 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: In der SpritzgießverfahrenKunststoff ist das wichtigste Material für die Herstellung von Kunststoffteilen. Während des Herstellungsprozesses fließt geschmolzener Kunststoff in die Formhälften und füllt den Formhohlraum, um die gewünschte Form zu bilden.
Verschiedene Kunststoffmaterialien und Gummispritzgussverfahren können den Anforderungen verschiedener Anwendungen gerecht werden und die Qualität und Leistung des Endprodukts gewährleisten.

Die Verarbeitung der Formen ist bei Kunststoff-Spritzgießprojekten von großer Bedeutung. Sie entscheidet über die endgültige Form und Qualität des Teils oder Produkts, das Sie herstellen. Aber eine Spritzgussform ist nicht nur ein Teil, das den geschmolzenen Kunststoffstrom härtet. Vielmehr erfüllen die verschiedenen Teile der Spritzgießform während des gesamten Prozesses unterschiedliche Aufgaben in einer engen Konstruktionsstruktur.
In diesem Artikel werden wir über die verschiedenen Systeme und Komponenten des Spritzgießwerkzeugs sprechen und darüber, wie sie die Gesamtstruktur und Funktion des Werkzeugs beeinflussen.

Was ist die Bedeutung von Spritzgussform?
Eine Spritzgussform ist ein Werkzeug zur Herstellung von Kunststoffprodukten. Es ist auch ein Werkzeug, das Kunststoffprodukten eine vollständige Struktur und präzise Abmessungen verleiht. Da die wichtigste Produktionsmethode darin besteht, geschmolzenen Kunststoff bei hoher Temperatur durch hohen Druck und mechanischen Antrieb in die Form zu spritzen, wird sie auch als Kunststoffspritzgussform bezeichnet.
Was sind die Materialien für Spritzgussformen?
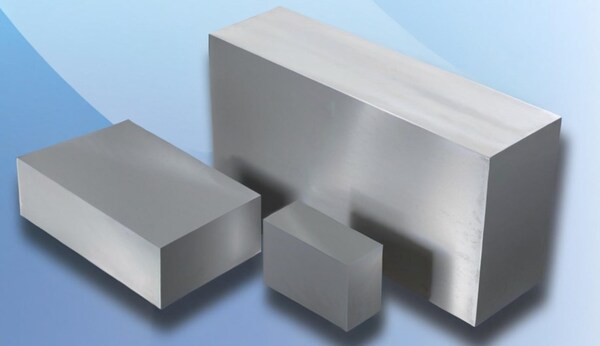
Es gibt eine Reihe verschiedener Metalle und Legierungen, die für die Herstellung von Spritzgussformen verwendet werden können, z. B. Kohlenstoffstahl, rostfreier Stahl, Aluminium, Titan, Berylliumkupfer und so weiter. Für Materialien, die einen sehr hohen Schmelzpunkt haben, können Sie aber auch Keramikformen verwenden.
Welches Material Sie für Ihre Form verwenden, hängt von einer Reihe von Faktoren ab, z. B. davon, wie viele Teile Sie herstellen, welche Art von Kunststoff Sie verwenden, wie kompliziert das Teil ist, wie einfach es zu bearbeiten ist und wie eng die Toleranzen sind.
So kann beispielsweise Edelstahl bis zu einer Million Zyklen standhalten, während Aluminium für einige tausend Zyklen geeignet ist. Zusammenfassend lässt sich sagen, dass die Mindestanforderung an die Formwerkstoffe darin besteht, dass ihr Schmelzpunkt höher sein sollte als der des Spritzgusskunststoffs.
Im Folgenden finden Sie eine kurze Beschreibung gängiger Spritzgusswerkstoffe;
Eisen
Stahl ist ein hervorragendes Material für die Herstellung von Formen, da es sehr widerstandsfähig ist. Er kann 5.000 Zyklen überstehen und eignet sich für ABS, Nylon, PP, PC, Acryl und viele andere Kunststoffe. Sie können A-2-, D-2- und M-2-Stahl zur Herstellung von Kernen, Kavitäten und anderen Teilen von Spritzgussformen verwenden.
Rostfreier Stahl
Die Zugabe von mehr Chrom und Kohlenstoff verbessert die Korrosionsbeständigkeit, die Verschleißfestigkeit und die Abriebfestigkeit. Aus rostfreien Stahlsorten wie 420, 316-L und 174-PH lassen sich daher komplexere und haltbarere Formen herstellen. Da die thermische Zersetzungsrate jedoch gering ist, kann die Zykluszeit länger sein.

