 Zum Inhalt springen
Zum Inhalt springen 
Kundenspezifischer Flüssigsilikonkautschuk (LSR) Spritzgießservice
Entdecken Sie das fortschrittliche Flüssigsilikon-Spritzgießen für präzise, langlebige Produkte. Verbessern Sie Ihre Produktion mit innovativen Lösungen von Zetar Mold.

Der vollständige Leitfaden zum Spritzgießen von Flüssigsilikonkautschuk (LSR)
Was ist Flüssigsilikonkautschuk-Spritzgießen (LSR)?
Flüssigsilikonkautschuk-Spritzgießen, oft abgekürzt als LSR-Spritzgießen oder LIM (Liquid Injection Molding), ist ein Herstellungsverfahren, mit dem langlebige, flexible und hochpräzise Teile aus einem flüssigen Silikonkautschukmaterial hergestellt werden.
Im Kern handelt es sich um ein duroplastisches Verfahren. Dadurch unterscheidet es sich grundlegend vom Thermoplast-Spritzgießen. Während Thermoplaste erhitzt werden, bis sie schmelzen, dann in eine kalte Form gespritzt werden, um zu erstarren, und dann wieder aufgeschmolzen werden können, funktionieren Duroplaste genau umgekehrt. Beim LSR-Spritzgießen wird eine zweiteilige flüssige Verbindung gemischt und dann in eine erhitzte Form gespritzt. Die Hitze löst eine irreversible chemische Reaktion aus, die als Vulkanisation bezeichnet wird und die Flüssigkeit in ein festes, stabiles und elastisches Gummiteil verwandelt.
Was sind die Klassifizierungen und Arten von LSR?
LSR ist kein Einheitsmaterial, das für alle passt. Es ist in zahlreichen Qualitäten erhältlich und kann mit verschiedenen fortschrittlichen Techniken verarbeitet werden, was ein hohes Maß an individueller Anpassung ermöglicht.
1. Klassifizierung nach Werkstoffklassen:
① Allzweck-Güteklasse: Eine Standardformulierung mit ausgewogenen physikalischen Eigenschaften für eine breite Palette von industriellen Dichtungen, Dichtungen und Verbraucherprodukten.
② Medizinische Qualität: Diese Sorten sind biokompatibel und erfüllen strenge Normen wie USP Klasse VI und ISO 10993. Sie werden für Atemschutzmasken, chirurgische Instrumente, Dichtungen für medizinische Geräte und Kurzzeitimplantate verwendet.
③ Lebensmittelqualität: Entspricht den FDA-Vorschriften (z. B. 21 CFR 177.2600) für die Verwendung in Artikeln, die mit Lebensmitteln in Berührung kommen, wie Backformen, Sauger für Babyflaschen und Küchenutensilien.
④ Optische Qualität: Diese Sorte zeichnet sich durch eine hohe Transparenz und Lichtdurchlässigkeit aus und ist ideal für die Herstellung von Linsen, Lichtleitern und Abdeckungen für LEDs und Sensoren, bei denen optische Klarheit von größter Bedeutung ist.

⑤ Leitfähige Qualität: Durch die Beimischung von leitfähigen Füllstoffen wie Ruß können diese LSRs für Anwendungen verwendet werden, die elektrische Leitfähigkeit erfordern, wie EMI/RFI-Abschirmungsdichtungen, leitfähige Pads und elektrische Anschlüsse.
⑥ Selbstschmierende Sorte: Dieses Material gibt im Laufe der Zeit eine kleine Menge Silikonöl an seine Oberfläche ab, wodurch der Reibungskoeffizient verringert wird. Es eignet sich perfekt für die Herstellung von reibungsarmen Dichtungen, O-Ringen und Verbindungsdichtungen, die leicht montiert werden müssen.
⑦ Fluorsilikon (F-LSR): Bietet eine verbesserte Beständigkeit gegen unpolare Lösungsmittel, Kraftstoffe, Öle und aggressive Chemikalien, was es zu einer bevorzugten Wahl für Dichtungen in der Automobil- und Luftfahrtindustrie macht, die aggressiven Flüssigkeiten ausgesetzt sind.
