 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Der Gegendruck der Spritzgießmaschine wird auch als Plastifizierdruck bezeichnet. Er ist die Kraft, die zur Aufrechterhaltung des Drucks in Spritzgießen. Sie tritt hauptsächlich auf, wenn das geschmolzene Material weiter in den Zylinder eintritt. Durch den entstehenden Druck wird die Schnecke immer weiter zurückgedrückt. Der Gegendruck ist die Reaktionskraft auf den Rücklauf der Schnecke.
Er kann die Rückzugsgeschwindigkeit der Schnecke verlangsamen, um sicherzustellen, dass das geschmolzene Material gleichmäßig in den Zylinder eingespritzt werden kann und dieser vollständig gefüllt wird. Durch die richtige Einstellung und Verwendung des Gegendrucks kann die Schmelzetemperatur gleichmäßig gesteuert, das geschmolzene Material verdichtet und bessere Kunststoffprodukte hergestellt werden. Wie man den Gegendruck einstellt und welche Art von Gegendruck geeignet ist, wird Zetar Mold nach und nach beantworten.
Was ist die Definition von Gegendruck?
Der so genannte Gegendruck ist der Druck, der auf das hintere Ende der Schneckendrehzahl der Spritzgießmaschine wirkt. Am Beispiel der Spritzgießmaschine lässt sich die Einstellung des Gegendrucks hauptsächlich in drei Teile unterteilen: der erste ist der Einspritzdruck, der den Fluss des geschmolzenen Materials verstärkt; der zweite ist der Verdichtungsdruck, mit dem das geschmolzene Material in den Formhohlraum gefüllt wird; der dritte ist der Nachdruck, mit dem das Gas im geschmolzenen Material entfernt wird.

Wie wird der Gegendruck gebildet?
Wenn der Kunststoff geschmolzen und erweicht ist, bewegt er sich im Zylinder (im Dosierbereich) vorwärts und baut allmählich einen Druck auf, der die Schnecke nach hinten drückt. Um zu verhindern, dass sich die Schnecke zu schnell zurückzieht, und um sicherzustellen, dass der geschmolzene Kunststoff gleichmäßig komprimiert wird, muss man der Schnecke etwas Gegendruck geben. Dieser Gegendruck, der verhindert, dass sich die Schnecke zurückzieht, wird Gegendruck genannt.

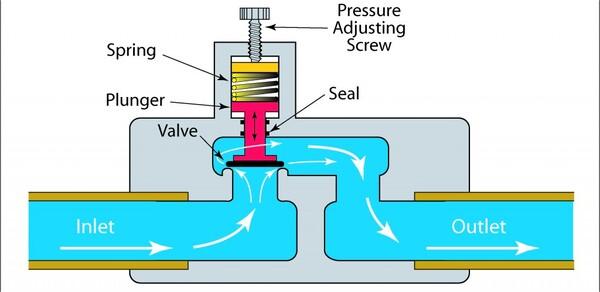
Der Gegendruck, auch Plastifizierdruck genannt, wird durch Einstellen des Rücklauföl-Überströmventils des Einspritzzylinders geregelt. Das Gegendruckventil ist an der Rückseite des Einspritzzylinders der vorplastifizierenden Schneckenspritzgießmaschine installiert, um die Geschwindigkeit des Ölabflusses des Einspritzzylinders bei der Rückwärtsdrehung der Schnecke einzustellen, damit der Zylinder einen bestimmten Druck aufrechterhält; die Schneckenrückwärtsgeschwindigkeit (Widerstand) des Vollmotors wird durch das AC-Servoventil gesteuert.
Wo befindet sich die Position für die Gegendruckeinstellung?
Das Gegendruckventil der Spritzgießmaschine befindet sich normalerweise neben dem Schmelzeventil. Das Staudruckventil ist auch an der Rückseite des Einspritzzylinders der vorplastifizierenden Schneckenspritzgießmaschine installiert. Der Staudruck wird durch Einstellen des Rücklaufdrosselventils des Einspritzzylinders geregelt.

Wie wird der Wert für die Gegendruckanpassung bestimmt?
Bei der Herstellung von Spritzgießmaschinen ist der Wert für die Einstellung des Gegendrucks nicht festgelegt und liegt normalerweise bei 3-15 kg/cm. Neben der Beschaffenheit der Rohstoffe und der strukturellen Qualität des Produkts muss die Einstellung des Gegendrucks auch während des gesamten Produktionsprozesses erfolgen.
Wenn in der Produktion aus der Düse Leim austritt, die Schmelze übermäßig zersetzt wird, das Produkt seine Farbe verändert und der Materialrücklauf zu langsam ist, muss eine angemessene Reduzierung des Gegendrucks in Betracht gezogen werden.

