 コンテンツへスキップ
コンテンツへスキップ 

結論として、精密射出成形には、厳しい公差、材料選択、精密射出成形金型、精密射出成形機、精密射出成形における収縮問題など、いくつかの重要な要素があり、これらが精密射出成形を困難なものにしています。詳細はこちらをご覧ください 射出成形金型ing is a plastic injection molding method that requires precision molds and precision machines. The content of this blog includes concepts, characteristics, influencing factors, selection of plastic materials, precision molds, and characteristics of precision plastic injection machines.

精密射出成形のコンセプト
Precision injection molding is a method of injection molding where the dimensional repeatability of the molded parts is so high that it is difficult to achieve the requirements using a general-purpose injection molding machine and conventional injection molding processes.
精密射出成形は従来の射出成形とは異なる。精密射出成形は、従来の射出成形とは異なり、高分子材料の急速な発展に基づいており、計測機器や電子機器の分野で高精度の金属部品の代わりに精密プラスチック部品を使用します。

現在の精密射出製品の定義指標には、製品サイズの再現性と製品品質の再現性が含まれる。

厳しい公差
射出成形で部品を設計・製造する場合、寸法と公差を正しくすることが非常に重要です。そうしないと、部品が機能しなかったり、故障したりする可能性があるからです。これは、プラスチック射出成形で作られた複雑な部品に特に当てはまります。

厳しい公差は大きな問題である。射出成形の場合、一般的な公差は+/-0.1mmで、非常に厳しい公差は+/-0.025mmです。一般的なルールとして、精密射出成形金型の寸法公差は、製品の寸法公差の1/3以下になるように制御する必要があります。
素材の選択
精密射出成形用のプラスチックを選ぶのは難しいことです。プラスチック製品の収縮率は、成形中に大きく変化します。プラスチックの種類によって射出成形時の流動特性や比率が異なるのは、使用するポリマーや添加剤の種類や量が異なるからです。

つまり、同じプラスチックを同じ量だけ使っても、そのプラスチックで作る製品の形や大きさは違ってくるということだ。また、誰が作ったか、季節や天候によって形や大きさが異なることもある。

そのため、精密射出成形用のプラスチックは、流動性や成形性が良いことに加えて、形状や大きさを保つ製品を作る必要があります。そうでなければ、製品が正しいサイズであることを確認することができません。
だから、射出成形で精密プラスチック製品を作るときは、どんなプラスチックを使うのか、成形するときにどんな働きをするのかをよく考えなければならない。収縮が少なくて、同じ形や大きさが長く保てるプラスチックを使うようにしなければなりません。

精密射出成形用の材料を選ぶ際には、機械的強度が高く、寸法安定性が高く、耐摩耗性に優れ、さまざまな環境に適応できるものが望ましい。

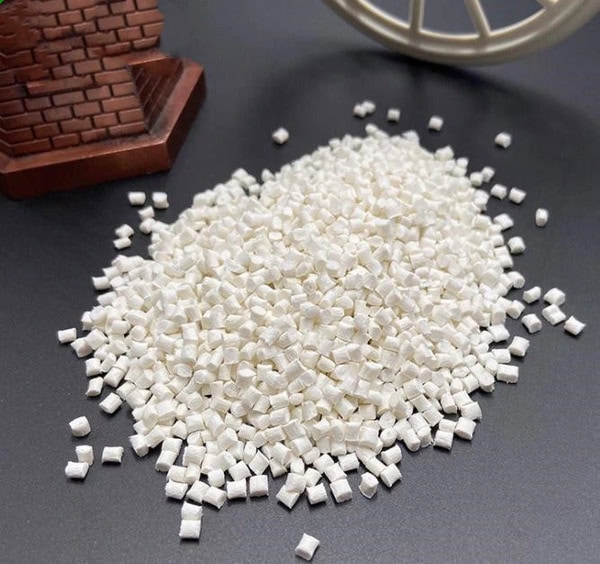
よく使われる素材は4つある
POMと炭素繊維強化(CF)またはガラス強化(GF)。この材料は、良好な耐クリープ性、良好な耐疲労性、良好な耐候性、良好な誘電特性を有し、燃焼しにくく、潤滑剤を放出しやすい。

