 Zum Inhalt springen
Zum Inhalt springen 

- Ein typisches Spritzgussteil kostet 0,15–5,00 € pro Einheit, aber das Werkzeug selbst kostet 5.000–100.000 € oder mehr, je nach Komplexität.
- Die Produktionsmenge ist der größte Kostentreiber – eine 20.000 €-Form erhöht die Kosten um 2,00 €/Teil bei 10.000 Stück, aber nur um 0,20 €/Teil bei 100.000.
- Die Materialkosten machen typischerweise 20–50 % des Preises pro Teil aus; Technikkunststoffe wie PEEK kosten 10–20-mal mehr als Standard-PP.
- Maschinenkosten, Zykluszeit und Arbeitskraft machen zusammen 30-60 % der Kosten pro Teil aus.
- Versteckte Kosten – Nachbearbeitung, Ausschuss, Versand, Werkzeugwartung – addieren 10-25 % zum angebotenen Preis.
Was sind die Hauptfaktoren, die die Kosten pro Teil beim Spritzgießen bestimmen?
Die fünf Kernfaktoren, die Ihre Spritzgusskosten bestimmen, sind Formwerkzeug1, Material, Maschinenkostensatz, Zykluszeit2und Nachbearbeitung. Wenn Sie Lieferanten vergleichen, sehen Sie unseren injection molding supplier sourcing guide für die Angebotsvorbereitung und Risikoprüfungen.
Die Kosten eines Spritzgießen Teil wird von fünf Kernfaktoren bestimmt: Werkzeugkosten, Rohmaterialpreis, Maschinenstundensatz, Zykluszeit und Nachbearbeitung. Jedes Angebot, das Sie von einer Fabrik erhalten, ist letztlich eine Berechnung basierend auf diesen fünf Eingaben zuzüglich der Marge des Lieferanten.
In der Praxis sind die meisten Ingenieure überrascht, wie stark die Werkzeugkosten bei geringen Stückzahlen dominieren. Ein Präzisions-Mehrfachwerkzeug für ein Gehäuse könnte $35.000 kosten. Wenn Sie nur 5.000 Teile benötigen, schlägt das Werkzeug allein mit $7,00 pro Teil zu Buche – noch bevor Sie Harz kaufen oder die Maschine laufen lassen. Skalieren Sie dasselbe Werkzeug auf 500.000 Teile über zwei Jahre, sinkt der Werkzeuganteil auf $0,07 pro Teil, wodurch Material- und Verarbeitungskosten die Haupttreiber werden.
Hier die kurze Hierarchie der Kosteneinflüsse, vom höchsten zum niedrigsten Einfluss: (1) jährliche Produktionsmenge, (2) geometrische Komplexität des Teils, (3) Materialauswahl, (4) Anzahl der Formhohlräume3, (5) geografische Lage des Lieferanten. Beachten Sie, dass „billigste Fabrik“ nicht auf dieser Liste steht – denn eine Fabrik mit schlechter Qualitätskontrolle kostet Sie mehr durch Ausschuss, Verzögerungen und Garantieansprüche, als Sie je am Stückpreis gespart haben.

Wie viel kostet das Spritzgießwerkzeug und wie wird es abgeschrieben?
Das Spritzgießwerkzeug ist die größte Vorabinvestition in jedem Spritzgießprojekt und am empfindlichsten gegenüber der Produktionsmenge. Ein Einkavitätenwerkzeug für ein Halterungsteil kostet 5.000–12.000 €; ein Mehrkavitäten-Präzisionswerkzeug mit Seitenaktionen, Liftern und Heißkanal kostet 40.000–100.000 € oder mehr.
