 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Die Schnecke der Spritzgießmaschine ist eine Schlüsselkomponente im Spritzgießprozess. Sie ist für das Schmelzen, Mischen und Komprimieren des Kunststoffrohstoffs verantwortlich. In diesem Artikel werden wir die Rolle der Schnecke in der Spritzgießmaschine erörtern.
Was sind Spritzgießschrauben?
Die Spritzgießen Die Schnecke ist ein sehr wichtiger Teil der Spritzgießmaschine. Sie hat die Aufgabe, den Kunststoff zu fördern, zu verdichten, zu schmelzen, zu rühren und unter Druck zu setzen. All dies geschieht durch die Drehung der Schnecke im Zylinder.

Wenn sich die Schraube dreht, reibt und gleitet der Kunststoff an der Innenseite des Zylinders, am Boden des Schraubengewindes, an der Druckkante der Schraube und zwischen den Kunststoffen. Durch all diese Bewegungen bewegt sich der Kunststoff vorwärts, und die durch die Reibung entstehende Wärme wird ebenfalls vom Kunststoff absorbiert, wodurch dieser heißer wird und schmilzt.
Was sind die Unterschiede zwischen den Schnecken der Spritzgießmaschine?
Die Schnecke ist ein sehr wichtiger Teil der Spritzgießmaschine und ist für das Fördern, Verdichten, Schmelzen, Rühren und Unterdrucksetzen des Kunststoffs in der Produktion verantwortlich.

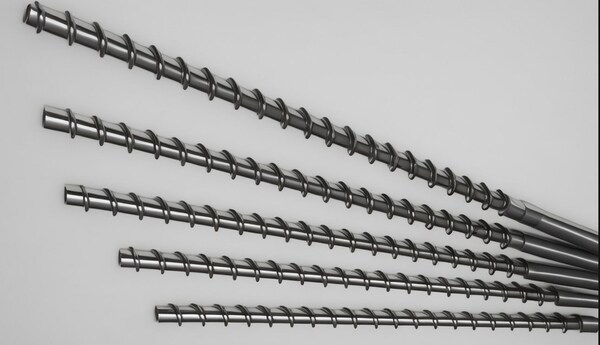
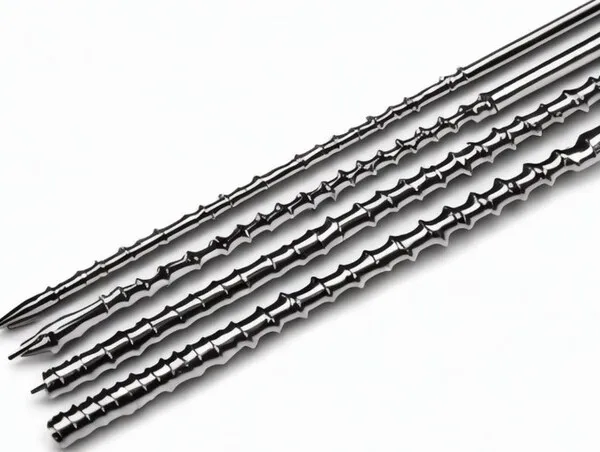
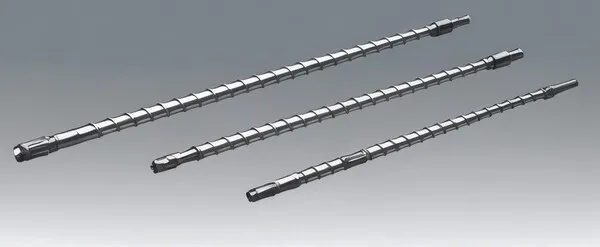
Die Schnecken für die Spritzgießmaschine können in drei Typen unterteilt werden: Stufenschnecke, Schnellschnecke und Universalschnecke. Die graduelle Schnecke wird hauptsächlich für die Verarbeitung von nicht-kristallinen Kunststoffen mit einem breiten Erweichungstemperaturbereich und hoher Viskosität verwendet.
Die Schnellschnecke wird hauptsächlich für die Verarbeitung von Kunststoffen verwendet, die kristallin sind und eine eindeutige Viskosität und einen eindeutigen Schmelzpunkt haben; die allgemeine Schnecke wird hauptsächlich für die Verarbeitung von Kunststoffen verwendet, die kristallin und nicht kristallin sind.

