 Zum Inhalt springen
Zum Inhalt springen 

Das Spritzgießen ist ein weit verbreitetes Fertigungsverfahren zur Herstellung von Kunststoffteilen mit hoher Präzision und Effizienz. Ein häufiges Problem, mit dem die Hersteller konfrontiert sind, ist jedoch der Grat, der die Qualität des Endprodukts beeinträchtigen kann. In diesem umfassenden Leitfaden gehen wir auf die Ursachen von Gratbildung ein und untersuchen verschiedene Techniken und Strategien zur Reduzierung von Gratbildung im Spritzgussverfahren.

I. Was ist Flash?
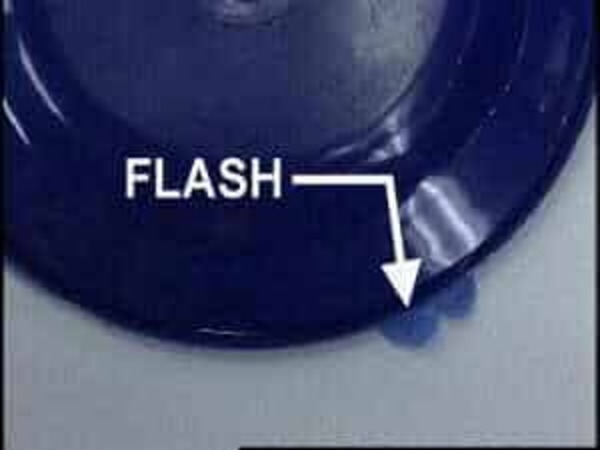
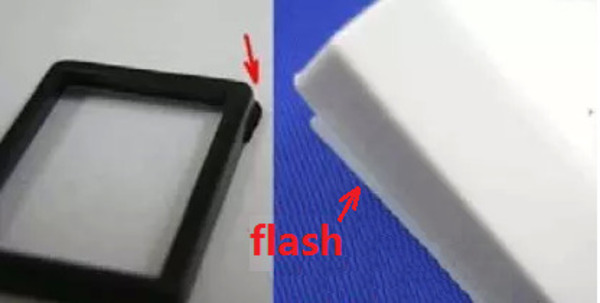
Grat, auch Grate oder überschüssiges Material genannt, ist eine dünne Kunststoffschicht, die von der erwarteten Form des Formteils absteht. Er entsteht in der Regel an der Trennfuge oder an den Rändern des Formhohlraums, weil während des Formgebungsprozesses zusätzliches Material austritt. Auch wenn der Grat ein kleines Problem zu sein scheint, kann er dazu führen, dass das Endprodukt die falsche Größe hat, schlecht aussieht oder nicht richtig funktioniert.
Gussgrate treten typischerweise an den Formtrennlinien auf, wie z. B. an den Trennflächen der beweglichen und stationären Formen, an Schiebepassungen, Einsatzabständen und Kernstiftspalten. Gratbildung wird meist durch eine unzureichende Schließkraft der Form oder der Maschine verursacht. Im Allgemeinen ist es für Kunststoffteile aufgrund einer Reihe verschiedener Faktoren unmöglich, völlig gratfrei zu sein.

II. Ursachen für Gratbildung bei Spritzgussteilen
1. Übermäßiger Einspritzdruck
Wenn der Einspritzdruck zu hoch ist, wird der geschmolzene Kunststoff in alle kleinen Spalten und Ritzen in der Form gepresst, und das führt zu Gratbildung.
2. Unzureichende Entlüftung von Kunststoffgas durch die Form
Wenn Kunststoffmaterialien in eine Form gespritzt werden, entsteht Gas. Wenn die Form das Gas nicht richtig entlüftet, kommt es zu Gratbildung.
3. Ungleichmäßige Formtemperatur
Gratbildung kann auch durch eine ungleichmäßige Formtemperatur verursacht werden. Wenn die Formtemperatur nicht gleichmäßig ist, fließt der Kunststoff nicht gleichmäßig, was zu Gratbildung führen kann.
4. Schlechtes Design der Form
Schlechte Formen, wie enge Fließkanäle oder Ecken, können den Kunststofffluss stören und zu Gratbildung führen.