Die Werkzeugabschreibung – die Verteilung der einmaligen Formeninvestition auf Ihre Produktionsmenge – ist die entscheidende Kennzahl. Nehmen Sie den gesamten Formenpreis und teilen Sie ihn durch Ihre erwartete Gesamtproduktionsmenge. So sieht das in der Praxis aus:
| Form Typ | Cost Range | Bei 10.000 Teilen | Bei 50.000 Teilen | Bei 500.000 Teilen |
|---|---|---|---|---|
| Einkavität, einfach | $5,000-$12,000 | $0.50-$1.20 | $0.10-$0.24 | $0.01-$0.02 |
| Mehrkavität (4-8) | $20,000-$50,000 | $2.50-$5.00 | $0.50-$1.00 | $0.04-$0.10 |
| Heißkanal, komplex | $40,000-$80,000 | $4.00-$8.00 | $0.80-$1.60 | $0.08-$0.16 |
| Hochkavitation (16-32) | $60,000-$150,000 | $3.75-$9.38 | $0.75-$1.88 | $0.08-$0.19 |
| Einsatzwerkzeug / Umspritzen | $15,000-$60,000 | $1.50-$6.00 | $0.30-$1.20 | $0.03-$0.12 |
Die Zahlen sind eindeutig: Bei einer erwarteten Stückzahl unter 10.000 Teilen ist ein Einkavitätenwerkzeug fast immer die richtige Wahl. Die Mehrkosten für Mehrkavitation amortisieren sich erst ab 30.000–50.000 Einheiten. Aber sobald Sie im Bereich von 100.000+ liegen, reduziert die Investition in mehr Kavitäten die Kosten pro Teil deutlich durch kürzere Zykluszeiten pro Stück.
Ein weiterer Punkt, den die meisten Erstkäufer übersehen: Werkzeugwartung. Ein gut gewartetes Produktionswerkzeug in einer Anlage mit 47 Spritzgießmaschinen benötigt typischerweise 500–2.000 € jährlich für Wartung – Polieren, Ersetzen verschlissener Auswerferstifte, Nachbearbeitung der Trennlinien. Planen Sie 2-5 % der anfänglichen Werkzeugkosten pro Jahr für Wartung ein und berücksichtigen Sie dies in Ihrer Gesamtkostenrechnung.
ZetarMold Fabrikdaten: Unsere Formenfertigung in Shanghai liefert monatlich über 100 Formsätze mit 23 speziellen Formenbaumaschinen. Mit Maschinen von 90 bis 1850 Tonnen Schließkraft können wir alles herstellen, von Mikroteilen bis zu großen Gehäusen bis 10 kg. Jede Form wird in unserem 6-stufigen QS-Prozess überwacht, um die Maßgenauigkeit vor Produktionsstart sicherzustellen.
Wie beeinflusst die Materialwahl Ihre Stückkosten?
Der Rohstoff macht typischerweise 20–50 % Ihrer Kosten pro Teil aus, und die Spanne zwischen Standard- und Technikkunststoffen ist enorm. Polypropylen (PP) kostet 1,00–1,50 € pro Kilogramm. PEEK? Das sind 80–120 € pro Kilogramm. Gleiches Teil, gleiche Form – allein das Material kann Ihre Stückkosten um den Faktor 10 verändern.
Aber Materialkosten sind nicht nur der Preis pro Kilogramm. Sie müssen auch das Teilegewicht, den Anguss- und Sprue-Abfall (typischerweise 5-15 % des Schussgewichts) und die Möglichkeit der Materialrückführung berücksichtigen. Amorphe Materialien wie ABS und PC vertragen Regranulat besser; teilkristalline Materialien wie POM und PBT sind empfindlicher gegenüber Wiederaufbereitung.
| Material | Preis/kg (USD) | Typical Use | Relativer Kostenindex |
|---|---|---|---|
| PP (Polypropylen) | $1.00-$1.50 | Verpackungen, Gehäuse, lebende Scharniere | 1,0x (Basiswert) |
| ABS | $1.50-$2.50 | Gehäuse, Automobilinnenraum | 1,5x |
| PA6 (Nylon 6) | $2.50-$4.00 | Zahnräder, Strukturteile | 2,5x |
| PC (Polycarbonat) | $3.00-$5.00 | Transparente Abdeckungen, LED-Linsen | 3.0x |
| POM (Acetal) | $2.50-$4.50 | Precision gears, bushings | 3.0x |
| PPO/PPE | $4.00-$7.00 | Electrical housings, fluid handling | 4.0x |
| PPS | $5.00-$10.00 | Under-hood automotive, connectors | 5.5x |
| PEEK | $80-$120 | Aerospace, medical implants | 65x |
In our experience, when our engineers review part designs with customers at our Shanghai facility, the most common cost-reduction opportunity is over-specifying material. Many engineers specify PC-ABS or glass-filled nylon when standard ABS or PA6 would meet all functional requirements. Running a proper material selection analysis — looking at tensile strength, impact resistance, thermal requirements, and chemical exposure — can cut material cost by 30-50% without sacrificing performance.
