 Zum Inhalt springen
Zum Inhalt springen 

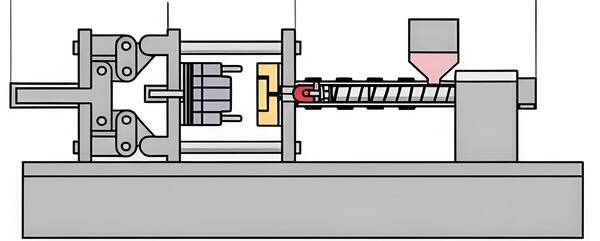
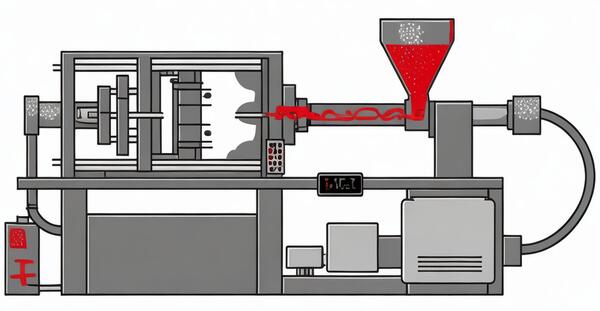
Einleitung: Die Einspritzgeschwindigkeit, die durch Parameter wie Einspritzzylinder, Einspritzdruck p, Schneckendrehzahl, Pumpendruck und Füllphase bestimmt wird, hat einen direkten Einfluss auf die Produktqualität und die Produktionseffizienz.

Die Einspritzgeschwindigkeit, die durch Parameter wie Einspritzzylinder, Einspritzdruck p, Schneckendrehzahl, Pumpendruck und Füllstufe bestimmt wird, hat direkten Einfluss auf die Produktqualität und die Produktionseffizienz. Hier finden Sie einige grundlegende Informationen zur Einspritzgeschwindigkeit:
Was ist die Einspritzgeschwindigkeit? ?
Die Einspritzgeschwindigkeit ist die Verlagerung der Einspritzschnecke pro Zeiteinheit. Sie wirkt sich direkt auf die Qualität und die Produktionseffizienz des Produkts aus.

Um das geschmolzene Material in den Formhohlraum zu füllen und Produkte mit gleichmäßiger Dichte und hoher Präzision zu erhalten, muss das geschmolzene Material innerhalb eines bestimmten Zeitraums in den Formhohlraum gefüllt werden, damit die Form schnell gefüllt werden kann.
Wenn die Einspritzgeschwindigkeit langsam ist, ist die Füllzeit des geschmolzenen Materials lang, und das Produkt ist anfällig für kalte Fugen, ungleichmäßige Dichte, hohe Spannungen und andere Nachteile.
Die Hochgeschwindigkeitseinspritzung kann den Temperaturunterschied des geschmolzenen Materials im Formhohlraum verringern, den Druckübertragungseffekt verbessern und Präzisionsprodukte mit gleichmäßiger Dichte und geringer Spannung erzeugen.
Wenn die Einspritzgeschwindigkeit jedoch zu hoch ist, fließt das geschmolzene Material leicht unregelmäßig durch den Anschnitt und andere Stellen, was zu Materialverbrennungen, Gaseintritt und schlechter Abluft führt und die Oberflächenqualität des Produkts direkt beeinträchtigt.
Gleichzeitig ist es bei einer zu hohen Einspritzgeschwindigkeit nicht einfach, einen stabilen Wechsel zwischen Einspritzdruck und Nachdruck zu erreichen, und das Produkt läuft aufgrund von Überdruck häufig über.
Beim Einspritzen ist die Geschwindigkeit an jedem Punkt des Anschnitts und im Querschnitt der Kavität ungleichmäßig. Beim Einspritzvorgang muss die Flüssigkeit nach dem Eintritt in die Kavität langsam eingespritzt werden.

