 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Beim Spritzgießen sind Grate eine häufige Spritzgießen Fehler, die auftreten können. Einige werden durch Probleme bei der Konstruktion und Herstellung der Form verursacht, während andere durch Probleme beim Spritzgussverfahren entstehen.

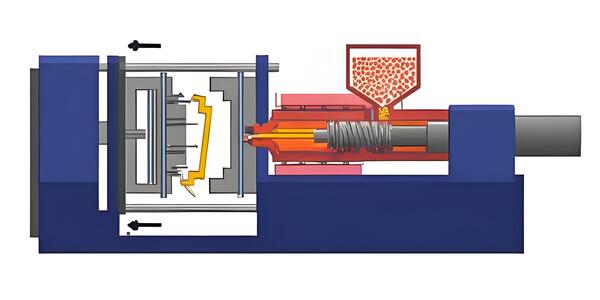
Heute wollen wir einen Blick darauf werfen, warum Grate entstehen. Grate treten in der Regel an der Trennlinie auf, d. h. dort, wo das geschmolzene Material zwischen der beweglichen und der feststehenden Form, dem gleitenden Teil des Schiebers, dem Spalt zwischen den Einsätzen, dem Loch für den Auswerferstift usw. fließt, was zu übermäßigem Grat an den Teilen führt.

Dieser Grat wirkt während des Spritzgießens wie ein Hebel, der den Grat weiter vergrößert, was zu einer lokalen Vertiefung der Form führt und einen Teufelskreis mit erhöhtem Grat während des Spritzgießens bildet. Fehler beim Spritzgießen treten in der Regel bei übermäßigem Einspritzdruck auf, was zu Graten im Formhohlraumspalt führt.

Wenn also zu Beginn ein Grat festgestellt wird, muss die Form so schnell wie möglich nachgeschnitten werden. Dieser Artikel befasst sich hauptsächlich mit den Ursachen für Gratbildung und deren Beseitigung.

Was sind die Ursachen für Gratbildung?
Unzureichende Spannkraft
Wenn die Schließkraft im Vergleich zur projizierten Fläche des Formteils gering ist, verursacht der Einspritzdruck einen Spalt zwischen dem beweglichen und dem feststehenden Werkzeug, was zu Gratbildung führt.

Dies gilt insbesondere dann, wenn der seitliche Anschnitt in der Nähe der Mitte des Teils platziert ist, da diese Art von Anschnitt einen höheren Einspritzdruck erfordert und eher zu Gratbildung führen kann.

Sie können dieses Problem beheben, indem Sie den Einspritzdruck senken oder die Schließkraft erhöhen. Manchmal funktioniert es sehr gut, wenn Sie einen Kunststoff verwenden, der sich gut für das Niederdruckspritzgießen eignet.

Die lokale Form ist nicht genau angepasst
Lassen Sie uns über das Problem der losen Klemmung der dynamischen und statischen Formen sprechen. Obwohl die Form selbst fest eingespannt ist, kommt es bei der Verwendung einer Spritzgießmaschine mit einem Kniehebel-Schließmechanismus häufig zu einer schlechten Parallelität der Form oder einer schlechten Einstellung der Schließvorrichtung.
Zum Beispiel unausgewogene Klemmung auf der linken und rechten Seite, das heißt, nur eine Seite der linken und rechten Seite ist verriegelt, und die andere Seite ist nicht fest angebracht. Zu diesem Zeitpunkt müssen wir die Zugstangen (zwei oder vier Zugstangen) einstellen, um sie auszugleichen und zu erweitern.

Ein weiterer Grund für den losen Sitz ist die schlechte Anpassung der Form. Vor allem, wenn sich in der Mitte des Teils ein Formloch befindet, kann es aufgrund der stützenden Funktion dieses Teils auch zu Graten kommen, wenn die Schließkraft nicht ausreicht.
Ein anderer Typ ist der Gleitkern. Da es sich bei dem beweglichen Kern um einen beweglichen Mechanismus handelt, treten häufig Grate auf, so dass die Anpassung des Gleitkerns sehr wichtig ist. Insbesondere bei der linken und rechten geteilten Formhälfte wird die projizierte Fläche ihrer Seite auch durch den Formdruck beeinflusst.