Welche Rolle spielt die Produktionsmenge für die Kosten pro Teil?
Production volume is the single most powerful lever on per-part cost because it affects every other cost component. Higher volume justifies multi-cavity molds (lower cycle time per part), enables bulk material purchasing (5-15% discount), and reduces the overhead allocation per piece. In injection molding, volume isn’t just a number — it’s the architecture of your cost structure.
Here’s a real example. We recently quoted a 45mm diameter gear housing in PA6+GF30 for a power tool customer. At 5,000 units, the unit price was $3.85 (single-cavity mold, full markup on low-volume material buy). At 50,000 units, it dropped to $1.42 (4-cavity mold, bulk resin pricing, optimized cycle time). At 500,000 units annually, we hit $0.68 — less than one-fifth of the low-volume price.

The crossover point — where investing in a better mold starts paying for itself — is typically around 30,000-50,000 units for most part geometries. Below that threshold, a simple single-cavity mold with manual loading and standard tolerances is usually your most economical option. Above 100,000 units, you should seriously consider hot runner systems, high-cavitation molds, and automation to squeeze out every cent of savings.
Volume also affects which supplier can serve you best. A factory with 47 injection machines and monthly capacity of millions of parts can offer significantly better per-part pricing at volume than a small shop with 5-10 machines, because the larger factory has lower overhead per machine-hour and can schedule production more efficiently.
The quoted unit price is never the full story. After 20 years of running injection molding projects, we’ve seen every hidden cost there is. The most commonly overlooked items add up to 10-25% above the quoted per-part price.
First: secondary operations. Does your part need assembly, ultrasonic welding, pad printing, chrome plating, or heat staking? Each secondary step adds $0.05-$2.00 per part depending on complexity. A part that costs $0.80 to mold might cost $2.30 after silk screening, UV coating, and threaded insert installation.
Second: packaging and logistics. Export packaging for delicate cosmetic parts (custom foam inserts, individual poly bags, desiccant packs) can add $0.10-$0.50 per part. Ocean freight from Shanghai to Los Angeles for a standard pallet currently runs $2,000-$4,000 — spread across the pieces on that pallet, it’s usually $0.02-$0.15 per unit, but for bulky, lightweight parts the shipping can exceed the molding cost.
“Scrap rate is built into every factory’s quotation, typically 2-5% for simple parts and 5-10% for complex or tight-tolerance parts.”Wahr
TRUE — Every factory factors in a scrap allowance. If your part has tight tolerances, complex geometry, or requires a specific surface finish (like high-gloss or optical clarity), the scrap rate will be higher. The cost of scrapped material and machine time is distributed across the good parts in your quote.
“The per-part price quoted by a Chinese factory includes all shipping costs to your warehouse door (DDP).”Falsch
FALSE — Most Chinese injection molding quotes are FOB (Free on Board) Shanghai or EXW (Ex Works). FOB means the factory’s price ends when goods pass the ship’s rail at the port. You pay ocean freight, import duties, customs brokerage, and last-mile delivery separately. DDP pricing is available but adds 15-25% to account for the factory’s risk and logistics overhead.
Third: quality control and inspection. Incoming quality control (IQC), in-process inspection, and final quality control (FQC) are standard at any reputable factory. But if you require 100% dimensional inspection, CMM reports for every batch, or third-party inspection by SGS/QIMA, expect to pay $0.02-$0.20 per part extra. It’s worth it for critical components, but it’s not free.
