 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Präzisionsspritzguss ist ein Kunststoffspritzgussverfahren, das Präzisionsformen und Präzisionsmaschinen erfordert. Der Inhalt dieses Blogs umfasst Konzepte, Merkmale, Einflussfaktoren, Auswahl von Kunststoffmaterialien, Präzisionsformen und Merkmale von Präzisionskunststoffspritzgussmaschinen.

Das Konzept des Präzisionsspritzgießens
Das Präzisionsspritzgießen ist ein Verfahren zur Spritzgießen bei denen die Maßhaltigkeit der Formteile so hoch ist, dass die Anforderungen mit einer Allzweckspritzgießmaschine und herkömmlichen Spritzgießverfahren nur schwer zu erfüllen sind.
Das Präzisionsspritzgießen unterscheidet sich vom herkömmlichen Spritzgießen. Es basiert auf der raschen Entwicklung von Polymerwerkstoffen und verwendet Präzisionskunststoffteile, um hochpräzise Metallteile in den Bereichen Instrumentierung und Elektronik zu ersetzen.

Zu den derzeitigen Definitionsindikatoren für Präzisionsspritzgussprodukte gehören die Wiederholbarkeit der Produktgröße und die Wiederholbarkeit der Produktqualität.

Strenge Toleranzen
Wenn Sie Teile im Spritzgussverfahren entwerfen und herstellen, ist es wichtig, dass die Abmessungen und Toleranzen stimmen. Andernfalls funktionieren Ihre Teile möglicherweise nicht oder fallen aus. Dies gilt insbesondere für komplexe Teile aus Kunststoffspritzguss.

Enge Toleranzen sind eine große Sache. Beim Spritzgießen liegen die typischen Toleranzen bei +/-0,1 mm, mit sehr engen Toleranzen von +/-0,025 mm. Generell sollte die Maßtoleranz der Präzisionsspritzgießform so kontrolliert werden, dass sie weniger als 1/3 der Maßtoleranz des Produkts beträgt.
Auswahl des Materials
Die Auswahl von Kunststoffen für das Präzisionsspritzgießen kann schwierig sein. Die Schrumpfungsrate von Kunststoffprodukten kann während des Spritzgießens stark variieren. Verschiedene Kunststofftypen haben aufgrund der Art und Menge der verwendeten Polymere und Additive unterschiedliche Fließeigenschaften und Verhältnisse beim Spritzgießen.

Das bedeutet, dass selbst bei Verwendung desselben Kunststoffs mit denselben Mengen desselben Materials die daraus hergestellten Produkte unterschiedliche Formen und Größen haben können. Sie können auch unterschiedliche Formen und Größen haben, z. B. weil der Hersteller des Kunststoffs, die Jahreszeit oder das Wetter eine Rolle spielen.

Kunststoffe für das Präzisionsspritzgießen müssen also nicht nur gute Fließ- und Formeigenschaften haben, sondern auch form- und maßhaltig sein. Sonst kann man nicht sicher sein, dass das Produkt die richtige Größe hat.
Deshalb muss man sich bei der Herstellung von Präzisionskunststoffprodukten im Spritzgussverfahren sehr genau überlegen, welche Art von Kunststoff man verwendet und wie er sich beim Gießen verhält. Man sollte versuchen, Kunststoffe zu verwenden, die nicht stark schrumpfen und die lange Zeit die gleiche Form und Größe behalten.

Bei der Auswahl von Werkstoffen für das Präzisionsspritzgießen ist es wichtig, dass sie eine hohe mechanische Festigkeit, eine gute Dimensionsstabilität und eine gute Verschleißfestigkeit aufweisen und sich an eine Vielzahl von Umgebungen anpassen können.

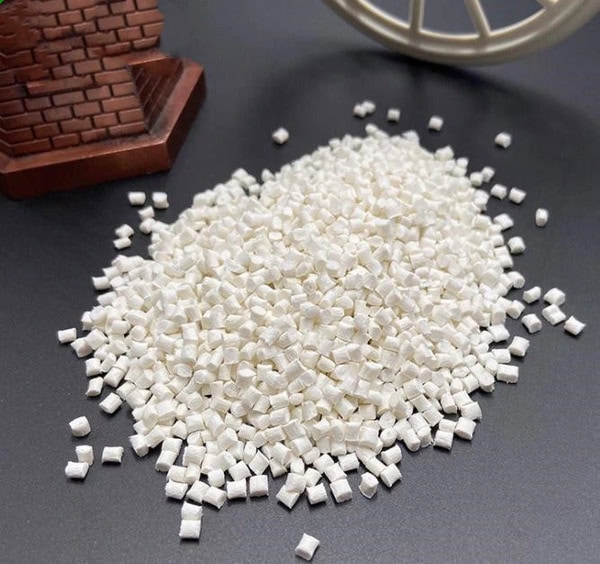
Es gibt vier üblicherweise verwendete Materialien
POM und kohlenstofffaserverstärkt (CF) oder glasfaserverstärkt (GF). Dieses Material hat eine gute Kriechbeständigkeit, eine gute Ermüdungsbeständigkeit, eine gute Witterungsbeständigkeit, gute dielektrische Eigenschaften, ist nicht leicht zu verbrennen und kann leicht Schmiermittel abgeben.

