 Zum Inhalt springen
Zum Inhalt springen 

Einführung
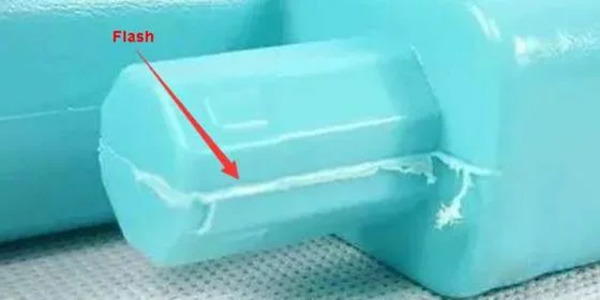
Gratbildung ist einer der häufigsten Fehler beim Spritzgießen. Dabei handelt es sich um eine dünne Kunststoffschicht an der Trennebene oder an einem anderen Teil, an dem zwei unterschiedliche Oberflächen der Form aufeinandertreffen und eine Grenze bilden. In diesen Bereichen kommt es zu Unterschieden in der Ausdehnung und anderen Parametern, die zu einer erhöhten Wahrscheinlichkeit von Gratbildung beitragen können.

Die Beseitigung von Graten beim Spritzgießen ist einfach, aber sie kostet mehr Zeit und macht den Prozess weniger effizient. Außerdem kann das Entfernen von Graten - egal ob von Hand oder mit einer Maschine - die Qualität Ihres Produkts beeinträchtigen und Ihre Form beschädigen, was Sie mehr Geld und anderes Ungemach kostet. Deshalb ist es so wichtig, Gratdefekte in Ihrem Unternehmen so gering wie möglich zu halten. Spritzgießen Projekte.
Um die Probleme beim Kunststoffspritzgießen zu lösen, müssen Sie sie zunächst identifizieren und dann mit einem gezielten Ansatz effektiv lösen. So erzielen Sie die schnellsten Ergebnisse und können die richtige Richtung einschlagen, um den Spritzgießprozess zu optimieren und alle Fehler zu beseitigen.

Was ist Flash beim Spritzgießen?
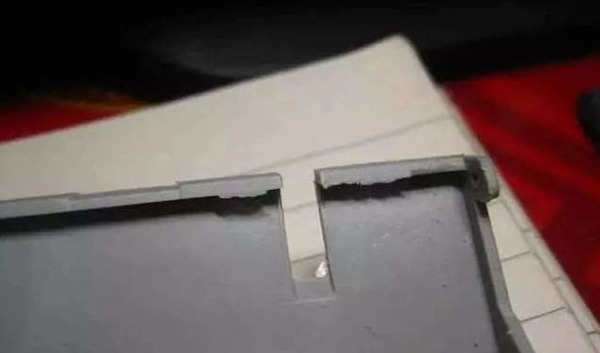
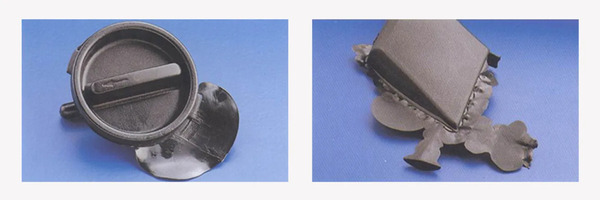
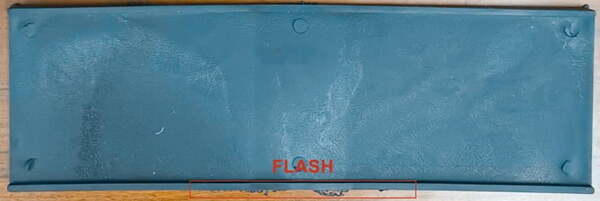
Ein Grat ist ein Defekt, der auftritt, wenn ein Teil an der Trennebene, an der Begrenzung oder an einer anderen Stelle, an der verschiedene Formen und Bereiche der Form aufeinandertreffen, überflüssigen Kunststoff aufweist. Meistens tritt der Grat beim Kunststoffspritzguss an der Trennebene auf. Er kann aber auch an anderen Stellen auftreten. Unabhängig davon, wo er auftritt, sind die Ursache und die Wirkung dieselben.
Gratbildung in Formteilen ist in der heutigen Industrie üblich, und die meisten Hersteller von Kunststoff-Spritzgussteilen können sie zwar deutlich reduzieren, aber nicht vollständig beseitigen. Der Hauptgrund dafür sind die Gesamtkosten des Spritzgießens. Gratfreie Formen sind sehr teuer, aber die meisten Unternehmen finden einen Kompromiss zwischen Kosten, Qualität und Ästhetik.
Hauptursachen für den Spritzgieß-Blitz
Gratbildung beim Spritzgießen kann aus einer Vielzahl von Gründen auftreten. Manchmal gibt es auch mehr als eine Ursache für das Problem. Das Ergebnis ist jedoch dasselbe - Gratdefekte an Spritzgussteilen.