Fourth: mold modification and design changes. First-time Spritzgussform tooling rarely produces perfect parts on the first try. Most molds need 1-3 rounds of modifications — adjusting gate size, fixing flash, tuning shrinkage compensation. These modifications are typically included in the initial tooling price (called T1-T3 sampling), but major design changes initiated by the buyer are billed separately at $2,000-$5,000 per change.
Wie beeinflussen Designentscheidungen die Kosten?
Design for manufacturability (DFM) is where you win or lose the cost game before a single part is molded. Every design decision — wall thickness, draft angle, undercut, surface finish — has a direct line-item impact on your per-part price. The good news: most DFM improvements are free. They just require thinking about the molding process during the design phase, not after.
Wall thickness is the biggest lever. Thicker walls mean longer cooling time, which means longer cycle time, which means higher per-part cost. A part with 3mm walls might need 30 seconds to cool; the same geometry with 2mm walls might cool in 18 seconds. That 40% reduction in cycle time translates directly to 40% lower machine cost per part. Uniform wall thickness also prevents sink marks, warpage, and internal voids — eliminating quality costs downstream.
“Specifying a Class 101 mold (highest precision, 1M+ cycle life) for a part that only needs 50,000 units is a waste of money.”Wahr
TRUE — Mold classification matters. A Class 101 mold with hardened steel cavities and precision temperature control costs 3-5x more than a Class 104 mold (standard tolerance, <100K cycles). If your total volume is under 100,000 parts, a Class 102 or 103 mold is usually the right balance of cost and durability. Over-specifying the mold class is one of the most common ways buyers overspend.
“Adding more features and complexity to a part during initial design costs the same as a simpler version, since the mold is being built from scratch anyway.”Falsch
FALSE — Every additional undercut, side action, lifter, or threaded core adds $2,000-$15,000 to the mold cost and increases cycle time by 5-20 seconds. A simple two-plate mold with straight-pull geometry might cost $8,000 and run 15-second cycles. The same part with two side cores and a threaded insert feature could cost $28,000 and need 35-second cycles. Simplicity saves money at every scale.
Surface finish is another cost multiplier. SPI A-1 (mirror polish) requires hand polishing the cavity for 8-16 hours, adding $1,000-$5,000 to the mold cost. SPI B-1 (fine matte) is achievable with standard EDM finish and costs nothing extra. If your part isn’t cosmetic-facing, skip the premium finish.
ZetarMold Fabrikdaten: Our 8 senior engineers (each with 10+ years of experience) provide complimentary DFM analysis with every mold quotation. We flag cost-saving opportunities — wall thickness optimization, draft angle corrections, gate placement alternatives — before you commit to tooling. With 400+ materials in our database, we can recommend the most cost-effective resin for your performance requirements.
Wie können Sie die Kosten pro Teil beim Spritzgießen senken?
You can cut injection molding cost per part by 15-60% through three levers: design optimization, process efficiency, and supply chain strategy. Here are the specific tactics, ranked by savings impact.
| Strategy | Savings Potential | When to Apply | Effort Level |
|---|---|---|---|
| Increase production volume | 30-60% | Always — combine annual demand | Niedrig |
| Optimize wall thickness (uniform, thinner) | 15-40% on machine cost | Design phase | Mittel |
| Switch to multi-cavity mold | 25-50% per part at volume | Above 30K units | Mittel |
| Negotiate bulk material pricing | 5-15% | Über 5 Tonnen/Jahr | Niedrig |
| Sekundärbearbeitung eliminieren | 10-30% | Design phase | Hoch |
| Verwenden Sie eine Familienform für ähnliche Teile | 20-40% an Werkzeugen | Mehrere ähnliche Teile | Mittel |
| Oberflächengüteanforderungen reduzieren | 5-15% | Nicht-kosmetische Teile | Niedrig |
| Bezug aus China vs. lokal | 30-50% | Wenn Qualitätsstandards erfüllt sind | Mittel |
Die am wenigsten genutzte Taktik ist die Konsolidierung. Wenn Sie das gleiche Teil im Laufe des Jahres in mehreren Chargen bestellen, fassen Sie diese zu einer Jahresbestellung zusammen. Selbst wenn Sie nicht alle Teile sofort benötigen, überwiegen die Stückkosteneinsparungen durch Mengenrabatte oft die Lagerhaltungskosten. Als grobe Richtlinie gilt: Wenn Sie sich auf 50.000+ Einheiten einer einzigen Teilenummer pro Jahr festlegen können, sollten Sie mit 20-35% niedrigeren Preisen rechnen als bei zehnmaliger Bestellung von 5.000 Einheiten.
