 Zum Inhalt springen
Zum Inhalt springen 

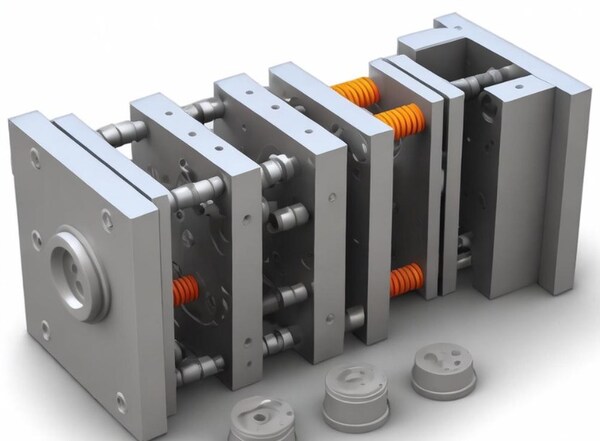
Einleitung: Die Kunststoffform besteht aus zwei Teilen: der beweglichen Form und der festen Form. Die bewegliche Form befindet sich auf der beweglichen Schablone der Spritzgießmaschine, und die feste Form befindet sich auf der festen Schablone der Spritzgießmaschine. Beim Spritzgießen werden die bewegliche Form und die feste Form geschlossen, um ein Gießsystem und eine Kavität zu bilden.

Die Struktur des Werkzeugs kann je nach Art und Eigenschaften des Kunststoffs, der Form und Struktur des Kunststoffprodukts und der Art der Spritzgießmaschine variieren, aber die Grundstruktur ist die gleiche.

Die Form besteht hauptsächlich aus einem Anschnittsystem, einem Temperaturkontrollsystem, einem Formteil und einem strukturellen Teil.Dieser Artikel stellt hauptsächlich die Komponenten von Spritzgussformen vor.Der Formherstellungsprozess verbessert die Produktqualität. Dieser Artikel analysiert die Zusammensetzung der Form.

Die Struktur von Spritzgießwerkzeugen ist nach Funktionen unterteilt
Es besteht aus: Gießsystem, Temperaturregelsystem, Formteilsystem, Entlüftungssystem, Führungssystem, Ausstoßsystem usw. Das Gießsystem und die Formteile sind die Teile, die in direktem Kontakt mit dem Kunststoff stehen und sich mit dem Kunststoff und dem Produkt verändern. Sie sind die komplexesten und variabelsten Teile in der Form und erfordern die höchste Verarbeitungsqualität und Präzision.
Gating-System
Bezieht sich auf den Teil des Fließkanals, bevor der Kunststoff von der Düse in den Hohlraum eintritt, einschließlich des Hauptkanals, des Kaltmateriallochs, des Umlenkkanals und des Anschnitts usw. Das Anschnittsystem ist der Fließkanal des Kunststoffs in der Spritzgussform, der sich direkt auf den Fülleffekt und die Qualität der Kunststoffteile auswirkt. Das Anschnittsystem umfasst den Hauptkanal, den Abzweigkanal, den Anschnitt und den Kaltkanal.
Der Hauptkanal und der Nebenkanal dienen dazu, das geschmolzene Kunststoffmaterial zum Füllteil der Form zu führen. Der Anschnitt ist der Eingang des Kunststoffmaterials von der Spritzgießmaschine in die Form. Der kalte Schacht dient zum Auffangen von überschüssigem Kunststoffmaterial, um Defekte in den Formteilen zu vermeiden.

Hauptlaufbahn
Es handelt sich um einen Abschnitt des Werkzeugs, der die Düse der Spritzgießmaschine mit dem Abzweigkanal oder der Kavität verbindet. Die Oberseite des Hauptkanals ist konkav, um mit der Düse verbunden zu werden. Der Einlaufdurchmesser des Hauptkanals sollte etwas größer sein als der Düsendurchmesser (0,8 mm), um ein Überlaufen zu vermeiden und zu verhindern, dass beide durch eine ungenaue Verbindung blockiert werden.
Der Einlaufdurchmesser hängt von der Größe des Produkts ab, im Allgemeinen 4-8 mm. Der Hauptkanaldurchmesser sollte in einem Winkel von 3° bis 5° nach innen erweitert werden, um die Entformung von Kanaltrümmern zu erleichtern.