Beim Spritzgießen ist zu beachten, dass das Problem der Gratbildung nicht auf einen bestimmten Fall oder Teilprozess beschränkt ist. Es hat mehrere Ursachen und kann aus einer Vielzahl von Gründen auftreten, von Problemen während der Einspritzphase bis hin zu Mängeln in den Vorrichtungen oder anderen Gründen wie Viskosität, Druck oder Geschwindigkeit.
Im Folgenden werden die häufigsten Ursachen für Kunststoffspritzguss und deren Auftreten beschrieben.
Formblitz während der Einspritzphase
Trennungslinie nicht übereinstimmend
Eine der Hauptursachen für die Nichtübereinstimmung von Trennebenen ist das Vorhandensein von Umweltverschmutzungen wie Staub und Schutt, die die Form offen halten. Infolgedessen tritt überschüssiges Material aus und verursacht Gussfehler. Darüber hinaus können auch Defekte in der Form dieses Problem verursachen.

Diese Defekte verbreiten sich hauptsächlich im Laufe der Zeit durch den Gebrauch. Selbst wenn Sie eine perfekte Form haben und sicherstellen, dass es keine Verunreinigungen gibt, kann es zu Gratbildung kommen, wenn Sie mit unsachgemäßem Schließdruck oder sehr komplexen Formen arbeiten. Hohlräume und andere komplexe Merkmale erhöhen den Gesamtdruck auf die Form und verursachen Lecks und Defekte in bestimmten Bereichen.
Unsachgemäße Belüftung
Das Spritzgießen ist ein komplexer Prozess. Man muss auf die Temperatur, den Druck, die Lufteinschlüsse und andere Dinge achten. Eingeschlossene Luftblasen sind zum Beispiel ein großes Problem bei jedem Spritzgießdesign. Sie beeinträchtigen die Festigkeit des Teils.

Außerdem haben spritzgegossene Teile einen bestimmten Temperaturbereich für eine gute Formgebung. Entlüftungsöffnungen sind dafür verantwortlich, dass all diese Dinge richtig funktionieren. Wenn irgendetwas mit einem dieser Dinge schief geht, kann es zu vielen Problemen kommen, nicht nur zum Blitzen.
Formblitz beim Verpacken oder Aufbewahren
Niedriger Anpressdruck
Flash kann sowohl während der Pack- als auch während der Haltephase auftreten. In der Packphase wird die Materialschrumpfung beim Abkühlen berücksichtigt. Die beste Möglichkeit, damit umzugehen, besteht darin, zusätzliches Material hinzuzufügen, während die Haltephase das gesamte System bis zur Abkühlung im Druckausgleich hält.