Eine weitere übersehene Möglichkeit: Materialsubstitution. Wir sehen regelmäßig Teile, die in PC-ABS ($3,50/kg) spezifiziert sind, aber mit einer geringfügigen Designanpassung in Standard-ABS ($2,00/kg) identisch funktionieren würden. Oder Teile aus glasgefülltem Nylon, bei denen eine etwas dickere Wand in ungefülltem Nylon das gleiche Steifigkeitsziel bei halben Materialkosten erreichen würde. Der richtige Lieferant wird diese Alternativen proaktiv vorschlagen und nicht nur Ihre Stückliste wortgetreu umsetzen.
Wie sieht eine echte Kostenaufschlüsselung aus?
Theorie ist nützlich, aber schauen wir uns ein echtes Beispiel an. Hier ist eine aktuelle Kostenaufschlüsselung für ein 65 mm x 40 mm x 25 mm großes Elektronikgehäuse aus ABS, das in unserer Einrichtung in Shanghai produziert wird. Dieses Teil verfügt über eine einfache Schnappverbindung, zwei Messing-Einschraubhülsen (wärmeverschweißt) und erfordert eine SPI B-2 Oberflächengüte auf den sichtbaren Flächen.
| Cost Component | Bei 10.000 Einheiten | Bei 100.000 Einheiten | Anmerkungen |
|---|---|---|---|
| Werkzeugkosten (4-fach Kavität, P20-Stahl) | $0,80/Stück | $0.08/Teil | $32.000 Form, amortisiert |
| Material (ABS, inklusive Angussabfall) | $0,12/Stück | $0,09/Stück | 18g pro Teil + 15% Anguss |
| Maschinenzeit (180T, 22s Zyklus) | $0,18/Stück | $0.14/Teil | Gemeinkostensatz: $25/Std |
| Gewindeeinsätze (2x M3 Messing) | $0.08/Teil | $0,06/Stück | Material + Heftstaken |
| Montage (Schnappverbindung + Einbau der Einsätze) | $0.05/Teil | $0.03/Teil | Manual operation |
| Qualitätskontrolle (AQL 2,5) | $0.03/Teil | $0,02/Stück | Standard-QC |
| Verpackung (Polybeutel + Karton) | $0,04/Stück | $0.03/Teil | Massenverpackung |
| Ausschussaufschlag (3%) | $0,04/Stück | $0.03/Teil | Im Angebot enthalten |
| Gesamtkosten pro Teil | $1.34 | $0.48 | - |
Beachten Sie die Kostenumkehr. Bei 10.000 Einheiten ist der Werkzeugbau ($0.80) der größte einzelne Kostenfaktor – 60% der Gesamtkosten. Bei 100.000 Einheiten übersteigen Material ($0.09) und Maschinenzeit ($0.14) zusammen den Werkzeugbeitrag ($0.08). Deshalb ist die Frage nach der Mindestabnahmemenge so wichtig – die Antwort bestimmt, welcher Kostenfaktor Ihr Budget dominiert.
ZetarMold Fabrikdaten: Mit 47 Spritzgießmaschinen von 90T bis 1850T und über 120 Produktionsmitarbeitern bearbeitet unser Werk in Shanghai alles von Mikrospritzguss bis zu großen Strukturteilen. Unsere über 30 englischsprachigen Projektmanager gewährleisten klare Kommunikation bei Kostenaufschlüsselungen, DFM-Feedback und meilensteinbasierten Zahlungsplänen – damit Sie genau wissen, wofür jeder Dollar ausgegeben wird.

