 Zum Inhalt springen
Zum Inhalt springen 

Vorwort
Das Spritzgießen, auch bekannt als Kunststoffspritzguss, ist eine gängige Methode zur Herstellung von Kunststoffprodukten. Als ausgereifte Kunststoffverarbeitungstechnologie hat das Spritzgießen von Materialien breite Entwicklungsperspektiven. Mit dem Aufkommen neuer Technologien, neuer Materialien und neuer Anforderungen wird sich das Spritzgießen weiterhin an Marktveränderungen und innovative Entwicklungen anpassen und qualitativ hochwertigere Kunststoffprodukte für die industrielle Fertigung und die Verbraucher bereitstellen.
Dieses Kapitel konzentriert sich auf die sechs Schritte des Einspritzvorgangs: Schließen der Form, Füllen, Druckhalten, Abkühlen, Öffnen der Form und Entformen.
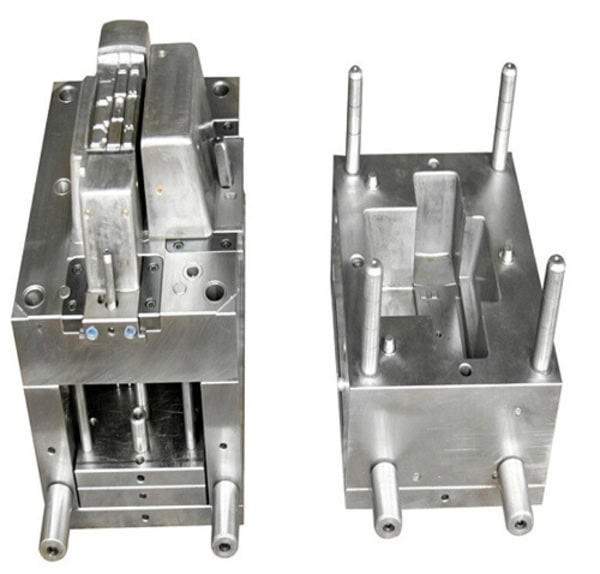
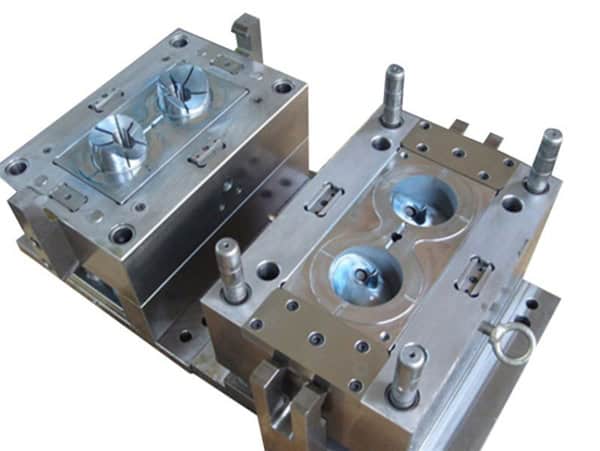
Formklemmstufe
Das System zum Schließen der Form sollte ein zuverlässiges Öffnen und Schließen der Form und eine Pufferwirkung beim Öffnen und Schließen der Form haben. Die Laufgeschwindigkeit der beweglichen Platte sollte eine "langsam-schnell-langsam"-Geschwindigkeitsänderung während des Schließens und Öffnens der Form haben, um Schäden an der Form und den Produkten zu vermeiden und Lärm durch starke Vibrationen der Maschine zu vermeiden, um einen sicheren Betrieb zu erreichen und die Lebensdauer der Maschine und der Form zu verlängern.

Der maximale Öffnungs- und Schließhub der Schablone bestimmt die maximale Dicke der Form, die in die Spritzgießmaschine eingebaut werden kann, und damit auch die maximale Dicke der herstellbaren Spritzgussprodukte. Daher sollte der Hub der Schablone einstellbar sein.
Die Schablone muss eine ausreichende Festigkeit und Steifigkeit aufweisen, um sicherzustellen, dass sie sich nicht aufgrund der häufigen unterschiedlichen Belastungen während der Arbeit verformt. SpritzgießproduktionDadurch wird die Größen- und Formgenauigkeit der spritzgegossenen Produkte beeinträchtigt.
Grundvoraussetzungen für die Formschlussphase
Ausreichende und einstellbare Schließkraft, um zu gewährleisten, dass die Form nicht durch den Druck im Formnest herausgeschleudert wird.