In der letzten Phase muss die Einspritzgeschwindigkeit beschleunigt werden, um die Fülle zu gewährleisten, daher muss die Einspritzgeschwindigkeit stufenweise geregelt werden.
Eine Erhöhung der Einspritzgeschwindigkeit führt zu einer Erhöhung des Fülldrucks. Die Hochgeschwindigkeitsfüllung kann die Schmelze auf einer höheren Temperatur halten, die Viskosität und den Widerstandsverlust der Flüssigkeit verringern und somit den Werkzeuginnendruck erhöhen.

Gleichzeitig kann die Abkühlung verlangsamt werden, und das Produkt ist gleichmäßig und dicht. Ist die Geschwindigkeit jedoch zu hoch, wird der Schmelzfluss instabil und die Form wölbt sich.
Darüber hinaus sollte die Bestimmung der Einspritzgeschwindigkeit auf unterschiedlichen Werkzeugstrukturen, Größen, Angusssystemen und Polymereigenschaften basieren.

Welche Faktoren wirken sich auf die Einspritzgeschwindigkeit aus?
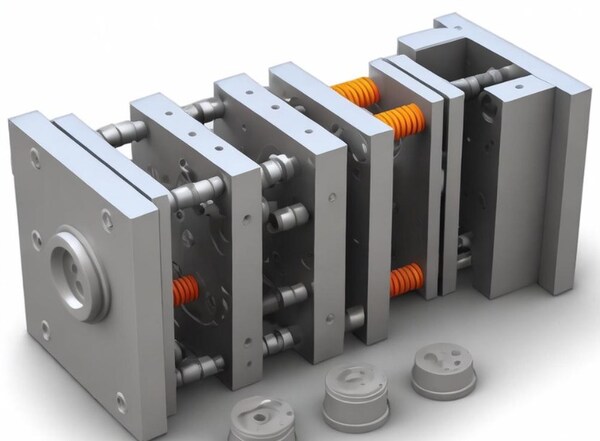
Formenbau
Verschiedene Kunststoffe haben unterschiedliche Anforderungen an die Einspritzgeschwindigkeit. Im Allgemeinen erfordern hochviskose Kunststoffe niedrigere Einspritzgeschwindigkeiten. Polyethylen niedriger Dichte erfordert beispielsweise eine niedrigere Einspritzgeschwindigkeit, um übermäßige Wärmeentwicklung, Verformung oder Schrumpfung zu vermeiden.
Beim Einspritzen von ABS-Kunststoff ist eine höhere Einspritzgeschwindigkeit erforderlich, um sicherzustellen, dass die Oberfläche des Kunststoffteils glatt ist und keine heißen Linien oder Emulsionen entstehen.
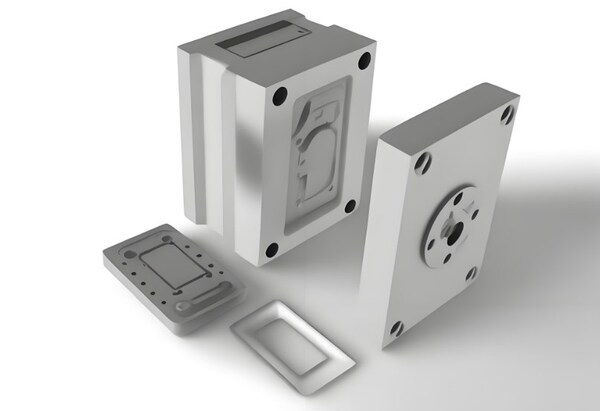
Geometrie der Form
Auch die Geometrie des Werkzeugs spielt eine Rolle: dünnwandige Teile benötigen die höchste Einspritzgeschwindigkeit; dickwandige Teile benötigen eine langsam-schnell-langsame Geschwindigkeitskurve, um Defekte zu vermeiden; um eine gute Teilequalität zu gewährleisten, sollte die Einspritzgeschwindigkeit so eingestellt werden, dass die Fließgeschwindigkeit der Schmelzefront gleich bleibt.