PA und glasfaserverstärktes PA66. Es hat eine hohe Schlagzähigkeit und Verschleißfestigkeit, gute Fließeigenschaften und kann Produkte mit einer Wandstärke von 0,4 mm bilden. Glasfaserverstärktes PA66 ist hitzebeständig (Schmelzpunkt 250°C). Sein Nachteil ist, dass es Feuchtigkeit absorbiert. Im Allgemeinen sollte es nach dem Formen getrocknet werden.

PBT-verstärkter Polyester. Es hat eine kurze Formgebungszeit. Die Verformungszeit ist wie folgt: PBT=POM=PA66=PA6.

D.PC und GFPC. Eigenschaften: Gute Verschleißfestigkeit, erhöhte Steifigkeit, gute Dimensionsstabilität, Witterungsbeständigkeit, Flammwidrigkeit und Formbarkeit.
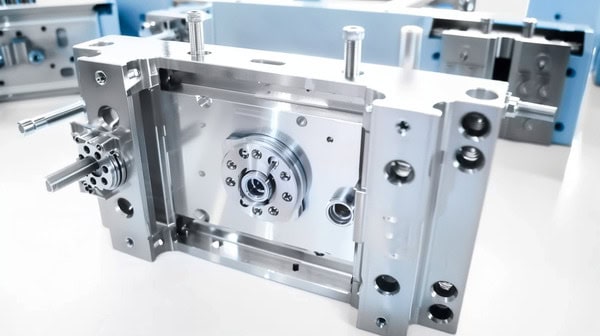
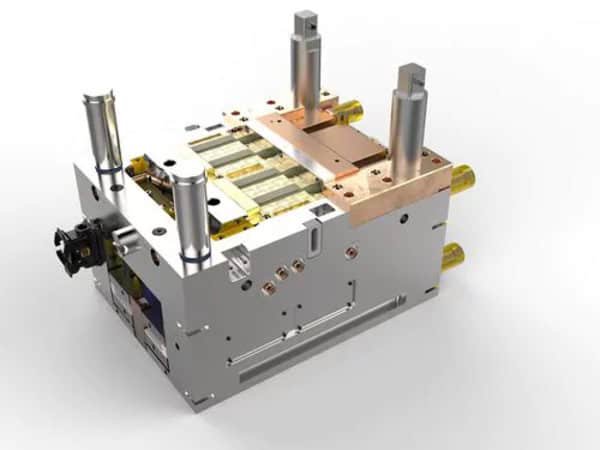
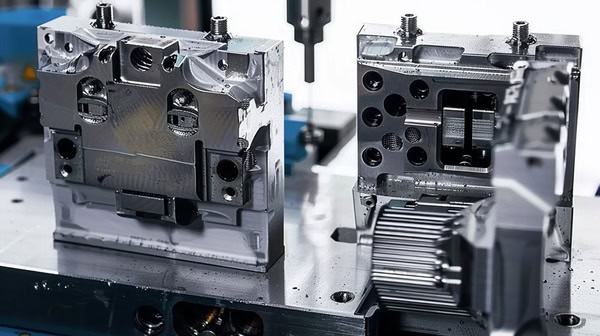
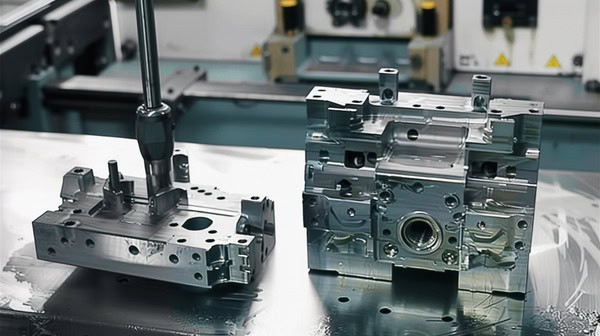
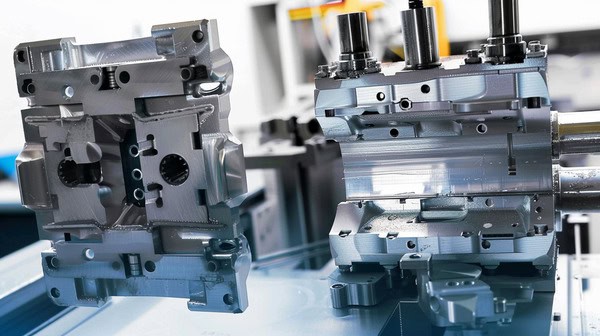
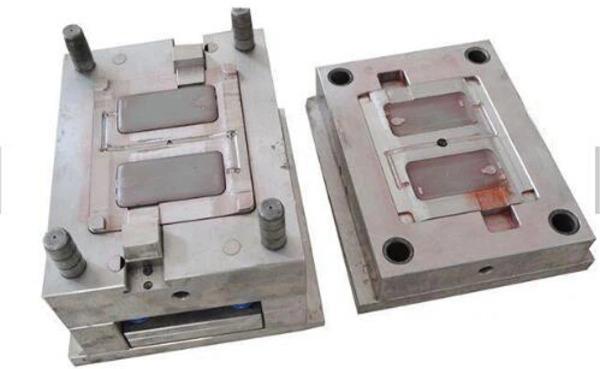
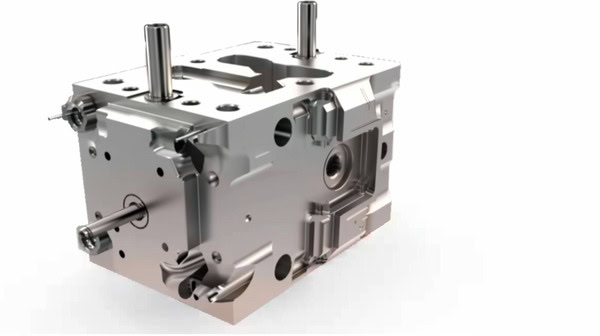
Präzisions-Spritzgussform
Die Form muss sehr genau sein. Die Genauigkeit der Form ist eng mit der Verarbeitungs- und Montagetechnik verbunden. Wenn Sie bei der Konstruktion nicht die richtigen technischen Anforderungen stellen oder wenn die Konstruktion der Formstruktur nicht gut ist, können Sie die Genauigkeit der Form nicht garantieren, egal wie gut Ihre Verarbeitungs- und Montagetechnik ist. Um sicherzustellen, dass die Präzision der Präzisionsspritzgussform nicht durch Konstruktionsprobleme beeinträchtigt wird, müssen Sie die folgenden vier Punkte beachten:
Die Konstruktionsgenauigkeit und die technischen Anforderungen an die Teile sollten mit der Genauigkeit des Produkts vereinbar sein. Die Form sollte die Genauigkeit des Produkts gewährleisten. Erstens müssen die Genauigkeit des Formhohlraums und die Genauigkeit der Trennfläche mit der Genauigkeit des Produkts übereinstimmen. Im Allgemeinen sollte die Maßtoleranz des Präzisionsspritzgussformhohlraums weniger als ein Drittel der Produkttoleranz betragen und muss anhand der tatsächlichen Situation des Produkts bestimmt werden.

