluciones.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






