 Zum Inhalt springen
Zum Inhalt springen 

Hier ist das praktische Problem, dem wir gegenüberstehen: Wenn Teil A ein Dünnwandverbinder (1,2 mm Wandstärke, 40 mm Fließlänge) ist und Teil B ein dickes Gehäusedeckel (3,5 mm Wandstärke, 90 mm Fließlänge), füllt und verdichtet sich Teil A in etwa 0,8 Sekunden, während Teil B noch zu 60% gefüllt ist. Um Teil B zu vervollständigen, müssen wir den Einspritzdruck aufrechterhalten – aber zu diesem Zeitpunkt beginnt Teil A zu überfließen. Wenn wir den Druck senken, um Teil A zu schützen, entsteht bei Teil B ein unvollständiger Schuss. Es gibt kein einziges Prozessfenster, das beide Bedingungen erfüllt.
– MUD (Master Unit Die) systems use interchangeable inserts inside one frame, letting us optimize each part’s pressure and temperature independently.
– For parts with similar wall thickness and volume, family molds can cut tooling costs by 25–40%; for dissimilar parts, MUD systems consistently deliver lower piece-part cost over time.
– Scrap rates in mismatched family molds routinely run 8–15% higher than equivalent MUD insert runs in our shop.
– The right choice depends on part similarity, annual volume, and production scheduling flexibility—not tooling cost alone.
What Are Family Molds and MUD Systems in Injection Molding?
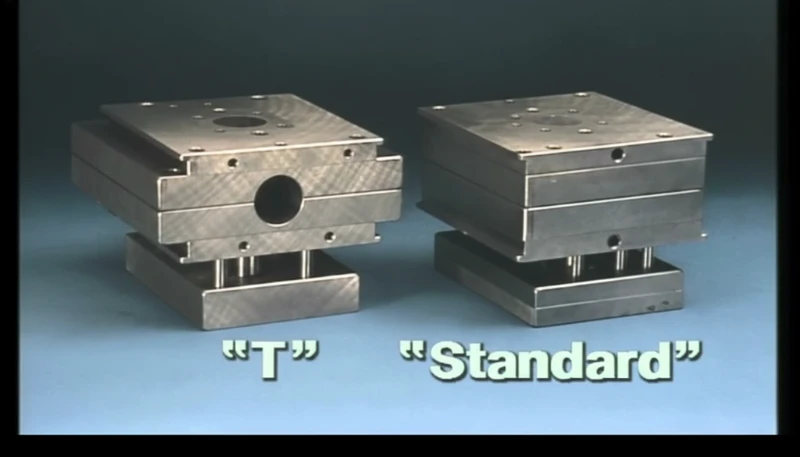
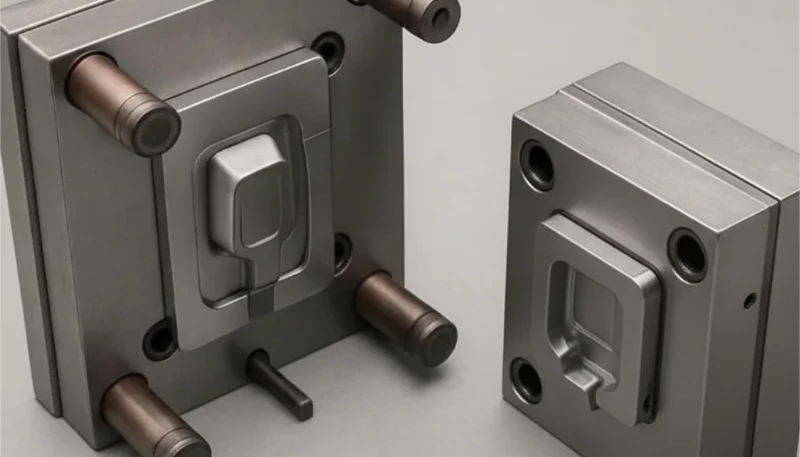
A family mold is a single mold base4 that houses cavities for two or more geometrically different parts, producing a complete set of components with every injection cycle. A MUD (Master Unit Die) system1 is a modular tooling standard built around a permanent H-frame installed in the machine, into which interchangeable inserts can be swapped—each insert carrying the cavity and core for a single part geometry. In our factory, we use both architectures regularly, and we’ve learned that the label “cheaper” almost never tells the whole story.