PAおよびガラス繊維強化PA66。耐衝撃性と耐摩耗性が強く、流動性が良好で、肉厚0.4mmの製品を成形できる。ガラス繊維強化PA66は耐熱性がある(融点250℃)。欠点は吸湿性である。一般に、成形後に乾燥させる必要がある。

PBT強化ポリエステル。成形時間が短い。成形時間は以下の通り:PBT=POM=PA66=PA6。

D.PCおよびGFPC。特徴耐摩耗性、剛性、寸法安定性、耐候性、難燃性、成形性に優れる。
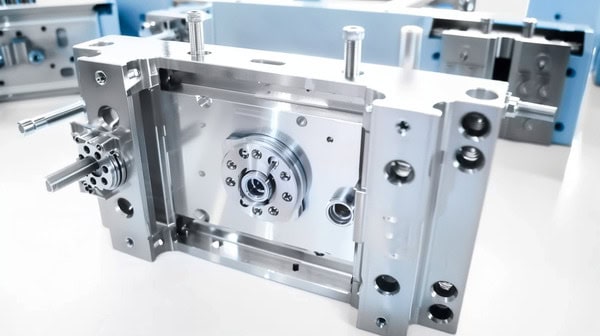
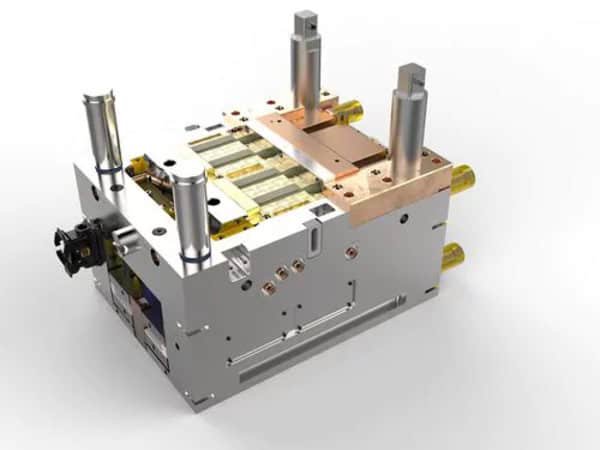
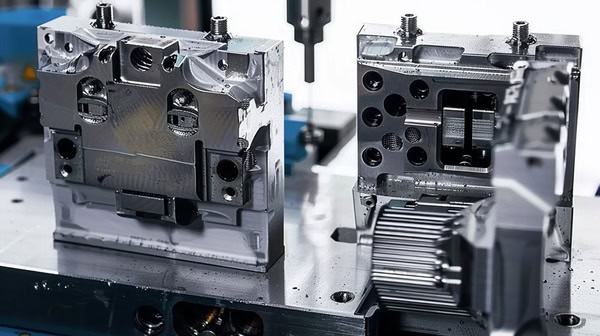
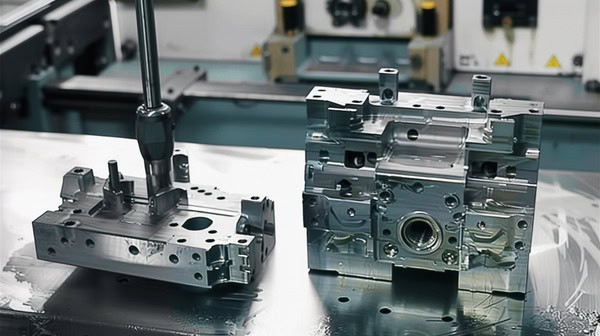
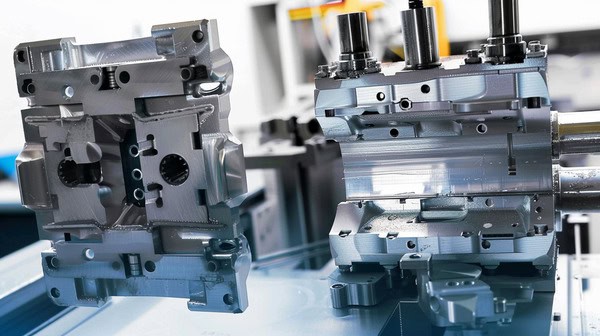
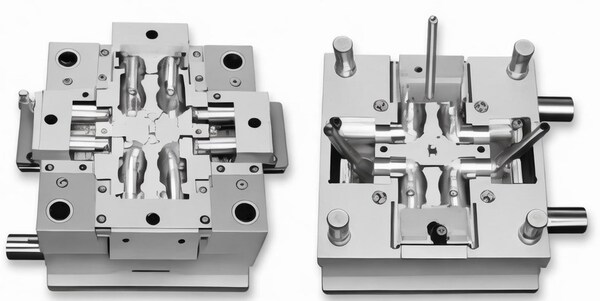
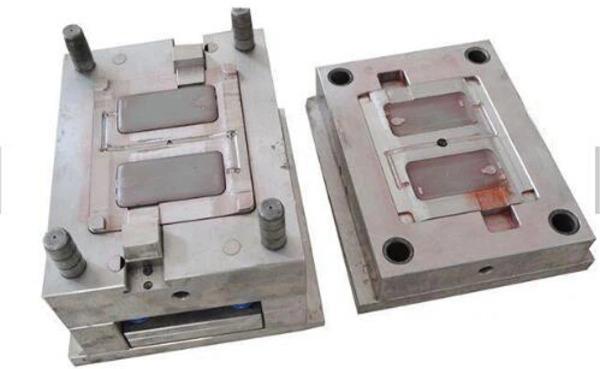