Dabei handelt es sich um eine Öffnung am Ende des Hauptkanals, die das kalte Material auffängt, das zwischen zwei Schüssen am Ende der Düse entsteht, und so die Verstopfung des Zweigkanals oder des Anschnitts verhindert. Wenn das kalte Material in die Kavität gemischt wird, entstehen im Formteil leicht innere Spannungen. Der Durchmesser des kalten Butzenlochs beträgt etwa 8-10 mm und die Tiefe 6 mm.
Um das Entformen zu erleichtern, wird der Boden oft von der Entformungsstange gestützt. Die Oberseite der Entformungsstange sollte als Zickzackhaken oder als versenkte Nut ausgebildet sein, damit der Hauptkanalvorsprung beim Entformen reibungslos herausgezogen werden kann.

Kaltes Schneckenloch
Es handelt sich um ein Loch am Ende des Hauptkanals, das den kalten Butzen auffängt, der zwischen zwei Schüssen am Ende der Düse entsteht, damit der Abzweigkanal oder der Anschnitt nicht blockiert wird. Wenn der kalte Butzen in die Kavität gelangt, kann es leicht zu inneren Spannungen im geformten Produkt kommen. Der Durchmesser des kalten Butzenlochs beträgt etwa 8-10 mm und die Tiefe 6 mm.
Um das Herausnehmen der Form zu erleichtern, wird die Unterseite der Form häufig durch eine Entformungsstange gestützt. Die Oberseite der Entformungsstange sollte mit einem Zickzack-Haken oder einer versenkten Rille versehen sein, damit der Hauptkanalvorsprung beim Entformen leicht herausgezogen werden kann.

Zweigkanal
Es handelt sich um einen Kanal, der den Hauptkanal und die einzelnen Kavitäten in einer Mehrkavitätenform miteinander verbindet. Damit die Schmelze jede Kavität mit der gleichen Geschwindigkeit füllt, sollten die Abzweigkanäle in der Form symmetrisch und äquidistant angeordnet sein.die Form und Größe des Angussquerschnitts haben Auswirkungen auf den Fluss der Kunststoffschmelze, die Entformung des Produkts und die Schwierigkeit der Formherstellung.
Betrachtet man den Fluss eines gleichen Materialvolumens, so hat der kreisförmige Angusskanal den geringsten Widerstand, aber da der zylindrische Angusskanal eine kleine spezifische Oberfläche hat, eignet er sich nicht für die Kühlung der Angussprojektionen. Dieser Anguss muss auf beiden Hälften des Werkzeugs geöffnet werden, was arbeitsintensiv und leicht ausrichtbar ist.

Daher werden häufig trapezförmige oder halbrunde Angüsse verwendet, die auf einer Hälfte der Form mit einer Entformungsstange geöffnet werden. Die Oberfläche der Angusskanäle muss poliert werden, um den Fließwiderstand zu verringern und eine höhere Füllgeschwindigkeit zu erreichen.
Die Größe des Kanals hängt von der Art des Kunststoffs, der Größe und der Dicke des Produkts ab. Für die meisten Thermoplaste beträgt die Querschnittsbreite des Kanals nicht mehr als 8 mm, die größte kann 10-12 mm erreichen, und die kleinste ist 2-3 mm.Die Querschnittsfläche sollte so weit wie möglich minimiert werden und gleichzeitig den Anforderungen entsprechen, um zu vermeiden, dass der Kanal übersteht und die Kühlzeit verlängert wird.

Tor
Es handelt sich um einen Kanal, der den Hauptkanal (oder Kufe) und den Hohlraum verbindet. Die Querschnittsfläche des Kanals kann die gleiche sein wie die des Hauptkanals (oder des Zweigkanals), ist aber in der Regel kleiner. Er ist also der kleinste Teil des gesamten Kanalsystems. Form und Größe des Anschnitts haben einen großen Einfluss auf die Qualität des Produkts.
Die Funktion des Anschnitts besteht darin, die Durchflussmenge zu steuern, zu verhindern, dass die in diesem Teil gespeicherte Schmelze zu früh erstarrt und zurückfließt, und die Temperatur der durchlaufenden Schmelze durch starke Scherung zu erhöhen, um die scheinbare Viskosität zu verringern, die Fließfähigkeit zu verbessern und die Trennung des Produkts vom Kanalsystem zu erleichtern.