In beiden Fällen muss der Klemmdruck richtig sein. Wenn die Klemmkraft falsch ist, kann dies die Trennlinie durcheinander bringen und dazu führen, dass die einströmende Flüssigkeit herausfließt und einen Überlauf verursacht.
Probleme mit Angussbuchsen
Angussbuchsen sind der Teil der Form, der den geschmolzenen Kunststoff in die Kavität leitet. Mit der Zeit können sie die Unterstützung verlieren, um die Kraft des Einspritzdrucks aufrechtzuerhalten, und ihre Funktion verschlechtern. In diesem Fall weisen Ihre spritzgegossenen Teile Fehler auf, von denen der häufigste der Grat ist.
Spritzgußform-Blitz während des Prozesses
Neben der Prozessphase gibt es auch Faktoren, die Folgendes bewirken können Spritzgießen Gratbildung aufgrund der Merkmale des Prozesses und des Flusses. Wie viel Grat Ihr Kunststoffteil aufgrund der Prozesseigenschaften haben wird, hängt von den folgenden Prozesseigenschaften ab.
Viskosität
Die Viskosität ist die Eigenschaft jeder fließenden Flüssigkeit und steht im Mittelpunkt des Spritzgießprozesses. Eine niedrigere Viskosität bedeutet, dass die geschmolzene Flüssigkeit leicht aus der Form herausfließt und eine Verformung in Form eines Grates erzeugt. In der Regel ist diese Viskosität eine Funktion von Temperatur, Materialeigenschaften, Druck und Geschwindigkeit.
Trommel- und Düsentemperatur
Druck ist nicht das Einzige, was den Kunststoff dicker macht und Gratbildung auf den Teilen verursacht. Auch die Temperatur des Zylinders und der Düse hat einen großen Einfluss darauf. Wenn Sie Ihren Kunststoff erwärmen, wird er dünner und die Wahrscheinlichkeit, dass er undicht wird, steigt. Deshalb entsteht mehr Grat, wenn Sie Ihre Spritzgießmaschine heißer laufen lassen.
Überfüllung
Jedes Spritzgießsystem hat aufgrund von Größe und Geometrie seine Grenzen. Wird der geschmolzene Kunststoff überfüllt, übersteigt der Einspritzdruck naturgemäß den Schließdruck und verursacht ein Leck. Dies erhöht die Wahrscheinlichkeit von Gratbildung und anderen Fehlern. Bei der Einstellung des Vorschubs müssen Sie jedoch vorsichtig sein, da der Kunststoff durch die Kühlung schrumpft und Sie keine unvollständigen Teile aufgrund von Unterschüssen beim Spritzgießen haben möchten.

Hoher Druck
Druck ist eines der häufigsten Prozessmerkmale, die die Wahrscheinlichkeit eines Überschlags erhöhen können. Die grundlegende Physik zeigt, dass hoher Druck zu höheren Temperaturen und Fließeigenschaften in einer geschlossenen Umgebung führt. Der erhöhte Druck und der daraus resultierende Anstieg der Viskosität können zu verschiedenen Fehlern führen, darunter auch zum Abbrand.
Umverpacken
Das Design ist komplex und die Form hat verschlungene Bahnen. Dies kann bei spritzgegossenen Teilen zu Gratbildung führen. In einem engen Bereich kann eine kleine Menge geschmolzener Flüssigkeit erstarren und den Fluss blockieren. Dadurch entsteht Druck in der Form. Das Ergebnis ist mehr als nur ein Grat. Es kommt zu Verzug, ungleichmäßiger Dichte und anderen damit verbundenen Problemen.

Ursachen für Grate in Spritzgussprodukten
Materialtemperatur zu hoch
Hochtemperaturschmelze hat eine niedrige Schmelzviskosität, eine gute Fließfähigkeit und kann in die kleinsten Spalten in der Form fließen, wodurch ein Grat entsteht. Daher muss nach dem Auftreten von Graten die Temperatur von Zylinder, Düse und Werkzeug entsprechend gesenkt werden, um den Einspritzzyklus zu verkürzen.
Bei niedrigviskosen Schmelzen wie Polyamid ist es schwierig, den Gussfehler durch eine einfache Änderung der Formbedingungen zu beheben. Bei angemessener Senkung der Materialtemperatur sollte die Form präzise bearbeitet und so weit wie möglich repariert werden, um den Formspalt zu verringern.