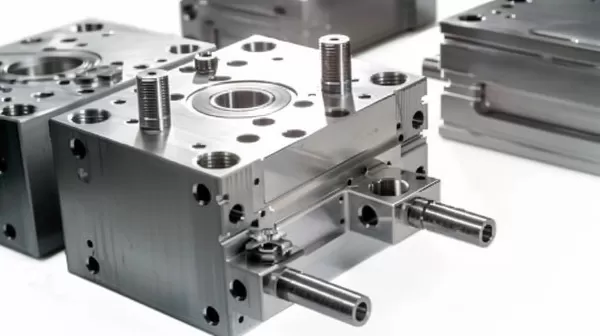
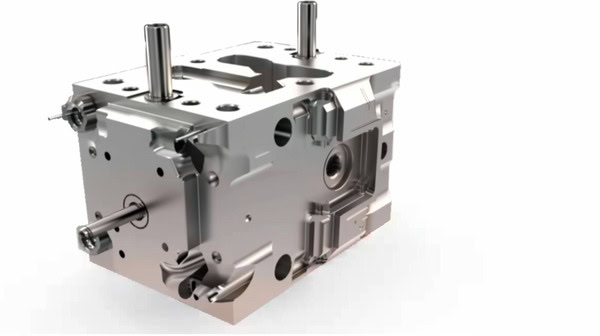
精密射出成形金型
金型は超精密でなければならない。金型の精度は加工・組立技術と密接な関係がある。もし、設計時に正しい技術要求を提示しなければ、あるいは金型構造設計がよくなければ、いくら加工と組立技術がよくても、金型の精度を保証することはできない。精密射出成形金型の精度が設計の問題に影響されないようにするには、次の4つの点に注意する必要があります:
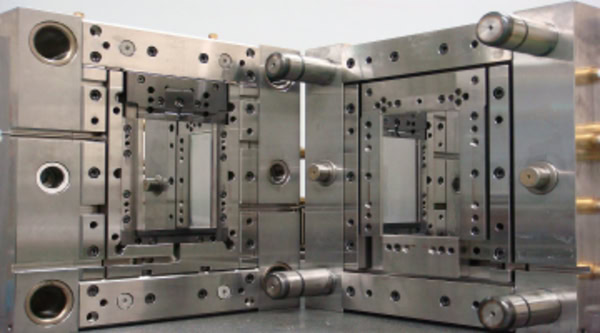
部品の設計精度と技術要件は、製品の精度と適合していなければならない。金型は製品の精度を保証しなければならない。まず、金型のキャビティ精度とパーティング面の精度が製品の精度と一致しなければならない。一般的に言えば、精密射出成形金型のキャビティの寸法公差は製品の公差の3分の1以下であるべきで、製品の実際の状況に基づいて決定する必要があります。