Werkzeugstahl
Werkzeugstahl ist eine Gusseisenlegierung, die Kohlenstoff und andere Legierungselemente enthält. Verschiedene Werkzeugstahllegierungen und -sorten verleihen Maschinenformen individuelle Eigenschaften. Beispiele sind H-10, H-13, T-15, A6 und M2 Werkzeugstähle.
Aluminium Werkstoffe
Aluminium verträgt zwar keine Mehrfachschüsse, ist aber ein beliebtes Material für den schnellen Werkzeugbau. Das bedeutet, dass Sie Aluminium-Spritzgussformen kostengünstig und schnell herstellen können, da das Material billig und leicht zu bearbeiten ist. Außerdem verkürzt die hohe Wärmeleitfähigkeit von 6061 und 7075 die Zykluszeit.
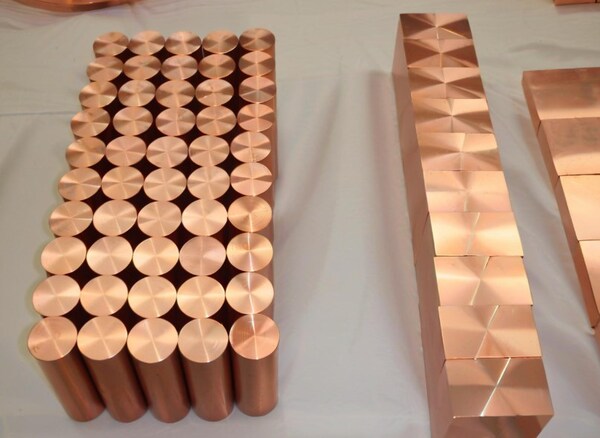
Beryllium-Kupfer
Diese Kupferlegierung ist für ihre hervorragende Wärmeleitfähigkeit und Korrosionsbeständigkeit bekannt, was sie zu einem hervorragenden Formenmaterial für hochpräzise Kunststoffteile macht. Die Hersteller verwenden dieses Metall für Heißkanäle, Formeinsätze, Kerne und andere Teile.
Was sind die wichtigsten Bestandteile einer Spritzgussform?
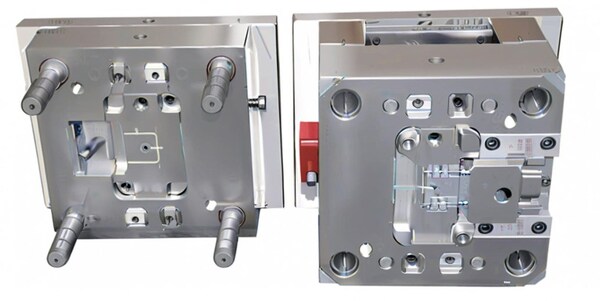
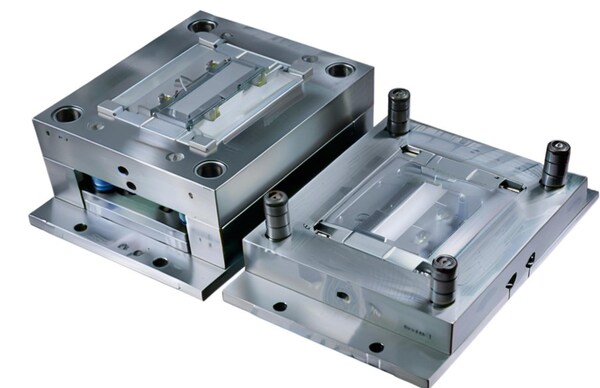
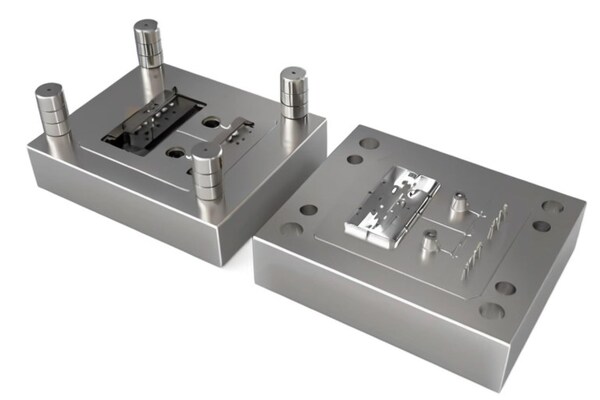
Jedes Spritzgießwerkzeug besteht aus zwei grundlegenden Teilen: Kavitätsseite A (feststehend) und Kavitätsseite B (beweglich). Der feststehende Teil legt die Außenkontur des Teils fest und bildet den Hohlraum zum Füllen des Materials, während sich die B-Seite zur Trennebene bewegt.

Hohlraum A Seite (stationäre Seite)
Die Hohlraumseite A ist an der festen Platte der Formmaschine befestigt und bewegt sich während des Formprozesses nicht. Sie beherbergt das Angusssystem und wird mit Hilfe von Führungsstiften und -buchsen in genauer Ausrichtung zur beweglichen Seite B gehalten. Daher enthält diese Seite auch Kühlkanäle, durch die während der Erstarrung Kühlmittel fließt.