Häufig gestellte Fragen zu den Kosten pro Teil beim Spritzgießen
Was sind die durchschnittlichen Kosten pro Teil für Spritzguss?
Die durchschnittlichen Kosten pro Teil für das Spritzgießen liegen zwischen $0,15 für einfache, hochvolumige Massenkunststoffteile wie Flaschenverschlüsse oder Kabelclips und bis zu $5,00 oder mehr für komplexe, niedrigvolumige Teile, die enge Toleranzen, technische Kunststoffe oder Nachbearbeitungen wie Einschussgießen oder Lackierung erfordern. Die meisten Serienteile bewegen sich im Bereich von $0,30 bis $2,00 bei Stückzahlen von 50.000 bis 500.000 Einheiten. Die genauen Kosten hängen stark von Ihrer Bauteilgeometrie, Materialauswahl, Produktionsmenge und dem geografischen Standort des Lieferanten ab.
Wie berechnet man die Kosten pro Teil beim Spritzguss?
Die Formel zur Berechnung der Spritzgusskosten pro Teil ist im Prinzip einfach, erfordert jedoch genaue Daten für jede Komponente. Die Kosten pro Teil entsprechen der Summe aus: Werkzeugkosten geteilt durch die Gesamtproduktionsmenge, plus Teilgewicht mal Materialpreis pro Kilogramm, plus Zykluszeit mal Maschinenstundensatz geteilt durch die Anzahl der Kavitäten, plus Kosten für Nachbearbeitung, plus Verpackungskosten, plus Ausschusszuschlag. Die am häufigsten übersehene Komponente ist das Anguss- und Läuferabfallgewicht, das typischerweise 5–15% zu den Rohmaterialkosten pro Schuss hinzufügt. Für eine präzise Berechnung müssen Sie auch die Rüstzeit, die auf die Losgröße verteilt wird, sowie etwaige Nacharbeit- oder Qualitätssortierkosten berücksichtigen.
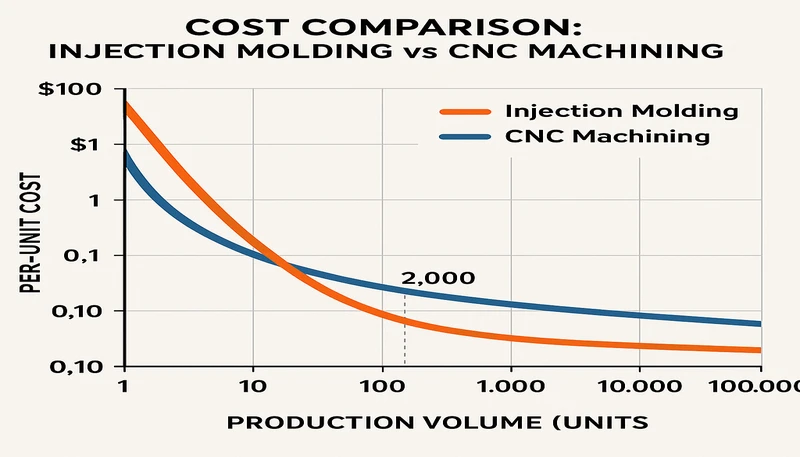
Ist Spritzguss für die Serienproduktion günstiger als 3D-Druck?
Spritzguss ist für Produktionsmengen über 500 bis 2.000 Einheiten – je nach Bauteilkomplexität – fast immer günstiger als 3D-Druck. Ein Teil, das per SLA-3D-Druck $8,00 kostet, könnte bei 10.000 Einheiten im Spritzguss nur $0,50 kosten – aber Sie müssen zunächst $5.000 bis $15.000 in Werkzeug investieren. Unter etwa 500 Einheiten gewinnt der 3D-Druck bei den Gesamtprojektkosten, da keine Formkosten anfallen. Über 2.000 Einheiten gewinnt der Spritzguss entscheidend bei den Stückkosten, und die Kluft vergrößert sich bei höheren Stückzahlen dramatisch. Der Kreuzungspunkt verschiebt sich je nach Bauteilgröße, Komplexität und Materialanforderungen.