パーティング面の精度(パーティング面の平行度)は、主に金型キャビティの精度を保証するために使用されます。小型精密射出成形金型の場合、パーティング面の平行度の技術的要求は約0.005mmです。金型内の構造部品は金型キャビティ精度に直接関与しませんが、金型キャビティ精度は金型キャビティ精度に直接関与します。 射出成形金型キャビティの精度、ひいては製品の精度に影響する。したがって、その構造部分には適切かつ合理的な精度を提供する必要があります。
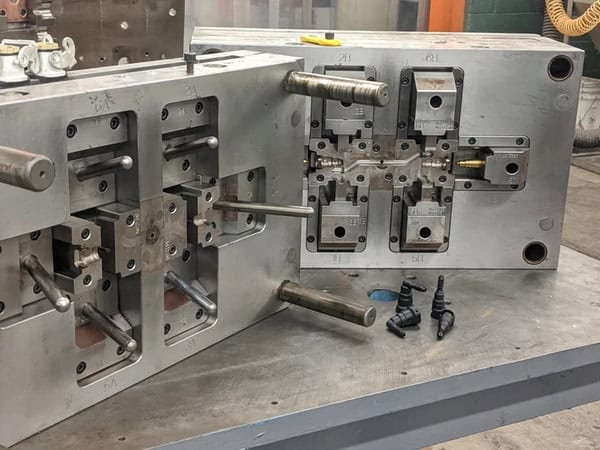
移動金型と固定金型のマッチング精度をチェックする。一般的に、通常の射出成形金型は、主にガイドピラーの案内機構によって合わせ精度を確保している。しかし、ガイドピンとガイド穴のクリアランスフィットにより、大小にかかわらず、両者の間には常に一定の隙間が存在する。この隙間は射出成形機への取り付け精度に影響し、可動金型と固定金型の位置ずれを生じることが多く、精密製品の射出成形には使用しにくい。

また、高温の射出成形条件下では、可動テンプレートと固定テンプレートの熱膨張により、両者の位置ずれが生じ、製品精度が変化することがある。
精密射出成形金型では、可動金型と固定金型との位置ずれを極力少なくし、可動金型と固定金型のアライメント精度を確保する努力が必要である。コーン位置決め機構や円筒ガイドピン位置決め機構、ガイドピラー案内機構などを設計することができます。使用する。

