 Zum Inhalt springen
Zum Inhalt springen 

Verstärkung ist ein wesentlicher Bestandteil von Kunststoffteilen. Die Verstärkung ist als "I"-Form wirksam und erhöht die Steifigkeit und Festigkeit des Produkts, ohne die Oberfläche des Produkts wesentlich zu vergrößern. Ohne die "I"-Form wäre die umgekehrte Struktur jedoch schwer zu formen, insbesondere bei Kunststoffprodukten, die häufig Druck, Drehmoment und Biegung ausgesetzt sind.
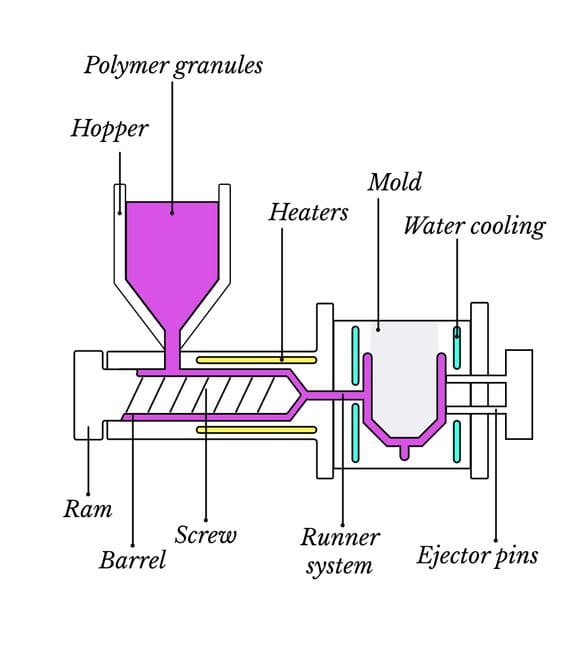
Darüber hinaus kann die Verstärkung auch als interner Läufer fungieren, um das Füllen des Spritzgussform Dies ist sehr nützlich, um das Fließen des Kunststoffs in die Verzweigung des Teils zu unterstützen.
Die Verstärkung wird im Allgemeinen auf der berührungsfreien Seite des Kunststofferzeugnisses angebracht, und ihre Ausdehnungsrichtung sollte der Richtung der maximalen Spannung und der maximalen Durchbiegung des Erzeugnisses folgen. Die Lage der Verstärkung unterliegt auch einigen produktionstechnischen Überlegungen, wie z. B. Hohlraumfüllung, Schrumpfung und Entformung.
Die Länge der Verstärkung kann der Länge des Erzeugnisses entsprechen, wobei beide Enden an der Außenwand des Erzeugnisses befestigt sind, oder sie kann nur einen Teil des Erzeugnisses einnehmen, um die Steifigkeit eines Teils des Erzeugnisses teilweise zu erhöhen.
Wenn die Bewehrung nicht an der Außenwand des Produkts angebracht ist, sollte der Endabschnitt nicht abrupt enden, sondern allmählich in der Höhe reduziert werden, bis er abgeschlossen ist, um so die Probleme des Lufteinschlusses, der Unterfüllung und der Brandflecken zu verringern, die häufig an unterbelüfteten oder geschlossenen Stellen auftreten.
Die einfachste Form der Bewehrung ist eine rechteckige Säule, die an der Oberfläche des Erzeugnisses befestigt ist, aber aus produktionstechnischen oder strukturellen Gründen müssen Form und Größe der Bewehrung geändert werden.
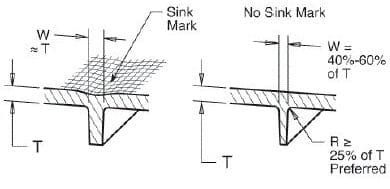
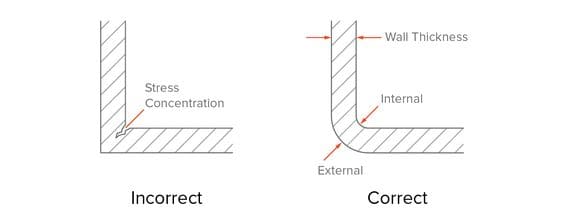
Der Boden der Bewehrung muss abgerundet sein, um eine übermäßige Spannungskonzentration zu vermeiden. Die abgerundeten scharfen Ecken geben dem Fließkanal auch eine allmähliche Form, damit sich der Hohlraum gleichmäßiger füllt.