Unzureichende Spannkraft
Wenn der Einspritzdruck größer ist als die Schließkraft, ist die Formtrennfläche nicht gut angepasst, was zu Gratbildung führen kann. In diesem Zusammenhang sollte geprüft werden, ob der Verstärkungsdruck zu hoch ist und ob das Produkt aus der projizierten Fläche des Kunststoffteils und dem Formdruck die Schließkraft des Geräts übersteigt.
Der Formdruck ist der durchschnittliche Druck in der Form, der unter normalen Umständen mit 40mpa berechnet wird. Bei der Herstellung von kastenförmigen Kunststoffteilen liegt der Wert des Formdrucks von Polyethylen, Polypropylen, Polystyrol und ABS bei etwa 30 MPa; bei der Herstellung von Kunststoffteilen mit tiefen Formen beträgt der Formdruck etwa 36 MPa; bei der Herstellung von kleinen Kunststoffteilen mit einem Volumen von weniger als 10 cm3 beträgt der Formdruck etwa 60 MPa.

Wenn Sie berechnen, dass die Schließkraft geringer ist als das Produkt aus der projizierten Fläche des Kunststoffteils und dem Formdruck, bedeutet dies, dass die Schließkraft nicht ausreicht oder der Einspritzpositionierdruck zu hoch ist.Sie können den Einspritzdruck reduzieren oder die Querschnittsfläche des Einspritzkanals verringern. Sie können auch die Nachdruckzeit verkürzen, den Einspritzhub verkürzen oder die Anzahl der Kavitäten verringern und eine Spritzgießmaschine mit großer Schließkraft verwenden.
Schimmelpilzdefekte
Wenn die Verteilung des Formhohlraums nicht ausgeglichen oder die Parallelität nicht ausreichend ist, führt dies zu unausgeglichenen Kräften, lokalen Graten und lokaler Unzufriedenheit. Der Anguss sollte so weit wie möglich in der Mitte der Massensymmetrie platziert werden, ohne die Integrität des Teils zu beeinträchtigen. Formfehler sind die Hauptursache für Gratbildung.

Wenn mehr Grat vorhanden ist, muss die Form sorgfältig überprüft werden. Die Trennfläche sollte erneut überprüft werden, um die bewegliche Form mit der festen Form auszurichten, und die Trennfläche sollte überprüft werden, um zu sehen, ob sie fest sitzt und ob das Verschleißspiel der gleitenden Teile der Kavität und des Kerns außerhalb der Toleranz ist.Überprüfen Sie, ob es irgendwelche Anhaftungen oder Fremdkörper auf der Trennfläche gibt.
Sind die Schablonen parallel, gibt es Biegeverformungen, ist der Schablonenöffnungsabstand entsprechend der Formdicke richtig eingestellt, ist die Oberfläche des Führungsstifts beschädigt, ist die Zugstange ungleichmäßig verformt und ist der Auslassschlitz zu groß oder zu tief. Je nach den Ergebnissen der oben genannten schrittweisen Prüfung können die Fehler durch mechanische Bearbeitung behoben werden.