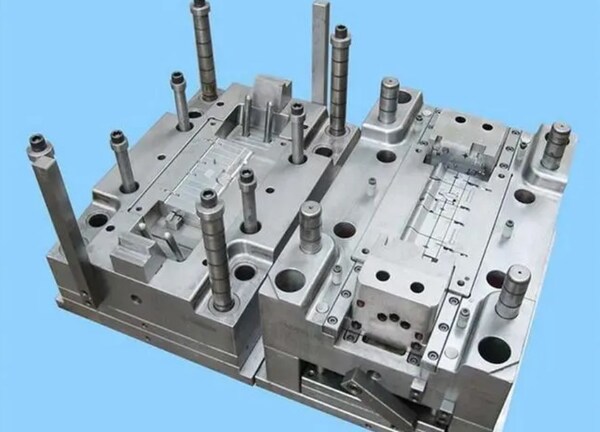
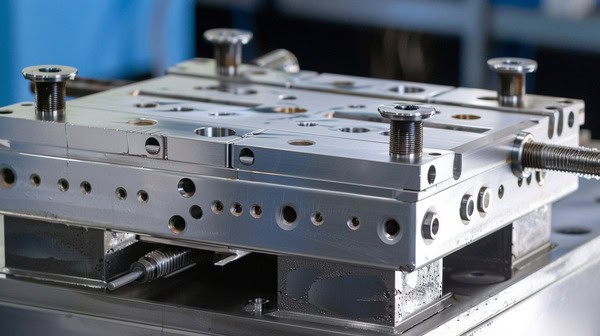
金型構造には十分な剛性が必要。精密射出成形用金型は十分な剛性を持たなければならない。そうでないと、射出圧力や型締力がかかったときに大きく曲がってしまう。これは金型の精度を変え、製品の精度に影響する。
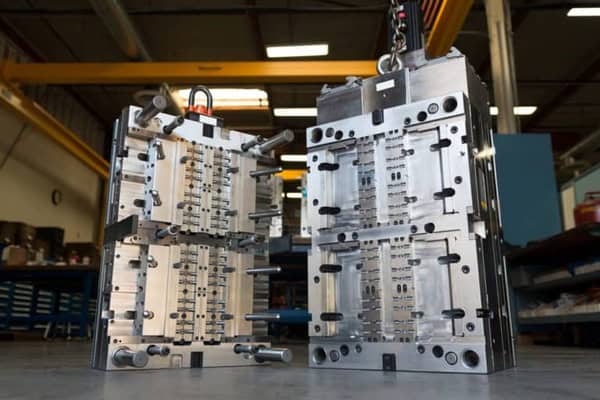
一体型の金型の場合、その形状、大きさ、材質によって十分な剛性が得られるはずだ。インサートがある金型の場合、その剛性はインサートを固定する金型枠に左右されることが多い。金型枠は40Cr合金の構造用鋼で作られるべきである。HRC30程度の硬さに熱処理する必要がある。

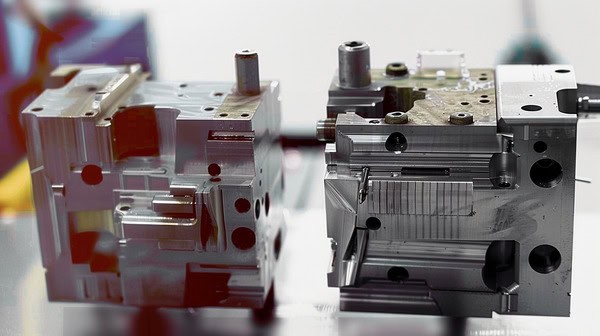
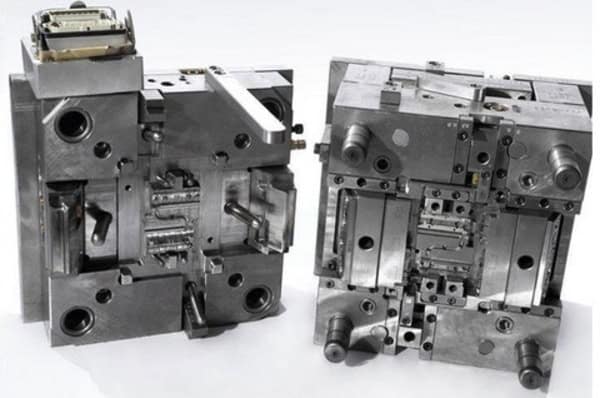
金型内の可動部品の動きは正確でなければならない。射出成形金型には、可動式のインサートや可動式の中子が組み込まれていることが多い。もしこれらの可動部品の動きが不正確であれば、つまり、可動するたびに元の位置に正確に戻らなければ、いくら金型部品の加工精度が高くても、金型自体の構造精度や製品の精度が大きく変動してしまいます。 この問題を解決するために、いくつかの特殊な運動位置決め構造を採用する必要がある。

精密射出成形機
精密射出成形機とは、精密プラスチック製品を成形して生産する機械である。通常、精密射出成形機の指標には、製品サイズの繰り返し偏差と、製品重量の繰り返し偏差の2つがある。前者はサイズや製品の厚みが異なるため比較が難しく、後者は射出成形機の総合的なレベルを表す。