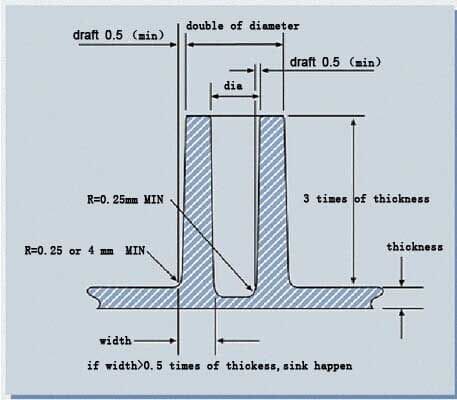
Wenn die Breite des unteren Teils der Bewehrung im Verhältnis zur Dicke des Produkts um die Hälfte reduziert wird (Abbildung b), verringert sich die Zunahme der Dicke im Verhältnis zur Position auf etwa 20%, und die Gefahr des Schwindens wird stark verringert.
Dies führt dazu, dass die Verwendung von zwei oder mehr kurzen Bewehrungsstäben der Verwendung eines einzelnen hohen Bewehrungsstabs vorzuziehen ist. Bei der Verwendung mehrerer Bewehrungsstäbe muss der Abstand zwischen den Bewehrungsstäben jedoch größer sein als die Dicke der angrenzenden Außenwand.
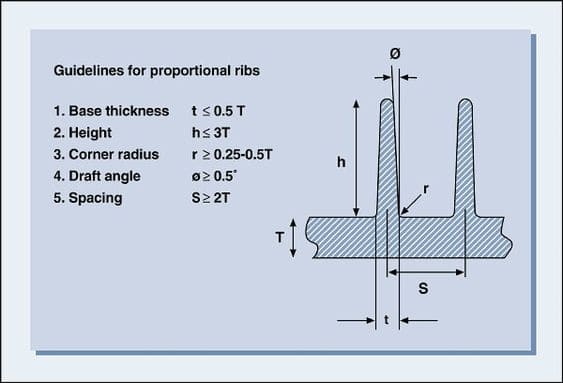
Die Form der Bewehrungsstäbe ist im Allgemeinen dünn und lang, und der allgemeine Aufbau der Bewehrungsstäbe veranschaulicht die Grundprinzipien der Konstruktion von Bewehrungsstäben.
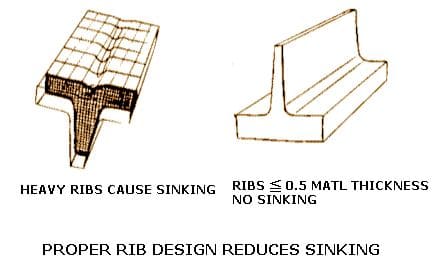
Beachten Sie, dass eine zu dicke Bewehrung wahrscheinlich zu Schwindungsmustern, Hohlräumen, Verformungen, Quetschungsmustern und anderen Problemen führen wird, die auch den Produktionszyklus verlängern und die Produktionskosten erhöhen werden.

Die Rolle der Kunststoffverstärkung
Die Verstärkung ist ein unverzichtbarer Bestandteil der Funktion von spritzgegossenen Kunststoffteilen.
(1) Verbesserung der Festigkeit und Steifigkeit des Produkts ohne Erhöhung der Wandstärke des Kunststoffprodukts, um die Verschwendung von Kunststoff in der Spritzgießen Prozess, erhöht das Gewicht und reduziert die Kosten.
(2) Es kann die Verzerrung und Verformung der Produkte durch die ungleiche Kraft, die durch die unterschiedliche Wandstärke der Kunststoffflaschen verursacht wird, eindämmen.
(3) Erleichterung der Aktivität der Kunststoffschmelze, und bieten Kanäle für die Schmelze Füllung in einigen dünnen Wand Kunststoff-Spritzgussteile des Kunststoffflaschenkörpers.