Die Schnecke ist der wichtigste Teil der Spritzgießmaschine. Sie kann je nach Funktion und Anforderung in verschiedene Typen unterteilt werden.
Klassifizierung nach Funktion
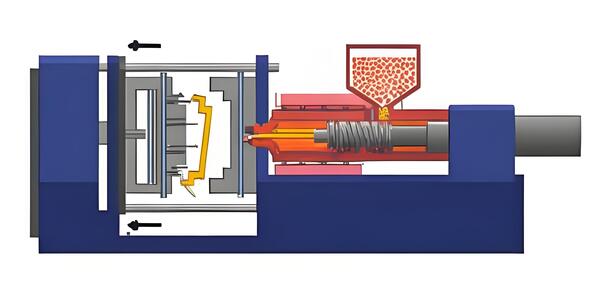
Je nach Funktion kann die Plastifizierschnecke in vier Zonen unterteilt werden, nämlich in die Feststoffförderzone, die Schmelzverzögerungszone, die Mischungszone und die Schmelzeförderzone.

Die Schnecken in diesen vier Bereichen arbeiten unabhängig voneinander, aber auch zusammen. Die Schnecke im Bereich der Feststoffförderung ist mit dem Einlauftrichter verbunden, um den Kunststoff mit steigender Temperatur vorwärts zu bewegen.
Die Schnecke in der Schmelzverzögerungszone bewirkt, dass sich das Sol in der Schneckennut ansammelt und ein Schmelzbad bildet. Die Schnecke in der Mischkristallzone hat zwei Funktionen. Zum einen unterstützt sie die Plastifizierung des geschmolzenen Materials, zum anderen transportiert sie den geschmolzenen Kunststoff zum Schmelzbad.

Die Schnecke in der letzten Schmelzzone trägt dazu bei, den Kunststoff auf gleicher Temperatur zu halten und ein gleichmäßiges Fließen des Kunststoffs zu gewährleisten.
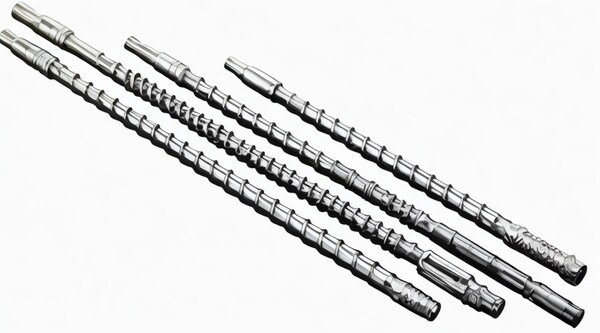
Unterscheidung nach geometrischer Form
Basierend auf der Form, kann es in drei Teile unterteilt werden: Einzugszone, Kompressionszone und Dosierzone.die Einzugszone ist es, die Rillentiefe der Schneckenrille zu fixieren, die verwendet wird, um den Kunststoff zu schieben, um das Schmelzen vor dem Ende der Zuführung zu beginnen.
die Schraube in der Kompressionszone ist die Tiefe der Nut der konischen Schraube Nut, die das Schmelzen, Mischen, Scher Kompression und unter Druck Auspuff der Kunststoff-Rohstoffe helfen können.
Die Dosierzone ist die feste Tiefe der Schneckennut. Sie komprimiert nicht nur den Kunststoff, sondern sorgt auch für mehr Druck, damit der Kunststoff eine gleichmäßige Temperatur hat und stabil ist.
Was ist das Arbeitsprinzip der Schnecke der Spritzgießmaschine?
Arbeitsprinzip
Die Extrusionsschnecke schmilzt das Material, während sie es kontinuierlich vorantreibt, und baut einen ziemlich hohen Druck am Düsenkopf auf, so dass kontinuierlich extrudierte Produkte durch den Formkopf herauskommen.
Bei der Konstruktion einer Extrusionsschnecke müssen Sie an drei Dinge denken: wie viel Kunststoff sie durchdrücken kann, wie gleichmäßig dieser Fluss ist und wie gut sie den Kunststoff schmilzt.

Die Einspritzschnecke erfüllt zwei Aufgaben: Sie plastifiziert feste Materialien vor und spritzt geschmolzene Materialien für den Einspritzvorgang ein. Sie braucht nicht ständig zu extrudieren.
Die Vorplastifizierung der Einspritzschnecke ist nur ein vorgelagerter Prozess der Spritzgießen Prozess, was im Vergleich zur Extrusionsschnecke keine große Sache ist.