2. Klassifizierung nach Prozessvariation:
① Standard LSR-Formen: Der grundlegende Prozess der Herstellung eines LSR-Teils aus einem einzigen Material.
② LSR-Umspritzung (2-Shot Molding): Ein mehrstufiges Verfahren, bei dem LSR über ein vorgeformtes Substrat gegossen wird. Dies kann sein:
- LSR auf Thermoplast: Ein technisches Kunststoffteil (z. B. PBT, Nylon) wird in eine zweite Form eingelegt, und LSR wird darum herum gespritzt, um ein integriertes Teil mit sowohl starren als auch weichen Eigenschaften zu schaffen (z. B. ein wasserdichtes Gehäuse mit eingebauter Dichtung).
- LSR auf Metall: LSR wird über eine Metallkomponente (z. B. Edelstahl, Aluminium) gegossen, um Griffe, Isolatoren oder schwingungsdämpfende Komponenten herzustellen.
③ Mikrospritzguss mit LSR: Eine äußerst präzise Version des Verfahrens zur Herstellung von Teilen mit mikroskopisch kleinen Merkmalen oder Gewichten von weniger als einem Gramm, die häufig in medizinischen Geräten und in der Mikroelektronik verwendet werden.

Was sind die typischen Anwendungsszenarien für LSR?
Die einzigartigen Eigenschaften von LSR machen es zum Material der Wahl für Anwendungen, bei denen Leistung und Zuverlässigkeit nicht verhandelbar sind.
1. Medizin und Gesundheitswesen:
Aufgrund seiner hervorragenden Biokompatibilität, Sterilisierbarkeit und Inertheit ist LSR im medizinischen Bereich allgegenwärtig.
Beispiele: Atemschutzmasken, flexible Dichtungen für Geräte zur Verabreichung von Medikamenten, Spritzenstopfen, Katheter, Ventilkomponenten für Flüssigkeitsmanagementsysteme und weiche, biegsame Komponenten für chirurgische Instrumente.
2. Automobilindustrie:
In der Automobilbranche müssen sie extremen Temperaturen, Vibrationen und Flüssigkeiten standhalten.
Beispiele: Steckerdichtungen für Kabelbäume, Dichtungen für Motor- und Getriebekomponenten, Schutzmanschetten für Sensoren, Schwingungsdämpfer und flexible Membranen für Druckregelsysteme.
3. Konsumgüter und Elektronik:
LSR bietet Wasserdichtigkeit, Strapazierfähigkeit und ein erstklassiges Soft-Touch-Gefühl.
Beispiele: Dichtungen und Dichtungen für Smartwatches und robuste Telefone, Soft-Touch-Tasten auf Fernbedienungen, flexible Tastaturen, Schnuller und Brustwarzen für Babys und hochwertige Küchengeräte wie Pfannenwender und Backformen.
4. Industrielle Anwendungen:
In anspruchsvollen industriellen Umgebungen bietet LSR langfristige Stabilität und Dichtungsleistung.
Beispiele: Dichtungen für LED-Außenbeleuchtungen, Dichtungen für Industriepumpen, Membranen für Druckventile und Schutzabdeckungen für empfindliche Geräte.

Was sind die Vorteile des LSR-Spritzgießens?
1. Hohe Präzision und Gestaltungsfreiheit: Die niedrige Viskosität von Flüssigsilikon ermöglicht es, leicht in dünne Wände zu fließen und komplizierte, komplexe Formhohlräume zu füllen, was die Herstellung von hochdetaillierten Teilen ermöglicht, die mit anderen Elastomeren unmöglich wären.
2. Überlegene Materialeigenschaften: LSR bietet eine unübertroffene Kombination von Eigenschaften:
① Biokompatibilität: Inhärent inert und hypoallergen.
② Temperaturbeständigkeit: Stabil über einen weiten Temperaturbereich, typischerweise von -50°C bis +200°C, bei speziellen Sorten auch darüber hinaus.

③ Chemische und UV-Stabilität: Beständig gegen Wasser, Ozon, UV-Strahlung und eine Vielzahl von Chemikalien.
④ Satz mit niedriger Kompression: Die Teile kehren nach längerer Kompression in ihre ursprüngliche Form zurück und eignen sich daher hervorragend für Dichtungen und Verschlüsse.