Der Aufbau und die Konstruktion der Form stehen in direktem Zusammenhang mit der Qualität und der Einspritzgeschwindigkeit des Kunststoffteils.
Wenn die Form zum Beispiel einen großen Hohlraum hat, müssen Sie den Kunststoff mit hoher Geschwindigkeit einspritzen, um den gesamten Hohlraum zu füllen. Wenn die Form einen kleinen Hohlraum hat, müssen Sie den Kunststoff mit einer niedrigen Geschwindigkeit einspritzen, um eine Beschädigung der Form zu vermeiden.

Materialeigenschaften
Die Materialeigenschaften sind sehr wichtig, da Polymere durch unterschiedliche Belastungen zusammenbrechen können.
Erhöht man die Temperatur der Form, kann es sein, dass die chemische Struktur oxidiert und abgebaut wird, aber gleichzeitig wird sie weniger durch Scherung abgebaut, weil die hohe Temperatur das Material weniger zähflüssig macht und die Scherspannung verringert.

Zweifellos ist die mehrstufige Einspritzgeschwindigkeit sehr hilfreich beim Spritzgießen wärmeempfindlicher Materialien wie PC, POM, UPVC und deren Formulierungen.
Modell der Einspritzmaschine
Die Einspritzgeschwindigkeit wird direkt von den Parametern der Einspritzmaschine beeinflusst, wie z. B. Tonnage, Öldruck und Einspritzmenge.

Im Allgemeinen benötigen große Spritzgießmaschinen beim Einspritzen einen höheren Druck und ein größeres Einspritzvolumen, und die Einspritzgeschwindigkeit ist höher. Bei kleinen Spritzgießmaschinen kann es aufgrund der zu hohen Einspritzgeschwindigkeit zu Rissen oder Defekten in Kunststoffteilen kommen.
Operator-Fähigkeiten
Auch die Fähigkeiten des Bedieners wirken sich direkt auf die Einspritzgeschwindigkeit aus. Ein guter Bediener kann beispielsweise die Einspritzgeschwindigkeit an den Typ der Spritzgießmaschine und die Eigenschaften des Kunststoffs anpassen, um einen reibungslosen Einspritzvorgang und eine gute Qualität der Kunststoffteile zu gewährleisten.

Andere Strömungsbeschränkungen und instabile Faktoren
Bei der Einstellung des Geschwindigkeitssegments müssen Sie die Formgeometrie, andere Fließbeschränkungen und instabile Faktoren berücksichtigen. Sie müssen ein klares Verständnis des Spritzgießprozesses und Materialkenntnisse haben, sonst wird es schwierig sein, die Qualität des Produkts zu kontrollieren.
Da es schwierig ist, den Schmelzedurchsatz direkt zu messen, kann er indirekt durch Messung der Schneckenvorschubgeschwindigkeit oder des Werkzeuginnendrucks (um sicherzustellen, dass das Rückschlagventil nicht undicht ist) berechnet werden.
Schmelzflussrate
Die Fließgeschwindigkeit der Schmelze ist sehr wichtig, da sie die molekulare Orientierung und die Oberflächenbeschaffenheit des Teils beeinflusst; wenn die Schmelzefront die Querschnittsstruktur erreicht, sollte sie verlangsamt werden; bei komplexen Formen mit radialer Diffusion sollte die Fließgeschwindigkeit der Schmelze gleichmäßig erhöht werden.
Lange Angüsse müssen schnell gefüllt werden, um die Abkühlung der Schmelzefront zu verringern, aber das Einspritzen von hochviskosen Materialien wie PC ist eine Ausnahme, da eine zu hohe Geschwindigkeit kaltes Material durch den Wassereinlass in die Kavität bringt.
Wenn die Schmelze durch die Düse und den Angusskanal zum Wassereinlass gelangt, kann die Oberfläche der Schmelzefront abgekühlt und erstarrt sein, oder die Schmelze kann aufgrund der plötzlichen Verengung des Angusskanals stagnieren, bis genügend Druck aufgebaut ist, um die Schmelze durch den Wassereinlass zu drücken, wodurch der Druck durch den Wassereinlass einen Spitzenwert erreicht.
Ein zu hoher Druck kann das Material beschädigen und Oberflächenfehler wie Fließspuren und Verbrennungen am Wassereinlauf verursachen. Sie können dies beheben, indem Sie kurz vor dem Wassereinlass das Tempo drosseln.
Dadurch wird die übermäßige Scherung am Wassereinlass gestoppt, und Sie können die Einspritzgeschwindigkeit wieder auf den ursprünglichen Wert erhöhen. Es ist schwierig, die Einspritzgeschwindigkeit am Wassereinlass zu verlangsamen, daher ist es besser, sie am Ende des Kanals zu verlangsamen.
So steuern Sie die Einspritzgeschwindigkeit ?
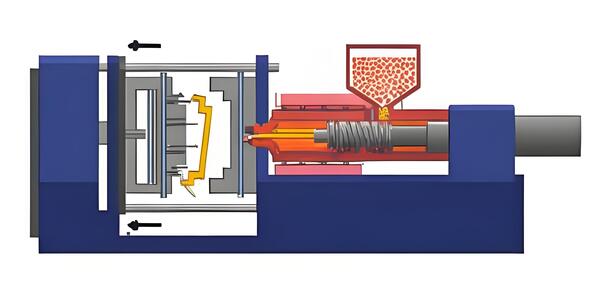
Die Einspritzgeschwindigkeit der Spritzgießmaschine ist die Geschwindigkeit, mit der das Kunststoffmaterial in die Form eingespritzt wird. Sie bestimmt, wie lange es dauert, bis der Kunststoff die Form füllt und wie sich der Druck in der Form verteilt.