Material Heizung
Neben der durch die Scherwirkung erzeugten Wärme wird, ähnlich wie bei der Extrusionsschnecke während der Plastifizierung, das vorplastifizierte Material im Zylinder der Spritzgießmaschine durch weitere externe Heizungen erwärmt, da es länger im Zylinder verbleibt.
Wenn das Material in die Form eingespritzt wird, fließt es mit hoher Geschwindigkeit durch die Düse und erfährt eine starke Scherung, wodurch Wärme entsteht.

In Bezug auf die Regulierung des Plastifizierdrucks
Bei der Herstellung von Produkten ist es für die Extrusionsschnecke schwer zu ändern, wie stark sie den Kunststoff zusammendrückt, aber die Einspritzschnecke kann durch Änderung des Gegendrucks ändern, wie stark sie den Kunststoff zusammendrückt, so dass es einfach ist zu kontrollieren, wie stark der Kunststoff zusammengedrückt wird.
In Bezug auf die Änderung der Schraubenlänge
Während der Vorplastifizierung dreht sich die Einspritzschnecke und zieht sich wieder zurück, wodurch sich die effektive Arbeitslänge ändert, und die Extrusionsschnecke muss eine konstante Temperatur, einen konstanten Druck und eine konstante Menge aufweisen und kontinuierlich extrudieren.

Sie muss während der Extrusion positioniert und gedreht werden, und die effektive Arbeitslänge der Schnecke kann sich nicht ändern.
Zum Einfluss der Plastifizierkapazität auf die Produktionskapazität
Die Plastifizierleistung der Extrusionsschnecke wirkt sich direkt auf die Produktionsleistung aus, während die Vorplastifizierzeit der Einspritzschnecke kürzer ist als die Abkühlzeit des Produkts im Formhohlraum.

Daher ist die Plastifizierleistung der Einspritzschnecke nicht der Hauptfaktor, der die Produktionskapazität beeinflusst.
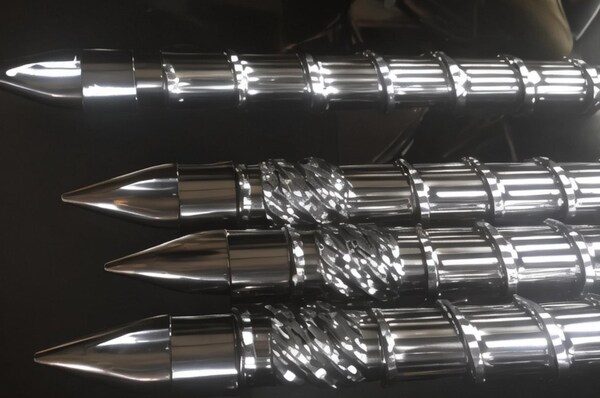
In Bezug auf die Struktur der Schraubenköpfe
Der Kopf der Einspritzschnecke unterscheidet sich von dem der Extrusionsschnecke. Der Extrusionsschneckenkopf ist meist rund oder stumpf, während der Einspritzschneckenkopf meist spitz ist und eine besondere Struktur aufweist.

Ein spitzer Schraubenkopf oder ein Schraubenkopf mit einem Gewinde. Diese Art von Schraubenkopf wird hauptsächlich für die Verarbeitung von Materialien mit hoher Viskosität und schlechter thermischer Stabilität verwendet und kann das Phänomen der stagnierenden Materialzersetzung durch schmutzige Entladung während der Injektion verhindern.
Welche Funktion hat die Schnecke der Spritzgießmaschine?
Funktion des Schneckenförderers
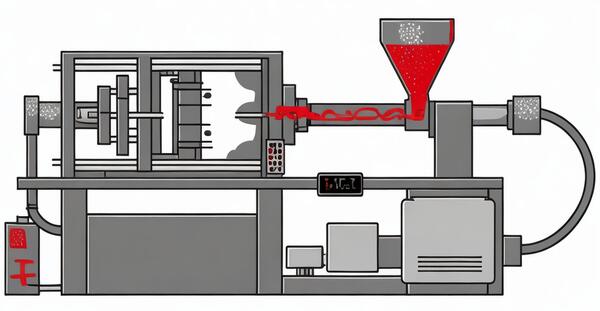
Die Einspritzeinheit spielt eine Schlüsselrolle in der Spritzgießmaschine, denn sie ist dafür verantwortlich, den geschmolzenen Kunststoff in den Formhohlraum zu drücken, um das gewünschte Endprodukt zu formen.die Förderschnecke der Spritzgießmaschine ist für das Fördern, Drücken und Vorwärmen des Kunststoffs verantwortlich.