Die Genauigkeit der Trennfläche (Parallelität der Trennfläche) wird hauptsächlich dazu verwendet, die Genauigkeit des Formhohlraums zu gewährleisten. Bei kleinen Präzisionsspritzgießformen liegt die technische Anforderung an die Parallelität der Trennfläche bei etwa 0,005 mm. Obwohl die Strukturteile in der Form nicht direkt an der SpritzgießenSie beeinträchtigen die Genauigkeit des Formhohlraums und damit die Genauigkeit des Produkts. Daher sollte eine angemessene und vernünftige Genauigkeit für ihre strukturellen Teile vorgesehen werden.
Überprüfen Sie die Passgenauigkeit der beweglichen und festen Formen. Im Allgemeinen verlassen sich gewöhnliche Spritzgießformen hauptsächlich auf den Führungsmechanismus der Führungssäule, um ihre Passgenauigkeit zu gewährleisten. Aufgrund der Spielpassung zwischen dem Führungsstift und dem Führungsloch entsteht jedoch immer ein gewisser Spalt zwischen den beiden, ob groß oder klein. Dieser Spalt beeinträchtigt häufig die Einbaupräzision der Form auf der Spritzgießmaschine und führt zu einer Fehlausrichtung der beweglichen Form und der festen Form, so dass es schwierig ist, sie für das Spritzgießen von Präzisionsprodukten zu verwenden.

Außerdem führt die thermische Ausdehnung der beweglichen und der festen Schablone unter Hochtemperatur-Spritzgussbedingungen manchmal zu einer fehlerhaften Ausrichtung zwischen beiden, was letztlich zu Änderungen der Produktgenauigkeit führt.
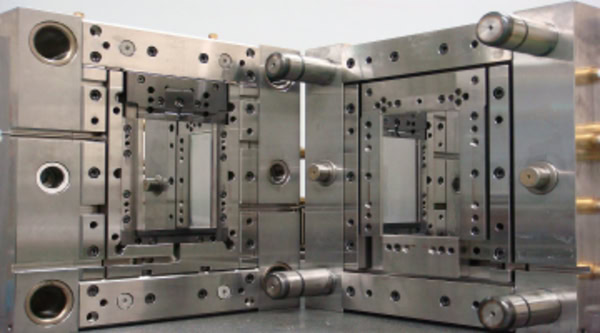
Bei Präzisionsspritzgießformen sollte die Fehlausrichtung zwischen der beweglichen und der festen Form so gering wie möglich sein, und es sollten Anstrengungen unternommen werden, um die Ausrichtungsgenauigkeit der beweglichen und der festen Form sicherzustellen. Es kann ein Kegelpositioniermechanismus oder ein zylindrischer Führungsstiftpositioniermechanismus und ein Führungssäulenführungsmechanismus entworfen werden. Zur Verwendung.