Faktoren, die bei der Planung von Kunststoffbewehrungen zu berücksichtigen sind
(1) Die Gestaltung der Bewehrung hängt auch mit dem verwendeten Kunststoff zusammen. Aus produktionstechnischer Sicht haben die physikalischen Eigenschaften des Materials, wie z. B. die Viskosität der Schmelze und die Schrumpfung, einen erheblichen Einfluss auf die Gestaltung der Bewehrung.
(2) Die Kriecheigenschaften des Kunststoffs sind auch unter strukturellen Gesichtspunkten von Bedeutung. So wird die Höhe der Bewehrung aus produktionstechnischer Sicht durch das Fließverhalten der Schmelze und die Entformungseigenschaften (Schrumpfung, Reibungskoeffizient und Stabilität) begrenzt.
(3) Eine Vergrößerung des Austrittswinkels der langen Bewehrung hilft im Allgemeinen, das Produkt auszuwerfen. Wenn jedoch der Austrittswinkel vergrößert wird, während die Breite des Bodens gleich bleibt, werden die Steifigkeit, die Festigkeit und die auswerfbare Fläche des Produkts verringert.
Das Problem des reduzierten Auswurfbereichs kann durch Hinzufügen mehrerer Auswurferhebungen im Verstärkungsteil des Produkts oder durch die Verwendung teurerer flacher Auswerferstifte gelöst werden, und auch das Polieren in Auswurfrichtung erleichtert das Auswerfen des Produkts.
(4) Aus struktureller Sicht kann eine tiefere Verstärkung die Steifigkeit und Festigkeit des Produkts erhöhen, ohne das Gewicht wesentlich zu erhöhen, aber gleichzeitig erhöht sich die Biegespannung an den höchsten und niedrigsten Punkten des Produkts; der Produktkonstrukteur muss berechnen und sicherstellen, dass die Biegespannung in diesem Bereich den zulässigen Bereich nicht überschreitet.
(5) Aus produktionstechnischer Sicht ist es besser, eine große Anzahl von kurzen und schmalen Bewehrungsstäben zu verwenden als mehrere tiefe und breite Bewehrungsstäbe.
(6) Wenn Fertigungsformen (insbesondere Handformplatten): Die Breite (und möglicherweise die Tiefe) und mehrere Versteifungen sollten so weit wie möglich belassen werden, damit sie entsprechend erhöht werden können, wenn sich die Steifigkeit und Festigkeit des Produkts bei der Prüfung der Form als unzureichend erweist, da es einfacher und billiger ist, den Stahl aus der Form zu entfernen, als Methoden wie Schweißen oder Hinzufügen von Einsätzen zur Erhöhung des Stahls anzuwenden.
Designpunkte für verschiedene Materialien
ABS
Zur Verringerung der Schrumpfung auf den wichtigsten Bauteiloberflächen sollte die Dicke der Rippen nicht mehr als 50% der Dicke des überschneidenden Gummis betragen, und bis zu 70% der Dicke der Rippen auf einigen nicht deterministischen Oberflächen. Bei dünnen Strukturschaumteilen aus Kunststoff kann die Rippe bis zu 80% der Dicke des überlappenden Gewebes betragen. Bei dicken Gummirippen können 100% erreicht werden.
Die Höhe der Rippen sollte nicht höher sein als das Dreifache der Dicke des Klebstoffs. Bei mehr als zwei Rippen sollte der Abstand zwischen den Rippen mindestens das Doppelte der Gummidicke betragen. Der Austrittswinkel der Rippen sollte zwischen einer Seite und der anderen liegen, um ein leichtes Ablösen zu ermöglichen.
PA
Die Höhe der einzelnen Rippen sollte nicht dreimal oder mehr als die Dicke der Unterseite der Rippen betragen. Hinter jeder Rippe sollten einige kleine Rippen oder Rillen vorhanden sein, da die Rippen beim Abkühlen auf der Rückseite Vertiefungen verursachen.