Form, Größe und Lage des Anschnitts hängen von den Eigenschaften des Kunststoffs, der Größe und der Struktur des Teils ab. Im Allgemeinen hat der Anschnitt einen rechteckigen oder kreisförmigen Querschnitt mit einer kleinen Querschnittsfläche und einer kurzen Länge.
Dies liegt nicht nur an den oben genannten Funktionen, sondern auch daran, dass es für einen kleinen Anschnitt leichter ist, größer zu werden, während es für einen großen Anschnitt schwierig ist, kleiner zu werden. Die Anschnittstelle sollte im Allgemeinen dort gewählt werden, wo das Teil am dicksten ist, ohne das Aussehen zu beeinträchtigen. Die Anschnittgröße sollte unter Berücksichtigung der Eigenschaften der Kunststoffschmelze gewählt werden.

Es ist der Raum in der Form, in dem Kunststoffprodukte geformt werden. Die Komponenten, die zur Bildung des Hohlraums verwendet werden, werden als Formteile bezeichnet, wobei jedes Formteil oft einen speziellen Namen hat. Die Formteile, die das Aussehen des Produkts bestimmen, werden als konkave Formen (auch weibliche Formen genannt) bezeichnet, und die Teile, die die innere Form des Produkts bestimmen (wie Löcher, Rillen usw.), werden als Kerne oder Stempel (auch männliche Formen genannt) bezeichnet.
Bei der Konstruktion von Formteilen sollte zunächst die Gesamtstruktur der Kavität entsprechend der Leistung des Kunststoffs, der geometrischen Form des Produkts, der Maßtoleranz und den Verwendungsanforderungen festgelegt werden.

Als Nächstes müssen Sie entscheiden, wo Sie die Trennlinie, den Anschnitt und die Entlüftung anbringen und wie Sie das Teil herausnehmen. Dann müssen Sie entscheiden, wie Sie die einzelnen Teile entwerfen und wie sie je nach Größe des zu fertigenden Teils zusammengesetzt werden sollen. Der Kunststoff steht unter starkem Druck, wenn er in die Form kommt. Deshalb müssen Sie die richtigen Teile auswählen und sicherstellen, dass sie stark und steif genug sind.
Um sicherzustellen, dass das Kunststoffprodukt glatt und schön ist und sich leicht entformen lässt, sollte die Rauheit Ra der Oberfläche, die mit dem Kunststoff in Berührung kommt, größer als 0,32 um sein, und sie sollte korrosionsbeständig sein. Die Formteile werden im Allgemeinen zur Erhöhung der Härte wärmebehandelt und aus korrosionsbeständigem Stahl hergestellt.

Auspufföffnung
Es handelt sich um einen schlitzförmigen Luftauslass, der in der Form geöffnet ist, um das ursprüngliche Gas und das von der Schmelze eingebrachte Gas abzuführen. Wenn das geschmolzene Material in die Kavität eingespritzt wird, müssen die ursprünglich in der Kavität gespeicherte Luft und das von der Schmelze eingebrachte Gas am Ende des Materialflusses durch die Abluftöffnung nach außen abgeleitet werden.
Andernfalls wird das Produkt Poren, schlechtes Schweißen, unvollständige Formfüllung haben, und sogar die angesammelte Luft wird das Produkt aufgrund der hohen Temperatur durch Kompression erzeugt brennen.in der Regel kann die Entlüftung am Ende des Flusses von geschmolzenem Material in den Hohlraum oder auf der Trennfläche der Form platziert werden. Letzteres ist eine flache Nut mit einer Tiefe von 0,03-0,2 mm und einer Breite von 1,5-6 mm auf einer Seite der Form zu öffnen.