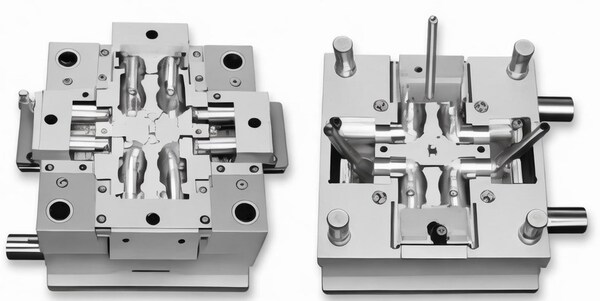
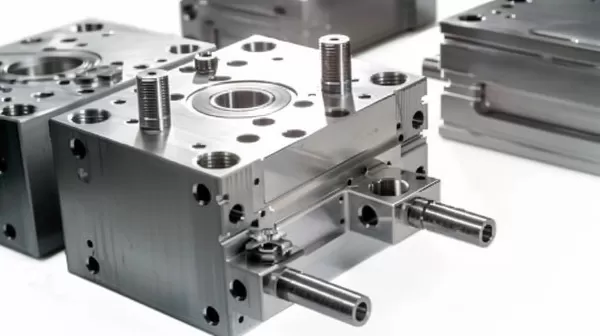
Die Formstruktur muss steif genug sein. Präzisionsspritzgussformen müssen steif genug sein. Andernfalls verbiegen sie sich stark, wenn der Einspritzdruck oder die Schließkraft der Form angewendet wird. Dadurch verändert sich die Genauigkeit der Form, was sich wiederum auf die Genauigkeit des Produkts auswirkt.
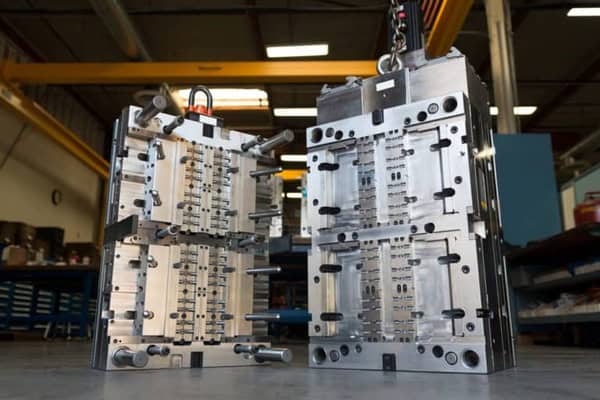
Bei Formen, die aus einem Stück bestehen, sollten sie aufgrund ihrer Form, Größe und des Materials, aus dem sie gefertigt sind, steif genug sein. Bei Formen mit Einsätzen hängt die Steifigkeit oft vom Formrahmen ab, der die Einsätze an ihrem Platz hält. Der Formrahmen sollte aus legiertem 40Cr-Stahl gefertigt sein. Er sollte auf eine Härte von etwa HRC30 wärmebehandelt werden.

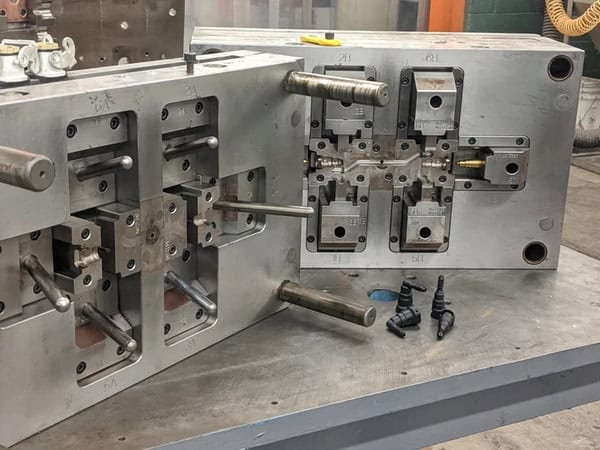
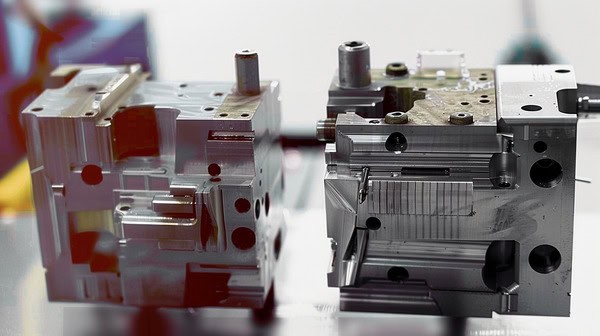
Die Bewegung der beweglichen Teile in der Form sollte genau sein. Spritzgießformen haben oft einige bewegliche Formeinsätze oder bewegliche Kerne. Wenn die Bewegung dieser beweglichen Teile ungenau ist, d.h. wenn sie nach jeder Bewegung nicht genau in die ursprüngliche Position zurückkehren können, dann kann die Verarbeitungsgenauigkeit der Formteile noch so hoch sein, die strukturelle Genauigkeit der Form selbst und die Genauigkeit des Produkts werden stark schwanken. Um dieses Problem zu lösen, müssen einige spezielle Bewegungspositionierungsstrukturen eingesetzt werden.

Präzisionsspritzgießmaschine
Präzisionsspritzgießmaschinen sind Maschinen, mit denen Präzisionskunststoffprodukte geformt und hergestellt werden. Für Präzisionsspritzgießmaschinen gibt es in der Regel zwei Indikatoren: zum einen die wiederholte Abweichung der Produktgröße und zum anderen die wiederholte Gewichtsabweichung des Produkts. Erstere ist aufgrund der unterschiedlichen Größen und Produktdicken schwer zu vergleichen, während letztere das Gesamtniveau der Spritzgießmaschine darstellt.