Wenn auf der Oberfläche des Produkts eine kleine Gasblüte, Farbvermischung, Schrumpfung und große Veränderungen der Produktgröße und des Gewichts festgestellt werden, sollte der Gegendruck angemessen erhöht werden. Daher muss der Gegendruck entsprechend dem Produktionsstatus und der eigenen Produktionserfahrung richtig eingestellt werden.
Was ist der Mechanismus des Gegendrucks?
Beim Kunststoffspritzgießen wird vor dem Schließen der Düse oder nach dem Schließen der Form Druck auf die Rückseite des Zylinders ausgeübt, um zu verhindern, dass der Kunststoff zurückläuft und Luft eindringt. Er hängt mit Faktoren wie Einspritzdruck, Einspritzgeschwindigkeit und Nachdruckzeit zusammen und ist wichtig für die Herstellung guter und schneller Kunststoffteile. Und so funktioniert es:

Luft ausblasen: Wenn Sie gerade SpritzgießenManchmal entstehen Blasen oder Hohlräume im Kunststoff. Das liegt daran, dass der Kunststoff uneben ist oder dass etwas mit der Düse nicht stimmt. Sie können den Kunststoff mit Gegendruck ausblasen, um die eingeschlossene Luft loszuwerden, die Wahrscheinlichkeit von Blasen zu verringern und bessere Teile herzustellen.
Keine Extrusionsrückstände: Wenn das vordere Ende der Spritze nicht geschlossen ist oder der Rotor sich zu bewegen beginnt, bleibt der geschmolzene Kunststoff am hinteren Ende des Spritzzylinders und bildet einen Raum, und das Gas, das im Inneren des Spritzgussteils festsitzt, wird herausgepresst.

Entfernen Sie die Kunststoffreste, die bei der Extrusion übrig bleiben, und verhindern Sie, dass sich der Kunststoff während der Herstellung in Kristalle verwandelt.
Machen Sie den Kunststoff besser und stellen Sie mehr davon her: Wenn man den Gegendruck genau richtig einstellt, wird der Kunststoff glatter und geschmeidiger, so dass er besser fließt. Außerdem wird verhindert, dass der Kunststoff in die Schnecke zurückläuft und herumrutscht. Wenn du das tust, sieht das Kunststoffteil, das du herstellst, besser aus, wird nicht so stark verformt und braucht nicht so lange zum Abkühlen. Das ist eine große Sache, wenn man etwas herstellt.

Welche Methoden gibt es zur Einstellung des Gegendrucks?
Die Gegendruckhöhe beeinflusst den Druck Spritzgießen Effekt und Produktqualität, und sein Wert sollte je nach Material, Form und Verfahren angepasst werden. Je nach Produktionsanforderungen und Erfahrung mit der Einstellung liegt der Wert für den Gegendruck im Allgemeinen zwischen 20% und 50% des Einspritzdrucks. Im Folgenden wird die Methode zur Einstellung des optimalen Gegendrucks beschrieben.
Einstellen des Einspritzdrucks
Schalten Sie die Spritzgießmaschine ein, stellen Sie den Einspritzdruck auf einige Einheiten ein und spritzen Sie dann ein Produkt ein, um zu sehen, wie glatt die Oberfläche ist und ob es Blasen gibt. Durch mehrere Tests können Sie schließlich den besten Einspritzdruck ermitteln.

Einstellen des Verdichtungsdrucks und des Nachdrucks
Wie beim Einspritzdruck stellen Sie die relevanten Parameter auf die voreingestellten Werte ein, spritzen ein Produkt ein, prüfen die Glätte der Oberfläche, die Luftblasensituation, die Beschaffenheit des Kunststoffteils und andere Parameter und stellen dann schrittweise ein, bis die Produktqualität den Anforderungen entspricht.
Bestimmen Sie die Größe des Gegendrucks nach der Art des Kunststoffs
Verschiedene Kunststoffe haben unterschiedliche Anforderungen an den Gegendruck. Im Allgemeinen benötigen Kunststoffe mit niedrigem Schmelzpunkt einen niedrigen Gegendruck, während Kunststoffe mit hohem Schmelzpunkt einen hohen Gegendruck benötigen. Die Größe des Gegendrucks sollte also je nach Art des Kunststoffs während des Prozesses angepasst werden. Spritzgießen Prozess.