⑤ Elektrische Isolierung: Besitzt eine hohe Durchschlagsfestigkeit.
3. Hochvolumige Automatisierung und schnelle Zykluszeiten: Der Prozess ist hochgradig automatisiert. Die Aushärtungszeiten sind sehr kurz, oft zwischen 20 und 60 Sekunden, was eine effiziente, groß angelegte Produktion mit minimalem Arbeitsaufwand ermöglicht.
4. Sauberer und abfallfreier Prozess: Der geschlossene Kreislauf, vom Materialeimer bis zur versiegelten Form, minimiert die Exposition gegenüber Verunreinigungen. Dies ist für medizinische und lebensmitteltaugliche Anwendungen von entscheidender Bedeutung. Darüber hinaus reduzieren die präzisen, "blinden" Formtechniken den Materialabfall und die Nachbearbeitungsschritte erheblich.
Was sind die Nachteile des LSR-Spritzgießens?
1. Hohe Anfangsinvestitionen: LSR-Formen erfordern extrem enge Toleranzen und spezielle Funktionen (wie Kaltkanalsysteme), um das niedrigviskose Material zu verarbeiten. Sowohl die Werkzeuge als auch die speziellen Spritzgießmaschinen sind mit erheblichen Investitionskosten verbunden.
2. Höhere Materialkosten: Pro Kilogramm ist LSR im Allgemeinen teurer als viele gängige Thermoplaste und einige synthetische Kautschuke. Dies kann jedoch durch schnellere Zykluszeiten und geringere Arbeitskosten in der Großserienproduktion ausgeglichen werden.
3. Duroplastische Natur: Als duroplastisches Material kann LSR nicht wie Thermoplaste eingeschmolzen und recycelt werden. Abfälle können zwar gemahlen und in einigen Anwendungen als Füllstoff verwendet werden, aber es handelt sich nicht um einen geschlossenen Recyclingprozess.
4. Komplexität der Werkzeuge: Die Konstruktion und Herstellung von LSR-Formen ist komplexer als bei Thermoplasten. Sie müssen hohen Temperaturen standhalten und gleichzeitig das Materialzufuhrsystem kühl halten, und sie erfordern eine außergewöhnliche Abdichtung, um Grate zu vermeiden.
Wie ist das LSR-Verfahren im Vergleich zu anderen Verfahren?
vs. Thermoplastisches Spritzgießen:
Der Hauptunterschied besteht zwischen Duroplasten und Thermoplasten. Bei LSR findet eine chemische Aushärtungsreaktion in einer heißen Form statt, während Thermoplaste in einer kalten Form schmelzen und erstarren. LSR-Teile sind flexibel und temperaturbeständig, während Thermoplaste Steifigkeit und Festigkeit bieten.
vs. Formpressen (mit HCR):
Beim Formpressen wird in der Regel High Consistency Rubber (HCR) verwendet, ein tonartiger Feststoff. Es ist ein langsameres, arbeitsintensiveres Verfahren mit weniger präziser Materialkontrolle, was zu höherem Materialabfall und mehr Graten führt. Das LSR-Verfahren ist automatisiert, schneller und sauberer und eignet sich besser für komplexe Geometrien und hohe Produktionsmengen.
Flüssigsilikonkautschuk (LSR) Spritzgießen
Entdecken Sie unseren ausführlichen Leitfaden zum Flüssigsilikonkautschuk-Spritzguss (LSR). Erfahren Sie mehr über das Kernverfahren, die Materialien, die Vorteile, die wichtigsten Anwendungen in der Medizin- und Automobilbranche und die bewährten Designverfahren der Experten.

Der vollständige Leitfaden zum Spritzgießen von Flüssigsilikonkautschuk (LSR)
Was sind die wichtigsten Merkmale und Eigenschaften von LSR?