Sie müssen die Einspritzgeschwindigkeit an das jeweilige Produkt und das verwendete Kunststoffmaterial anpassen. Hier sind einige Möglichkeiten zur Steuerung der Einspritzgeschwindigkeit:
Konventionelle Steuerung Ventilsteuerung
Die Einspritzgeschwindigkeit wird durch Steuerung des Ventils, das den Ölfluss regelt, eingestellt. Diese Methode wird in der Regel bei einfachen Spritzgießmaschinen eingesetzt und hat eine relativ einfache Funktion zur Geschwindigkeitseinstellung.

Konventionelle Steuerung Ventilsteuerung
Das Einspritzsystem wird von einem Servomotor angetrieben, und die Einspritzgeschwindigkeit wird durch die Einstellung der Motordrehzahl geregelt. Diese Methode hat eine höhere Genauigkeit und Reaktionsgeschwindigkeit und ist für anspruchsvolle Spritzgießprozesse geeignet.
Proportionale Ventilsteuerung
Das Proportionalventil steuert den Durchfluss des Hydrauliksystems zur präzisen Einstellung der Einspritzgeschwindigkeit durch ein elektromagnetisches Signal, so dass die Einspritzgeschwindigkeit genau eingestellt und kontrolliert werden kann.

So stellen Sie die Einspritzgeschwindigkeit ein ?
Wählen Sie die Einspritzgeschwindigkeit entsprechend den Produkteigenschaften
Wählen Sie die Einspritzgeschwindigkeit auf der Grundlage der verschiedenen Produkteigenschaften, wie Produktstruktur, Größe, Dicke, Material und anderen Faktoren.
Angemessene Anpassungen vornehmen
Sie sollten die Einspritzgeschwindigkeit an die jeweilige Situation anpassen. Gehen Sie weder zu schnell noch zu langsam vor, sonst werden Sie nicht viel erreichen.

Wissenschaftliche Verarbeitungstechnik verwenden
Verwenden Sie wissenschaftliche und vernünftige Spritzguss-Verarbeitungstechnologie, kombiniert mit Produktionserfahrung, tatsächliche Bedingungen, mittlere Leistung und andere Faktoren für die Optimierung.
Die wissenschaftliche Verarbeitungstechnologie kann die Einspritzgeschwindigkeit und die Produkteigenschaften optimal aufeinander abstimmen, um den besten Verarbeitungseffekt zu erzielen.