Während des Einspritzens wird nicht viel geschmolzenes Material aus der Entlüftungsöffnung austreten, da das geschmolzene Material dort abkühlt und sich verfestigt, um den Kanal zu blockieren.öffnen Sie die Entlüftungsöffnung nicht zu sich selbst hin, sonst könnten Sie mit geschmolzenem Material bespritzt werden und sich verletzen. Sie können auch den Abstand zwischen dem Auswerferstab und der Auswerferbohrung, den Abstand zwischen dem Auswerferblock und der Abstreiferplatte und den Kern zum Ablassen verwenden.
Gussteile System
Er bezieht sich auf die Kombination verschiedener Teile, die die Form des Produkts ausmachen, einschließlich der beweglichen Form, der festen Form und der Kavität (Matrize), des Kerns (konvexe Form), der Formstange usw. Der Kern bildet die innere Oberfläche des Produkts, und die Kavität (Matrize) bildet die äußere Oberflächenform des Produkts. Nach dem Schließen der Form bilden der Kern und der Hohlraum den Formhohlraum.

Manchmal werden Kern und Matrize je nach Prozess und Fertigungsanforderungen aus mehreren Teilen zusammengesetzt, manchmal werden sie als Ganzes hergestellt, und Einsätze werden nur in leicht zu beschädigenden und schwer zu bearbeitenden Teilen verwendet.
Das Formteilsystem umfasst Komponenten wie Schrägaufsätze und Schieber, die Kernkomponenten für die Form und Struktur von Formteilen sind, und das Füllen und Kühlen von Kunststoffen wird durch Schließen und Trennen erreicht.Einsätze werden für spezielle Formen und Verarbeitungsanforderungen von Formteilen verwendet, wie z. B. Gewindelöcher und Nuten, während Schrägaufsätze und Schieber verwendet werden, um die Neigung und komplexe Formen von Formteilen zu erreichen.

Das Formteil besteht aus einem Kern und einer Matrize. Der Kern bildet die Innenseite des Produkts, und die Matrize bildet die Außenform des Produkts. Nachdem die Form geschlossen ist, bilden der Kern und die Matrize den Hohlraum der Form. Manchmal bestehen Kern und Matrize aus mehreren Teilen, manchmal aus einem Stück, und Einsätze werden nur bei Teilen verwendet, die leicht brechen und schwer herzustellen sind.
Die Entlüftungsöffnung ist ein schlitzförmiger Auslass, der in der Form geöffnet ist, um das ursprüngliche Gas und das durch das geschmolzene Material eingebrachte Gas abzulassen.

Wenn das geschmolzene Material in den Hohlraum eingespritzt wird, müssen die ursprünglich im Hohlraum gespeicherte Luft und das durch das geschmolzene Material eingebrachte Gas am Ende des Materialflusses durch die Entlüftungsöffnung nach außen abgelassen werden, da das Produkt sonst Löcher, eine schlechte Verbindung und eine unvollständige Formfüllung aufweist und sogar die angesammelte Luft komprimiert wird, wodurch eine hohe Temperatur entsteht und das Produkt verbrennt.
In der Regel kann die Entlüftungsöffnung am Ende des Schmelzflusses in der Kavität oder an der Trennfläche des Werkzeugs angebracht werden, wobei es sich bei letzterer um eine flache Rille mit einer Tiefe von 0,03-0,2 mm und einer Breite von 1,5-6 mm handelt, die an einer Seite des Werkzeugs geöffnet ist. Während des Einspritzens wird nicht viel geschmolzenes Material aus der Entlüftungsöffnung austreten, da das geschmolzene Material dort abkühlt und erstarrt und den Kanal blockiert.

Die Entlüftungsöffnung sollte nicht in Richtung des Bedieners geöffnet werden, um zu verhindern, dass das geschmolzene Material versehentlich herausspritzt und Personen verletzt. Darüber hinaus kann auch der Abstand zwischen der Auswerferstange und der Auswerferöffnung, der Abstand zwischen dem Auswerferblock und der Abstreiferplatte und dem Kern usw. zum Absaugen verwendet werden.
Temperaturkontrollsystem
Um die Temperaturanforderungen des Spritzgussverfahrens zu erfüllen, benötigen Sie ein Temperaturregelungssystem, um die Werkzeugtemperatur zu regulieren. Bei Thermoplast-Spritzgießwerkzeugen kommt es vor allem darauf an, ein Kühlsystem zur Kühlung des Werkzeugs zu entwickeln (das Werkzeug kann auch beheizt werden).