Die Kenntnis dieser Eigenschaften ist der Schlüssel zur Auswahl der richtigen LSR-Sorte für Ihre Anwendung.
| Eigentum | Beschreibung & Bedeutung | Typischer Bereich/Wert |
|---|---|---|
| Härte (Durometer) | Misst die Widerstandsfähigkeit des Materials gegen Eindrücken und zeigt seine Weichheit oder Festigkeit an. Ufer A ist die Standardskala für flexiblen Kautschuk. | 5 bis 80 Shore A |
| Zugfestigkeit | Die maximale Spannung, die ein Material bei Zug oder Dehnung aushalten kann, bevor es bricht. Gemessen in Megapascal (MPa). | 5 - 11 MPa |
| Dehnung beim Bruch | Die prozentuale Zunahme der Länge, die ein Material erreichen kann, bevor es reißt. Er gibt die Flexibilität und Dehnbarkeit des Materials an. | 200% – 900% |
| Reißfestigkeit | Misst den Widerstand des Materials gegen die Ausbreitung eines Risses. Entscheidend für Teile, die bei der Verwendung eingekerbt oder geschnitten werden können. | 20 - 50 kN/m |
| Druckverformungsrest | Der Prozentsatz der bleibenden Verformung, der verbleibt, nachdem ein Material eine bestimmte Zeit lang bei einer bestimmten Temperatur komprimiert wurde. Ein niedriger Wert ist für Dichtungen wichtig. | 10% - 25% (bei 150°C für 22 Stunden) |
| Betriebstemperatur | Der Temperaturbereich, in dem das Material seine wichtigsten Eigenschaften beibehält, ohne sich zu verschlechtern. | -50°C bis 200°C (-60°F bis 390°F) |
| Dielektrische Festigkeit | Die Fähigkeit des Materials, als elektrischer Isolator zu wirken, gemessen als die maximale Spannung, die es aushalten kann, bevor es durchbricht. | ~20 kV/mm |
Was ist der Kernprozess des LSR-Spritzgießens?
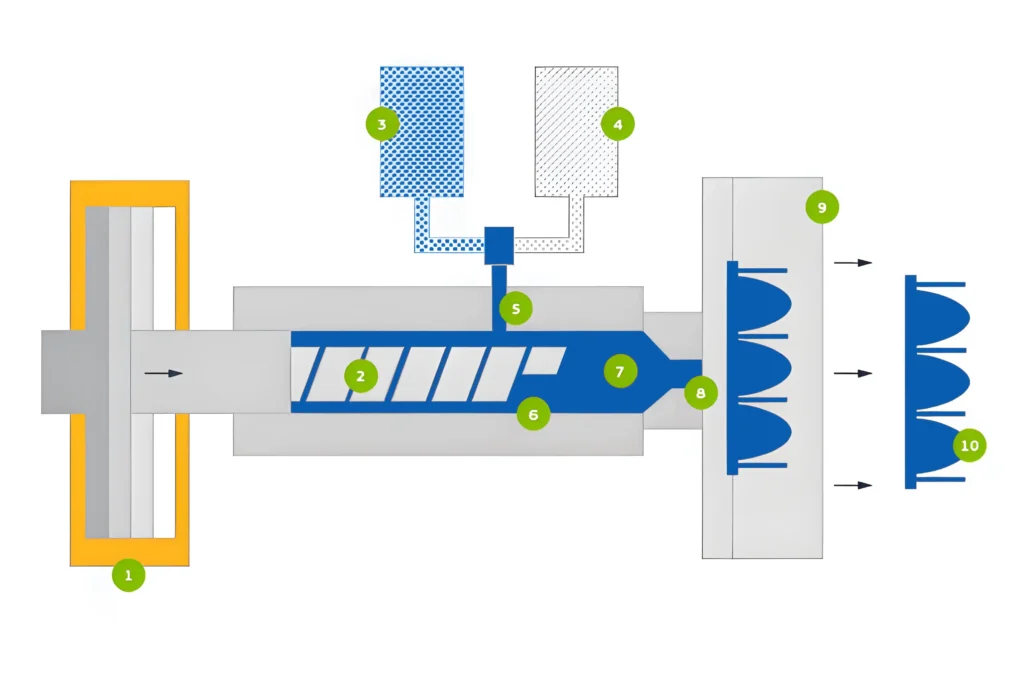
Der LSR-Formprozess ist eine Sinfonie aus Präzision und Kontrolle. Hier ist eine schrittweise Aufschlüsselung des Arbeitsablaufs:
1. Materialversorgung: Das Verfahren beginnt mit zwei getrennten Behältern, in der Regel 20-Liter-Eimer oder 200-Liter-Fässer, die Teil A und Teil B des Flüssigsilikons enthalten.