Im Allgemeinen ist der Fehler der Gewichtswiederholbarkeit bei gewöhnlichen Spritzgießen Maschinen liegt bei etwa 1%, und bessere Maschinen können 0,8% erreichen. Wenn sie weniger als 0,5% beträgt, handelt es sich um eine Präzisionsmaschine, und wenn sie weniger als 0,3% beträgt, ist sie eine Ultrapräzisionsmaschine. Wie bereits erwähnt, erfordern Präzisionsspritzgießmaschinen eine Produktmaßgenauigkeit, die im Allgemeinen innerhalb von 0,01~0,001mm liegt.
Merkmale von Präzisionsspritzgießmaschinen im Hinblick auf die Steuerung
Bei Spritzgießparametern mit hohen Anforderungen an die Wiederholgenauigkeit (Reproduzierbarkeit) sollte eine mehrstufige Einspritzregelung eingesetzt werden: mehrstufige Positionsregelung, mehrstufige Geschwindigkeitsregelung, mehrstufige Nachdruckregelung, mehrstufige Staudruckregelung, mehrstufige Schneckendrehzahlregelung.

Die Genauigkeit des Wegsensors muss 0,1 mm betragen, wodurch der Dosierhub, der Einspritzhub und die Dicke des verbleibenden Materialpolsters (Einspritzkontrollpunkt) streng kontrolliert werden können, um die Genauigkeit jeder Einspritzung zu gewährleisten und die Formgenauigkeit des Produkts zu verbessern.
Die Zylinder- und Düsentemperaturregelung muss präzise sein, das Überschwingen beim Temperaturanstieg muss gering sein, und die Temperaturschwankungen müssen gering sein. Beim Präzisionsspritzgießen sollte eine PID-Regelung verwendet werden, um sicherzustellen, dass die Temperaturgenauigkeit innerhalb von -0,5 °C liegt.

Anforderungen an die Plastifizierungsqualität. Die Gleichmäßigkeit der Plastifizierung wirkt sich nicht nur auf die Qualität der Spritzgussteile aus, sondern auch auf die Beständigkeit des geschmolzenen Kunststoffs beim Durchlaufen des Anschnitts. Um eine gleichmäßige Plastifizierung zu erreichen, sind eine spezielle Schnecke und der Einsatz einer speziellen Plastifizierungstechnologie unerlässlich.
Darüber hinaus sollte auch die Temperatur des Zylinders genau geregelt werden. Heutzutage wird die Temperatur der Schnecke und des Zylinders meist durch PID (proportional, differential, integral) geregelt. Die Genauigkeit kann innerhalb von ±1°C geregelt werden, was den Anforderungen des Präzisionsspritzgießens grundsätzlich gerecht wird. Wird die FUZZY-Regelung verwendet, ist diese Methode für das Präzisionsspritzgießen besser geeignet.
Das Arbeitsöl muss auf einer hohen Temperatur gehalten werden. Wenn sich die Öltemperatur ändert, ändert sich auch der Einspritzdruck. Um die Öltemperatur auf 50 bis 55 °C zu halten, müssen Sie ein Heiz- und Kühlsystem verwenden, das die Öltemperatur steuern kann.

Die Wirkung des Nachdrucks. Der Nachdruck hat einen großen Einfluss auf die Qualität der Kunststoffteile. Mit anderen Worten, der Nachdruck kann dazu beitragen, dass sich die Kunststoffteile besser füllen, die Verformung der Kunststoffteile verringern und die Genauigkeit der Kunststoffteile kontrollieren. Die Stabilität des Nachdrucks bestimmt die Qualität der Kunststoffteile. Die Position der Schnecke am Ende des Spritzgießzyklus und die Stabilität des Nachdrucks sind die beiden wichtigsten Faktoren, die die Qualität der Kunststoffteile bestimmen.
Wenn die Anforderungen an die Steuerung der Werkzeugtemperatur gleich sind und die Abkühlzeit gleich ist, ist die Dicke des Produkts bei einer niedrigen Werkzeugtemperatur größer als die des Produkts bei einer hohen Temperatur. Bei POM- und PA-Materialien beispielsweise verringert sich die Dicke von Produkten mit einer Dicke von 50-100 μm bei einer Formtemperatur von 50°C auf 20-40 μm bei 80°C und auf nur 10 μm bei 100°C. Die Raumtemperatur wirkt sich auch auf die Maßtoleranzen von Präzisionsprodukten aus.

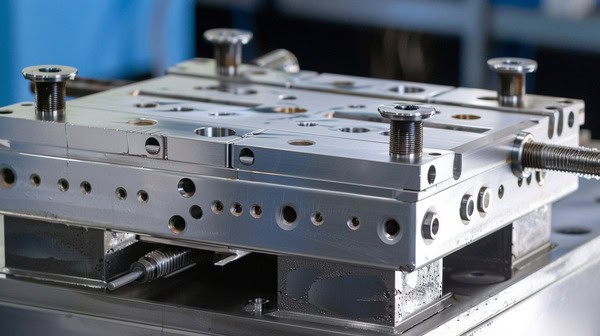
Strukturelle Merkmale der Präzisionsspritzgießmaschine
Da Präzisionsspritzgießmaschinen einen hohen Einspritzdruck haben, muss das Formspannsystem starr sein. Die Parallelität der beweglichen und festen Schablonen wird innerhalb von 0,05~0,08mm kontrolliert. Dies erfordert einen Niederdruck-Werkzeugschutz und eine genaue Kontrolle der Schließkraft der Form. Die Größe der Schließkraft wirkt sich auf den Grad der Formverformung aus, was letztlich die Maßtoleranz des Teils beeinflusst.