Die übliche Methode der Formkühlung besteht darin, einen Kühlwasserkanal in der Form zu öffnen und zirkulierendes Kühlwasser zu verwenden, um die Wärme der Form abzuführen; zusätzlich zur Verwendung von Kühlwasser zum Durchleiten von heißem Wasser oder heißem Öl kann die Form auch durch die Installation von elektrischen Heizelementen innerhalb und um die Form herum beheizt werden.
Das Temperiersystem dient zur Steuerung der Arbeitstemperatur der Form, um die Qualität und die Produktionseffizienz der Formteile zu gewährleisten. Das Temperaturkontrollsystem umfasst Komponenten wie Wasserwege, Wasserbrunnen, Wasserwegdüsen, Spiralwasserwege, Heizstäbe und Kühlstäbe.

Der Wasserweg und der Wasserbrunnen werden zur Zirkulation des Kühlwassers verwendet, um die Temperatur der Form zu kontrollieren. Die Wasserwegdüsen und spiralförmigen Wasserwege werden verwendet, um die Kühlwirkung zu verbessern. Mit den Heiz- und Kühlstäben wird die Heiz- und Kühlgeschwindigkeit der Form eingestellt.
Strukturelle Teile
Er bezieht sich auf die verschiedenen Teile, aus denen die Formstruktur besteht, einschließlich: Führungspfosten, Auswerferstifte, Kernzug und verschiedene Teile der Trennlinie. Wie z. B. vordere und hintere Aufspannplatten, vordere und hintere Falzschablonen, Druckplatten, Drucksäulen, Führungssäulen, Ausbrechplatten, Ausbrechstangen und Rücklaufstangen.

Leitfaden Komponenten
Um sicherzustellen, dass die bewegliche Form und die feste Form beim Schließen der Form genau ausgerichtet werden können, müssen Führungselemente in die Form eingesetzt werden. In der Spritzgießform werden in der Regel vier Sätze von Führungssäulen und Führungshülsen verwendet, um die Führung zu bilden, und manchmal werden innere und äußere konische Flächen, die einander entsprechen, auf die bewegliche Form und die feste Form gesetzt, um die Positionierung zu erleichtern.

Auswurfmechanik
Wenn Sie die Form öffnen, brauchen Sie etwas, um das Kunststoffteil und das Wasser aus dem Anguss zu drücken oder zu ziehen. Die Druckplatte und die Auswerferplatte werden verwendet, um die Auswerferstange zu halten. Die Rückstellstange ist in der Regel in der Auswerferstange befestigt, und die Rückstellstange stellt die Druckplatte zurück, wenn die beweglichen und festen Formen geschlossen werden.

Seitlicher Kernzug-Mechanismus
Einige Kunststoffprodukte mit seitlichen Aussparungen oder seitlichen Löchern müssen vor dem Herausdrücken seitlich geteilt werden. Nachdem der Seitenkern herausgezogen wurde, können sie reibungslos entformt werden. Zu diesem Zeitpunkt muss ein Mechanismus zum Ziehen des Seitenkerns in die Form eingesetzt werden.
Standard-Formrahmen
Um den hohen Arbeitsaufwand bei der Konstruktion und Herstellung von Formen zu verringern, werden für die meisten Spritzgussformen Standardformrahmen verwendet.

Das Auspuffsystem
Das Entlüftungssystem dient dazu, die Luft aus dem Hohlraum und das durch den geschmolzenen Kunststoff während des Spritzgießprozesses erzeugte Gas zu entfernen. Das Entlüftungssystem der Spritzgießform ist in der Regel ein rillenförmiger Auslass, der in der Form geöffnet wird, um die Luft im ursprünglichen Hohlraum und das durch das geschmolzene Material eingebrachte Gas zu entlüften.
Wenn das heiße Zeug in das Loch geht, müssen die Luft, die schon im Loch war, und die Luft, die mit dem heißen Zeug reinkam, am Ende des Lochs, wo das heiße Zeug hinkommt, wieder rauskommen, sonst hat das Ding, das du machst, Löcher, klebt nicht gut zusammen, füllt sich nicht ganz aus, und vielleicht wird die Luft, die hängen bleibt, gequetscht und heiß und verbrennt das Ding, das du machst.