PBT
Dicke Rippen werden so weit wie möglich vermieden, um Luftblasen, Schrumpfungsmuster und Spannungskonzentrationen zu vermeiden. Der Weg der Überlegung ist, die Rippengröße zu begrenzen. Die Rippendicke sollte 60% der Wanddicke unter 3,2 mm (1/8 Zoll) nicht überschreiten. Rippen mit einer Wanddicke von mehr als 3,2 mm sollten 40% nicht überschreiten.
Die Höhe der Rippen sollte das Dreifache der Knochendicke nicht überschreiten. Die Rippen sind auf beiden Seiten mit einem R von 0,5 mm mit der geschmolzenen Kunststoffwand verbunden, um einen reibungslosen Kunststofffluss zu ermöglichen und innere Spannungen zu verringern.
PC
Die allgemein empfohlene Rippendicke hängt vom Kunststofffluss und der Wanddicke ab. Das Design von PC-Rippen ist in der folgenden Abbildung für PS-Rippen zu sehen.
PS
Die Dicke der Rippen sollte 50% der Wanddicke der Fuge nicht überschreiten. Die Erfahrung lehrt uns, dass ein Verstoß gegen die oben genannten Richtlinien zu einem ungleichmäßigen Glanz der Oberfläche führt.
PSU
RIBS kann die Schlagzähigkeit des Produkts verbessern und effektive Ergebnisse bei möglichst geringen Kosten erzielen. Ein schlechtes Design kann zu Lunkerstellen und unerwünschter Schlagzähigkeit führen.

Bemessungspunkte der Bewehrung
(1) Ersetzen Sie eine einzelne Bewehrung durch eine einzelne Bewehrung von größerer Höhe mit einer geringeren Höhe und einer etwas größeren Anzahl von Stäben, um eine Oberflächenvertiefung zu vermeiden, wenn der Boden der dicken Stäbe abkühlt und schrumpft. Wenn die Rückseite der Spannglieder eine Vertiefung aufweist, die die Ästhetik beeinträchtigt, kann das Design der dekorativen Verstärkungsrippenstruktur zur Abdeckung verwendet werden.
(2) Die Anordnungsrichtung der Spannglieder sollte mit der Füllrichtung des Schmelzmaterials übereinstimmen.
(3) Die Wurzel der Sehne mit einem abgerundeten Übergang, um die äußere Kraft zu vermeiden, wenn die Stress-Konzentration und Zerstörung. Aber der Radius der Wurzel Rundung ist zu groß wird Depression zeigen.
(4) Legen Sie im Allgemeinen keine Teile auf die Sehnen.
(5) Die Laschen an der Innenwand der Kunststoffflasche sollten nicht zu nahe an der Innenwand liegen, um eine unzureichende Füllung der Schmelze im Bereich der Laschen zu vermeiden und die Anwendung der Spannglieder zur Vermeidung von Produktverformungen und zur Erhöhung der Steifigkeit der Kunststoffflasche zu verbessern.
Grundsätze der Bewehrungsplanung:
(1) Die Dicke der Bewehrung sollte geringer sein als die gleichmäßige Wanddicke des zu bewehrenden Produktes, um eine Vertiefung in der Fuge zu vermeiden.
(2) Die Höhe der Bewehrung sollte nicht zu hoch sein, da sonst die Bewehrung durch die Kraft beschädigt wird und ihre Steifigkeit verringert. Um die Steifigkeit des Produkts zu erhöhen, sollte eher die Anzahl der Bewehrungsstäbe als deren Höhe erhöht werden.
(3) Die Neigung der Bewehrungsstäbe kann größer sein, und in der Regel sollte größer sein als 1,5 °, um oben Verletzungen zu vermeiden, um die Freigabe der Form zu erleichtern.
(4) Mehrere Bewehrungsstäbe sollten richtig verteilt und versetzt angeordnet werden, um ungleichmäßiges Schwinden zu reduzieren.
(5) Im Allgemeinen wird die Verstärkung am schrägen Knochen angebracht, um Lufteinschlüsse zu vermeiden, die zu Kunststoff-Spritzguss und Stärke.