Wenn die Konstruktion diesem Druck nicht vollständig standhält, kommt es häufig zu Gratbildung. Was den Spalt zwischen den Einsätzen und dem Auswerferstift betrifft, so werden nicht nur die Grate in einem Teufelskreis zunehmen, sondern auch der Auswurfwiderstand wird steigen.
Verursacht durch Mold Deflection
Wenn die Form nicht original genug ist, wird sie durch den Einspritzdruck verformt. Wenn zu diesem Zeitpunkt ein Loch in der Nähe des Zentrums vorhanden ist, entstehen Grate um das Loch herum; und wenn der seitliche Anschnitt durch das Loch in der Mitte geöffnet wird, entstehen auch Grate um das Loch und den Anguss herum.Die Grate, die aus diesem Grund entstehen, werden durch eine schlechte Formherstellung verursacht und sind daher schwer zu reparieren. Eine Verstärkung der Form kann die Grate reduzieren.

Unzumutbare Formstruktur
Die Struktur der Form hat einen großen Einfluss auf die Qualität der Gussteile. Wenn die Struktur der Form nicht gut ist, werden die Formteile Grate aufweisen. Wenn die Form zum Beispiel scharfe Ecken hat, wird das Material gequetscht und gedehnt, und es bilden sich Grate.
Die Formgestaltung ist einer der wichtigsten Faktoren, die die Produktqualität beeinflussen. Bei der Gestaltung der Formstruktur werden die Anforderungen an die Struktur und die Verarbeitungsgenauigkeit der Form nicht ausreichend berücksichtigt, was zu einer ungleichmäßigen Bearbeitung der Formoberfläche, einem unzureichenden Startwinkel und anderen Problemen führt, was wiederum Grate verursacht.

Schlechte Oberflächenbehandlung der Form
Wenn Sie die Formoberfläche benutzen, wird sie sich abnutzen und durch die Hitze Risse bekommen. Wenn du die Formoberfläche nicht richtig behandelst, bekommst du auch Grate.
Fremdkörper auf der Oberfläche der Form
Wenn sich Fremdkörper auf der Oberfläche der Form befinden, entstehen unweigerlich Grate. Darüber hinaus müssen wir nach der Herstellung der Form darauf achten, dass sie rechtzeitig gereinigt und täglich gewartet wird, wodurch nicht nur das Auftreten von Problemen mit der Form verringert, sondern auch die Lebensdauer der Form verlängert wird.

Zu viel Schmelze einspritzen
Normalerweise wird das nicht passieren. Wenn Sie die Maschinenparameter anpassen, weil Sie lokal zu wenig Material haben oder zu viel Schmelze einspritzen, um eine Schrumpfung zu verhindern, wölbt sich die Form aus, und Sie bekommen einen Grat. Sie müssen die Einspritzzeit oder die Haltezeit verlängern, um die Form zu erhalten.
Kunststoff-Fluidität ist zu gut
Nur weil die Schmelze gut fließt, heißt das noch lange nicht, dass es zu Graten kommt. Wenn die Schmelze jedoch zu gut fließt, kann sie in die kleinsten Spalten gelangen und Grate verursachen. Um den Grat zu beseitigen, können Sie die Schmelzetemperatur oder den Einspritzdruck senken, oder die Werkzeugtemperatur oder die Einspritzgeschwindigkeit verringern.
Qualitätsprobleme bei Rohstoffen
Der Grat von Spritzgussteilen kann durch das Problem der Rohstoffe verursacht werden. Zum Beispiel beeinträchtigen Kunststoffpartikel unterschiedlicher Größe und zu viele Verunreinigungen die Qualität der Spritzgussteile. Zu diesem Zeitpunkt ist es notwendig, mit der Auswahl und dem Screening von Rohstoffen und der Trocknungsbehandlung zu beginnen.
Unsachgemäße Materialauswahl
Die von Ihnen gewählten Materialien sind auch wichtig für Spritzgießen Erfolg. Wenn der von Ihnen gewählte Kunststoff bei einer zu hohen Temperatur schmilzt, kann dies zu einem schlechten Fließen des Kunststoffs und zu Graten führen. Auch Verunreinigungen im Material können Grate verursachen.