Normalerweise kann man das Loch dort anbringen, wo das heiße Material in das Loch eintritt, oder an der Stelle, an der die beiden Teile des Lochs auseinanderlaufen. 0,03-0,2 mm tief und 1,5-6 mm breit ist eine flache Rille auf einer Seite der konkaven Form. Während des Einspritzens wird nicht viel geschmolzenes Material aus der Entlüftungsöffnung austreten, da das geschmolzene Material dort abkühlt und erstarrt und den Kanal blockiert.
Die Entlüftungsöffnung sollte nicht in Richtung des Bedieners geöffnet werden, um zu verhindern, dass das geschmolzene Material versehentlich herausspritzt und Personen verletzt. Darüber hinaus kann der Abstand zwischen der Auswerferstange und der Auswerferöffnung, der Abstand zwischen dem Auswerferblock und der Abstreiferplatte und dem Kern ebenfalls zum Absaugen verwendet werden.

Das Absaugsystem wird verwendet, um das Gas zu entfernen, das während des Spritzgießprozesses erzeugt wird, um Blasen und Defekte zu vermeiden. Das Auspuffsystem umfasst Auswerfer Stift Auspuff, Trennfläche Auspuff, Auspuff Nadel Auspuff und Auspuff Loch Auspuff.vernünftiges Design und Layout des Auspuffsystems kann effektiv verbessern die Qualität und das Aussehen der Formteile. Wählen Sie Zetar Mold für die Produktion und Verarbeitung, die Technologie ist garantiert, und der Lieferzyklus entspricht den Kundenanforderungen.
Das Leitsystem
Das Führungssystem wird eingerichtet, um sicherzustellen, dass die bewegliche Form und die feste Form genau ausgerichtet werden können, wenn die Form geschlossen ist, und eine Führungskomponente muss in die Form eingesetzt werden. Manchmal werden an der beweglichen Form und der festen Form zueinander passende Innen- und Außenkonen angebracht, um die Positionierung zu erleichtern.

Das Führungspositionierungssystem wird verwendet, um sicherzustellen, dass sich die Form an der richtigen Stelle befindet und sich in die richtige Richtung bewegt, wenn sie arbeitet. Es verfügt über Führungsstifte und Führungshülsen, konische Positionierungsblöcke und Null-Grad-Positionierungsblöcke.
Führungsstifte und Führungshülsen sind die Hauptbestandteile des Formpositionierungssystems. Sie sorgen dafür, dass die Form an der richtigen Stelle sitzt, indem sie wirklich gut zusammenpassen. Konische Positionierungsblöcke und Null-Grad-Positionierungsblöcke werden verwendet, um sicherzustellen, dass sich die Form von selbst ausrichtet, und um sicherzustellen, dass sie wirklich gut ausgerichtet ist.

Auswerfersystem
Dazu gehören in der Regel: Auswerferstifte, vordere und hintere Auswerferstiftplatten, Auswerferstift-Führungsstangen, Auswerferstift-Rückholfedern, Auswerferstiftplatten-Sicherungsschrauben und andere Teile. Wenn das Produkt in der Form geformt und abgekühlt ist, werden die vordere und hintere Form der Form getrennt und geöffnet, und die Auswerferstifte werden in der Spritzgussform ausgeworfen.
Der Auswerfer der Spritzgießmaschine schiebt oder zieht das Kunststoffprodukt und das Kondensat im Fließkanal aus dem Formhohlraum und der Fließkanalposition für den nächsten Spritzgießzyklus.

Das Auswerfersystem ist ein System, das zum Auswerfen der Formteile aus der Form verwendet wird, einschließlich Auswerferstift-Auswurf, Druckplatten-Auswurf und andere Methoden. Das Design und die Auswahl des Auswerfersystems richten sich nach der Form, dem Material und der Größe der Formteile, um die Integrität der Formteile und den Auswerfeffekt zu gewährleisten.
Spritzgießwerkzeuge werden nach Struktur unterteilt
Spritzgießformen bestehen im Allgemeinen aus Formrahmen, Formkernen, Hilfsteilen, Hilfssystemen, Hilfseinstellungen, Mechanismen zur Bearbeitung von toten Ecken und anderen Teilen.