Anpassung an die Größe und Form des Spritzgussteils
Verschiedene Größen und Formen von Spritzgussteilen haben unterschiedliche Anforderungen an den Gegendruck. Im Allgemeinen erfordern größere Spritzgussteile einen höheren Gegendruck, während kleinere Spritzgussteile einen niedrigeren Gegendruck benötigen. Bei der Einstellung des Gegendrucks werden die Druckeinstellungen daher in der Regel zunächst durch den jeweiligen Kunststofftyp bestimmt.
Einstellen der Formtemperatur
Die Formtemperatur ist einer der wichtigsten Faktoren, die die Größe des Gegendrucks beeinflussen. Beim Einstellen des Gegendrucks können Sie zunächst die Formtemperatur anpassen und dann entsprechende Änderungen auf der Grundlage des angepassten Gegendrucks vornehmen.

Einstellen des Drucks der Spritzgießmaschine
Die Druckeinstellung der Spritzgießmaschine wirkt sich auch auf die Größe des Gegendrucks aus. Generell gilt, dass eine höhere Druckeinstellung einen höheren Gegendruck und eine niedrigere Druckeinstellung einen niedrigeren Gegendruck erfordert. Beim Einstellen des Gegendrucks können Sie zunächst die Druckeinstellung der Spritzgießmaschine entsprechend anpassen und dann auf der Grundlage der Auswirkungen des eingestellten Gegendrucks entsprechende Änderungen vornehmen.

Auswählen des geeigneten Gegendrucks
Wählen Sie den richtigen Gegendruck entsprechend der Formstruktur und den Kunststoffrohstoffen. Durch die Anpassung des Gegendrucks wird die Produktoberfläche glatt und die Größe stabil, wodurch Fehler wie Risse und Blasen vermieden werden.
Dynamische Anpassung
Die Größe des Gegendrucks während des Spritzgießprozesses sollte dynamisch angepasst werden, und die Größe des Gegendrucks sollte entsprechend der tatsächlichen Situation angepasst werden. Wenn während des Spritzgießvorgangs Fehler auftreten, muss die Größe des Gegendrucks rechtzeitig angepasst werden.

Was für einre die Vorsichtsmaßnahmen zum Einstellen des Gegendrucks?
Einstellen des Einspritzdrucks
Normalerweise wird der Einspritzdruck auf das 1,5- bis 2-fache des Gegendrucks eingestellt, je nach den spezifischen Produktanforderungen. Ist er zu hoch, wird die Schmelze am vorderen Ende der Schnecke herausgepresst, was zu Leckagen und Blasen führt; ist er zu niedrig, ist die Schmelze locker und anfällig für Blasenbildung.

Einstellen des Verdichtungsdrucks
Dieser Druck muss in Abhängigkeit von der Dicke, Länge, Breite, Wandstärke und anderen Parametern des Materials bestimmt werden. Spritzgusserzeugnis. Normalerweise kann dieser Wert entsprechend den Parametern im Handbuch der Spritzgießmaschine eingestellt werden.
Einstellen des Nachdrucks
Der Grund, warum wir den Druck halten, ist, so viel Gas wie möglich aus der Schmelze zu bekommen, damit keine Blasen entstehen. Normalerweise wird dieser Wert auf 50% des Packungsdrucks eingestellt.

Was sind die Nebenwirkungen einer unsachgemäßen Einstellung des Gegendrucks?
Wenn der Gegendruck zu niedrig ist, zieht sich die Schnecke zu schnell zurück. Die Dichte der Schmelze, die in das vordere Ende des Zylinders fließt, ist gering (locker), und es wird mehr Luft eingeschlossen. Dies führt zu schlechter Plastifizierqualität, instabilem Einspritzvolumen, starken Veränderungen des Produktgewichts und der Produktgröße, Schrumpfung, Gasblumen, kalten Materiallinien, ungleichmäßigem Glanz und anderen unerwünschten Erscheinungen auf der Produktoberfläche.
Im Inneren des Produkts können sich leicht Blasen bilden, und die Peripherie und die Knochenposition des Produkts lassen sich leicht verschieben, und der Kleber ist nicht voll.

Wenn der Gegendruck zu hoch ist, ist der Schmelzedruck am vorderen Ende des Zylinders zu hoch, die Materialtemperatur ist hoch, die Viskosität nimmt ab, der Schmelzerückfluss in der Schneckennut und der Leckstrom zwischen Zylinder und Schnecke nehmen zu, was die Plastifizierleistung (die Menge des pro Zeiteinheit plastifizierten Materials) verringert.
Bei Kunststoffen mit schlechter thermischer Stabilität (z. B. PVC, POM usw.) oder Farbstoffen steigt die Schmelzetemperatur und die Erwärmungszeit im Zylinder erhöht sich, was zu thermischer Zersetzung führt, oder die Farbstoffverfärbung nimmt zu, und die Oberflächenfarbe und der Glanz des Produkts verschlechtern sich. Ist der Gegendruck zu hoch, zieht sich die Einspritzschnecke langsam zurück, und die Rücklaufzeit vor der Plastifizierung ist lang, was die Zykluszeit erhöht und zu einer Verringerung der Produktionseffizienz führt.