Die Öffnungs- und Schließgeschwindigkeit der Form sollte schnell sein, in der Regel etwa 60 mm/s. Die Plastifizierkomponenten, wie Schnecke, Schneckenkopf, Rückschlagring und Zylinder, sollten so konstruiert sein, dass sie eine starke Plastifizierfähigkeit, eine gute Homogenisierung und eine hohe Einspritzleistung aufweisen.
Das Antriebsdrehmoment der Schnecke muss groß sein und die Geschwindigkeit stufenlos reguliert werden können. Unabhängig von der Art der Präzisionsspritzgießmaschine muss sie in der Lage sein, die Maß- und Qualitätswiederholbarkeit des Produkts stabil zu kontrollieren.

Schrumpfungsproblem beim Präzisionsspritzgießen
Präzisionsspritzgussprodukte haben nicht nur das Konzept der Maßtoleranz, der geometrischen Genauigkeit und der Oberflächengüte, sondern auch das Konzept der Wiederholbarkeit, der stabilen Genauigkeit über den Tag, den Monat, das Jahr und die Anwendungsumgebung. Diese Genauigkeit hängt nicht nur mit den Eigenschaften der fertigen Materialien und der Formgenauigkeit zusammen, sondern auch mit der Schrumpfung, die sich auf die Fertigungsgenauigkeit auswirkt.

Es gibt vier Faktoren, die die Schrumpfung beeinflussen: thermische Schrumpfung, Phasenwechselschrumpfung, Orientierungsschrumpfung und Kompressionsschrumpfung.
Thermische Schrumpfung
Es handelt sich um eine inhärente thermophysikalische Eigenschaft von Formmaterialien und Formwerkstoffen. Wenn die Formtemperatur hoch ist, wird auch die Temperatur des Produkts hoch sein, und die tatsächliche Schrumpfungsrate wird steigen. Daher sollte die Formtemperatur beim Präzisionsspritzguss nicht zu hoch sein.
Phasenwechsel-Schrumpfung
Die Phasenwechselschrumpfung wird durch die Abnahme des spezifischen Volumens aufgrund der Kristallisation des Polymers während des Orientierungsprozesses des kristallinen Harzes verursacht, was als Phasenwechselschrumpfung bezeichnet wird.
Die Formtemperatur ist hoch, die Kristallinität ist hoch, und die Schrumpfungsrate ist groß. Andererseits erhöht eine höhere Kristallinität die Dichte des Produkts, verringert den linearen Ausdehnungskoeffizienten und reduziert die Schrumpfungsrate. Daher wird die tatsächliche Schrumpfungsrate durch die kombinierte Wirkung der beiden Faktoren bestimmt.
Ausrichtung Schrumpfung
Aufgrund der erzwungenen Streckung der Molekülketten in Fließrichtung neigen die Makromoleküle dazu, sich beim Abkühlen wieder aufzurollen und zu erholen, und es kommt zu einer Schrumpfung in der Orientierungsrichtung. Der Grad der molekularen Orientierung hängt mit dem Injektionsdruck, der Injektionsgeschwindigkeit, der Harztemperatur und der Werkzeugtemperatur zusammen. Der wichtigste Faktor ist jedoch die Einspritzgeschwindigkeit.
Schrumpfung durch Kompression
Kompressionsschrumpfung und elastische Rückstellung. Kunststoffe sind im Allgemeinen komprimierbar, was bedeutet, dass sich ihr spezifisches Volumen unter hohem Druck erheblich ändert. Bei normalen Temperaturen führt die Erhöhung des Drucks auf ein geformtes Produkt zu einer Verringerung des spezifischen Volumens, einer Erhöhung der Dichte, einer Verringerung des Ausdehnungskoeffizienten und einer erheblichen Verringerung der Schwindungsrate.
Entsprechend dieser Komprimierbarkeit hat die Formmasse einen elastischen Rückstelleffekt, der die Schrumpfung des Produkts verringert. Die Faktoren, die die Formschwindung eines Produkts beeinflussen, hängen mit den Formgebungsbedingungen und den Betriebsbedingungen zusammen.
Merkmale des Präzisionsspritzgießens
Die Prozessmerkmale des Präzisionsspritzgießens sind vor allem hoher Einspritzdruck, hohe Einspritzgeschwindigkeit und präzise Temperaturregelung.
Hoher Einspritzdruck
Tests haben gezeigt, dass der für das Präzisionsspritzgießen erforderliche Druck für verschiedene Kunststoffsorten, -formen und -größen 180-250 MPa betragen sollte (der für das normale Spritzgießen verwendete Einspritzdruck beträgt im Allgemeinen 40-200 MPa). In einigen besonderen Fällen ist ein höherer Druck erforderlich. Der höchste Wert liegt bei 450 MPa.
Schnelle Einspritzgeschwindigkeit
Die Einspritzgeschwindigkeit wirkt sich nicht nur erheblich auf die Produktivität des Produkts aus, sondern, was noch wichtiger ist, sie kann auch die Maßtoleranz des Produkts verringern. Um die Genauigkeit von Spritzgussteilen zu verbessern, insbesondere beim Gießen komplex geformter Produkte, wurde in den letzten Jahren die Einspritzung mit variabler Geschwindigkeit entwickelt, d. h. die Einspritzgeschwindigkeit ändert sich, und ihre Änderungsregeln werden entsprechend der strukturellen Form des Teils und der Leistung des Kunststoffs festgelegt.