一般に、通常のウェイト・リピータビリティ・エラー 射出成形 の機械は約1%であり、より優れた機械は0.8%に達する。0.5%以下なら精密機械、0.3%以下なら超精密機械である。前述したように、精密射出成形機は一般的に0.01~0.001mm以内の製品寸法精度が要求される。
精密射出成形機の制御面での特徴
繰り返し精度(再現性)の要求が高い射出成形パラメータには、マルチレベル射出フィードバック制御を使用する必要があります:マルチレベル位置制御、マルチレベル速度制御、マルチレベル圧力保持制御、マルチレベル背圧制御、マルチレベルスクリュー速度制御。

変位センサーの精度は0.1mmに達することが要求され、計量ストローク、射出ストローク、残材料パッド(射出監視点)の厚さを厳密に制御することができ、各射出の精度を確保し、製品の成形精度を向上させる。
バレルとノズルの温度制御は正確でなければならず、昇温時のオーバーシュートは小さくなければならず、温度変動は小さくなければならない。精密射出成形はPID制御を採用し、温度精度が-0.5℃以内になるようにする。

可塑化品質への要求プラスチックの可塑化の均一性は、射出成形品の成形品質に影響するだけでなく、溶融プラスチックがゲートを通過する際の抵抗にも影響します。均一な可塑化を得るためには、特殊なスクリューと特殊な可塑化技術の使用が不可欠です。
さらに、バレルの温度も正確に制御する必要がある。現在、スクリューとバレルの温度はほとんどPID(比例、微分、積分)で制御されている。精度は±1℃以内に制御でき、基本的に精密射出成形の要求を満たすことができる。FUZZY制御を使用する場合は、この方法は、精密射出成形に適しています。
作動油は高温に保たれていなければならない。油温が変化すると噴射圧力が変化します。油温を50~55℃に保つためには、油温をコントロールできる加熱冷却システムを使用する必要があります。

保持圧力の影響保持圧力はプラスチック部品の品質に大きな影響を与える。つまり、保持圧力はプラスチック部品の充填を良くし、プラスチック部品の変形を抑え、プラスチック部品の精度をコントロールすることができます。保持圧力の安定性はプラスチック部品の品質を決定する。射出成形サイクル終了時のスクリューの位置と保圧の安定性は、プラスチック部品の品質を決定する最も重要な2つの要因である。
金型温度管理の条件が同じであれば、冷却時間が同じであれば、金型キャビティ温度が低い製品の厚みは、高い製品の厚みよりも大きくなる。例えば、POMやPA材料では、金型温度が50℃の場合、50~100μmの厚さの製品が、80℃では20~40μmに、100℃では10μmにしかなりません。室温は精密製品の寸法公差にも影響する。

精密射出成形機の構造的特徴
精密射出成形機は射出圧力が高いため、金型クランプシステムに剛性が要求される。移動テンプレートと固定テンプレートの平行度は0.05~0.08mm以内に制御される。そのためには、低圧の金型保護と型締力の正確な制御が必要です。型締力の大きさは金型の変形の程度に影響し、最終的に部品の寸法公差に影響する。

金型の開閉速度は速くなければならず、通常は60mm/s前後である。スクリュー、スクリューヘッド、チェックリング、バレルなどの可塑化部品は、強力な可塑化能力、良好な均質化、高い射出効率を持つ構造で設計する必要があります。
スクリューの駆動トルクが大きく、無段階に回転数を変えられること。精密射出成形機の種類に関係なく、製品の寸法再現性と品質再現性を安定的に制御できなければならない。

精密射出成形における収縮問題
精密射出成形品には、寸法公差、幾何学的精度、表面仕上げの概念だけでなく、再現性、日、月、年、用途環境に対する安定した精度の概念がある。これらの精度は、完成材料の特性や金型精度だけでなく 製造精度に影響を与える成形収縮率にも関係しています。