What is the minimum order quantity for injection molding?
Es gibt keine technische Mindestbestellmenge für Spritzguss – sobald die Form gebaut ist, können Sie bei Bedarf ein einzelnes Teil produzieren. Das praktische Minimum wird durch die Wirtschaftlichkeit bestimmt: die gesamte Formeninvestition plus Rüst- und Kalibrierkosten geteilt durch die Anzahl der bestellten Teile. Bei einer 10.000 $-Einzelkavitäten-Form bedeuten nur 1.000 Teile 10,00 $ pro Teil allein für die Werkzeugabschreibung, was selten wirtschaftlich ist. Die meisten erfahrenen Spritzgussbetriebe empfehlen ein Minimum von 3.000 bis 5.000 Teilen, um die Stückkosten vertretbar zu machen. Bei höheren Formkosten steigt die empfohlene Mindestmenge entsprechend.
Wie viel kostet Spritzguss pro Maschinenstunde?
Die Maschinenstundensätze variieren je nach Region und Maschinengröße erheblich. In China liegen sie bei etwa 15 $ pro Stunde für kleine Maschinen im Bereich von 50-100 Tonnen bis zu 60 $ pro Stunde für große Maschinen über 1.000 Tonnen. In den USA und Europa sind die Sätze typischerweise 2- bis 4-mal höher und reichen von 40 $ bis 150 $ pro Stunde, abhängig von Maschinengröße, Automatisierungsgrad und regionalen Arbeitskosten. Der Stundensatz umfasst Maschinenabschreibung, Stromverbrauch, Bedienerlöhne, Gemeinkosten und planmäßige Wartung. Um dies in Kosten pro Teil umzurechnen, teilen Sie den Stundensatz durch die pro Stunde produzierten Teile.
Kann ich die Kosten für Spritzguss durch Materialwechsel senken?
Ja, Materialsubstitution ist eine der schnellsten und effektivsten Methoden, um die Kosten pro Teil zu senken, ohne die Bauteilgeometrie oder das Formendesign zu ändern. Häufige Möglichkeiten zur Reduzierung der Materialspezifikation umfassen den Wechsel von PC-ABS zu Standard-ABS für eine Materialkostenreduktion von 30-40%, den Ersatz von glasfaserverstärktem Nylon durch ungefülltes Nylon in Kombination mit konstruktiven Verstärkungen wie Rippen für 20-30% Einsparung und den Austausch von PEEK durch PPS für Hochtemperaturanwendungen, die 240 Grad Celsius nicht überschreiten, für 80-90% Einsparung. Stellen Sie stets sicher, dass das Ersatzmaterial alle funktionalen Anforderungen erfüllt, einschließlich Zugfestigkeit, Schlagzähigkeit, Temperaturgrenzen und chemischer Beständigkeit in der Einsatzumgebung.
Wie reduziert Mehrfachkavitäten-Formgebung die Kosten pro Teil?
Die Mehrfachkavitäten-Formgebung reduziert die Kosten pro Teil, indem mehrere identische Teile in einem einzigen Maschinenzyklus hergestellt werden. Eine 4-Kavitäten-Form produziert 4 Teile in etwa derselben Zykluszeit wie eine Einzelkavitäten-Form und senkt so die Maschinenkosten pro Teil um etwa 75%. Die Form selbst kostet aufgrund der zusätzlichen Kavitäten, der komplexeren Bearbeitung und des ausgeglichenen Angussdesigns 2- bis 4-mal mehr in der Herstellung. Der wirtschaftliche Break-even-Punkt, an dem die Einsparungen an Maschinenzeit die höhere Formeninvestition übersteigen, liegt typischerweise bei 30.000 bis 50.000 Einheiten. Jenseits dieser Schwelle bieten Mehrfachkavitäten-Formen mit steigenden Stückzahlen zunehmend bessere Stückkosten.