Das Material sollte die Schmelzpunkttemperatur erreichen, nachdem es den Förderabschnitt passiert hat. In der Regel beträgt der Schneckenförderbereich etwa 50% der gesamten Schneckenlänge.
Je tiefer die Schneckennut im Förderabschnitt ist, desto mehr Material kann sie bewegen, aber man muss sicherstellen, dass die Schnecke stark genug ist.
Funktion der Schraubenkompressionssektion
Der Schneckenkompressionsbereich ist für das Komprimieren, Unterdrucksetzen und Entlüften des Kunststoffs zuständig. Nach dem Durchlaufen dieses Abschnitts ist das Material fast vollständig geschmolzen, aber nicht gleichmäßig durchmischt. In der Regel macht der Verdichtungsteil 20-25% der gesamten Schneckenlänge aus.
In diesem Teil schmilzt der Kunststoff langsam, und das Volumen der Schneckennut muss langsam abnehmen, da sonst der Materialdruck nicht stabil ist, die Wärmeübertragung langsam ist, die Abluft schlecht ist und das Werkstück Poren aufweist.

Das Schneckenkompressionsverhältnis ist das Verhältnis zwischen der letzten Schneckennuttiefe des Einzugsbereichs und der ersten Schneckennuttiefe des Dosierbereichs; je länger der Schneckenkompressionsbereich ist, desto geringer ist die Scherwärme, wenn das Kompressionsverhältnis konstant ist.
Je kleiner das Verdichtungsverhältnis ist, desto kleiner ist auch die Scherwärme, wenn die Länge des Verdichtungsabschnitts konstant ist. Die Struktur des Kompressionsabschnitts ist also der Hauptfaktor, der die Größe der Scherwärme bestimmt.
In der Regel sollten Sie eine Schnecke mit geringer Scherwärme und einem Kompressionsverhältnis von 1,8-2,2 verwenden. Die Tiefe der Schneckennut im Dosierbereich sollte das 0,09-0,1-Fache des Schneckendurchmessers betragen.
Die Funktion der Schneckendosiereinheit
Der Schneckendosierbereich macht in der Regel etwa 20-25% der gesamten Schneckenlänge aus und ist in erster Linie für die gleichmäßige Durchmischung des Kunststoffs verantwortlich, um sicherzustellen, dass der gesamte Kunststoff geschmolzen wird.
Je länger die Dosierstrecke ist, desto besser ist die Mischwirkung des Kunststoffs. Ist sie zu lang, bleibt die Schmelze zu lange stehen und es kommt zur thermischen Zersetzung, ist sie zu kurz, ist die Temperatur nicht gleichmäßig.
Im Allgemeinen wählen wir, wenn wir eine Spritzgießen Maschine zur Verarbeitung von Produkten, ist es am besten, dass das Produktgewicht 70%-80% des Einspritzvolumens beträgt.

Ist das Einspritzvolumen zu groß, verbleibt die Schmelze lange Zeit in der Dosierstrecke. Dies führt dazu, dass sich das Material durch die Hitze zersetzt, Poren im Endprodukt entstehen und sogar die mechanischen Eigenschaften des Produkts beeinträchtigt werden.
Weichmachende Wirkung
Die Hauptfunktion der Schnecke im Spritzgussverfahren besteht darin, das feste Kunststoffmaterial durch Hitze zu schmelzen, es in einen flüssigen Zustand zu versetzen und es direkt oder indirekt in den Formhohlraum zu drücken, um ein Produkt herzustellen.

Die Schnecke in der Spritzgießmaschine wird daher als Plastifizierer bezeichnet. Der Plastifiziervorgang wird von vielen Faktoren beeinflusst, wie Länge und Durchmesser der Schnecke, Steigung, Geschwindigkeit usw. Die richtige Einstellung dieser Faktoren hat einen großen Einfluss auf die Plastifizierwirkung.
Druckbeaufschlagung Wirkung
Die Schnecke in der Spritzgießmaschine hat die Aufgabe, den geschmolzenen Kunststoff in den Formhohlraum zu drücken, wozu die Schnecke in der Spritzgießmaschine je nach Bedarf unterschiedliche Schneckensteigungen und Hochdruckdüsen verwendet.

Die Schnecke mit einer Hochdruckdüse kann den Einspritzdruck des Kunststoffs erhöhen, um die Dichte und Qualität des Produkts zu gewährleisten. Daher ist die Druckbeaufschlagung auch eine der wichtigsten Funktionen der Schnecke in der Spritzgießmaschine.
Temperaturregelung Funktion
Die Schnecke ist in der Regel aus Metall und kann zur Steuerung der Temperatur des Kunststoffs erhitzt oder gekühlt werden. Die Temperaturregelung ist beim Spritzgießen sehr wichtig, da sie direkt beeinflusst, wie der Kunststoff fließt und wie schnell er aushärtet.