2. Dosieren und Dosieren: Eine spezielle Dosiereinheit an der Formmaschine saugt die A- und B-Komponenten mit Hilfe von Pumpen in einem exakten Volumenverhältnis von 1:1 aus ihren Behältern. Wenn Farbe benötigt wird, wird ein dritter Strom von Farbpaste genau in das System dosiert.
3. Mischen: Die A- und B-Komponenten (und eventuelle Farbstoffe) werden in eine Statikmischer. Dieses Gerät enthält eine Reihe schraubenförmiger Elemente, die die Materialströme wiederholt teilen und wieder zusammenführen und so eine perfekt homogene Mischung ohne Zufuhr von Wärme oder Luft gewährleisten.
4. Injektion: Das gemischte, unausgehärtete LSR wird in den Einspritzzylinder eingespeist, der wassergekühlt ist, um ein vorzeitiges Aushärten zu verhindern. Eine Schnecke oder ein Kolben spritzt dann einen präzisen "Schuss" des Materials durch eine gekühlte Düse und ein Kanalsystem in die beheizten Formhohlräume.
5. Aushärtung (Vulkanisation): Die Form wird auf eine Temperatur zwischen 150°C und 200°C (300°F - 390°F) erhitzt. Diese starke Hitze setzt die platinkatalysierte Vernetzungsreaktion in Gang. Das flüssige Silikon verwandelt sich innerhalb von nur 20-60 Sekunden in ein festes, elastisches Gummiteil.
6. Entformen und Auswerfen: Sobald die Aushärtung abgeschlossen ist, öffnet sich die Form. Aufgrund der Flexibilität von LSR können die Teile oft sogar mit Hinterschneidungen entnommen werden, manchmal mit Hilfe von Auswerferstiften oder Roboterautomation. Der nächste Zyklus beginnt sofort.

Was sind die wichtigsten Überlegungen beim LSR-Gießen?
Erfolgreiches LSR-Formen hängt von der sorgfältigen Beachtung dreier Schlüsselbereiche ab: Teiledesign, Werkzeugdesign und Materialauswahl.
1. Überlegungen zur Teilegestaltung:
① Wanddicke: Streben Sie eine einheitliche Wandstärke an, um eine gleichmäßige Aushärtung zu gewährleisten und Einfallstellen zu vermeiden. Die Übergänge zwischen den verschiedenen Dicken sollten fließend sein.
② Trennungsstrich: Die Stelle, an der sich die beiden Hälften der Form treffen. Die Platzierung ist entscheidend für die Ästhetik, die Funktion der Form und die Vermeidung von Graten.
③ Entlüftung: Aufgrund der extrem niedrigen Viskosität von LSR und der hohen Einspritzgeschwindigkeit kann es leicht zu Lufteinschlüssen kommen. Entlüftungen sind winzige Kanäle (0,005 mm - 0,02 mm tief), die präzise in die Trennfuge eingearbeitet werden müssen, damit die Luft entweichen kann, nicht aber das Silikon.
④ Tiefgangswinkel: Eine leichte Verjüngung (1-2 Grad) an den vertikalen Wänden wird empfohlen, um das Auswerfen der Teile aus der Form zu erleichtern.
2. Überlegungen zur Formgestaltung:
① Kaltkanalsystem: Im Gegensatz zu Heißkanalsystemen für Thermoplaste wird bei LSR-Werkzeugen häufig ein Kaltkanalsystem verwendet. Die Kanäle, die das Material in die Kavitäten befördern, werden kühl gehalten, um zu verhindern, dass das LSR aushärtet, bevor es das Teil erreicht. Dadurch wird der Materialabfall minimiert.
② Gating: Der Punkt, an dem das Material in die Kavität eintritt. Anschnittposition und -größe müssen optimiert werden, um eine glatte, gleichmäßige Füllung zu gewährleisten und kosmetische Makel am fertigen Teil zu vermeiden.