Temperaturkontrolle muss präzise sein
Die Temperatur hat einen großen Einfluss auf die Qualität des gegossenen Produkts und ist eine der drei wichtigsten Prozessbedingungen beim Spritzgießen. Beim Präzisionsspritzgießen gibt es nicht nur Probleme mit der Temperatur, sondern auch mit der Genauigkeit der Temperaturregelung.
Es liegt auf der Hand, dass während des Präzisionsspritzgießens die Fließfähigkeit der Kunststoffschmelze, die Gießleistung und die Schrumpfungsrate des Produkts nicht stabil sind, wenn die Temperaturregelung nicht genau ist, so dass die Genauigkeit des Produkts nicht gewährleistet werden kann.

Unter diesem Gesichtspunkt muss beim Präzisionsspritzgießen der Temperaturbereich des Zylinders und der Düse bzw. der Spritzgussform streng kontrolliert werden. Beim Präzisionsspritzgießen wird beispielsweise ein PID-Regler verwendet, um die Temperatur des Zylinders und der Düse zu regeln, und der Temperaturschwankungsbereich wird innerhalb von 1°C geregelt, während die Temperatur bei gewöhnlichen Spritzgießmaschinen 20°C bis 300°C erreichen kann.

Bei der Herstellung von Präzisionsspritzgussteilen müssen wir nicht nur die Temperatur des Zylinders, der Düse und der Form streng kontrollieren, sondern auch den Einfluss der Umgebungstemperatur auf die Genauigkeit des Produkts nach der Entformung berücksichtigen, um die Genauigkeit des Produkts zu gewährleisten.