Wie hoch ist die typische Aufschlagsrate oder Marge bei spritzgegossenen Teilen?
Die typische Bruttomarge für Spritzgießlieferanten liegt je nach Teilekomplexität, Marktwettbewerb und Länge der Kundenbeziehung zwischen 15% und 35%. Standardteile mit mehreren konkurrierenden Lieferanten tendieren zu Margen von 15-20%, da der Preisdruck hoch ist. Maßgefertigte, technisch anspruchsvolle Teile, die proprietäre Prozesse, enge Toleranzen oder spezielle Materialien erfordern, erzielen Margen von 25-35%. Langfristige Liefervereinbarungen über drei oder mehr Jahre gehen in der Regel mit niedrigeren Margen von 15-25% einher, im Austausch für Mengenzusagen und reduzierte Kundengewinnungskosten. Das Verständnis der Margenstruktur hilft Ihnen, effektiv zu verhandeln, ohne den Lieferanten unter die Rentabilitätsgrenze zu drücken.
Fazit: Kosten pro Teil beim Spritzgießen verstehen
Die Kosten pro Teil beim Spritzgießen lassen sich auf fünf Grundlagen zurückführen: Werkzeugbau (mengenabhängig verteilt), Materialauswahl, Maschinenzeit, Nachbearbeitung und versteckte Kosten. Der größte Hebel ist fast immer die Produktionsmenge – sie bestimmt, ob Ihre $20.000 Werkzeugkosten $2,00 oder $0,04 pro Teil betragen. Nach der Menge bieten Teilekonstruktion (Wandstärke, Komplexität, Oberflächengüte) und Materialauswahl die nächstgrößten Einsparmöglichkeiten.
Die Fabriken, die Ihnen die besten Stückpreise bieten, sind diejenigen, die Ihnen helfen, die gesamte Kostenstruktur zu optimieren – nicht nur den Materialpreis. Wenn Ihr Lieferant kein DFM-Feedback, Materialalternativen und mengenbasierte Preisstufen anbietet, lassen Sie Geld auf dem Tisch liegen. Nutzen Sie einen injection molding supplier sourcing guide um Angebotsqualität, Kapazität und kommerzielles Risiko zu vergleichen, bevor Sie den Werkzeugbau beauftragen. Ein gut konstruiertes Werkzeug in der richtigen Fabrik, mit dem richtigen Material und der richtigen Menge, wird Teile zu einem Preis liefern, der Ihr Produkt wettbewerbsfähig macht.
-
Formwerkzeug: Werkzeugbau bezieht sich auf den Prozess der Konstruktion und Herstellung des Metallwerkzeugs, das beim Spritzgießen verwendet wird. Die Werkzeugbaukosten umfassen die Kavitätenbearbeitung, die Kernherstellung, das Bohren von Kühlkanälen, die Installation des Auswurfsystems und die Oberflächenveredelung. Die Werkzeugkosten werden auf die Gesamtproduktionsmenge verteilt – eine entscheidende Kennzahl für die Stückkostenrechnung. ↩
-
Zykluszeit: Zykluszeit bezieht sich auf die Gesamtzeit, die benötigt wird, um einen Spritzgießzyklus abzuschließen – vom Schließen der Form, Einspritzen, Nachdrücken, Abkühlen, Öffnen der Form bis zum Auswerfen. Typische Zykluszeiten reichen von 10 Sekunden für kleine, einfache Teile bis zu 120 Sekunden für große, komplexe Teile. ↩
-
Formhohlräume: Formkavitäten beziehen sich auf die Hohlräume innerhalb einer Spritzgießform, die die endgültige Teilform bilden. Eine Einfachkavitäten-Form produziert ein Teil pro Zyklus, während eine Mehrfachkavitäten-Form mehrere identische Teile pro Zyklus produziert. Mehr Kavitäten reduzieren die Stückkosten, indem Zykluszeit und Maschinenkosten auf mehr Einheiten verteilt werden, erhöhen aber die Werkzeuginvestition. ↩