③ Formversiegelung: Die Formhälften müssen perfekt abdichten, damit das niedrigviskose LSR nicht entweicht, was zu Gratbildung führt. Dies erfordert eine äußerst präzise Bearbeitung der Formteile.
3. Überlegungen zur Materialauswahl:
① Härte: Passen Sie den Härtegrad an den Bedarf der Anwendung an Flexibilität oder Steifigkeit an.
② Umwelt: Wird das Teil Chemikalien, UV-Licht oder extremen Temperaturen ausgesetzt sein? Wählen Sie entsprechend eine Standard-, Fluorsilikon- oder eine andere Spezialqualität.
③ Regulatorische Anforderungen: Erfordert die Anwendung die Einhaltung medizinischer (USP Klasse VI) oder lebensmittelrechtlicher (FDA) Vorschriften?

Was sind die besten Praktiken für die Konstruktion von LSR-Teilen?
Befolgen Sie diese Richtlinien, um Teile zu erstellen, die hinsichtlich ihrer Herstellbarkeit und Leistung optimiert sind.
1. Gleichmäßige Wanddicke beibehalten: Die ideale Wandstärke für LSR-Teile liegt in der Regel zwischen 0,5 und 3 mm. Gleichmäßigkeit verhindert ungleichmäßige Schrumpfung und innere Spannungen.
2. Großzügige Radien verwenden: Vermeiden Sie scharfe Innenecken. Das Hinzufügen eines Radius (mindestens das 0,5-fache der Wandstärke) verbessert den Materialfluss, verringert die Spannungskonzentration und erhöht die Reißfestigkeit des Teils.
3. Strategisch platzierte Trennlinien: Arbeiten Sie mit Ihrem Gießer zusammen, um die Trennlinie auf einer unkritischen oder versteckten Oberfläche zu platzieren, um die ästhetischen Auswirkungen zu minimieren.
4. Nutzen Sie die Flexibilität von LSR für Hinterschneidungen: Einfache Hinterschneidungen können oft ohne komplizierte Seiteneingriffe geformt werden, da das flexible Teil aus der Form "geschält" werden kann. Besprechen Sie komplexe Hinterschneidungsdesigns mit Ihrem Formenbauer, um die Machbarkeit sicherzustellen.
5. Planung für ordnungsgemäße Entlüftung: Berücksichtigen Sie bei der Konstruktion des Teils, wo sich die letzten Füllpunkte befinden werden. Dies sind natürliche Stellen für Entlüftungen.
6. Entwurf einbinden: LSR ist zwar flexibel, aber ein Entformungswinkel von mindestens 1 Grad vereinfacht das Auswerfen, verkürzt die Zykluszeit und minimiert die Belastung des Teils während der Entnahme.
Was sind häufige Probleme beim LSR-Formen und ihre Lösungen?
| Problem | Beschreibung | Häufige Ursachen | Lösungen |
|---|---|---|---|
| Blitzlicht | Ein dünner, unerwünschter LSR-Film auf dem Teil entlang der Trennfuge. | 1. Schlechte Abdichtung der Form. 2. Übermäßiger Einspritzdruck/ Geschwindigkeit. 3. Unzureichende Klemmkraft. | 1. Verbessern Sie die Präzision des Formwerkzeugs. 2. Reduzieren Sie den Einspritzdruck. 3. Erhöhung der Klammertonnage der Maschine. |
| Lufteinschlüsse (Voids) | Blasen oder leere Taschen, die im Teil eingeschlossen sind. | 1. Unzureichende Entlüftung der Form. 2. Turbulenter Materialfluss. 3. Eingeschlossene Feuchtigkeit. | 1. Hinzufügen oder Vergrößern von Entlüftungsöffnungen an den letzten Befüllungspunkten. 2. Optimieren Sie die Position des Anschnitts und die Einspritzgeschwindigkeit. 3. Sicherstellen, dass das Material trocken ist. |
| Kurzer Schuss | Der Formhohlraum wird nicht vollständig gefüllt, so dass ein unvollständiges Teil entsteht. | 1. Unzureichend injiziertes Material. 2. Vorzeitige Aushärtung. 3. Schlechte Entlüftung (Gegendruck). | 1. Schussgröße erhöhen. 2. Die Werkzeugtemperatur etwas senken oder die Einspritzgeschwindigkeit erhöhen. 3. Verbesserung der Entlüftung. |
| Sinkende Markierungen | Vertiefungen auf der Oberfläche, typischerweise gegenüber dicken Abschnitten wie Rippen. | 1. Materialschrumpfung in dicken Bereichen. 2. Unzureichender Packungsdruck. | 1. Gleichmäßige Wanddicke entwerfen. 2. Optimieren Sie die Verpackungsphase. 3. Entkernen Sie dicke Abschnitte. |
| Versagen der Verklebung (Overmolding) | Die LSR-Schicht schält sich vom Kunststoff- oder Metallsubstrat ab. | 1. Unverträgliche Materialien. 2. Oberflächenverschmutzung (Öle, Schimmeltrennung). 3. Unzureichende Substrattemperatur. | 1. Verwendung von Primern oder Oberflächenbehandlungen (Plasma/Korona). 2. Sicherstellen, dass der Untergrund sauber ist. 3. Verwendung verträglicher Materialien (z. B. PBT). |
Was sind die damit verbundenen Technologien und Konzepte?