Schwierigkeiten beim Präzisionsspritzgießen
Kunststoff-Schrumpfungsrate
Bei der Entwicklung von Präzisionskunststoffprodukten muss die Schrumpfungsrate von Kunststoffen berücksichtigt werden.
Auswahl an Präzisionsspritzgießkunststoffen
Die Schrumpfungsrate von Kunststoffprodukten schwankt während des Formprozesses stark. Außerdem sind die Fließ- und Formgebungseigenschaften beim Spritzgießen aufgrund der verschiedenen Polymertypen und Zusatzstoffe, die in den verschiedenen Kunststoffen verwendet werden, unterschiedlich.
Es gibt große Unterschiede: Aufgrund des Einflusses von Faktoren wie Hersteller, Fabriksaison und Umweltbedingungen gibt es auch Probleme mit der Form- und Größenstabilität der geformten Produkte.
Form und Größe des Produkts
Die Form und Größe von Kunststoffteilen haben einen großen Einfluss auf die Genauigkeit der Teile. Die Produktionspraxis zeigt, dass die Genauigkeit umso geringer ist, je komplexer die Form und Größe des Produkts ist.
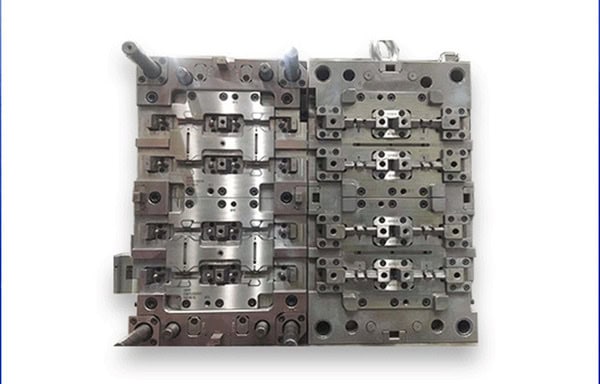
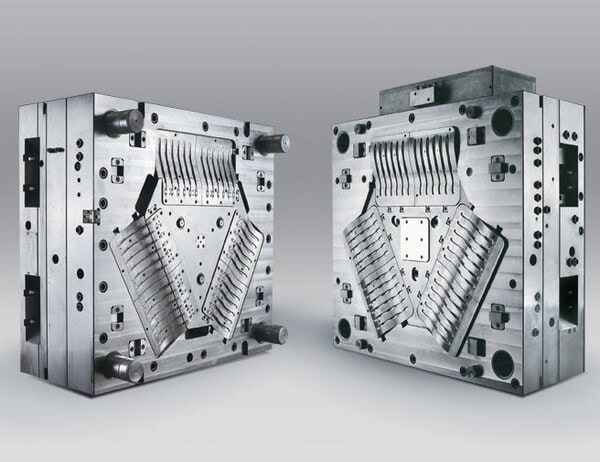
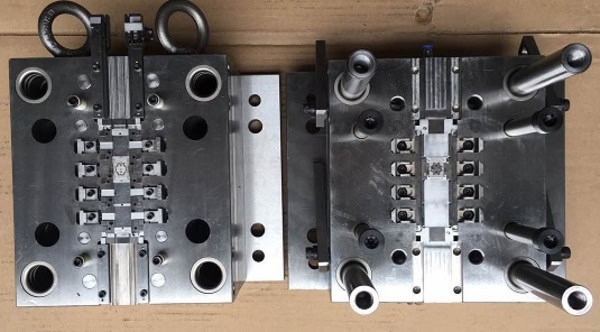
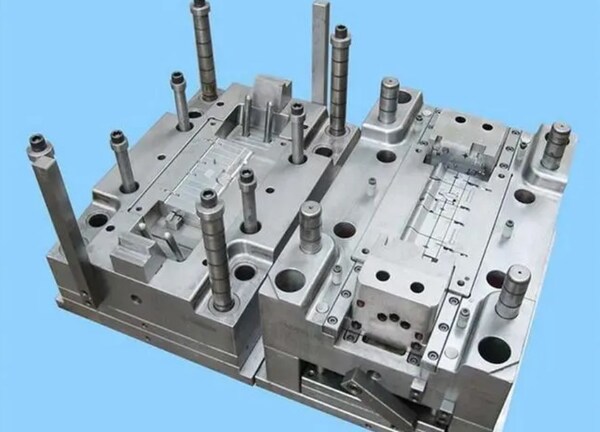
Struktur der Form
Die Genauigkeit von Spritzgussteilen steht in engem Zusammenhang mit der Anzahl der Kavitäten und der Produktionschargen. Es zeigt sich auch, dass die Genauigkeit von Einzelkavitäten-Werkzeugstrukturen höher ist als die von Mehrfachkavitäten-Werkzeugstrukturen, und die Genauigkeit der Kleinserienproduktion ist höher als die Genauigkeit der Großserienproduktion.
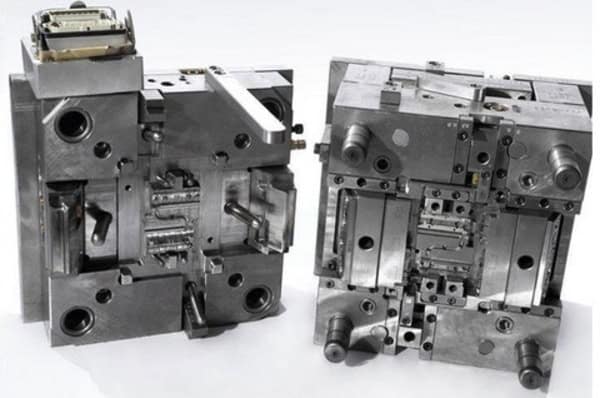
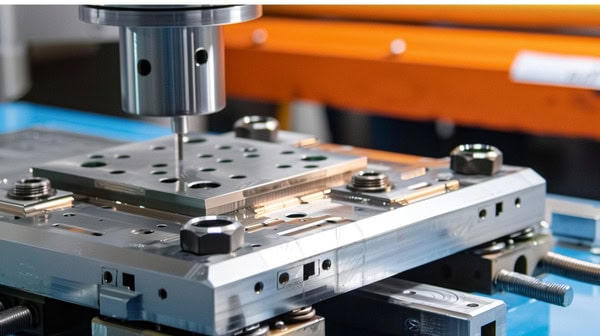
Genauigkeit der Formverarbeitung
Wenn spritzgegossene Produkte geformt werden, werden sie im Formhohlraum geformt. Die Genauigkeit des Produkts wird niemals die Genauigkeit des Formhohlraums übersteigen. Im Allgemeinen ist die Genauigkeit der spritzgegossenen Produkte ein bis zwei Toleranzstufen niedriger als die Genauigkeit der Form.
Was die derzeitige Technologie zur Herstellung von Formen betrifft, so werden die meisten Kavitäten durch Hochgeschwindigkeitsfräsen, Schleifen, Polieren oder elektrische Bearbeitung hergestellt, wodurch die höchste erforderliche Präzision erreicht werden kann.

Spritzgießmaschine
Das Präzisionsspritzgießen erfordert eine hohe Genauigkeit der Produkte. Daher müssen sie im Allgemeinen auf speziellen Präzisionsmaschinen hergestellt werden. Spritzgießen Maschinen. Die Einspritzleistung der Präzisionsspritzgießmaschine muss groß sein, die Regelgenauigkeit muss hoch sein, die Reaktionsgeschwindigkeit des Hydrauliksystems muss schnell sein, und das Formschließsystem muss eine ausreichende Steifigkeit aufweisen.
Schlussfolgerung
Zusammenfassend lässt sich sagen, dass es mehrere Schlüsselfaktoren gibt, die das Präzisionsspritzgießen beeinflussen, wie z. B. enge Toleranzen, Materialauswahl, Präzisionsspritzgießformen, Präzisionsspritzgießmaschinen, Schwindungsprobleme beim Präzisionsspritzgießen usw., die das Präzisionsspritzgießen zu einer Herausforderung machen.