Hohlraum B Seite (bewegliche Seite)
Die B-Seite der Form ist wichtig für das Öffnen und Schließen der Form. Sie verfügt in der Regel über ein Auswerfersystem und eine Möglichkeit zum Halten des Einsatzes. Außerdem ist die bewegliche Platte der Formmaschine mit dieser Seite verbunden, um das Öffnen und Schließen der Form zu unterstützen. Es ist wichtig, dass sich diese Seite richtig bewegt und ausrichtet, damit das Teil die richtige Größe hat und sich leicht aus der Form lösen lässt.

Was beinhaltet die Spritzgussform nach Funktion?
Nach den Kernkomponenten folgen die verschiedenen Bestandteile des Spritzgießwerkzeugs, geordnet nach ihren Funktionen. Einige dieser Komponenten transportieren das Kunststoff-Rohmaterial, führen die Öffnung und sorgen für die Kühlung. Das bedeutet, dass ein bestimmter Satz von Komponenten bestimmte Funktionen erfüllt, um das gewünschte Ergebnis zu erzielen.

Läufersystem
Betrachten Sie es einmal so: Der Zylinder schießt das geschmolzene Material aus der Düse, und man braucht einige Kanäle, um den Fluss von der Zylinderdüse zum Anschnitt zu leiten, wo das Material in das Teil gelangt. Das Kanalsystem hilft dem Material, zum Anschnitt zu gelangen. Außerdem kann das Angusssystem eine Reihe von Kanälen haben, um das Material zu verteilen, wenn man eine Form mit mehr als einem Teil hat.
Angussbuchse: Dabei handelt es sich in der Regel um einen konischen oder zylindrischen Kanal, der den geschmolzenen Kunststoff von der Düsenspitze zum Einlaufpunkt des Angusses leitet. Bei Einzelkavitätenwerkzeugen reicht der Hauptanguss direkt bis zur Anschnittstelle.
Läufernetz: Der Hauptanschnitt teilt die Schmelze über ein Netz von Angüssen in verschiedene Hohlraumanschnitte auf.
Tor: Das Angussnetz führt die Schmelze zum Anschnitt, der eine kleine Öffnung im Formhohlraum darstellt. Der Anschnitt kann kanten-, stift-, fächerförmig oder anders gestaltet sein.

Wenn Sie über diese Läuferkomponenten von SpritzgießformenSie denken dabei an Druck und Temperatur. Die Düse selbst hält einen hohen Einspritzdruck aufrecht. So fließt das Material gleichmäßig innerhalb der gewünschten Viskositätsstufe.

Läufer können in zwei Typen unterteilt werden: Kaltkanäle und Heißkanäle. Heißkanäle haben Hochtemperaturkanäle und zusätzliche Heizvorrichtungen, um die Vorlauftemperatur zu halten, damit sie nicht zu schnell erstarrt. Kaltkanäle hingegen haben nur den Zuluftstrom ohne zusätzliche Heizung.
Kühlsystem
Auf die Kühlphase entfallen 50% bis 80% des Spritzgießprozesses. Sie können sich also vorstellen, wie wichtig es ist, fehlerfreie Kunststoffteile herzustellen.

Ein Kühlsystem besteht im Wesentlichen aus einem Netz von Wasserleitungen um die Spritzgussform herum, vor allem um die Hauptkavität, in der das geschmolzene Material geformt wird. Während Wasser das gebräuchlichste Kühlmittel ist, werden beim Hochtemperatur-Spritzgießen auch Glykol oder andere Öle umgewälzt.

Das Kühlsystem reguliert und passt die Temperatur und die Durchflussmenge an und ermöglicht so eine bessere Kontrolle des Vorgangs. Eine ordnungsgemäße Kühlung verhindert somit Verwicklungen, erhöht die Produktionseffizienz und verlangsamt den Werkzeugverschleiß.
Bei großen und komplexen Formen (z. B. mit Kerngrößen von 50 mm oder mehr) erfolgt die Wasserzirkulation konform und nicht linear. Im Folgenden werden die zum Kühlsystem gehörenden Komponenten der Spritzgießform aufgeführt;
Schikanen: Sie leiten das Kühlmittel zu den Unterkanälen um und bestehen in der Regel aus blattförmigen Metallstreifen.
Sprudler: Es handelt sich um hohle Rohre, die die Kanäle in den Bohrlöchern verbinden.
Heiße Nadeln: Es handelt sich um mit Flüssigkeit gefüllte Zylinder, die durch kontinuierliche Zirkulation Wärme aufnehmen und ableiten.
Externe Pumpe: Er sorgt für einen ausreichenden Druck für die festgelegte Durchflussmenge und hält den Kühlkreislauf aufrecht.