熱収縮、相変化収縮、配向収縮、圧縮収縮である。
熱収縮
成形材料や金型材料に固有の熱物性である。金型温度が高ければ、製品の温度も高くなり、実際の収縮率も高くなる。したがって、精密射出成形の金型温度は高すぎてはならない。
相変化収縮率
結晶性樹脂が配向する過程でポリマーが結晶化し、比体積が減少することを相変化収縮という。
金型温度が高いと結晶化度が高くなり、収縮率が大きくなるが、一方、結晶化度が高くなると製品の密度が高くなり、線膨張係数が小さくなり、収縮率が小さくなる。したがって、実際の収縮率はこの2つの複合効果によって決定される。
方向収縮
分子鎖が流れ方向に強制的に引き伸ばされるため、高分子は冷却されると再びカールして回復する傾向があり、配向方向に収縮が起こる。分子配向の度合いは、射出圧力、射出速度、樹脂温度、金型温度に関係する。しかし、主なものは射出速度である。
圧縮による収縮
圧縮収縮と弾性回復。プラスチックは一般に圧縮性があり、高圧下では比体積が大きく変化する。常温では、成形品の圧力を上げると、比容積は減少し、密度は増加し、膨張係数は減少し、収縮率は著しく減少する。
この圧縮性に対応して、成形材料には弾性回復効果があり、製品の収縮を抑えることができる。製品の成形収縮率に影響を与える要因は、成形条件と運転条件に関係する。
精密射出成形の特徴
精密射出成形のプロセス特性は、主に高い射出圧力、速い射出速度、精密な温度制御である。
高い射出圧力
精密射出成形に必要な射出圧力は、プラスチックの品種、形状、サイズによって180~250MPaであることが試験で証明されている(通常の射出成形に使用される射出圧力は一般的に40~200MPa)。特殊なケースでは、それ以上の圧力が要求されることもある。最高は450MPa程度に達している。
速い射出速度
射出速度は、製品の生産性に大きく影響するだけでなく、より重要なことは、製品の寸法公差を小さくすることができる。射出成形部品の精度を向上させるために、特に複雑な形状の製品を成形するために、近年、可変速射出が開発されている。つまり、射出速度が変化し、その変化ルールは部品の構造形状とプラスチックの性能に応じて決定される。

温度管理は正確でなければならない
温度は成形品の品質に大きく影響し、射出成形の三大工程条件の一つである。精密射出成形では、温度の問題だけでなく、温度制御精度の問題もある。
当然ながら、精密射出成形工程では、温度制御が正確でなければ、プラスチック溶融物の流動性、製品の成形性能と収縮率が安定せず、製品の精度が保証されない。

このような観点から、精密射出成形を行う場合、バレルやノズル、あるいは射出成形金型の温度範囲を厳密に管理する必要がある。例えば、精密射出成形では、バレルとノズルの温度制御にはPIDコントローラが使用され、温度変動幅は1℃以内に制御されるが、通常の射出成形機では、その温度は20℃から300℃に達することがある。

精密射出成形を行う場合、製品の精度を確保するために、バレル、ノズル、金型の温度を厳密に管理することに加え、周囲の温度が脱型後の製品の精度に与える影響にも注意を払わなければならない。