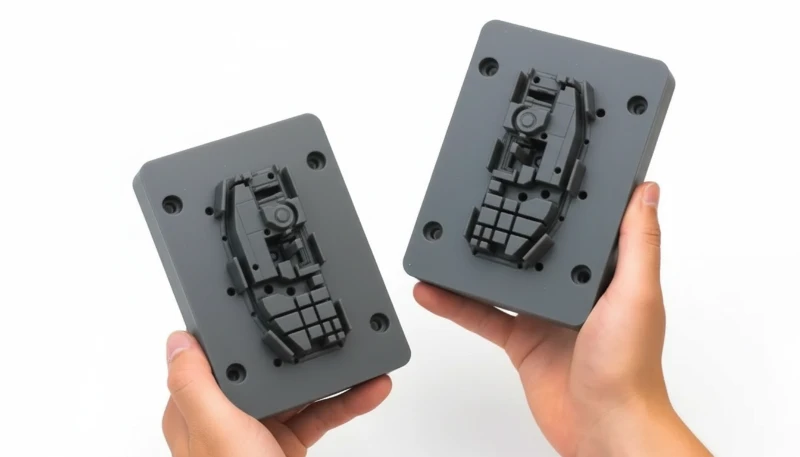
The original MUD frame concept was developed by DME and has since become an industry standard for prototype tooling and mid-volume production. A MUD frame can technically hold two different inserts—making it function like a small family mold—but the prevailing strategy is to run each insert independently, unlocking full process control per part.
How Do the Core Parameters of Family Molds Compare to MUD Systems?
Choosing between these two strategies comes down to measurable project parameters: tooling cost, cycle time, scrap rate, and scheduling flexibility. The table below summarizes the standard industrial benchmarks we use when evaluating new projects in our shop.
| Parameter | Family Mold (Fixed Cavities) | MUD System (Modular Inserts) |
|---|---|---|
| Upfront Tooling Cost | Low – one base for all parts | Low-to-medium – one frame + individual inserts |
| Prozesskontrolle | Poor – one window satisfies all cavities | Excellent – each insert gets its own parameters |
| Zykluszeit | Compromised – limited by thickest wall section | Optimized – each part runs at minimum cycle |
| Runner/Gate Complexity | High – requires artificial balancing | Low – standard gating per part |
| Production Scheduling | Rigid – equal quantities of all parts | Flexible – run any quantity of any part |
| Scrap Rate (dissimilar parts) | High – defect in one part rejects full shot | Low – defects isolated to one insert run |
| Tooling Longevity Risk | High – entire mold retires when one cavity fails | Low – replace only the worn insert |
“Family molds always deliver lower total project cost than MUD systems.”Falsch
Family molds have lower upfront tooling cost, but when parts are dissimilar, scrap rates of 8–15%, slower cycle times dictated by the thickest wall, and rigid production scheduling routinely push piece-part costs above those of MUD insert runs over the life of the project.
“MUD systems allow independent process optimization for each part geometry.”Wahr
Because each insert runs separately in the same MUD frame, engineers can set distinct injection speed, Nachdruck2, and cooling time for each part without compromise—a critical advantage when parts have different wall thicknesses or flow lengths.
Why Does Rheological Balance Determine Family Mold Viability?
Rheological balance—the ability to fill all cavities with equal pressure at the same moment—is the single biggest technical challenge in family Formgestaltung. In our factory, we evaluate this before approving any family mold project. When Part A and Part B have different flow lengths, wall thicknesses, or projected areas, the molten polymer naturally favors the path of least resistance.
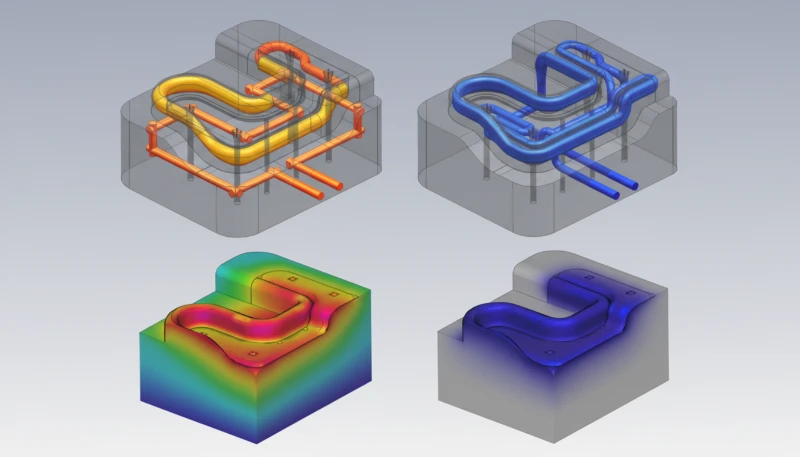
Here is the practical problem we face: if Part A is a thin-wall connector (1.2 mm wall, 40 mm flow length) and Part B is a thick housing cover (3.5 mm wall, 90 mm flow length), Part A fills and packs in roughly 0.8 seconds while Part B is still 60% full. To complete Part B, we must maintain injection pressure—but at that point, Part A begins to flash. If we drop pressure to protect Part A, Part B short-shots. There is no single process window that satisfies both.