5. Probleme mit Kunststoffzylindern oder Zuführungen
Wenn der Kunststoffzylinder oder die Zuführungsvorrichtung nicht in Ordnung ist, z. B. wenn der Kunststoff nicht die richtige Größe hat oder sich Müll darin befindet, fließt der Kunststoff nicht richtig, und Sie erhalten einen Grat.
6. Unsachgemäße Kontrolle des Einspritzvorgangs
Wenn Sie die Parameter wie Werkzeugtemperatur, Druck und Geschwindigkeit nicht richtig einstellen, kommt es beim Spritzgießen zu Gratbildung.
7. Fehlausrichtung oder Untauglichkeit der Form
Wenn die Form falsch eingebaut oder die Form nicht richtig positioniert wird, werden die Teile während des Prozesses nicht richtig positioniert. Spritzgießprozesswas zu einem Blitz führt.
8. Ungleichmäßige Temperatur während des Einspritzvorgangs
Wenn der Kunststoff beim Einspritzen ungleichmäßig schmilzt, schrumpft er beim Abkühlen ungleichmäßig. Dies kann zu Gratbildung führen.
9. Überhöhte Einspritzgeschwindigkeit der Spritzgießmaschine
Wenn Sie den Kunststoff zu schnell einspritzen, füllt sich die Form nicht vollständig. Das bedeutet, dass der Kunststoff nicht richtig fließt und Sie einen Grat bekommen.
10. Unzureichende Entlüftung von Schimmelpilzen
Wenn die Form während des Spritzgießens nicht richtig entlüftet wird, kann das Gas nicht schnell genug entweichen, und es entsteht ein Grat.
11. Unzureichende Spannkraft
Wenn die Schließkraft nicht ausreicht, schließt sich die Form nicht vollständig, und geschmolzener Kunststoff tritt aus und bildet Grate.
12. Materialeigenschaften
Einige thermoplastische Materialien sind aufgrund ihrer Dicke, ihrer Schrumpfung und ihres Fließverhaltens anfälliger für Abplatzungen.

13. Parameter für die Formgebung
Wenn Sie nicht die richtigen Einstellungen haben, werden Sie einen Grat bekommen. Gratbildung kann durch eine zu hohe Einspritzgeschwindigkeit, zu große Temperaturschwankungen oder eine zu lange Kühlzeit entstehen.
14. Übermäßiges Einspritzen von Kunststoff in die Form
15. Kunststofftemperatur zu hoch. Reduzieren Sie die Schmelztemperatur.
16. Intermittierende Stopps während des Produktionsbetriebs.
17. Ungleichmäßige Verteilung des Einspritzdrucks innerhalb der Form.
18. Fremdkörper werden zu Vorsprüngen auf der Formoberfläche.
19. Keine Einspritzteile in der Form und/oder auf der Oberfläche der Form.
20. Der Projektionsbereich ist zu groß.
21. Bei unsachgemäßer Entlüftung tritt Kunststoff aus dem Formhohlraum aus.

III. Lösungen für Gratbildung in Spritzgussteilen
Flash ist ein großes Problem in Spritzgießen. Es lässt Ihre Teile schlecht aussehen und kostet Sie Geld. Sie müssen den Grat aus verschiedenen Blickwinkeln betrachten. Hier sind einige Dinge, die Sie tun können, um den Grat loszuwerden:
1. Injektionszeit einstellen
Wenn Sie zu schnell spritzen, läuft der Kunststoff um die Ränder der Form herum und verursacht Gratbildung. Wenn Sie die Einspritzzeit anpassen, können Sie die Zeit, in der sich der Kunststoff an den Rändern der Form befindet, reduzieren.
2. Einspritzdruck einstellen
Wenn Sie einen zu hohen Einspritzdruck verwenden, füllt das geschmolzene Material die Form zu schnell und es entsteht ein Grat. Sie können steuern, wie schnell das geschmolzene Material die Form füllt, indem Sie den Einspritzdruck anpassen.

3. Formdesign anpassen
Wenn Ihre Form schlecht konstruiert ist, wird das geschmolzene Material möglicherweise nicht gleichmäßig eingefüllt, was zu Gratbildung führen kann. Sie können Gussgratprobleme beheben, indem Sie Ihre Form umgestalten, insbesondere die Anschnitt- und Überlaufkanalabschnitte.
4. Materialqualität anpassen
Wenn Sie schlechtes Material verwenden, wird Ihr Spritzgießprozess instabil und Sie bekommen Grate. Wenn Sie gutes Material verwenden, ist Ihr Spritzgießprozess stabil und Sie erhalten keinen Grat.
5. Zustand der Ausrüstung prüfen
Wenn Ihre Ausrüstung in schlechtem Zustand ist, wird Ihr Spritzgießprozess instabil und Sie bekommen Gratbildung. Sie müssen Ihre Ausrüstung regelmäßig inspizieren und warten, damit sie einwandfrei funktioniert und die Gratbildung reduziert wird.
6. Deflashing Tools verwenden
Mit speziellen Entgratungswerkzeugen lassen sich Grate aus Spritzgussformen wirksam entfernen, wodurch das Aussehen und die Qualität Ihrer Produkte gewährleistet werden.