Die Schablone der festen Form hat eine ausreichende Fläche, einen ausreichenden Hub und einen ausreichenden Öffnungsabstand, so dass sie sich an Formen unterschiedlicher Form und Größe anpassen kann, und der Öffnungsabstand kann frei eingestellt werden.
Die Bewegungsgeschwindigkeit der Vorlage wird in zwei Stufen eingestellt: schneller Gang und langsamer Gang. Der Schnellgang erfordert Leichtgängigkeit, Sicherheit und Kontrollierbarkeit. Die Antriebskraft des Klemmsystems stammt aus mechanischer Kraft oder hydraulischer Kraft oder einer hydraulisch-mechanischen Kombination durch eine hydraulisch betätigte Verbindungsstange oder einen Kniehebelmechanismus.

Um eine reibungslose Entformung und Entnahme der Teile zu ermöglichen, ist das Schließsystem mit einer pneumatisch, hydraulisch oder mechanisch betriebenen Produktauswurfvorrichtung ausgestattet.

Technische Parameter der Formschließphase
Zu den technischen Parametern des Werkzeugspannsystems gehören die Spannkraft, die Grundmaße der Werkzeugspannvorrichtung, die Öffnungs- und Schließgeschwindigkeit des Werkzeugs und die Leerlaufzeit. Besonders wichtig ist die Schließkraft. Sie bezieht sich auf die maximale Schließkraft, die der Formschließmechanismus auf die Form ausüben kann. Sie sollte größer sein als der durchschnittliche Druck der Schmelze in der Formkavität.

Je dünner die Wand des Produkts ist, desto höher ist der Einspritzdruck und desto größer ist die Schließkraft, die zum Schließen der Form während des Spritzgießens erforderlich ist. So beträgt der Werkzeuginnendruck bei gewöhnlichen Verpackungsbehältern in der Regel etwa 25 MPa, während für dünnwandige Behälter 30 MPa erforderlich sein können. Die tatsächlich eingestellte Schließkraft wird durch das Produkt aus dem Einspritzdruck und der projizierten Fläche des Produkts bestimmt.

Injektionsphase
Das Einspritzen ist der erste Schritt im regulären Gießprozess. Wenn die Form geschlossen ist und das Gießen beginnt, kann der Formhohlraum direkt eingespritzt werden, bis zu 95%. Theoretisch ist die Einspritzzeit viel kürzer und die Effizienz des Gießens ist viel höher. In der tatsächlichen Produktion gibt es jedoch viele bedingte Einschränkungen der Formgebungszeit (oder der Einspritzgeschwindigkeit).

Hochgeschwindigkeitseinspritzung: Wenn die Scherrate beim Hochgeschwindigkeitseinspritzen hoch ist, verringert sich durch die Scherverdünnung die Viskosität des Kunststoffs und der Gesamtfließwiderstand sinkt. Aufgrund des Effekts der lokalen viskosen Erwärmung nimmt auch die Dicke der erstarrten Schicht ab.

Daher hängt der Einspritzvorgang in der Durchflussregelungsstufe im Allgemeinen von der Größe des einzuspritzenden Volumens ab. Mit anderen Worten: In der Phase der Durchflussregelung ist die Scherverdünnung des geschmolzenen Metalls aufgrund der hohen Einspritzgeschwindigkeit oft groß, aber der Kühleffekt aufgrund der dünnen Wände ist nicht offensichtlich, so dass der Geschwindigkeitseffekt Vorrang hat.
Langsame Injektion. Wenn die Einspritzung durch langsame Wärmeleitung gesteuert wird, ist die Schergeschwindigkeit niedrig, die lokale Viskosität hoch und der Fließwiderstand groß, was zu einem relativ langsamen Fluss des heißen Kunststoffs und einem schlechten Materialfluss führt. Daher ist der Wärmeleitungseffekt stärker ausgeprägt, und die Wärme wird schnell durch die kalte Wand der Form abgegeben. In Kombination mit einer geringeren viskosen Erwärmung nimmt die Dicke der erstarrten Schicht weiter zu, was den Fließwiderstand in dünnwandigen Profilen weiter erhöht.

Durch die Strömung des Brunnens richten sich die Kunststoffpolymerketten vor der Fließwelle etwa parallel zur Fließwellenfront aus. Wenn also zwei Stränge geschmolzenen Kunststoffs in Kontakt kommen, sind die Polymerketten an der Kontaktfläche parallel zueinander, und die beiden Schmelzen haben unterschiedliche Eigenschaften (unterschiedliche Verweilzeiten im Formhohlraum, Schmelzetemperatur, unterschiedliche Schmelzetemperaturen und Drücke), was zu einer geringeren mikroskopischen Strukturfestigkeit des Schmelzeschnittbereichs führt.