Bauteilsystem für die Formgebung
Sie sind die Hauptbestandteile des Spritzgießwerkzeugs und verantwortlich für die endgültige Form, Größe, Passform und Genauigkeit. Wie der Name schon sagt, formen sie die Teile und geben ihnen die Details der Kavitätenoberfläche und der inneren Merkmale. Zu den Formkomponenten gehören Kerne, Kavitäten, Formschienen, Heber usw.
Sie können diese Teile schnell erkennen. Jedes Teil, das das Zuführungsmaterial berührt, sobald es vom Anschnitt in die Kavität eintritt.

Hier sind die gemeinsamen Teile des Gussteilsystems;
Formhohlraum: Er bleibt an der Maschine und nimmt den Einspritzdruck des Kolbens auf.

Kern: Die andere Hälfte, die sich während des Prozesses mit dem Hohlraum bewegt und verriegelt, so dass ein vollständiges Innenleben entsteht.
Gießstab: Ein Kernstift, der zur Herstellung von dünnen und langen Merkmalen wie Wellen oder Löchern im Teil verwendet wird.
Heber: Sie halten die festen Entformungswinkel der verschiedenen Merkmale ein, um das Schließen und Öffnen der Form zu erleichtern.
Entlüftungssystem
Wenn der Kunststoff fließt, strömt Luft in den Hohlraum. Wenn der Kunststoff erstarrt, entstehen Formgase. Diese Gase können Hohlräume, Blasen, Schwachstellen, Brandflecken und unvollständige Füllung verursachen.

Daher ist das Entlüftungssystem in der Spritzgussform und im Werkzeug wichtig, um eingeschlossene Luft zu entfernen und diese Probleme zu lösen. Darüber hinaus hilft die Entlüftung, übermäßigen Einspritzdruck zu begrenzen.

Bei kleinen Standardformverfahren werden die Entlüftungslöcher zusammen mit dem Entlüftungsstift auf die Plattierungslinie des mittleren Hohlraumkörpers gesetzt, aber je komplexer die Form wird, desto komplexer werden auch die Systemteile der Spritzgussform.
Einige andere typische Entlüftungssysteme sind:

Rillen und Kanäle: Schmale Kanäle oder Rillen an der Trennfuge und an den Zapfen und Entlüftungspunkten:
Evakuierung aus der Luft: Die Luft wird vor der Injektion mit einer externen Vakuumpumpe entfernt.
Entlüftungsventile: Mikroventile befinden sich sowohl an der Innen- als auch an der Außenseite der Kavität.
Entlüftungen um die Komponenten herum: Im Allgemeinen befinden sich Entlüftungsöffnungen an allen Teilen, die mit dem Heizungsvorlauf in Verbindung stehen, wie z. B. an der Hauptklappe, den Kufen und Toren.
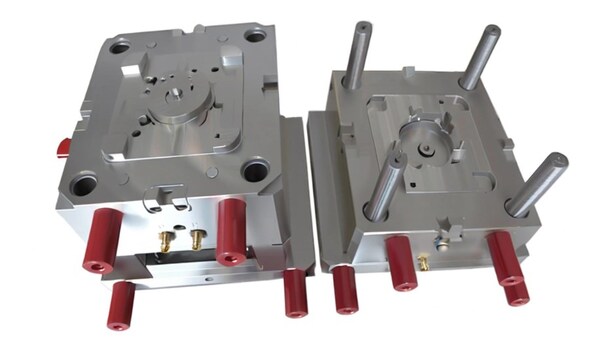
Leitfaden-System
Die Komponenten des Führungssystems sorgen dafür, dass die beiden Werkzeughälften und andere Komponenten beim Öffnen und Schließen der Form aneinander ausgerichtet sind. Sie sind also wichtig, um sicherzustellen, dass jeder Zyklus genau und konsistent ist.
Aus diesem Grund kann sich die Spannkraft mit der Zeit verschieben. Führungssystemkomponenten wie Führungsstifte, Buchsen und Führungsplatten können dies verhindern.

Führungsstifte und -buchsen: Diese beiden Dinge arbeiten zusammen, um die Bewegung der beiden Formhälften zu führen. Führungsstifte sind kleine Metallstifte, die aus einer Formhälfte herausragen und in entsprechende Löcher (Buchsen) in der anderen Formhälfte passen.
Auswurfsystem
Nach Ablauf der Kühlzeit öffnet sich die Form, und das Auswerfersystem hilft dabei, das Teil und die Angüsse sicher und reibungslos zu entfernen. In der Regel werden zu diesem Zweck Auswerferstifte verwendet. Diese dünnen zylindrischen Stifte sind in der Auswerferplatte befestigt, die an der beweglichen Seite angebracht ist. Der Kontaktpunkt des Stifts ist die flache Oberfläche, so dass die Kraft gleichmäßig verteilt ist und das Teil nicht beschädigt wird.
Weitere Komponenten sind:
Rücklaufstifte: Diese Komponenten helfen bei der Positionierung und Stabilisierung der Form, wenn sie sich öffnet. Sie begrenzen die Kraft des Auswerferstifts auf der stationären Seite.