Anordnung der Bewehrungsstäbe
Es gibt die folgenden Formen von Bewehrungsstäben: Stab-, Brunnen-, Gabel-, Fächer-, Kreis- oder integrierte Form
Stabform
Die Schale kann auf die Verstärkung bar Bereich ist klein, und brauchen nicht zu tragen hohe Festigkeit Last, nur zur Erhöhung der Festigkeit einer einzigen Schale werden kann, Verstärkungsstäbe nicht zu dicht, ist man, um die Stärke der Form, ist man leicht zu kleben, nachdem die Form, wenn aus der Form.
Im Allgemeinen ist der Abstand zwischen der Verstärkung entwickelt, um die konstante Wandstärke der Schale an der Stelle der Verstärkung 3 mal und mehr zu stärken, die Höhe der Verstärkung nach dem tatsächlichen Produkt Bedürfnisse und Design, gibt es keine absolute niedriger zu sein als wie viel, je nach der Form zu gehen Linie schneiden oder tun Block Spleißen.
Wenn es jedoch darum geht, die strukturellen Anforderungen des Produkts zu erfüllen, ist die Bewehrung der Schraubensäule umso besser, je geringer die Höhe der Bewehrung ist, da die Schraubensäule der Bewehrung folgt.
Daher ist die Höhe der Bewehrung bar kann viel höher als die gewöhnliche Bewehrung bar, die spezifische strukturelle Gestaltung der Schraube Spalte Bewehrung bar, in die strukturelle Gestaltung der Schraube Spalte Bewehrung bar Höhe ist zu hoch hat mehrere Probleme.

Probleme bei der Formgebung
Je höher die Bewehrung ist, desto schwieriger ist es, den Kleber voll auszuspielen. Das allgemeine Design der Bewehrung ist nicht entworfen und die Dicke des Schalenmaterials ist dick, die Dicke der Bewehrung kann je nach den tatsächlichen Bedürfnissen des Produkts erhöht oder verringert werden.
Problem außerhalb der Form: Je höher die Bewehrung ist, desto wahrscheinlicher ist es, dass sie nach der Form hängen bleibt.
Festigkeitsproblem: Je höher die Bewehrung und je dünner die Oberseite des Gummibits, desto geringer die Festigkeit.
Wohlgeformt, gabelförmig
Die Schale kann mit einer großen Verstärkungsfläche ausgelegt werden und muss einer hohen Belastung standhalten.
Fächerförmig, rund
Die Schale kann auf der Verstärkungsfläche groß, fächerförmig und kreisförmig Last ist der Mittelpunkt für den stärksten Punkt der Kraft, gut geformt und gabelförmige Last für die einheitliche Punkt der Kraft ausgelegt werden.
Integrierte Form
Da die Bewehrung der Brunnen- und Gabelform im Querteil aufgrund der Materialstärke zu dick ist, besteht die Gefahr von Eindrückungsfehlern auf der Oberfläche der Schale, was das Aussehen beeinträchtigt, so dass die runde Bewehrung in die Konstruktion eingefügt wird, um eine umfassende Art der Bewehrung zu bilden.
Da die Anzahl der Verstärkung in gut und Gabel Form ist zu viel, wird es das Produkt leicht zu kleben an der Rückseite Form, nach dem Hinzufügen von runden Verstärkung, kann es mit einer Spritze Stift, der die klebrige Form Situation oder kann als solche verstanden werden, zu vermeiden ausgestoßen werden.
Es ist notwendig, eine bestimmte Anzahl von Säulen in der dichten Bewehrungsposition hinzuzufügen, um das Produkt aus der Form zu unterstützen, insbesondere wenn die Höhe der Bewehrung relativ hoch ist.
Zusammenfassung
Bei der Produktgestaltung sollte die Produktverstärkung nach den oben genannten Grundsätzen der Verstärkungsgestaltung optimiert werden. Die Produktverstärkung kann nicht nur die Festigkeit und Steifigkeit von Kunststoffprodukten verbessern und das Phänomen der Verdrehung reduzieren, sondern auch den Kunststoffspritzguss herstellen leicht zu füllen die Spritzgussform Hohlraum, zum optimalen Produktdesign und zum wirtschaftlichsten Weg, Ihr Produktprojekt zu realisieren.