Unsachgemäße Kontrolle der Prozessbedingungen
Eine zu hohe Einspritzgeschwindigkeit, eine zu lange Einspritzzeit, eine ungleichmäßige Verteilung des Einspritzdrucks im Formhohlraum, eine ungleichmäßige Füllrate, eine zu große Vorschubmenge und ein übermäßiger Einsatz von Schmiermittel führen zu Gratbildung. Sie sollten je nach der spezifischen Situation während des Betriebs geeignete Maßnahmen ergreifen.
Es sei darauf hingewiesen, dass zur Beseitigung des Gratfehlers zunächst der Formfehler beseitigt werden muss. Wenn die Formbedingungen oder die Rohstoffrezeptur aufgrund von Gratbildung geändert werden, wirkt sich dies oft negativ auf andere Aspekte aus und kann leicht zu anderen Formfehlern führen.
Rohmaterialien
Ein Überschlag kann auftreten, wenn die Viskosität des Kunststoffs zu hoch oder zu niedrig ist. Bei Kunststoffen mit niedriger Viskosität, wie Nylon, Polyethylen und Polypropylen, ist die Klemmkraft zu erhöhen. Bei Kunststoffen mit starker Wasseraufnahme oder Wasserempfindlichkeit verringert sich die Fließviskosität bei hohen Temperaturen stark, was die Möglichkeit eines Überschlags erhöht; diese Kunststoffe müssen gründlich getrocknet werden.
Kunststoffe mit einem zu hohen Anteil an recyceltem Material haben auch eine niedrigere Viskosität, und die Retentionskomponenten sollten gegebenenfalls ergänzt werden. Ist die Viskosität des Kunststoffs zu hoch, erhöht sich der Fließwiderstand, und es wird ein großer Gegendruck erzeugt, der den Werkzeuginnendruck erhöht, was zu unzureichender Schließkraft und Gratbildung führt. Wenn die Partikelgröße des Kunststoff-Rohmaterials ungleichmäßig ist, variiert die Menge des hinzugefügten Materials, und das Teil ist möglicherweise nicht voll oder birst.
Lösungen für Spritzgießblitze
Blitzlicht ist zweifellos eine große Sache. Er kann alle Arten von funktionalen und ästhetischen Problemen verursachen. Aber man kann den Grat beim Spritzgießen loswerden.
Hier sind die 6 besten Methoden zur Kontrolle von Graten in Ihren Formteilen.
Design für Herstellbarkeit
Der beste Weg, um sicherzustellen, dass Ihre Spritzgussteile keine Grate aufweisen, ist eine fertigungsgerechte Konstruktion. Das bedeutet, dass Sie sicherstellen müssen, dass Sie die einfachste und effektivste Möglichkeit haben, das zu tun, was Sie tun wollen, und nicht die komplexeste.

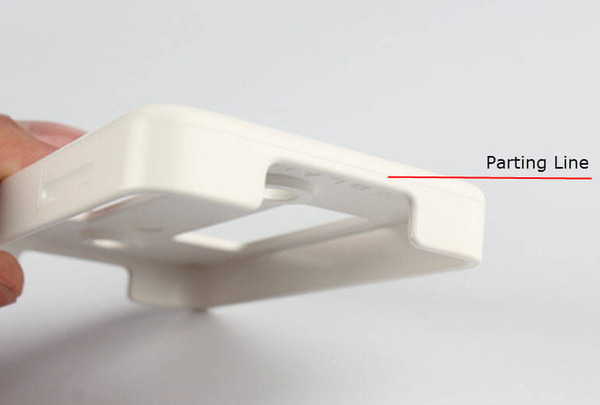
Um dies aus der Perspektive des Spritzgießverfahrens zu verstehen, denken Sie an die Trennlinie. Fachleute empfehlen, die Trennebene an der Kante und nicht an der Oberfläche anzulegen. Dies hat sowohl ästhetische als auch funktionale Vorteile. An der Kante wird die Trennlinie nicht sichtbar sein. Außerdem wird dadurch die Gefahr von Graten verringert, da die Naht jede Abweichung von der Trennlinie ausgleicht.
Die DFM-Analyse ist heute ein Muss für jedes industrielle Spritzgießprojekt. Es gibt spezielle Software-Tools, die die Ergebnisse simulieren und Ihnen die Fließeigenschaften aufzeigen sowie gängige Probleme beim Spritzgießen wie Verzug, Gratbildung und Wärmefluss vorhersagen können. Bei Zetar Mold können Sie zum Beispiel Ihre Teiledesigndateien auf eine Online-Fertigungsplattform hochladen und erhalten dann eine kostenlose DFM-Analyse des Teils. Alle Informationen und Uploads sind sicher und vertraulich.
Verlangsamen Sie die Injektionsrate
Eine weitere gute Möglichkeit zur Verringerung der Gratbildung beim Spritzgießen ist die Kontrolle der Prozessvariablen. Die Einspritzgeschwindigkeit hat einen direkten Einfluss auf die Viskosität, den Druck und die Temperatur, die einen Grat verursachen können. Dies ist oft das erste, was viele Experten tun, wenn sie mit Gratbildung zu tun haben, da die meisten Prozessvariablen mit der Einspritzrate zusammenhängen.