1. Vorgelagerte Technologien:
① Silikonchemie (Additionsvernetzung vs. Peroxidvernetzung): LSR verwendet ein platin-katalysiertes Additionshärtungssystem. Dieser Prozess ist sehr sauber, schnell und erzeugt keine Nebenprodukte. Es ist den Peroxid-Härtungssystemen, die für einige HCR verwendet werden, überlegen, da diese Rückstände hinterlassen können und einen gründlicheren Nachhärtungsprozess erfordern.
② CAD/CAM: Mit Hilfe von CAD-Software (Computer-Aided Design) wird das 3D-Modell des Teils entworfen. Computergestützte Fertigungssoftware (CAM) übersetzt diesen Entwurf dann in Anweisungen für die Maschinen, die die Form herstellen werden.
③ Formenbau (CNC & EDM): Die hochpräzisen Stahlformen für LSR werden mittels CNC-Bearbeitung (Computer Numerical Control) für die allgemeine Formgebung und EDM (Electrical Discharge Machining) für die Herstellung feiner Details, scharfer Ecken und komplexer Texturen, die sich nur schwer fräsen lassen, hergestellt.
2. Nachgelagerte Prozesse:
① Nachhärtung: Obwohl LSR in der Form vollständig aushärtet, werden einige Teile, insbesondere für medizinische Anwendungen und solche mit Lebensmittelkontakt, einem Nachhärtungsschritt unterzogen. Dabei werden die Teile mehrere Stunden lang in einem Ofen erhitzt, um verbleibende flüchtige organische Verbindungen (VOC) auszutreiben und maximale Stabilität und Inertheit zu gewährleisten.
② Kryogenisch Entgraten: Für Anwendungen, die perfekte, gratfreie Kanten erfordern, können die Teile in flüssigem Stickstoff getumbelt werden. Durch die extreme Kälte wird der dünne Grat spröde, so dass er sauber abbricht, während der Hauptteil des Teils flexibel und unbeschädigt bleibt.
③ Montage und Automatisierung: Fertige LSR-Teile werden oft in größere Baugruppen integriert. Die Konsistenz und Präzision des Spritzgießens machen sie ideal für automatisierte Montagelinien.
3. Alternative und verwandte Verfahren:
① Silikon-Press- und Spritzgussverfahren: Bei diesen Verfahren wird Kautschuk mit hoher Konsistenz (HCR) verwendet. Sie eignen sich besser für die Produktion geringerer Mengen, einfachere Geometrien oder sehr große Teile. Sie sind im Allgemeinen langsamer und weniger präzise als LSR-Formen.
② 3D-Druck mit Silikon: Eine aufstrebende Technologie, die ein schnelles Prototyping und die Herstellung hochkomplexer, kundenspezifischer Teile ohne die Notwendigkeit von Werkzeugen ermöglicht. Obwohl sie für die Massenproduktion derzeit langsamer und teurer ist, ist sie ein hervorragendes Werkzeug für die Designvalidierung und die Herstellung von Kleinserien.


How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