Auswerfhülsen: Hülsen werden zur Entnahme von Teilen aus zylindrischen Kavitäten verwendet. Die dünne Hülse bedeckt die Formoberfläche und die Rückprallkraft wirft das Teil aus der Form aus.
Was beinhaltet die Spritzgussform nach struktureller Klassifizierung?
Die Klassifizierung von Spritzgussformkomponenten wird in Formbasen, Formkerne und verschiedene Hilfsteile und -systeme unterteilt.
Form Basis
Er ist die Grundlage für alle anderen Teile der Form. Der Formboden besteht in der Regel aus einem harten, starren Material, z. B. aus gehärtetem Stahl. Der Begriff "Basis" bezieht sich jedoch nicht auf ein einzelnes Bauteil. Stattdessen werden verschiedene Arten von Platten zu einer einzigen Platte mit verschiedenen Montagefunktionen, wie z. B. Bohrungen, kombiniert.

Die verschiedenen Platten werden zwischen der oberen und unteren Aufspannplatte eingespannt. Die untere Aufspannplatte verbindet das Werkzeug mit der Spritzgießmaschine: Werkzeugplatte, Auswerferplatte, Auswerferbefestigungsplatte, usw., je nach den spezifischen Eigenschaften des Werkzeugs.
Form Kern
Der Formkern verbindet sich mit der Kavität und bildet die Kavität mit hohler und innerer Geometrie. Er sorgt für die Struktur und trägt einen Teil des Schließdrucks. Die Form des Kerns umfasst in der Regel Verrundungen und Kanten mit geeigneten Entformungswinkeln. Wenn Kern und Kavität in der richtigen Ausrichtung ineinandergreifen, bilden sie einen Spalt oder eine Kavität zum Ansaugen der Kunststoffschmelze.

Nach dem Gießen wird der Kern zurückgezogen und das Auswerfersystem entfernt das Teil aus dem statischen Hohlraum. Übliche Kernzugmechanismen sind mechanischer Kernzug, hydraulischer Kernzug und pneumatischer Kernzug.
Hilfsteile
Hilfsteile sind Trägerteile, die nicht unter der Formstruktur angebracht sind. Sie werden vorübergehend montiert, um die Funktion der geschlossenen Spritzgussteile zu erleichtern. Obwohl Hilfsteile keine Rolle bei Form und Geometrie spielen, sind sie für die Einhaltung der engen Toleranzen, der strukturellen Integrität und der Gesamtqualität der spritzgegossenen Kunststoffteile unerlässlich.
Ortungsring: Ein runder Ring an der beweglichen Seite, der die Form führt und sie an der Maschine hält. Er bringt die Düsenspitze, die Angussbuchse und andere Teile, die mit der Positionierung der Form zusammenhängen, an die richtige Stelle.
Angussbuchse: Ein kleiner Kanal zwischen der Düsenspitze und dem Laufradeinlass.

Auswerferstifte: Sie sorgen dafür, dass das endgültige Teil sicher herauskommt.
Materialgreifer: Ein Teil, das Kunststoffkügelchen hält und in den Lauf der Maschine führt.
Stützsäulen: Vertikale feste Teile zwischen der vorderen Klammer und der oberen Platte der Form. Sie halten alles aufrecht und verteilen den Druck.

Auswerferplatte: Eine Platte im Boden, die die Auswerferstifte hält.
Führungsstifte und Buchsen: Die eine Hälfte des langen Stifts und die andere Hälfte der Buchse passen zusammen, um sicherzustellen, dass alles richtig ausgerichtet ist.
Auswerfstifte: Sie halten die Auswerfereinheit, während die Auswerferstifte das Teil entfernen.
Hilfssysteme
Hilfssysteme sind wie Hilfskomponenten. Typische Beispiele für das Spritzgießen sind Anguss-, Ausstoß- und Kühlsysteme, über die wir bereits in diesem Artikel gesprochen haben.

Hilfseinstellungen
Die beiden wichtigsten Hilfsvorrichtungen bei Spritzgussformen sind Ringschraubenlöcher und KO-Löcher. Diese Vorrichtungen ermöglichen es Ihnen, die Form zu bewegen oder neu zu positionieren und helfen Ihnen, das Teil herauszuholen.
Ringschraubenlöcher: Diese Gewindelöcher sind für Ringschrauben vorgesehen. Sie werden verwendet, um große Formen mit einem Kran oder einer Hebevorrichtung zu bewegen.

KO-Löcher: Die KO-Löcher befinden sich an der hinteren Klemmplatte. Sie sorgen dafür, dass sich die Auswerferplatte und das Teil zurückbewegen, wenn die Auswerferstange auf sie drückt.