Formrahmen
In der Regel müssen wir sie nicht selbst entwerfen, sondern können sie direkt vom Hersteller der Standardformgrundplatte kaufen, was viel Zeit für die Konstruktion der Form spart, weshalb sie als Standardformgrundplatte für Spritzgussformen bezeichnet wird. Es ist der grundlegendste Teil der Spritzgussform.
Form Kern
Der Formkern ist der wichtigste Teil der Form. In ihm wird das Kunststoffprodukt geformt und die meiste Zeit der Verarbeitung verbracht. Einige Formen haben jedoch im Gegensatz zu einfacheren Formen keinen Kern. Das Produkt wird direkt auf der Schablone geformt. Die meisten der frühen Spritzgussformen waren auf diese Weise aufgebaut, was relativ rückständig war.

Hilfsteile
Zu den üblicherweise in Spritzgießwerkzeugen verwendeten Hilfsteilen gehören Positionierringe, Angussbuchsen, Auswerfer, Ausziehstifte, Stützsäulen, Führungssäulen und Führungshülsen für die Auswerferplatte, Abwurfnägel usw. Einige von ihnen sind Standardteile und können direkt bei der Bestellung des Formrahmens mitbestellt werden, andere müssen selbst entworfen werden.
Zusätzliches System
Zu den Hilfssystemen von Spritzgießwerkzeugen gehören: Gießsystem, Ausstoßsystem, Kühlsystem und Entlüftungssystem. Da die Temperatur des verwendeten Kunststoffs manchmal sehr hoch sein muss, verfügen einige Formen auch über ein Heizsystem.

Hilfseinstellungen
Zu den Hilfseinstellungen von Spritzgießwerkzeugen gehören Ösenlöcher, KO-Löcher (Auswerferstangenlöcher), usw.
Tote-Ecke-Verarbeitungsstruktur
Wenn das Kunststoffprodukt eine tote Ecke hat, wird die Form auch eine oder mehrere Strukturen haben, um die tote Ecke zu behandeln. Dazu gehören Schieber, schräge Auswerfer, Hydraulikzylinder usw. In den meisten Fachbüchern wird dieser Mechanismus zur Behandlung von toten Ecken als "Kernziehmechanismus" bezeichnet.

Komponenten für Spritzgussformen
Düsensystem
Das Düsensystem wird verwendet, um geschmolzenen Kunststoff in die Form zu spritzen, um das Produkt zu formen. Es umfasst Komponenten wie Düsen und Düsenspitzen. Es steuert das Öffnen und Schließen der Düse und den Fluss des geschmolzenen Kunststoffs, um das Spritzgießen des Produkts zu ermöglichen. Das Düsensystem muss gut abdichten und verschleißfest sein, um ein normales Einspritzen des Kunststoffs und die Qualität des Produkts zu gewährleisten.

Form Sitz
Der Formsitz ist das Basisteil der Spritzgussform, das die gesamte Formstruktur stützt und fixiert. Er wird in der Regel aus hochwertigem legiertem Stahl hergestellt und verfügt über eine ausreichende Festigkeit und Steifigkeit, um dem Druck und der Extrusion während des Spritzgießprozesses standzuhalten.

Auswerfersystem
Das Auswerfersystem wird zum Auswerfen des geformten Produkts aus der Form verwendet. Es umfasst Komponenten wie Auswerferstangen und Auswerferplatten, und der Ausstoß des Produkts wird durch die Bewegung der Auswerferstange erreicht. Das Auswerfersystem muss eine ausreichende Festigkeit und Stabilität aufweisen, um die Auswerfwirkung und die Produktionseffizienz des Produkts zu gewährleisten.

Feste Platte
Die feste Platte befindet sich oberhalb des Formbodens und wird zur Befestigung der verschiedenen Komponenten der Form verwendet. Sie ist in der Regel aus hochwertigem legiertem Stahl gefertigt und verfügt über eine ausreichende Festigkeit und Steifigkeit, um sicherzustellen, dass die Form während des Spritzgießprozesses stabil und steif ist.