Wie man die Einspritzgeschwindigkeit wählt ?
Je nach Fließverhalten der Schmelze während des Einspritzvorgangs unterteilen wir die Einspritzgeschwindigkeit im Allgemeinen in fünf Bereiche:
Hochgeschwindigkeitsabfüllung
Der erste Teil ist der Hauptkanal und der Nebenkanal. Im Prinzip wird die Hochgeschwindigkeitsfüllung verwendet, die den Formgebungszyklus verkürzen kann, aber es muss beachtet werden, dass diese Hochgeschwindigkeitsspritzung keine schlechte Oberflächenqualität verursachen darf.
Niedrige Einspritzgeschwindigkeit
Der zweite Teil ist der Anschnitt und der Produktteil in der Nähe des Anschnitts. In dieser Phase werden für verschiedene Rohstoffe und Anschnittformen entsprechende Änderungen vorgenommen.
In der Regel sollten Sie eine niedrigere Einspritzgeschwindigkeit verwenden, vor allem bei hochviskosen Harzen wie PC, PMMA, ABS usw. und bei seitlichen Anschnitten (gerade Anschnitte, wie transparente Platten für Schränke, Türabdeckungen für Fenstermaschinen und Längslamellen usw.), um Sprühflecken und Anschnittnebel zu vermeiden.

Wenn es sich bei dem Anschnitt um einen Punktanschnitt oder einen Tunnelanschnitt handelt und das Material ein niedrigviskoses Harz wie PP, PA, PBT usw. ist und die Anforderungen an die Oberflächenqualität in der Nähe des Anschnitts nicht hoch sind, kann die Hochgeschwindigkeitsinjektion verwendet werden.
Grundsätze der Hochgeschwindigkeitseinspritzung
Der dritte Teil ist der Hauptteil des Formteils, d.h. das Produkt in der Nähe des Anschnitts wird zu etwa 70% bis 80% des Gewichts des Formteils gefüllt.

Bei diesem Teil wird die Hochgeschwindigkeitseinspritzung verwendet, um den Formgebungszyklus zu verkürzen, die Viskositätsänderung der Schmelze im Metallformhohlraum zu verringern, den Glanz der Produktoberfläche zu verbessern und die durch den Abfall des Kunststoffdrucks während der Formfüllung verursachte Verformung zu verringern. Es kann die Festigkeit und das Aussehen der Schweißnaht verbessern.
Mittlere Geschwindigkeit Einspritzung
Der vierte Teil ist etwa 85% bis 90% voll. Dieser Teil wird mit mittlerer Geschwindigkeit eingespritzt. Der Zweck ist, den Übergang zum Einspritzen mit niedriger Geschwindigkeit in der nächsten Stufe zu schaffen und zu verhindern, dass das geformte Produkt zu dick ist und aufgrund eines ungleichmäßigen Anschnitts überläuft.

Einspritzung bei niedriger Geschwindigkeit
Der fünfte Schritt ist die endgültige Füllung des Hohlraums. Verwenden Sie hier eine niedrige Einspritzgeschwindigkeit, um Blink- und Brennspuren zu vermeiden und die Stabilität der Produktgröße und des Gewichts zu verbessern. Gleichzeitig kann damit der Schließdruck kontrolliert und reduziert werden.
Welche Probleme können durch Anpassung der Einspritzgeschwindigkeit gelöst werden? ?
Durch die Steuerung der Einspritzgeschwindigkeit der letzten Stufe können wir Defekte wie Blitzen, Verbrennen und Lufteinschlüsse vermeiden oder reduzieren.

Blitzlicht
Eine Verlangsamung am Ende des Füllvorgangs kann eine Überfüllung verhindern, einen Flash vermeiden und die Eigenspannung reduzieren. Eine Verringerung der Entlüftungsgeschwindigkeit, insbesondere am Ende der Einspritzung, kann auch das Problem der eingeschlossenen Luft lösen, das durch eine schlechte Entlüftung am Ende des Fließwegs oder durch Probleme mit dem Mindestfülldruck verursacht wird.