Unsachgemäße Kontrolle von Temperatur und Druck beim Spritzgießen
Bevor Sie mit dem Spritzgießen beginnen, müssen Sie die Temperatur und den Druck beim Spritzgießen kontrollieren. Wenn die Temperatur und der Druck zu hoch oder zu niedrig sind, wirkt sich dies auf die Qualität des geformten Produkts aus: Ist die Temperatur zu hoch, fließt der Kunststoff nicht gut, und ist die Temperatur zu niedrig, hat das Produkt eine schlechte Oberflächenqualität und viele Grate.
Der Einspritzdruck ist ein sehr wichtiger Faktor im Spritzgießprozess. Wenn der Einspritzdruck instabil ist, fließt der geschmolzene Kunststoff nicht gleichmäßig, was dazu führt, dass der Kunststoff in der Form gequetscht und abgeschert wird, was zu Graten führt.
Unvernünftige Prozessparameter beim Spritzgießen
Die Entstehung von Graten an Spritzgussteilen hängt auch mit den Parametern des Spritzgießprozesses zusammen, z. B. führen unangemessene Einstellungen von Parametern wie Einspritztemperatur, Druck und Geschwindigkeit zu Graten an Spritzgussteilen. Die Lösung besteht darin, jeden einzelnen Parameter entsprechend der jeweiligen Situation anzupassen, um die Qualität des Spritzgießens zu gewährleisten.
Wenn der Spritzgießprozess nicht standardisiert ist oder unsachgemäß durchgeführt wird, führt dies ebenfalls zu Graten an den Spritzgussteilen. So wirken sich beispielsweise instabile Temperaturen während des Spritzgießens, zu lange Einspritzzeiten usw. negativ auf die Spritzgussteile aus.
Probleme bei der Gestaltung der Formstruktur
Die Entstehung von Graten an Spritzgussteilen kann auch mit der Konstruktion der Formstruktur zusammenhängen. Der Teil der Form, an dem Grate auftreten, kann auf Restgas in der Form zurückzuführen sein, oder es können Löcher in der Form vorhanden sein. Die Form muss überprüft und verbessert werden, um sicherzustellen, dass die Formstruktur den Anforderungen des Spritzgießverfahrens entspricht.
Probleme mit der Ausrüstung von Spritzgießmaschinen
Die Entstehung von Graten an Spritzgussteilen kann auch auf Probleme mit der Spritzgießmaschine selbst zurückzuführen sein: Wenn die Spritzgießmaschine Probleme wie instabilen Druck und ungleichmäßige Temperatur aufweist, führt dies zu Graten an den Spritzgussteilen. In diesem Fall muss die Spritzgießmaschine inspiziert und repariert werden.

Welche Möglichkeiten gibt es, Grate an Spritzgussteilen zu vermeiden und zu beseitigen?
Verbesserung der Schimmelpilzstruktur
Um Grate zu vermeiden, ist es wichtig, die Struktur der Form zu verbessern. Um die Genauigkeit der Formoberfläche und die Verarbeitungsqualität zu verbessern und die Entstehung von Graten zu verringern, können Sie die Form auf der Grundlage der Mängel in der Formstruktur und der Verarbeitungsgenauigkeit verbessern und gestalten.
Entgraten von Formen
Bevor Sie mit dem Spritzgießen beginnen, müssen Sie die Oberfläche der Form vorbereiten, um sie glatt und eben zu halten und die Bildung von Graten zu verhindern.Entgraten wird mit Hilfe von Produktionsformen und Stempeln durchgeführt. Es erfordert eine bestimmte Form (grobe Form + feine Form), die Produktionskosten, und kann auch eine Kunststoffform erfordern. Es eignet sich für Produkte mit einfachen Trennflächen, und die Effizienz und der Entgrateffekt sind besser als manuell.

Richtige Auswahl der Kunststoffmaterialien
Der Schlüssel zur Lösung des Gratproblems liegt in der Auswahl des richtigen Kunststoffs. Wählen Sie das Material entsprechend den Eigenschaften und Anforderungen des Spritzgussprodukts und achten Sie auf die Reinheit und den Schmelzpunkt des Materials.
Verwenden Sie das richtige Material
Die Wahl des Materials hat auch Auswirkungen auf die Qualität der Produktoberfläche. Einige Materialien neigen zur Gratbildung, während bei anderen die Gratbildung relativ unwahrscheinlich ist. Daher sollten Sie bei der Auswahl von Spritzgussmaterialien die Eigenschaften und die Anwendbarkeit des Materials berücksichtigen und diejenigen Materialien wählen, bei denen die Gratbildung weniger wahrscheinlich ist.