Legen Sie das Stück in einem geeigneten Winkel unter ein Licht und achten Sie auf offensichtliche Nähte. Dies ist der Mechanismus, durch den Schweißnähte entstehen. Schweißnähte beeinträchtigen nicht nur das Aussehen von Kunststoffteilen, sondern das lockere Gefüge führt auch zu Spannungskonzentrationen, die die Festigkeit des Teils verringern und zum Versagen führen können.
Im Allgemeinen sind die Schweißnähte stärker, wenn sie in Bereichen mit hohen Temperaturen auftreten. Dies liegt daran, dass die Beweglichkeit der Polymerketten bei hohen Temperaturen relativ gut ist und sie sich gegenseitig durchdringen und verschlingen können. Außerdem liegen die Temperaturen der beiden Schmelzen in der heißen Zone relativ nahe beieinander und die thermischen Eigenschaften der Schmelzen sind fast gleich, was die Festigkeit der Schweißzone erhöht. Andererseits nimmt die Schweißfestigkeit in niedrigen Temperaturbereichen ab.

Haltephase
Die Druckhaltestufe hat die Aufgabe, kontinuierlich Druck auszuüben, die Schmelze zu verdichten, die Dichte des Kunststoffs zu erhöhen (Verdichtung) und das Schwindungsverhalten des Kunststoffs zu kompensieren. Während des Verpackungsprozesses wird der Formhohlraum mit Kunststoff gefüllt, wodurch ein hoher Gegendruck entsteht.
Bei der Aufrechterhaltung des Drucks und der Kompression wird die Schraube des Spritzgießen Die Maschine kann sich nur langsam und geringfügig vorwärts bewegen, und auch die Fließgeschwindigkeit der Kunststoffschmelze ist relativ langsam. Der Fluss zu diesem Zeitpunkt wird als Nachdruckfluss bezeichnet. Während der Nachdruckphase kühlt die Kunststoffformwand ab und verfestigt sich schneller, und das geschmolzene Material steigt schnell an, so dass der Widerstand im Inneren des Formhohlraums sehr groß wird.
In den letzten Phasen der Verpackung nimmt die Dichte des geschmolzenen Materials weiter zu und es bilden sich allmählich Kunststoffteile. Die Phase der Druckhaltung dauert an, bis die Tür erstarrt und abdichtet. Zu diesem Zeitpunkt erreicht der Druck im Formhohlraum seinen Höchstwert während der Konditionierungsphase.

Während der Haltephase ist der Druck so hoch, dass der Kunststoff teilweise kompressible Eigenschaften aufweist. In Bereichen mit hohem Druck wird der Kunststoff zunehmend dichter. In Bereichen mit niedrigerem Druck wird der Kunststoff lockerer und weniger dicht, und die Dichteverteilung ändert sich je nach Ort und Zeit.

Während des Druckhalteprozesses ist der Kunststofffluss sehr gering. Infolgedessen ist der Materialfluss schwach und kann keine treibende Rolle spielen. Der Druck ist der Hauptfaktor, der den Prozess der Druckhaltung beeinflusst. Während des Druckhalteprozesses füllt der Kunststoff den Formhohlraum aus, und die allmählich erstarrende Schmelze wirkt als Druckübertragungsmedium.

Beim Schließen der Form ist eine angemessene Schließkraft erforderlich, da der Druck im Inneren des Formhohlraums durch den Kunststoff auf die Formwände übertragen wird, was dazu führt, dass sich die Form öffnet. Ist die Expansionskraft der Form jedoch zu groß, können Grate und Überläufe entstehen und die Form kann sich öffnen.

Daher sollten Sie bei der Auswahl einer Spritzgießmaschine eine Spritzgießmaschine mit ausreichender Schließkraft wählen, um eine Ausdehnung der Form zu verhindern und den Druck effektiv aufrechtzuerhalten.

Neue Umweltbedingungen für das Spritzgießen erfordern die Berücksichtigung mehrerer neuer Spritzgießverfahren, darunter gasunterstütztes Gießen, wasserunterstütztes Gießen und Schaumspritzgießen.

Abkühlungsphase
Bei Spritzgießwerkzeugen ist die Gestaltung des Kühlsystems sehr wichtig. Denn nur wenn ein Kunststoffformteil abgekühlt und bis zu einem gewissen Grad verfestigt ist, kann es sich nach der Entformung nicht durch äußere Kräfte verformen.