Die Schnecke ist in der Regel aus Metall und kann zur Steuerung der Temperatur des Kunststoffs erhitzt oder gekühlt werden. Die Temperaturregelung ist beim Spritzgießen sehr wichtig, da sie direkt beeinflusst, wie der Kunststoff fließt und wie schnell er aushärtet.
Die Schnecke in der Spritzgießmaschine ist in der Regel mit einem Heiz- und Kühlsystem ausgestattet, um die Temperatur während des Spritzgießvorgangs konstant zu halten.

Wenn die Spritzgießmaschine läuft, wechseln sich die Hoch- und Niedertemperaturbereiche der Schnecke ab, um sicherzustellen, dass das Kunststoffmaterial vollständig geschmolzen wird und der Spritzgießprozess stabil ist.
Reinigungsfunktion
Da es viele verschiedene Arten von Kunststoffen gibt, die beim Spritzgießen verwendet werden, und man ihnen manchmal etwas hinzufügen muss, bleibt immer etwas Schmutz übrig, wenn man die Spritzgießmaschine laufen lässt.
Diese Verunreinigungen können das Produkt beeinträchtigen und sogar die Form beschädigen. In diesem Fall spielt die Schnecke in der Spritzgießmaschine eine reinigende Rolle.
Die hohe Temperatur und der hohe Druck, die durch die Rotationsreibung der Schnecke erzeugt werden, können Verunreinigungen und Rückstände austragen und so die Qualität des Produkts sicherstellen.

Schmelzen und Mischen von Kunststoffen
Wenn sich die Schnecke der Spritzgießmaschine bewegt, drückt sie auch das Kunststoffgranulat nach vorne, wodurch das Kunststoffgranulat an der Vorderseite nach hinten geschoben wird und sich das geschmolzene Kunststoffgranulat vollständig mit dem nicht geschmolzenen Kunststoffgranulat vermischt.
Mit dem gemischten Kunststoffgranulat schiebt die Schnecke der Spritzgießmaschine das Kunststoffgranulat in die Heizzone und nach dem Erhitzen in die Schmelzzone.
In der Kunststoffschmelzzone erfüllt die Schnecke ihre Hauptaufgabe: Sie erwärmt und schmilzt den Kunststoff, indem sie ihn dreht und vorwärts drückt.
Füllen des Formhohlraums
Die Schnecke drückt nicht nur das Kunststoffmaterial, sondern übt auch einen hohen Druck aus, um sicherzustellen, dass der Formhohlraum gefüllt wird. Dieser Druck hilft dabei, die Dicke des Kunststoffs zu überwinden und sicherzustellen, dass er jeden Teil der Form ausfüllt.
Sobald das Kunststoffmaterial geschmolzen und gemischt ist, drückt die Schnecke es in den Füllraum der Form. Der Druck der Schnecke sorgt dafür, dass das Kunststoffmaterial jedes Detail des Formhohlraums ausfüllt, um die Form des gewünschten Produkts zu erhalten.
Der geschmolzene Kunststoff wird von der Schnecke der Spritzgießmaschine in den Formhohlraum geleitet, um das gewünschte Endprodukt herzustellen. Sie können steuern, wie schnell sich die Schnecke dreht, damit Sie genau die richtige Menge an Kunststoff in den Formhohlraum leiten können. Dadurch wird sichergestellt, dass das geformte Produkt gut ist, und Sie können schneller produzieren.

Welche Methoden gibt es für die Auswahl der Schnecke der Spritzgießmaschine?
Steigung und Gewindetyp
Die Steigung ist der Weg, den der Kunststoff pro Umdrehung der Schnecke zurücklegt. Je größer die Steigung, desto kürzer ist der Weg, den der Kunststoff pro Umdrehung zurücklegt, was für schwer schmelzbare Kunststoffe geeignet ist. Die Gewindearten der Schraube sind tiefes Rillengewinde und flaches Rillengewinde.
Material Auswahl
Schrauben werden aus verschiedenen Materialien hergestellt. Die gängigsten sind normaler Stahl, hochwertiger legierter Stahl und spezielle verschleißfeste Materialien. Normale Stahlschrauben sind für die meisten Kunststoffe geeignet. Wenn Sie jedoch technische Kunststoffe verwenden, die sehr widerstandsfähig sein müssen, sollten Sie Schrauben aus hochwertigem legiertem Stahl oder aus verschleißfesten Spezialwerkstoffen verwenden.