Bei der Herstellung von Formen ist die Wahl des richtigen Materials auch der Schlüssel zur Verringerung der Gratbildung. Die Wahl guter Materialien, wie z. B. verschleißfester Materialien, kann die Abnutzung der Formoberfläche wirksam verringern und die Entstehung von Graten vermeiden.
Einspritzdruck vernünftig einstellen
Um Grate zu vermeiden, muss der Einspritzdruck während des Spritzgießprozesses stabilisiert werden. Während des Spritzgießens sollte der Einspritzdruck entsprechend den Eigenschaften des Kunststoffs und der Struktur des Werkzeugs angemessen eingestellt werden, um sicherzustellen, dass der Kunststoff reibungslos fließt.
Implementierung eines standardisierten Spritzgießprozesses
Vor dem Spritzgießen können Sie die Einspritztemperatur und den Druck kontrollieren, um Grate zu vermeiden. Um Grate zu vermeiden, ist ein standardisiertes Spritzgießverfahren erforderlich. Beim Spritzgießen müssen Sie Dinge wie Temperatur, Einspritzzeit und Einspritzgeschwindigkeit kontrollieren. Man will ja nichts falsch machen oder etwas Ungewöhnliches passieren lassen.
Verbessern Sie den Entwurf und die Herstellung der Form: Durch eine bessere Gestaltung und Herstellung der Form können Sie weniger Grate erzeugen. Stellen Sie erstens sicher, dass die Formauslasskonstruktion gut ist, damit Sie keine Grate haben. Zweitens muss die Formverarbeitung genauer sein, die Oberfläche der Form muss besser sein, und es müssen weniger Grate entstehen.
Einstellen der Prozessparameter beim Spritzgießen
Um die Grate zu reduzieren, ist es wichtig, angemessene Parameter für den Spritzgießprozess festzulegen. Sie können die Spritzgießtemperatur, den Spritzgießdruck, die Spritzgießgeschwindigkeit und andere Parameter entsprechend anpassen, um die Grate auf der Produktoberfläche zu reduzieren.Darüber hinaus können Sie auch einige spezielle Spritzgießverfahrenwie Mehrstufenspritzgießen, Rückwärtsspritzgießen usw., um die Entstehung von Graten zu verringern.
Nachbearbeitungsprozess
Wenn das Produkt Grate aufweist, können Sie einige Nachbearbeitungsmethoden anwenden, um die Grate zu entfernen. Zu den üblichen Nachbearbeitungsmethoden gehören Schleifen, Polieren, Sandstrahlen usw. Durch diese Methoden können die Grate auf der Oberfläche des Produkts effektiv entfernt und die Qualität des Produkts verbessert werden.

Regelmäßiges Beschneiden von großen Kunststoffgraten
Um zu verhindern, dass große Grate, die durch Kratzer verursacht werden, abfallen, müssen sie regelmäßig mit einer Klinge abgeschnitten werden. Gleichzeitig wird empfohlen, die Ursache der Grate zu prüfen, z. B. ob die Grate von Mitarbeitern verursacht werden, die mit zu scharfen Werkzeugen daran kratzen, oder ob die Grate durch unsachgemäße Bedienung verursacht werden.
Die Vorteile dieser Methode sind, dass sie einfach zu bedienen ist und keine besonderen Investitionen erfordert, aber die Entgratungsmethode ist ineffizient und nicht für kleine Grate geeignet.

Manuelles Entgraten
Auch allgemeine Unternehmen verwenden diese Methode, wobei Feilen, Schleifpapier und Schleifköpfe als Hilfsmittel eingesetzt werden. Es gibt manuelle und pneumatische Feilen, die Arbeitskosten sind relativ hoch, die Effizienz ist nicht sehr hoch und es ist schwierig, komplexe Querbohrungen zu entfernen. Die technischen Anforderungen an die Arbeiter sind nicht sehr hoch, und das Verfahren eignet sich für Produkte mit kleinen Graten und einfachen Produktstrukturen.、

Schleifen und Entgraten
Zu dieser Art des Entgratens gehören Vibration, Sandstrahlen, Walzen und andere Methoden. Die derzeit von Unternehmen angewandten Methoden sind: Es besteht das Problem, dass die Grate nicht sauber entfernt werden können, und die verbleibenden Grate müssen möglicherweise manuell bearbeitet oder mit anderen Methoden entgratet werden. Geeignet für kleine und große Chargen von Produkten.