7. Produktionsabläufe optimieren
Wenn Sie Ihr Spritzgießprozess Um den Automatisierungsgrad zu erhöhen, den manuellen Arbeitsaufwand zu verringern und die Anzahl der Blitzlichter zu reduzieren, müssen Sie Ihren Produktionsprozess optimieren.
8. Struktur der Form anpassen
Wenn der Gussgrat durch ein schlechtes Formdesign verursacht wird, müssen Sie die Form möglicherweise so umgestalten, dass enge Fließkanäle oder Ecken vermieden werden.
9. Formtemperatur einstellen
Wenn Sie Grate bekommen, weil die Temperatur der Form ungleichmäßig ist, müssen Sie die Temperatur der Form möglicherweise anpassen, um sie gleichmäßig zu machen.
10. Einstellen der Prozessparameter für das Spritzgießen
Wenn Sie Grate sehen, können Sie diese durch eine Änderung des Spritzgießverfahrens beheben. Sie können die Einspritzgeschwindigkeit und den Druck ändern.
11. Regelmäßige Wartung von Schimmelpilzen
Um Gratbildung und andere Defekte zu vermeiden, müssen Sie Ihre Gussformen warten. Das bedeutet, dass Sie Ihre Formen reinigen und Formteile austauschen müssen.
12. Hochwertige Rohstoffe verwenden
Wenn Sie minderwertige Rohstoffe verwenden, werden Sie Grate bekommen. Um das zu vermeiden, sollten Sie also hochwertige Rohstoffe verwenden.
13. Schmelztemperatur einstellen
Wenn Sie feststellen, dass die Schmelztemperatur zu hoch oder zu niedrig ist, sollten Sie sie entsprechend anpassen.
14. Schließkraft der Form prüfen und bei Bedarf erhöhen
Wenn die Form nicht fest geschlossen ist, können Sie die Schließkraft nach Bedarf erhöhen.
15. Einbau und Positionierung der Form prüfen
Vergewissern Sie sich, dass die Form korrekt installiert und genau positioniert ist, um eine Fehlausrichtung der Form zu vermeiden.
16. Einstellen des Temperaturregelsystems während des Spritzgießprozesses
Achten Sie beim Spritzgießen darauf, dass die Temperatur überall gleich hoch ist. Wenn das nicht der Fall ist, schmilzt der Kunststoff ungleichmäßig und es entstehen Grate.
17. Einspritzgeschwindigkeit der Spritzgießmaschine einstellen
Stellen Sie die Einspritzgeschwindigkeit der Spritzgießmaschine entsprechend der Form und Größe des Spritzgießprodukts ein, um sicherzustellen, dass der Formhohlraum vollständig gefüllt wird und um Gratbildung zu vermeiden.

18. Entlüftungssystem für Schimmelpilze prüfen
Vergewissern Sie sich, dass die Entlüftungskanäle der Form frei sind, damit das Gas schnell aus dem Formhohlraum entweichen kann und kein Grat entsteht. Durch eine bessere Entlüftung der Form können eingeschlossene Luft und zusätzliches Material besser entweichen, so dass die Wahrscheinlichkeit von Gratbildung geringer ist.
19. Formtrennmittel verwenden
Sprühen Sie Trennmittel oder Beschichtungen auf die Formoberfläche, damit sich die Teile leichter herauslösen lassen und die Reibung verringert wird, was wiederum dazu beiträgt, Grate zu vermeiden.
20. Prozessüberwachung einführen
Verwenden Sie fortschrittliche Prozessüberwachungssysteme, um wichtige Daten wie Temperatur, Druck und Zykluszeit im Auge zu behalten. So können Sie sofort Änderungen vornehmen und Gratbildung verhindern.
21. Arbeitsgänge nach dem Gießen
Um die Grate zu beseitigen und das Teil richtig aussehen zu lassen, müssen Sie die Oberfläche trimmen, entgraten und nachbearbeiten.
Zusammenfassend lässt sich also sagen, dass Sie eine Reihe von Dingen tun müssen, um Flash in Spritzgießen. Sie müssen die Einspritzzeit und den Druck anpassen, sicherstellen, dass die Form richtig konstruiert ist, gute Materialien verwenden, Ihre Ausrüstung überprüfen, Entgratungswerkzeuge verwenden und sicherstellen, dass Ihr Verfahren gut ist. Wenn Sie all das tun, haben Sie eine bessere Chance, gute Teile herzustellen und keine Grate zu bekommen.
Auch wenn es um Gratprobleme beim Spritzgießen geht, muss man detailorientiert und geduldig sein. Sie müssen immer wieder verschiedene Dinge ausprobieren und Anpassungen vornehmen, bis Sie den besten Weg zur Lösung des Problems gefunden haben. Außerdem müssen Sie mit Ihrem Produktionsteam und Ihren Kunden in Kontakt bleiben, damit Sie Probleme schnell beheben können und Ihr gesamter Betrieb besser läuft.

IV. Schlussfolgerung
Gratbildung ist ein häufiges Problem beim Spritzgießen, aber mit den richtigen Strategien und Techniken können Sie die Auswirkungen auf die Produktqualität und die Produktionseffizienz minimieren. Durch die Optimierung der Werkzeugkonstruktion, die Feinabstimmung der Einspritzparameter und die Implementierung einer fortschrittlichen Prozessüberwachung können Sie hervorragende Ergebnisse erzielen und der Konkurrenz einen Schritt voraus sein.
Zusammenfassend lässt sich sagen, dass die Reduzierung von Blitzlicht in Spritzgießen erfordert eine Kombination aus technischem Know-how, strategischer Planung und kontinuierlicher Verbesserung. Indem Sie die Reduzierung von Gratbildung zur Priorität machen, können Sie die Produktqualität verbessern, die Kosten senken und den geschäftlichen Erfolg im heutigen wettbewerbsintensiven Fertigungsumfeld fördern.