Die Kühlzeit macht etwa 70-80% des gesamten Formgebungszyklus aus. Daher kann ein richtig konzipiertes Kühlsystem die Formgebungszeit erheblich reduzieren, die Spritzgießen Ein schlecht konzipiertes Kühlsystem kann die Formgebungszeit verlängern und die Kosten erhöhen. Eine ungleichmäßige Kühlung führt dazu, dass sich Kunststoffprodukte stärker verformen und größer werden.

Experimente haben gezeigt, dass die Wärme, die aus dem Gusseisen in die Form gelangt, in der Regel in zwei Teilen verloren geht, von denen 5% durch Strahlung und Konvektion an die Atmosphäre abgegeben werden, während die restlichen 95% vom Gusseisen in die Form getragen werden. Erhitzen Sie die Form auf Formtemperatur.

Aufgrund der Rolle des Kühlwasserrohrs für das Kunststoffprodukt in der Form wird die Wärme vom Kunststoff im Formhohlraum durch Wärmeleitung über den Formrahmen auf das Kühlwasserrohr übertragen und durch thermische Konvektion über die Kühlflüssigkeit abgeleitet. Die geringe Wärmemenge, die nicht durch das Kühlwasser abgeführt wird, wird weiterhin auf die Form übertragen und nach Kontakt mit der Außenwelt in die Luft abgeleitet.

Der Spritzgießzyklus umfasst die Formschließzeit, die Füllzeit, die Haltezeit, die Kühlzeit und die Entformungszeit.

Den größten Anteil daran hat die Abkühlzeit, die etwa 70-80% beträgt. Daher wirkt sich die Abkühlzeit direkt auf den Formgebungszyklus und die Ausbeute von Kunststoffprodukten aus.

Bei der Entformung muss die Temperatur des Kunststofferzeugnisses auf eine Temperatur abgekühlt werden, die niedriger ist als die Wärmeverzugstemperatur des Kunststofferzeugnisses, um zu verhindern, dass sich das Kunststofferzeugnis aufgrund von Eigenspannungsrelaxation oder Verformung durch äußere Kräfte während der Entformung verformt.

Öffnungsphase der Form
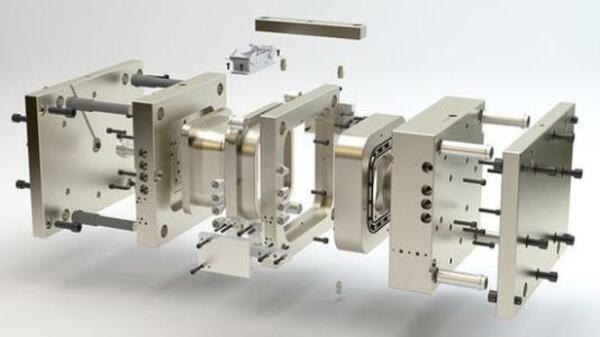
Der Prozess des Öffnens einer Spritzgussform gliedert sich im Allgemeinen in das Zeichnen von Formzeichnungen, das Korrekturlesen und Überprüfen von Zeichnungen, die Erprobung und Reparatur von Formen sowie das Organisieren und Archivieren von Daten.

Zeichnen von Formzeichnungen: Vor der Erstellung der endgültigen Montagezeichnung der Spritzgießform sollte eine Prozesszeichnung erstellt werden, die den Anforderungen der Teilezeichnung und der Prozessdaten entsprechen muss. Die durch den nächsten Prozess garantierten Abmessungen sollten auf der Zeichnung mit dem Vermerk "Prozessabmessungen" gekennzeichnet werden. Wenn nach dem Spritzgießen keine weiteren mechanischen Bearbeitungen außer der Gratausbesserung durchgeführt werden, entspricht die Prozesszeichnung genau der Teilezeichnung.

Korrekturlesen und Zeichnungsprüfung: Ob das Kunststoffmaterial, die Härte, die Maßhaltigkeit, die Struktur usw. der Spritzgussform und der Formteile den Anforderungen der Zeichnungen für die Kunststoffteile entsprechen.

Formversuch und Formreparatur: Die Formkonstruktion erfolgt unter den zu erwartenden Prozessbedingungen bei der Auswahl der Formmaterialien und der Formanlagen, aber das Verständnis der Menschen ist oft unvollständig; die Erprobung der Form muss nach Abschluss der Spritzgießverarbeitung erfolgen. Prüfen und bestätigen Sie die Qualität der Gussteile. Wenn der Fehler entdeckt wird, reparieren wir die Form, um ihn zu beheben.