Optimierung der Werkzeuge: Familienformen vs. MUD-Systeme
How Does Inventory Management Differ Between the Two Strategies?
Inventory implications are often overlooked in tooling decisions, but in our experience, they can make or break a project’s economics. With a family mold, every shot produces one of Part A and one of Part B. If your finished assembly requires two of Part A and one of Part B, you will accumulate a permanent surplus of Part A. Over 100,000 shots, that’s 100,000 excess Part A components sitting in bins.

MUD systems solve this directly. We schedule Part A inserts when Part A stock is low, and Part B inserts when Part B is the bottleneck. We’ve found that this scheduling flexibility reduces work-in-progress inventory by 30–45% on multi-component projects compared to equivalent family mold programs. The MUD frame itself remains a shared capital asset, and we amortize its cost across every product line that uses that frame size.
When Should You Choose a Family Mold Over MUD Inserts?
Family molds are genuinely the superior choice in a specific set of conditions. We recommend them when the following criteria are met simultaneously: parts have similar wall thickness (within 0.5 mm of each other), similar projected area (within 20%), and the assembly requires equal quantities of each component. In our factory, small consumer-product housings—top shell and bottom shell—that are mirror images of each other are ideal candidates.
We also favor family molds in prototype and bridge tooling phases where the goal is producing a matched set of parts quickly at low cost, not yet optimizing for high-volume efficiency. An aluminum family mold for prototype validation can cost $3,000–$6,000 versus $4,000–$8,000 for a steel MUD frame plus two separate inserts. For a 500-piece validation run, the family mold wins on total cost with acceptable quality risk.
“MUD systems require a separate injection molding machine for each insert.”Falsch
A MUD system uses a single H-frame permanently installed in one machine. Inserts are swapped in and out of the same frame—typically in 15–30 minutes—so one machine serves all inserts sequentially. No additional machine is needed per insert.
“A family mold is a good choice when parts share similar geometry and are needed in equal quantities.”Wahr
When parts have matched wall thickness (within 0.5 mm), similar projected areas, and the BOM ratio is 1:1, a family mold simplifies logistics, eliminates changeover time, and delivers a lower total cost per set compared to running separate inserts.
What Are the Real Costs and Risk Factors Over a Product Lifecycle?
Multi-cavity tooling3 decisions must account for the full production lifecycle, not just Year 1. In our experience managing tooling programs for automotive and consumer electronics customers, the cost picture changes significantly at 250,000+ parts.

Consider a product requiring Part A (1.5 mm wall, 25 g) and Part B (4.0 mm wall, 80 g). With a family mold, the cycle time is 45 seconds (limited by Part B cooling). With separate MUD inserts, Part A runs at 18 seconds and Part B at 38 seconds. Over 500,000 shots on the family mold: 6,250 machine-hours consumed. Over 250,000 shots of Part A (18 s) + 250,000 shots of Part B (38 s) via MUD: 3,930 machine-hours consumed. That 2,320 hour difference at $65/hour machine rate equals $150,800 in additional manufacturing cost—far exceeding the initial tooling savings.
We’ve also seen family mold risk compound when one cavity requires repair or modification. The entire mold must be pulled from production, affecting supply of both parts. A MUD system lets us pull and repair the affected insert while keeping the other insert—and the MUD frame—in production.
How Should You Evaluate Which System Fits Your Specific Project?
We use a structured decision framework in our facility when customers bring us multi-part projects. The evaluation takes 30–60 minutes and prevents costly tooling mistakes that are difficult to reverse once steel is cut.