Spezifikation einer bürstenlosen Form
Die beste Methode zur Beseitigung von Graten in Spritzgussteilen ist die Verwendung einer gratfreien Form. Das ist die beste Methode, aber sie ist teuer. Für viele Unternehmen und Anwendungen ist sie nicht praktikabel. Wenn Sie eine sensible Anwendung haben, bei der Ästhetik, Funktionalität und alles andere wichtig sind und die Kosten keine Rolle spielen, ist dies der richtige Weg, um sicherzustellen, dass Sie fehlerfreie Teile erhalten.
Richtige Schimmelpilzreinigung
Einer der Hauptgründe für die Nichtübereinstimmung von Trennebenen ist die Ansammlung von Staub, Schutt und anderem Unrat in der Form. Darüber hinaus können Partikel in engen Kavitäten sogar eine Überhärtung verursachen, was die Gesamtdefekte des Teils weiter verschlechtert. Eine saubere und gepflegte Form trägt dazu bei, die Möglichkeit dieser Probleme zu minimieren und die besten Ergebnisse zu erzielen.
Richtige Wartung der Formen und Prozessverbesserung
Schließlich ist es wichtig, die Form zu warten und den Prozess zu optimieren, um konsistente und zuverlässige Ergebnisse zu erzielen. Manchmal können die Schließkraft und der Druck die Form beschädigen und Verformungen verursachen, die zu verschiedenen Mängeln am Teil führen können.

Einspritzdruck reduzieren
Der Einspritzdruck ist hoch. Er sollte entsprechend reduziert werden, und der Einstellbereich beträgt 60mpa-100mpa.
Es gibt auch die Möglichkeit, die Zylindertemperatur zu senken. Die Senkung der Werkzeugtemperatur und die Verringerung der Einspritzgeschwindigkeit, um die Fließfähigkeit des geschmolzenen Kunststoffmaterials zu reduzieren, um die Parameter einzustellen.
Dabei ist jedoch zu beachten, dass dies zu Eigenspannungen im Produkt führen wird. In Bezug auf die Behandlung kann der Einspritzdruck verringert werden, die Temperatur des Heizzylinders kann reduziert werden und die Einspritzgeschwindigkeit kann verringert werden.

Die Oberfläche der Form, an der der Grat auftritt, kann geschliffen werden, und die Form kann durch die Verwendung von harten Stahlmaterialien gelöst werden. Aufgrund der unterschiedlichen Materialien sind Materialien mit guter Fließfähigkeit anfällig für Grate, daher muss die Trennfläche der Form dicht sein. Kristalline Materialien sollten eine sehr niedrige Viskosität haben, wenn sie geschmolzen werden, und die Formtrennfläche muss dicht sein.
Schlussfolgerung
Einblendung Spritzgießen ist eine Tatsache, und der beste Weg, sie zu reduzieren, ist, den Prozess kontinuierlich zu optimieren und auf die Anzeichen zu achten. Sie können Formen kaufen, die gratfrei sind, aber sie kosten mehr. Stattdessen ist es sinnvoller, die häufigsten Ursachen zu beseitigen, indem Sie Ihre Konstruktion verbessern, Ihre Werkzeuge warten und Ihre Spritzgießprozesse optimieren, um die besten Ergebnisse zu erzielen.







