 Zum Inhalt springen
Zum Inhalt springen 

Mit seiner Fähigkeit, die strukturelle Integrität und das Aussehen von Spritzgussteilen zu beeinflussen, spielt der Entformungswinkel eine entscheidende Rolle beim Design.
Durch eine winkelförmige Verjüngung der Wände senkrecht zur Öffnungs-/Schließrichtung der Form kann dieses Maß ästhetisch ansprechende Ergebnisse erzielen und gleichzeitig die Festigkeit des Teils erhalten.
Gemessen in Grad, ist das Verständnis, wie man den Schräglaufwinkel am besten in die Produktentwicklung einbezieht, der Schlüssel zum Erreichen hervorragender Ergebnisse.
1. Warum haben Kunststoffspritzgussprodukte Entformungsschrägen?
Die Spritzgießen Verfahren erfordert spezielle Formen zum Formen der Teile. Nachdem das Produkt geformt und ausgehärtet ist, muss es aus dem Hohlraum dieser Formen entfernt werden - ein Schritt, der auch als "Entformung" bezeichnet wird.
Ohne eine erfolgreiche Entformung würde es aufgrund der Schrumpfung während der Entformung zu engen Kunststoffumhüllungen auf den Kernen oder zu Einschlüssen in Hohlräumen kommen. Spritzgussform Bildung.
Um eine reibungslose Entnahme zu gewährleisten und Beschädigungen bei der Entnahme der Produkte aus den jeweiligen Formen zu vermeiden, ist häufig ein manueller Eingriff erforderlich.

Bei der Gestaltung Spritzgießformenist eine durchdachte Berücksichtigung des Entformungswinkels von größter Bedeutung. Entformungswinkel sind für die effiziente Entformung von Kunststoffteilen aus ihrer Formvorrichtung unerlässlich und sollten sicherstellen, dass genügend Spielraum vorhanden ist, um eine Beschädigung des Teils oder des Werkzeugs aufgrund von Entnahmekräften zu verhindern. Die richtigen konstruktiven Überlegungen können dazu beitragen, dass der Erfolg Ihres Produkts nicht von seinem eigenen Erfolg abhängt.

2. Welche Faktoren beeinflussen die Größe eines Schrägwinkels?
Beim Spritzgießen müssen mehrere Aspekte berücksichtigt werden, um optimale Ergebnisse zu erzielen. Faktoren wie thermoplastisches Material, Oberflächenbeschaffenheit der Form und Komplexität des Teiledesigns wirken sich alle auf die erforderlichen Entformungswinkel aus, um optimale Ergebnisse zu erzielen.
a. Der Schräglagenwinkel ist ein Schlüsselfaktor für eine erfolgreiche spritzgegossene Produkte. Ihre Größe hängt von mehreren Konstruktionsmerkmalen ab, z. B. von der Geometrie und der Wandstärke des Produkts; darüber hinaus kann sie durch sekundäre Faktoren wie Oberflächenrauheit oder Kavitationslinien, die bei der Bearbeitung zurückbleiben, stark beeinflusst werden.
b. Harte Kunststoffe erfordern während des Herstellungsprozesses einen größeren Entformungswinkel als weichere Materialien, um zuverlässige Ergebnisse zu erzielen.
c. Bei spritzgegossenen Produkten mit komplexen Formen und mehreren Gusslöchern muss die Entformungsschräge größer sein, um einen reibungslosen Produktionsprozess zu gewährleisten.
d. Für große Spritzgießprodukte Bei tiefen Löchern sollten Sie beim Entformen einen sanfteren Winkel wählen, um optimale Ergebnisse zu erzielen.
e. Mit zunehmender Wanddicke für Spritzgießen Produkten ist die Kraft, die zur Sicherung des Kerns erforderlich ist, größer. Dies macht bei der Konstruktion des Produkts einen größeren Entlastungswinkel erforderlich.
Beim Formen von Materialien sind Steifigkeit und Komplexität entscheidend: Feste Komponenten wie Metallformen oder Kunststoffe erfordern größere Entformungswinkel für eine erfolgreiche Entformung als flexiblere Teile wie Gummi.
Komplexe Teile mit geometrischen Merkmalen, einschließlich Überhängen und Hinterschneidungen, erfordern ebenfalls eine strategische Winkelerhöhung, um sicherzustellen, dass die Spritzgussform nicht richtig eingestellt ist.
3. Wie bestimmt man den richtigen Ablenkungswinkel?
Mit Spritzgussteilemüssen Hersteller den geeigneten Entformungswinkel für eine ordnungsgemäße Teilefreigabe ermitteln. Um die Effizienz und Genauigkeit dieses Entscheidungsprozesses zu maximieren, stehen zwei Methoden zur Verfügung: empirische Daten/Industrienormen oder CAD-Simulationen (Computer Aided Design).
Ersteres liefert grobe Schätzungen auf der Grundlage von Material- und Konstruktionsspezifika, während letzteres die Technologie nutzt, um genauere Spezifikationen zu ermitteln, um korrekte Ergebnisse zu garantieren.
4. Was ist das Prinzip der Einhaltung der Schräglage?
a. Bei der Erstellung des Produktentwurfs muss die Verwendung von Kunststoffen auf ein Minimum reduziert werden, um eine optimale Produktgestaltung zu gewährleisten. (Siehe Abbildung 1).