Gefrierentgraten
Die Grate werden durch Abkühlung schnell spröde gemacht, und dann wird das Projektil herausgeschossen, um die Grate zu entfernen. Der Preis der Anlage beträgt etwa 200.000 bis 300.000 Yuan. Sie eignet sich für Produkte mit dünnen Wänden und kleinem Volumen.

Thermisches Entgraten
Auch bekannt als thermisches Entgraten und Explosionsentgraten. Durch Einleiten eines brennbaren Gases in den Geräteofen und anschließende Verwendung bestimmter Medien und Bedingungen, die das Gas sofort explodieren lassen, wird die durch die Explosion erzeugte Energie zum Auflösen und Entfernen der Grate verwendet.

Die Geräte sind teuer (Millionen von Dollar), stellen hohe Anforderungen an die Betriebstechnik, haben einen geringen Wirkungsgrad und verursachen große Nebenwirkungen (Rost, Verformung). Sie werden vor allem bei einigen Hochpräzisionsteilen eingesetzt, z. B. bei Präzisionsteilen für die Automobil- und Luftfahrtindustrie.
Chemisches Entgraten
Nach dem Prinzip der elektrochemischen Reaktion werden Metallteile automatisch und selektiv entgratet. Geeignet für schwer zu entfernende Innengrate und kleine Grate (Dicke weniger als 7 Drähte) an Produkten wie Pumpen und Ventilen.

Elektrolytisches Entgraten
Eine Methode der elektrolytischen Bearbeitung, bei der die Elektrolyse zur Entfernung von Graten an Metallteilen eingesetzt wird. Der Elektrolyt ist korrosiv, und die Teile in der Nähe der Grate werden ebenfalls elektrolysiert. Die Oberfläche verliert ihren ursprünglichen Glanz und beeinträchtigt sogar die Maßhaltigkeit.
Nach dem Entgraten sollte das Werkstück gereinigt und rostfrei gemacht werden. Das elektrolytische Entgraten eignet sich zum Entfernen von Graten aus versteckten Löchern oder komplex geformten Teilen. Es hat eine hohe Produktionseffizienz, und die Entgratungszeit beträgt in der Regel nur wenige Sekunden bis zehn Sekunden und eignet sich zum Entgraten von Zahnrädern, Pleuelstangen, Ventilkörpern, Kurbelwellen-Ölkanalöffnungen und zum Abrunden scharfer Ecken.

Hochdruck-Wasserstrahl-Entgraten
Durch die Verwendung von Wasser als Medium wird die sofortige Aufprallkraft des Wassers genutzt, um Grate und Grate, die nach der Bearbeitung entstanden sind, zu entfernen und gleichzeitig den Zweck der Reinigung zu erreichen.die Ausrüstung ist teuer und wird hauptsächlich im Herzen von Automobilen und hydraulischen Steuersystemen von Maschinen verwendet.
Zusammenfassung
In diesem Artikel geht es um die Ursachen von Graten bei Spritzgießprodukten und deren Lösungen. Grate werden hauptsächlich durch eine unzureichende Schließkraft, einen lockeren Sitz der Form, eine Verformung der Form, eine unangemessene Struktur, eine schlechte Oberflächenbehandlung, Probleme mit dem Rohmaterial und eine unsachgemäße Kontrolle der Spritzgießparameter verursacht.

Um diese Probleme zu lösen, wird empfohlen, die Struktur und das Design der Form zu verbessern, geeignete Materialien auszuwählen, den Einspritzdruck vernünftig einzustellen und standardisierte Spritzgießprozessund Nachbearbeitungsprozesse wie Schleifen und Polieren anwenden.
Darüber hinaus kann durch die Optimierung der Prozessparameter und regelmäßiges Entgraten das Auftreten von Graten wirksam reduziert und die Gesamtqualität der Spritzgussteile verbessert werden.