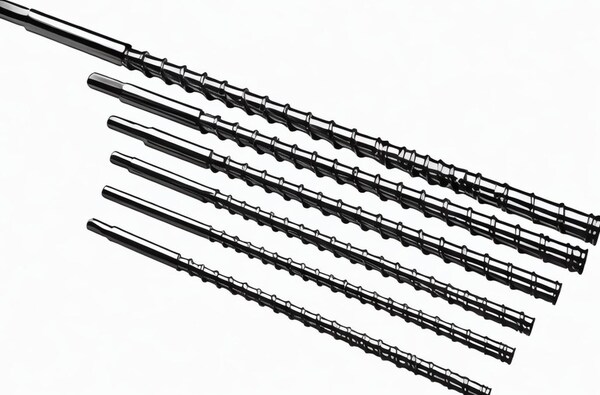
Durchmesser und Länge
Wählen Sie den Durchmesser und die Länge der Schraube entsprechend den Spezifikationen und Produktionsanforderungen der Spritzgießen Maschine. Je größer der Durchmesser der Schnecke ist, desto größer ist die Spritzgießkapazität und desto besser ist sie für große Spritzgießmaschinen geeignet; je kleiner der Durchmesser der Schnecke ist, desto besser ist sie für kleine Spritzgießmaschinen geeignet.

Die Länge der Schraube sollte in der Regel das 3-4-fache des Durchmessers betragen, damit der Kunststoff vollständig plastifiziert wird.
Verdichtungsverhältnis
Das Kompressionsverhältnis der Schraube bezieht sich auf das Verhältnis von Gewindetiefe und -flachheit, das auch als Plastifizierbarkeit bezeichnet wird.

Verschiedene Kunststoffe erfordern unterschiedliche Verdichtungsverhältnisse, um sicherzustellen, dass der Kunststoff vollständig plastifiziert wird, ohne dass es zu einer Überplastifizierung und thermischen Zersetzung kommt.
Wie wird die Schnecke der Spritzgießmaschine richtig eingesetzt?
Anfahren Vorheizen
Bevor Sie die Spritzgießmaschine starten, müssen Sie die Schnecke vorwärmen. Der Zweck des Vorwärmens besteht darin, die Schnecke auf die richtige Arbeitstemperatur zu erwärmen und die Abkühlung des Kunststoffs in der Schnecke zu verringern, damit der Kunststoff vollständig plastifiziert werden kann und Probleme durch unvollständiges Schmelzen des Kunststoffs vermieden werden.
Kontrolle der Temperatur
Das Wichtigste ist, die Temperatur der Schnecke und des Zylinders der Kunststoffspritzgießmaschine zu halten. Wenn die Temperatur zu hoch ist, wird der Kunststoff zersetzt. Wenn die Temperatur zu niedrig ist, kann der Kunststoff nicht plastifiziert werden. Daher sollte die Temperatur der Schnecke und des Zylinders an die verschiedenen Kunststoffe angepasst werden, um sicherzustellen, dass sie innerhalb des richtigen Temperaturbereichs arbeiten.
Reinigung und Wartung
Halten Sie die Schnecke sauber und ordentlich, um zu verhindern, dass Kunststoffrückstände und Metallstaub die Qualität des Spritzgießens beeinträchtigen. Verwenden Sie für die Reinigung spezielle Reinigungsmittel und Werkzeuge und vermeiden Sie es, die Oberfläche der Schnecke mit harten Gegenständen zu zerkratzen, um Schäden zu vermeiden.
Vermeiden Sie Überbeanspruchung
Lassen Sie die Kunststoff-Spritzgießmaschinen nicht über einen längeren Zeitraum mit Vollgas laufen. Erstellen Sie einen vernünftigen Produktionsplan, machen Sie angemessene Pausen und Wartungsarbeiten, und verlängern Sie die Lebensdauer der Schnecke.

Schlussfolgerung
Kurz gesagt, die Schnecke in der Spritzgießmaschine hat viele Aufgaben zu erfüllen, und jede Aufgabe hat einen großen Einfluss darauf, wie gut das Endprodukt ist und wie schnell es hergestellt wird. Wenn Sie also Folgendes tun Spritzgießenmuss man wissen, wie man die Schraube richtig einsetzt.