Organisieren und archivieren Sie die Daten: Nach der Prüfung der Spritzgussform sollten, wenn sie vorübergehend nicht benutzt wird, die Entformungsrückstände, Staub, Öl usw. vollständig abgewischt, mit Butter oder einem anderen Rostschutzöl oder Rostschutzmittel bestrichen und an einem Lagerort aufbewahrt werden.

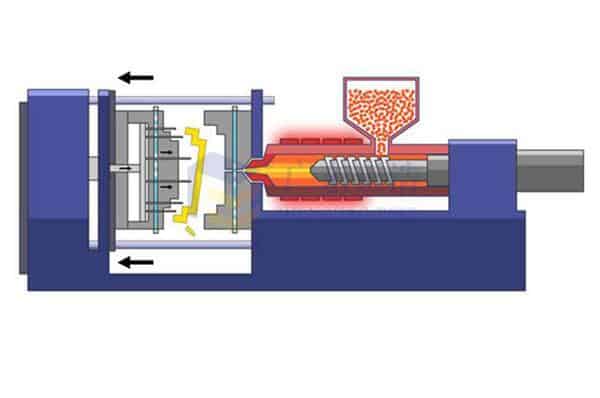
Das Grundprinzip des Spritzgießens: Die Spritzgießmaschine macht sich die Tatsache zunutze, dass Kunststoff zu einer Flüssigkeit schmelzen kann, wenn er auf eine bestimmte Temperatur erhitzt wird. Die geschmolzene Flüssigkeit wird mit hohem Druck in einen geschlossenen Formhohlraum gespritzt. Nach dem Abkühlen und der Formgebung wird die Form geöffnet und ausgeworfen, um den gewünschten Kunststoff zu erhalten.

Entformungsphase
Die Entformung ist der letzte Schritt im Spritzgießzyklus. Obwohl das Produkt kalt ausgehärtet und geformt ist, hat die Entformung immer noch einen großen Einfluss auf die Produktqualität. Die Verwendung einer ungeeigneten Entformungsmethode kann zu Mängeln führen, wie z. B. einer ungleichmäßigen Krafteinwirkung auf das Produkt während der Entformung oder einer Verformung des Produkts beim Auswerfen.

Es gibt zwei Hauptschneideverfahren. Die Entformung des Auswerfers und der Entformungsplatte. Bei der Konstruktion einer Form muss eine geeignete Entformungsmethode entsprechend den strukturellen Eigenschaften des Produkts gewählt werden, um die Produktqualität zu gewährleisten.

Bei Formen, die Auswerfer für die Entformung verwenden, sollten Sie die Auswerfer so gleichmäßig wie möglich anbringen und Stellen wählen, die einen maximalen Widerstand gegen die Entformung und eine maximale Festigkeit und Steifigkeit des Kunststoffteils gewährleisten, um Verformungen oder Beschädigungen zu vermeiden.

Freigabeplatten werden häufig zum Freigeben von dünnwandigen Behältern mit tiefen Hohlräumen oder von durchsichtigen Produkten verwendet, bei denen Druckstangenabdrücke nicht toleriert werden. Dieser Mechanismus zeichnet sich durch eine große und gleichmäßige Auslösekraft, einen reibungslosen Betrieb und keine Spuren aus.

Schlussfolgerung
Mit anderen Worten, die Spritzgießen Diese sechs Schritte bestimmen direkt die Qualität der Formgebung des Produkts, und diese sechs Schritte bilden einen vollständig kontinuierlichen Prozess, der zur Entstehung der modernen Welt beigetragen hat. Das Spritzgießen ist ein Markenzeichen der Innovation, das den Fortschritt in der Fertigung vorantreibt und unendlich viele Möglichkeiten eröffnet.

Der Kunststoffspritzguss verkörpert die Effizienz und Präzision der Herstellung von Kunststoffteilen. Vom Entwurf der Form bis zum Auswerfen wird jeder Schritt sorgfältig ausgeführt, um qualitativ hochwertige Teile in großem Maßstab herzustellen. Seine Vielseitigkeit und die kontinuierliche Weiterentwicklung in verschiedenen Branchen sorgen dafür, dass das Verfahren auch weiterhin relevant bleibt und zur Gestaltung der modernen Welt beiträgt. Das Spritzgießen ist ein Beweis für die Innovation, die den Fortschritt vorantreibt und unendliche Möglichkeiten in der Fertigung eröffnet.