Step 1 — Part Geometry Audit: Measure or estimate wall thickness for every part. If the ratio of maximum to minimum wall thickness across all parts exceeds 2:1, flag for MUD. Step 2 — BOM Ratio Check: Confirm the assembly ratio. If it’s not 1:1 for all parts, a family mold will create chronic inventory surplus. Step 3 — Annual Volume Assessment: Below 10,000 parts per year total, family mold economics may justify the quality compromise. Above 50,000 per year, run the lifecycle cost calculation. Step 4 — Schedule Flexibility Review: If customer demand varies by part (e.g., 2× surge in Part A but not Part B), a MUD system absorbs that variation; a family mold cannot. Step 5 — Material Check: If all parts use the same resin lot, a family mold is more viable. If parts use different resins—or even the same resin with different colorants—MUD is preferred.
Häufig gestellte Fragen
Can a MUD frame run as a family mold by holding two different inserts simultaneously?
Yes, technically. A standard MUD H-frame can hold an A-side insert and a B-side insert for two different parts, functioning identically to a conventional family mold. However, this eliminates the independent process control advantage of MUD. We generally recommend running inserts separately unless the parts are geometrically matched.
How long does a MUD insert changeover take compared to a full mold change?
In our shop, a trained operator swaps MUD inserts in 15–25 minutes using quick-connect water fittings and standardized locating. A conventional full mold change on the same tonnage machine takes 45–90 minutes. The time savings compound significantly on machines running multiple SKUs per shift.
What is the typical cost premium for a MUD system over a family mold?
The MUD H-frame itself costs $1,500–$4,000 depending on size and material. Each insert costs $2,000–$8,000 for standard geometries in P20 steel. A comparable family mold might cost $5,000–$12,000 total. The MUD system’s total initial investment is typically 15–30% higher, but this premium is usually recovered within 12–18 months of production on dissimilar parts.
Can flow leaders and restrictors fully solve the fill imbalance problem in family molds?
Partially. Flow leaders and restrictors can balance fill for parts with moderate differences in volume (up to ~3:1 volume ratio). Beyond that, the processing window becomes too narrow for stable production. We’ve successfully balanced family molds with runner diameter adjustments of 15–25%, but parts with 5:1 or greater volume ratios remain problematic regardless of runner tuning.
What materials work best in family molds versus MUD systems?
Amorphous resins like ABS, PC, and PS tolerate the wider process variation inherent in family molds better than semi-crystalline resins like nylon, POM, or PP. Semi-crystalline materials have sharper melt-solidification transitions, making them more sensitive to the process window compromises of family molds. For these materials in a multi-part program, we strongly prefer MUD inserts.
How does MUD tooling affect lead time compared to conventional family molds?
Initial lead times are similar—both require 4–8 weeks for standard complexity. The MUD system’s advantage emerges when modifications are needed: reworking a single insert takes 1–2 weeks, while modifying a cavity in a conventional family mold may require benching the entire tool. For products in active design iteration, MUD dramatically reduces the engineering change cost and timeline.
Zusammenfassung
Family molds and MUD systems are both legitimate, proven strategies for managing multi-part injection molding projects—but they serve different conditions. In our factory, we choose family molds for geometrically similar parts needed in equal quantities at lower annual volumes. We choose MUD systems for dissimilar parts, unequal BOM ratios, and high-volume programs where cycle time and scrap rate directly impact profitability.
The most common mistake we see is customers selecting a family mold based solely on the lower tooling quote, without accounting for the lifecycle cost of compromised cycle times, elevated scrap rates, and inventory imbalances. A 20% higher tooling investment in a MUD system typically pays back within one production year on any program above 50,000 parts with dissimilar geometries. Run the numbers before you approve the steel.
- A mold base (or mold frame) is the standardized steel structure that holds the mold inserts and forms the foundation of any injection mold. Standard mold bases from suppliers like DME or HASCO follow industry conventions for plate dimensions and component placement. ↩
-
A MUD (Master Unit Die) system is a modular tooling architecture consisting of a standardized H-frame base that remains installed in the injection molding machine, into which interchangeable cavity/core inserts are loaded. The frame is a reusable capital asset; only the inserts are part-specific. ↩
-
Holding pressure (also called pack pressure) is the secondary injection pressure applied after the mold cavity is filled, maintained during the early stages of cooling to compensate for volumetric shrinkage and prevent sink marks or voids in the finished part. ↩
-
Multi-cavity tooling refers to any mold configuration that produces more than one part per injection cycle, including single-part multi-cavity molds, family molds with different part geometries, and stack molds that multiply output per cycle. ↩