b. Um die optimale Positionierung eines Knochens zu gewährleisten, sollte sein Nullwinkel in der Regel zwischen 0,25 und 1 liegen, wobei eine absolute Mindestgröße von 0,8 mm nicht unterschritten werden sollte (Bild 2).
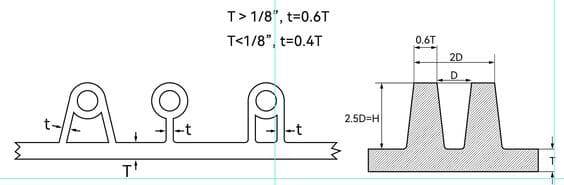
c. Die Produktoberflächentiefe wird sorgfältig verformt, um sicherzustellen, dass Materialien mit einer Höhe von weniger als 40 mm einen Winkel von 1 Grad und solche mit einer Höhe von mehr als 40 mm einen Winkel von 0,5 Grad aufweisen, um optimale Ergebnisse zu erzielen.
d. Mit dem richtigen Entformungswinkel können geätzte Produkte ihr volles Potenzial entfalten. Um sicherzustellen, dass die Kornoberflächen wie gewünscht aussehen und funktionieren, sollten Modelle und Tiefen berücksichtigt werden - für jede 0,001 Tiefe an einer Außenwand wird ein Entformungswinkel von 1-1,5° empfohlen, während an Innenwänden größere Winkel erforderlich sein können.
Im Allgemeinen ist für jede 0,001 der Korntiefe an der Außenwand ein Entformungswinkel von 1 bis 1,5° erforderlich, an der Innenwand ein größerer Entformungswinkel.
(Für den tatsächlichen Entwurf der Radierung verweisen wir auf die Informationen über den Entwurf der Radierung, die von der Radierfirma zur Verfügung gestellt werden). Unter Bild 3.

e. Wenn die Genauigkeit nicht von größter Bedeutung ist, sollten Sie bei Entwürfen mehr Nachsicht walten lassen.
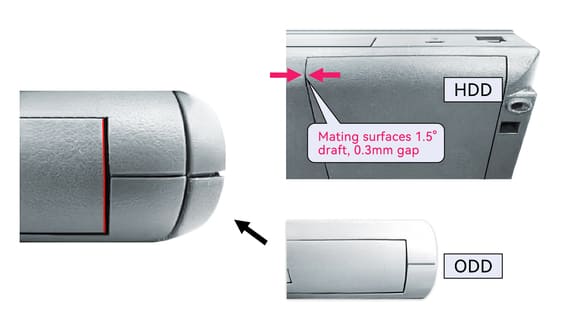
f. Bei der Überarbeitung des Entwurfswinkels Ihres Produkts ist es wichtig, dass sowohl die Montagebeziehung als auch das äußere Erscheinungsbild den Erwartungen entsprechen.
Insbesondere wenn kritische Maße im Spiel sind, sollten Sie sicherstellen, dass sie innerhalb des gewünschten Bereichs bleiben - andernfalls benötigen Sie möglicherweise eine Klarstellung von einem Kunden, um fortzufahren. Siehe Bild 4 zur weiteren Veranschaulichung!
g. Kleine Produkte mit einer glatten Außenfläche haben einen Luftzug ≥ 1°; große Produkte haben einen Luftzug ≥ 3°.
h. Die Neigung der Einstich- und Reibstelle sollte innerhalb des zulässigen Bereichs so groß wie möglich sein. Wie Abbildung 5.

5. Welche Bedeutung hat ein Schrägstrich?
a. Entlastungswinkel können ein zweischneidiges Schwert sein - sie ermöglichen zwar die einfache Freigabe eines SpritzgussteilWenn sie nicht richtig berechnet werden, kann ihre Einbeziehung zu Verformungen oder Schäden führen, die durch übermäßigen Druck und enge Toleranzen verursacht werden. In solchen Fällen besteht die Gefahr, dass sowohl die Form als auch das Teil beschädigt werden.
b. Eine Spritzgießen Der Entformungswinkel kann sich als nützliches Werkzeug für viele Zwecke erweisen. Er ermöglicht es Ihnen, eine höhere Festigkeit und Stabilität der Teile zu erreichen, das Risiko von Fehlern wie Einfallstellen oder Hohlräumen zu verringern und den Fluss des eingespritzten Materials zu verbessern. Die Anwendung dieser Technik ist von unschätzbarem Wert für die Herstellung von Formteilen, die die Erwartungen übertreffen!
c. Formtrennmittel sind wesentlich für die Spritzgießen Prozess. Ohne sie wäre ein sicheres und effizientes Trennen der Teile von den Formen unmöglich - ganz abgesehen davon, dass ein erhöhter Verschleiß an beiden Komponenten die Leistung und Qualität der Teile gefährden könnte.
Schlussfolgerung
Der Böschungswinkel ist ein wesentlicher Bestandteil der Spritzgießen Prozess, da er für jedes einzelne Teil genau berechnet werden muss.
Diese Berechnung erfordert die Berücksichtigung einer Vielzahl von Faktoren wie Materialart, Oberflächenbeschaffenheit und Komplexität, um ein erfolgreiches Auswerfen ohne kosmetische Mängel zu gewährleisten.
Wenn man bereits in der Entwurfsphase alle notwendigen Vorkehrungen trifft, kann man diese Herausforderung leicht meistern, um Qualität zu liefern Spritzgussteile effizient!