精密射出成形の難しさ
プラスチック収縮率
精密プラスチック製品を設計する際には、プラスチックの収縮率を考慮する必要がある。
精密射出成形プラスチックの選択
プラスチック製品の収縮率は成形過程で大きく変動する。また、プラスチックによって使用されるポリマーや添加剤の種類が異なるため、射出成形時の流動特性や成形性も異なります。
メーカーや工場の時期、環境条件などの影響もあり、成形品の形状や寸法の安定性に問題がある。
製品の形状とサイズ
プラスチック部品の形状やサイズは、部品の精度に大きな影響を与えます。生産現場では、製品の形状やサイズが複雑になればなるほど、精度が低下することが分かっています。
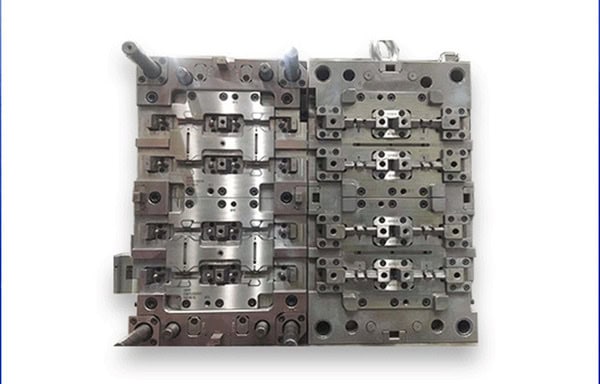
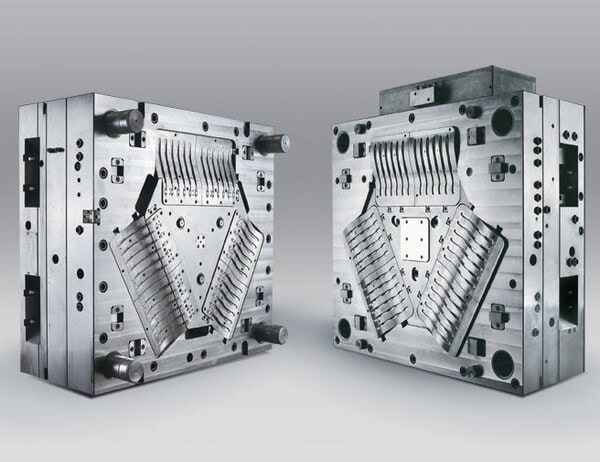
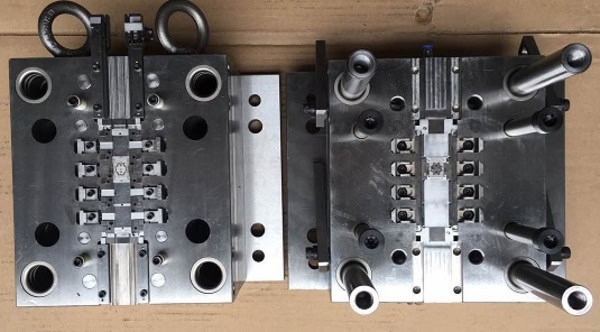
金型の構造
射出成形部品の精度は、金型キャビティ数と生産バッチ数と密接な関係がある。また、単一キャビティ金型構造の精度は複数キャビティ金型構造の精度より高く、小ロット生産の精度は大ロット生産の精度より高いことを示している。
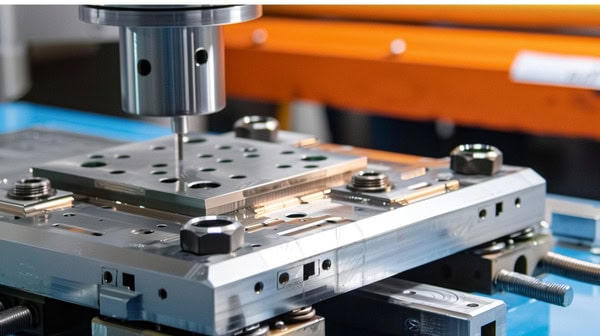
金型加工の精度
射出成形品は金型キャビティ内で成形される。製品の精度が金型キャビティの精度を超えることはありません。一般的に、射出成形品の精度は金型の精度より1~2段階低い。
現在の金型製造技術を見る限り、ほとんどの金型キャビティは高速フライス加工、研削加工、研磨加工、電気機械加工によって製造されており、要求される最高の精度を達成することができる。

射出成形機
精密射出成形では、製品の高い精度が要求される。そのため、一般的には特別な精密射出成形機で行う必要があります。 射出成形 射出成形機の射出能力は大きく、制御精度が高く、油圧システムの応答速度が速く、型締システムの剛性が十分でなければならない。精密射出成形機の射出力は大きく、制御精度は高く、油圧システムの応答速度は速く、型締システムは十分な剛性を持たなければならない。
結論
In conclusion, there are several key factors that affect precision injection molding, such as tight tolerances, material selection, precision injection molds, precision injection machines, shrinkage issues in precision injection molding, and so on, which make precision injection molding challenging. See our Injection Molding Complete Guide for a comprehensive overview.