Kühlsystem
Das Kühlsystem dient zur Steuerung der Temperatur der Form, um die Qualität des Produkts und die Effizienz der Produktion zu gewährleisten. Es umfasst Komponenten wie Kühlwasserkanäle und Kühlvorrichtungen, die die Wärme aus der Form durch zirkulierendes Kühlwasser aufnehmen. Das Kühlsystem muss vernünftig ausgelegt sein, um eine gleichmäßige Kühlung aller Teile der Form zu gewährleisten und Spannungen und Verformungen zu vermeiden.
Kern und Hohlraum
Der Kern und die Kavität sind die wichtigsten Teile der Spritzgussform. Sie bestimmen die Form und Größe des Endprodukts. Der Kern ist der innere Teil des Produkts, und die Kavität ist die äußere Form des Produkts. Kern und Kavität bestehen in der Regel aus hochwertigem Werkzeugstahl oder Schnellarbeitsstahl. Sie werden maschinell bearbeitet und wärmebehandelt, um sie hart und verschleißfest zu machen.

Schieberegler-System
Das Schiebersystem wird für die Herstellung komplexer Produktstrukturen und innerer Hohlräume verwendet. Es besteht aus Teilen wie Schiebern, Führungsstiften, Führungshülsen usw., die das Öffnen und Schließen der Form und die Bewegung durch Gleiten oder Drehen ermöglichen. Das Schiebersystem muss sehr präzise und stabil sein, um sicherzustellen, dass Form und Größe des Produkts stimmen.
Strukturelle Zusammensetzung von Spritzgießmaschinen
Eine Mehrzweck-Spritzgießmaschine besteht aus einer Einspritzvorrichtung, einer Formschließvorrichtung, einem hydraulischen Übertragungssystem und einem elektrischen Steuerungssystem. Die Hauptaufgabe der Einspritzvorrichtung besteht darin, den Kunststoff zu schmelzen und eine bestimmte Menge geschmolzenen Materials mit ausreichendem Druck und Geschwindigkeit in den Formhohlraum einzuspritzen. Die Einspritzvorrichtung besteht aus Plastifizierungskomponenten (Schnecke, Zylinder und Düse), Trichter, Übertragungsvorrichtung, Dosiervorrichtung, Einspritz- und Bewegungszylindern und so weiter.

Klemmvorrichtung für Formen
Die Formschließvorrichtung ist für das Öffnen und Schließen der Form, das sichere Schließen der Form während des Einspritzens und das Auswerfen des Produkts verantwortlich. Die Formschließvorrichtung besteht hauptsächlich aus vorderen und hinteren festen Schablonen, beweglichen Schablonen, Zugstangen, die die vorderen und hinteren Schablonen verbinden, Formschließzylindern, Verbindungsstangenmechanismen, Formeinstellvorrichtungen und Produktauswurfvorrichtungen.
Hydraulisches System und elektrisches Steuersystem
Seine Aufgabe ist es, dafür zu sorgen, dass die Spritzgießmaschine richtig und gut funktioniert (Druck, Geschwindigkeit, Temperatur, Zeit) und die Prozessschritte in der richtigen Reihenfolge abläuft.

Das hydraulische System der Kunststoff-Spritzgießmaschine besteht aus verschiedenen hydraulischen Teilen, Rohren und anderen Hilfsmitteln, die den Betrieb unterstützen, und das elektrische Steuersystem besteht aus verschiedenen elektrischen Bauteilen und Werkzeugen. Das hydraulische System und das elektrische System arbeiten zusammen, um der Spritzgießmaschine Kraft und Kontrolle zu verleihen.
Schlussfolgerung
IDer Formboden stützt die gesamte Struktur, das Auswerfersystem drückt das fertige Produkt heraus, die feste Platte stabilisiert die Komponenten, das Schiebesystem handhabt komplexe Formen, der Kern und die Kavität definieren die Produktform, das Kühlsystem regelt die Temperatur und das Düsensystem spritzt den Kunststoff ein.

Darüber hinaus umfasst es auch das Temperaturkontrollsystem, das Abgassystem, das Führungssystem und das Ausstoßsystem, die zur Kontrolle der Formtemperatur, der Abgase, der genauen Positionierung der Form und des Ausstoßes des Produkts dienen.
In der Spritzgussform spritzt die Einspritzeinheit den geschmolzenen Kunststoff durch die Spritzgussschnecke in die Form und dringt durch die Angussbuchse in den Hohlraum ein, wodurch ein präzises Gießen und eine hohe Qualität des Produkts gewährleistet werden.

Das Zusammenwirken dieser Komponenten gewährleistet den reibungslosen Ablauf des Kunststoffspritzgießprozesses und die hohe Qualität des Endprodukts.