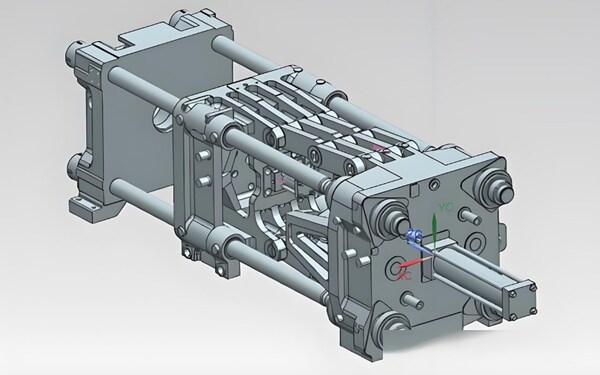
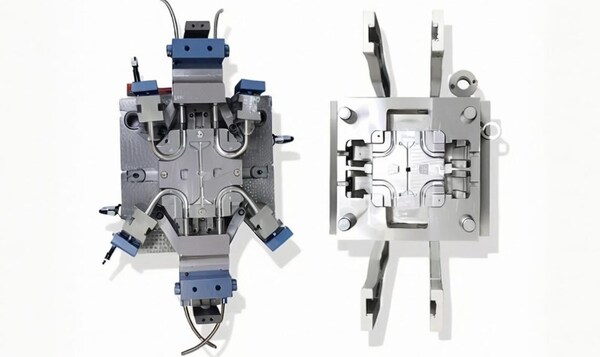
Tote-Ecke-Handling-Strukturen
Erstens sind tote Ecken Bereiche oder Ecken, die für die Bearbeitung (Füllen, Kühlen usw.) schwer zu erreichen sind. Beispiele hierfür sind Hinterschneidungen, scharfe Ecken, tiefe Nuten usw. Hier können Strukturen wie Eckauswerfer, Hydraulikzylinder und Schieber bei dieser Komplexität helfen.

Dia: Der Schieber befindet sich auf der Seite mit der Hinterschneidung. Der Schiebereinsatz und der Bolzenmechanismus stützen den Hinterschnitt während der Verfestigung und helfen dabei, die hinterschnittene Seite zu entfernen, ohne physische Schäden zu verursachen.
Hydraulik-Zylinder: Ein Zylinder, der die für die Bewegung des Schlittens erforderliche Kraft aufbringt.
Winkelauswerfer: Ein Auswerferstift, der sich in einem bestimmten Winkel bewegt, um das Teil an schwierigen oder schwer zugänglichen Stellen aus der Form zu drücken.
Welche Arten von Spritzgießwerkzeugen gibt es?
Es gibt viele verschiedene Arten von SpritzgießformenJedes Werkzeug hat seine eigenen, einzigartigen Produktionsmöglichkeiten und Montagestrukturen der enthaltenen Komponenten und Systeme. Hier sind einige beliebte Arten von Spritzgießwerkzeugen.