Der Gegendruck ist hoch, der Schmelzedruck ist hoch, und die Düse neigt dazu, nach dem Einspritzen Schmelze zu tropfen; beim nächsten Einspritzen des Klebstoffs verstopft das kalte Material im Fließkanal der Düse oder es entstehen kalte Materialflecken im Produkt.
Während des Vorplastifizierungsprozesses tritt aus der Düse aufgrund von übermäßigem Gegendruck häufig Leim aus, wodurch Rohstoffe verschwendet werden und der Heizring in der Nähe der Düse ausbrennt. Der mechanische Verschleiß des Vorplastifizierungsmechanismus und des Schneckenzylinders nimmt zu.

Der richtige Gegendruck der Spritzgießmaschine ist ein wichtiger Faktor zur Verbesserung der Produktqualität. Die Beherrschung der Einstellung des Gegendrucks ist hilfreich für die Verbesserung der Produktionseffizienz und -qualität.
Was sind die Vorteile einer korrekten Einstellung des Gegendrucks?
Durch die richtige Einstellung des Gegendrucks kann die Luft im Formkanal entfernt werden. Wird die Luft im Formhohlraum während des Spritzgießprozesses nicht vollständig abgesaugt, bilden sich beim Schmelzen und Füllen des Kunststoffs Blasen, die die Qualität des Produkts beeinträchtigen und die Fehlerquote erhöhen. Durch eine angemessene Erhöhung des Gegendrucks kann die Luft im Formhohlraum entfernt und die Qualität des Spritzgießens sichergestellt werden.

Durch die richtige Einstellung des Gegendrucks kann der Fließzustand der Schmelze angepasst werden. Der Gegendruck kann die Diffusionsgeschwindigkeit und den Fließzustand der Kunststoffschmelze verändern, wodurch die Kunststoffschmelze glatter wird und die durch das Fließen der Schmelze verursachten Fehler und Unebenheiten verringert werden.
Die richtige Einstellung des Gegendrucks kann das geschmolzene Material im Zylinder kompakt machen, die Dichte erhöhen und die Stabilität von Schussgewicht, Produktgewicht und Größe verbessern. Die richtige Einstellung des Gegendrucks kann das Gas in der Schmelze "herausdrücken", die Gasblüten und inneren Blasen auf der Oberfläche des Produkts reduzieren und die Gleichmäßigkeit des Glanzes verbessern.
Die richtige Einstellung des Gegendrucks kann die Rückzugsgeschwindigkeit der Schnecke verlangsamen, das geschmolzene Material im Zylinder vollständig plastifizieren, die Gleichmäßigkeit der Vermischung von Farbpulver, Masterbatch und geschmolzenem Material erhöhen und Farbvermischungen im Produkt vermeiden.
Die richtige Erhöhung des Gegendrucks kann die Schrumpfung der Produktoberfläche und den Leimfluss um das Produkt verbessern. Die richtige Einstellung des Gegendrucks kann die Temperatur des geschmolzenen Materials erhöhen, die Plastifizierungsqualität des geschmolzenen Materials verbessern, die Fließfähigkeit des geschmolzenen Materials während der Formfüllung verbessern, und es werden keine Kaltleimfugen auf der Oberfläche des Produkts auftreten.

Schlussfolgerung
Im Grunde genommen ist die Einstellung des Gegendrucks der Spritzgießmaschine eine Frage der Kombination mit der spezifischen Situation, der Durchführung weiterer Tests und Experimente und der kontinuierlichen Anpassung, um den besten Spritzgusseffekt zu erzielen und qualitativ hochwertige Produkte zu produzieren. Spritzgießprodukte.

Durch die Einstellung des Gegendrucks der Spritzgießmaschine mit Hilfe der oben genannten Methoden können Qualität und Effizienz des Spritzgießprozesses optimiert werden. Neben dem Gegendruck gibt es viele weitere wichtige Parameter, die beim Spritzgießen eingestellt werden müssen. Das verarbeitende Personal kann die Verarbeitung flexibel an die verschiedenen Produkttypen und Prozessanforderungen anpassen.