Kurzer Schuss
Ein Kurzschuss entsteht, wenn sich die Schmelze am Wassereintritt verlangsamt oder wenn die Schmelze erstarrt und den Fluss lokal blockiert. Sie können dieses Problem lösen, indem Sie die Einspritzgeschwindigkeit direkt nach dem Wassereintritt oder der lokalen Fließblockade erhöhen.

Defekte wie Fließspuren, Verbrennungen am Wassereinlass, Molekülbruch, Delaminierung und Abblättern bei hitzeempfindlichen Materialien werden durch eine zu starke Scherung verursacht, wenn sie den Wassereinlass passieren.
Glatte Teile hängen davon ab, wie schnell Sie spritzen, und glasfasergefüllte Materialien sind besonders empfindlich, insbesondere Nylon. Dunkle Flecken (wellige Muster) werden durch Fließinstabilitäten aufgrund von Viskositätsänderungen verursacht. Ein gestörter Fluss kann Wellenmuster oder ungleichmäßigen Nebel verursachen, und der genaue Defekt hängt davon ab, wie stark die Fließinstabilität ist.

Wenn die Schmelze durch den Wassereinlass fließt, verursacht die Hochgeschwindigkeitseinspritzung eine hohe Scherung, und wärmeempfindliche Kunststoffe werden verbrannt. Dieses verbrannte Material durchdringt die Kavität, erreicht die Fließfront und zeigt sich auf der Oberfläche des Teils.
Shot-Muster
Um ein Schussbild zu vermeiden, muss die Einspritzgeschwindigkeit so eingestellt werden, dass sich der Bereich der Fließlinien schnell füllt und dann langsam durch den Wassereinlass läuft. Die Suche nach diesem Übergangspunkt ist der Kern des Problems. Liegt er zu früh, wird die Füllzeit übermäßig verlängert.

Wenn es zu spät ist, führt eine übermäßige Fließträgheit zu Schussbildern. Je niedriger die Viskosität der Schmelze und je höher die Zylindertemperatur, desto deutlicher ist die Tendenz zu diesem Schussbild. Da kleine Wassereinlässe eine Hochgeschwindigkeits- und Hochdruckeinspritzung erfordern, sind sie ebenfalls ein wichtiger Faktor, der zu Fließfehlern führt.
Schrumpfung
Um die Schrumpfung zu reduzieren, müssen Sie die Druckübertragung verbessern und den Druckabfall verringern. Eine niedrige Werkzeugtemperatur und ein langsamer Schneckenvorschub verkürzen die Fließlänge, so dass eine hohe Einspritzgeschwindigkeit erforderlich ist, um dies auszugleichen.
Schnelles Fließen verringert den Wärmeverlust, und die durch die hohe Scherhitze erzeugte Wärme lässt die Schmelzetemperatur ansteigen und verlangsamt die Verdickung der äußeren Schicht des Teils. Der Schnittpunkt der Kavität muss dick genug sein, um einen zu großen Druckabfall zu vermeiden, da es sonst zu einer Schrumpfung kommt.
Schlussfolgerung
Zusammenfassend lässt sich sagen, dass die Einspritzgeschwindigkeit beim Spritzgießprozess von großer Bedeutung ist. Wenn man die Einspritzgeschwindigkeit kontrolliert, kann man das Produkt besser aussehen lassen, mehr Produkte herstellen und sicherstellen, dass das Produkt die richtige Größe und Stärke hat.
Unterschiedliche Materialien, unterschiedliche Werkzeugstrukturen und unterschiedliche Produktanforderungen erfordern eine sorgfältige Anpassung und präzise Steuerung der Einspritzgeschwindigkeit, um den besten Gießeffekt zu erzielen.
Ein tiefes Verständnis des Spritzgießprozesses und der Materialeigenschaften sowie wissenschaftliche Produktionspraktiken sind daher eine wichtige Voraussetzung für die Optimierung der Spritzgießproduktion.