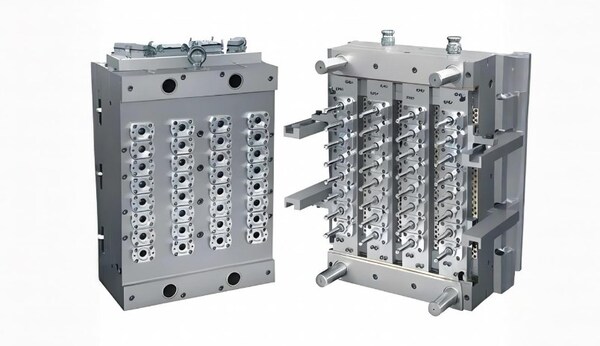
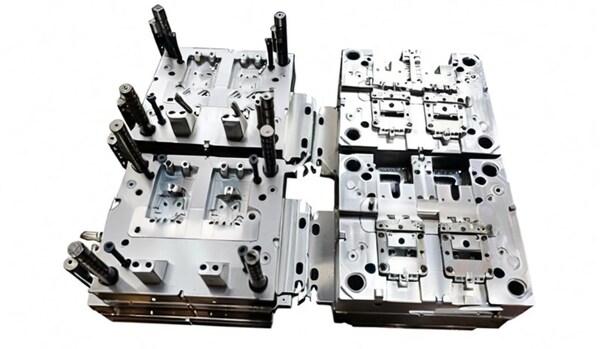
Familie Schimmelpilze
Lassen Sie uns zunächst die Begriffe Einzelkavitäten- und Mehrfachkavitäten-Werkzeuge verstehen. Einzelkavitätenwerkzeuge stellen ein Produkt in einem Produktionszyklus her, während Mehrkavitätenwerkzeuge mehrere identische Produkte produzieren.
Darüber hinaus haben Familienformen mehrere Kavitäten mit unterschiedlichen Geometrien. Das bedeutet, dass mit einer Form mehrere Designs hergestellt werden können, z. B. das Gehäuse, der Knopf und die interne Halterung eines medizinischen Diagnosegeräts aus demselben Material.
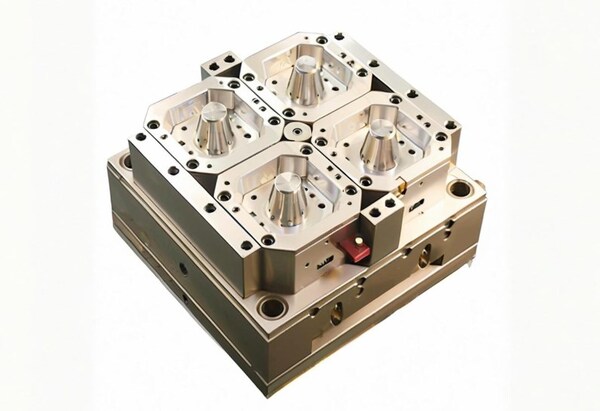
Die Konstruktion und der Betrieb von Gussformen können sehr komplex sein, was das Risiko bestimmter Fehler, wie ungleichmäßige Erstarrung und uneinheitliche Abmessungen, mit sich bringt.
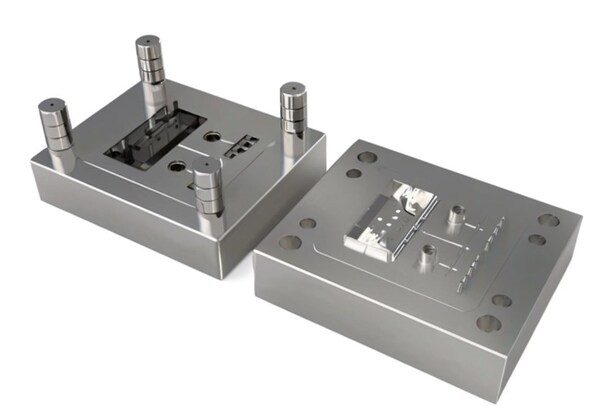
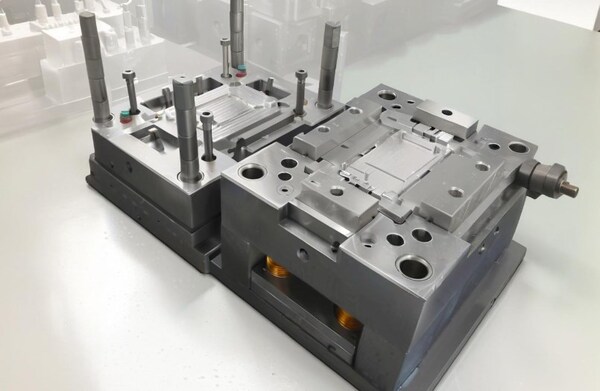
Zwei-Platten-Formen
Dies ist eine einfache Form, die nur eine bewegliche und eine feste Formhälfte umfasst, die sich an der Trennlinie treffen. Das Hauptmerkmal von Zwei-Platten-Werkzeugen ist, dass eine einzige Trennlinie das direkte Öffnen des Spritzgießwerkzeugs und des Kerns zum Auswerfen des erstarrten Teils erleichtert.

Wenn die Form mehrere Kavitäten hat, werden die Angüsse in der Nähe der Trennebene gehalten. Die Hersteller verwenden diese Formen, um kleine Teile ohne komplexe Merkmale zu geringen Kosten herzustellen. Der hohe Druck führt jedoch zu Abplatzungen, und die einfache Struktur schränkt die Flexibilität der Formgestaltung ein.
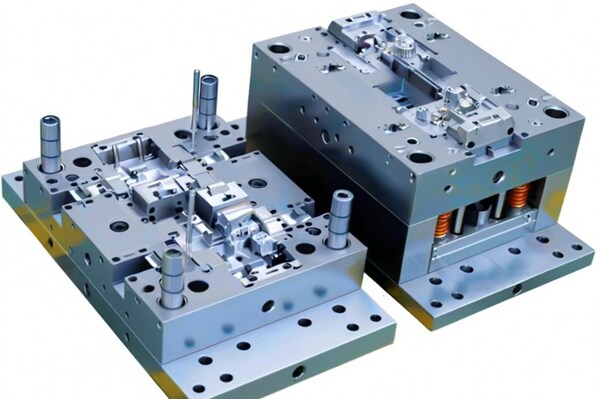
Drei-Platten-Formen
Drei-Platten-Werkzeuge haben zwei oder mehr Trennlinien; man kann nicht einfach die Kavität und den Kern öffnen, um das endgültige Teil zu erhalten. Stattdessen trennt die zusätzliche Angussplatte den Anguss und den Anschnitt, sodass Sie das Formteil selbst aus dem Anguss nehmen können.

Die Einzugszone oder -platte erfordert nicht, dass sich Anguss und Anschnitt in der Nähe der Trennlinie von Kavität und Kern befinden, so dass der Anschnitt getrennt vom Anguss platziert werden kann. Diese Art von Werkzeugen eignet sich für komplexe Formen und Anforderungen an Mehrfachanschnitte. Allerdings sind die Kosten für die Spritzgießwerkzeuge und die Produktion relativ hoch.
Gestapelte Schimmelpilze
Man nimmt mehrere Formen und stapelt sie zusammen. Der Hohlraum ist also größer als bei einer normalen Spritzgussform. Während das eine Werkzeug das Teil auswirft, spritzt das andere Werkzeug das Teil ein, und der Zyklus läuft gleichzeitig.

Auf diese Weise verdoppelt sich die Anzahl der Teile in einem Zyklus. Außerdem muss die Kavität nicht auf allen Seiten die gleiche Form oder Größe haben. Das ist wirklich gut, wenn Sie verschiedene Spritzgießkomponenten haben, die zusammengebaut werden müssen.
Etagenwerkzeuge sind eine großartige Möglichkeit, die Produktionseffizienz zu verbessern, vor allem beim Spritzgießen großer Mengen. Mit Hilfe fortschrittlicher Maschinen können Sie den Kunststoff-Spritzgießprozess automatisieren und enge Toleranzen einhalten.

Twist-Out-Form
Ausdrehformen werden zur Herstellung von Oberflächen mit Gewinde verwendet, z. B. für Flaschenverschlüsse. Sie haben einen Gewindekern, der das feste Teil durch den Ausdrehzyklus herausdrückt. Gleichzeitig hilft ein Zahnstangenmechanismus dabei, den inneren Kern herauszudrehen.

Wenn Sie viele Präzisionsgewindeteile mit ähnlichen Oberflächenmerkmalen benötigen, dann ist die Ausdrehform die beste Wahl.
Einsatzform
Diese speziellen Formen haben Metallteile im Inneren des Kunststoffteils. Der Kunststoff legt sich um die Metallteile und hält sie an Ort und Stelle, wenn er abkühlt. Insert Molding wird für Schrauben in Kunststoffteilen und für Metallteile in der Elektronik verwendet.

Der Einsatz wird entweder manuell oder automatisch in die Form eingesetzt und befestigt. Beim manuellen Verfahren wird er von Hand in die Form eingesetzt. Die Ausrichtung und korrekte Positionierung erfolgt mit Hilfe von Stiften, Schlitzen oder magnetischen Klammern. Alternativ dazu führen Robotersysteme oder Zuführungen das Einsetzen automatisch vor jedem Gießzyklus durch.
Mehrschüssige Form
Diese Form wird für die Herstellung von Teilen mit verschiedenen Farben und Materialien verwendet. Die Form verfügt über mehrere Spritzgussmaschinen, die gleichzeitig geschmolzenes Material in den Hohlraum einspritzen können. Nach dem ersten Einspritzvorgang werden weitere Einspritzungen vorgenommen. Um die Mehrfacheinspritzung zu erleichtern, ist die Form mit einem rotierenden, beweglichen oder Kernrückführmechanismus verbunden.

Multi-Shot-Formen eignen sich hervorragend für die Kombination von duroplastischen und thermoplastischen Werkstoffen. Sie können mehrere thermoplastische Materialien in einem Teil kombinieren, oder Sie können mehrere thermoplastische Materialien in einem Teil kombinieren. Sie können damit zum Beispiel Griffe für duroplastische Werkzeuggriffe, Zahnbürstenborsten, Dichtungen, O-Ringe usw. herstellen.
Zusammenfassung
Spritzgussformen sind Werkzeuge für die Herstellung von Kunststoffprodukten. Sie bestimmen die Form und Größe des Produkts und bestehen aus einer Vielzahl von Teilen und Systemen. Die wichtigsten Teile sind Formböden, Formkerne, Kühlsysteme, Angusssysteme, Ausstoßsysteme und Führungssysteme.
Es gibt viele Arten von Kunststoffen Spritzgießformenwie Zwei-Platten-Formen, Drei-Platten-Formen, Etagen-Formen, Spin-Out-Formen, Multi-Shot-Formen usw., die für unterschiedliche Produktionsanforderungen geeignet sind. Jeder Formentyp hat spezifische strukturelle Merkmale und Produktionsmöglichkeiten.
Das Material der Spritzgussform wird in der Regel aus hochfesten Metallen ausgewählt, um die Anforderungen an die Herstellung langlebiger und präziser Kunststoffprodukte zu erfüllen.
To explore ZetarMold’s full range of injection mold manufacturing capabilities, visit our injection mold service page for tooling specifications, lead times, and pricing.







