 Zum Inhalt springen
Zum Inhalt springen 

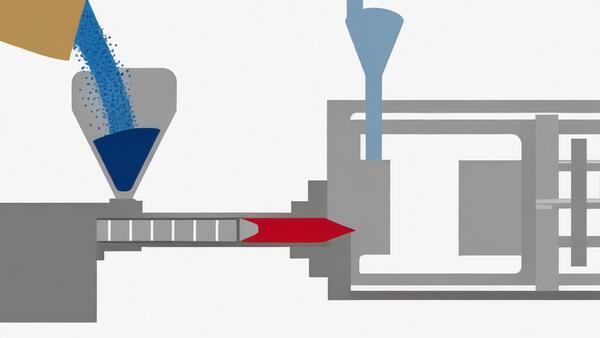
Einleitung: Das meiste Plastik wird hergestellt von Spritzgießen. Es ist eine tolle Möglichkeit, viele Dinge schnell und billig herzustellen. Aber man muss vorsichtig sein. Sonst passen die Teile nicht zusammen, wenn man sie zusammensetzen will.

Das ist schlecht, denn die Formen kosten eine Menge Geld. Dieser Artikel zeigt Ihnen, wie Sie sicherstellen können, dass Ihre Teile zusammenpassen und von guter Qualität sind.
Was sind die Toleranzen beim Spritzgießen?
Dinge schrumpfen. Das ist eine Tatsache des Lebens. Und sie ist nicht immer gleich groß. Sie müssen also einen Bereich für die akzeptable Schrumpfung festlegen, damit das Teil funktioniert.
Diese Bereiche werden als Toleranzen bezeichnet. Sie sind sehr wichtig für große Teile und Teile, die aus mehreren Teilen bestehen. Wenn die Teile nicht zusammenpassen, weil sie nicht innerhalb der Toleranzen liegen, wird das Teil nicht funktionieren. Und Sie werden nicht zufrieden sein.

Spritzgussformen werden mit Toleranzen von ±.005 Zoll CNC-gefräst. Enge Toleranzen beim Spritzgießen beziehen sich auf Abweichungen von ±.002 Zoll. Sehr enge Toleranzen beziehen sich auf ±.001 Zoll. Teile mit normalen Toleranzen sind preislich niedriger als Teile mit engeren Toleranzen.
Daher ist es wichtig, die optimalen Toleranzen für Spritzgussteile zu bestimmen, um qualitativ hochwertige Teile auf kostengünstige Weise herzustellen.
Warum sind Toleranzen beim Spritzgießen so wichtig?
Es ist wichtig, dass die Spritzgusstoleranz korrekt angegeben wird, damit das fertige Teil beim Zusammenbau zusammenpasst.

Sie können die Toleranzen beim Spritzgießen kontrollieren, indem Sie gute Konstruktions- und Fertigungsprinzipien anwenden, das richtige Material auswählen, das Werkzeug richtig konstruieren und den Prozess kontrollieren.
Wenn Sie Teile herstellen, werden sie nicht alle genau gleich sein. Sie müssen festlegen, wie viel Abweichung akzeptabel ist, damit die Teile so funktionieren, wie Sie es wollen. Das wird noch wichtiger, wenn man anfängt, die Teile zusammenzusetzen.
Wenn Sie zum Beispiel zwei flache Teile haben, die miteinander verschraubt werden sollen, müssen die Löcher in jedem Teil an der richtigen Stelle sein. Die Löcher in einem Teil müssen sich an der richtigen Stelle im Verhältnis zu den Löchern im anderen Teil befinden.

Es hört sich einfach an, aber wenn man anfängt, ein Bündel von Teilen zusammenzusetzen, kann ein Teil das Ganze vermasseln.
Mithilfe der Toleranzstapelung und der statistischen Analyse können Sie herausfinden, wie Sie Spritzgussteile herstellen können, die zusammen funktionieren.
Welche Faktoren beeinflussen die Toleranzen beim Spritzgießen?
Teil Design
Eine der wichtigsten Methoden zur Begrenzung von Verzug, übermäßiger Schrumpfung und Fehlausrichtung von Teilen ist die Anwendung von DFM-Prinzipien bei der Konstruktion Ihrer Teile.

Dies lässt sich am besten erreichen, indem Sie Ihr Spritzgießprojekt frühzeitig in den Entwurfsprozess einbeziehen, um kostspielige Umgestaltungen in der späteren Entwurfsphase zu vermeiden.
Wanddicke
Bei Teilen mit unterschiedlicher Wandstärke kann es zu ungleichmäßiger Schrumpfung kommen. Wenn sich dicke Bereiche nicht vermeiden lassen, muss die Wandstärke durch Entkernen gleichmäßig gehalten werden.
Eine ungleichmäßige Wandstärke kann zu einer Verformung der Teile führen, was sich auf die Toleranzen und die Montage auswirken kann.

Dickere Wände sind nicht immer die beste Wahl für zusätzliche Festigkeit; wo es möglich ist, ist es besser, Rippen und Zwickel zu verwenden, um die Festigkeit des Teils zu verbessern.
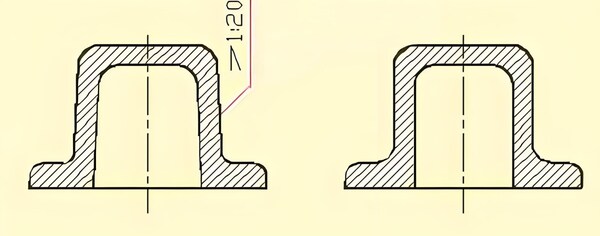
Tiefgangswinkel
Der Entformungswinkel ist sehr wichtig, damit sich Ihr Teil leicht aus der Form lösen lässt.
Wenn der Winkel nicht stimmt, kann Ihr Teil beim Versuch, es herauszuziehen, stecken bleiben und sich verkrümmen und verziehen. Der Anstellwinkel kann zwischen 0,5° und 3° liegen, je nach Konstruktion und Oberflächenbeschaffenheit des Teils.
Boss-Merkmale
Vorsprünge werden häufig zur Aufnahme von Befestigungselementen beim Zusammenbau mehrerer Kunststoffteile verwendet. Wenn die Vorsprünge zu dick sind, können sie Vertiefungen auf dem Teil hinterlassen.
Wenn sie nicht durch Rippen mit den Seitenwänden verbunden sind, können sie sich stark verformen. Dadurch wird der Zusammenbau dieser Teile fast unmöglich.
Auswahl des Materials
Spritzgegossene Kunststoffe können aus einer Reihe verschiedener Harze hergestellt werden. Welches Sie wählen, hängt davon ab, was Sie herstellen wollen.

Jedes Harz schrumpft in unterschiedlichem Maße. Bei der Konstruktion der Form muss diese Schrumpfung berücksichtigt werden. Normalerweise vergrößert man die Form um den Prozentsatz, um den das Material schrumpft.
Wenn Sie eine Baugruppe aus mehreren Materialien herstellen, müssen Sie unterschiedliche Schrumpfungsraten einkalkulieren.
Wenn man die Toleranzen nicht richtig auslegt, kann es passieren, dass die Teile nicht zusammenpassen. Das ist ein großer Fehler beim Spritzgießen.

Die Toleranzen beim Spritzgießen werden hauptsächlich durch die Materialschrumpfung und die Teilegeometrie bestimmt. Sie müssen die Materialauswahl abschließen, bevor Sie das Werkzeug entwerfen und bauen. Die Konstruktion des Werkzeugs hängt stark von dem gewählten Material ab.
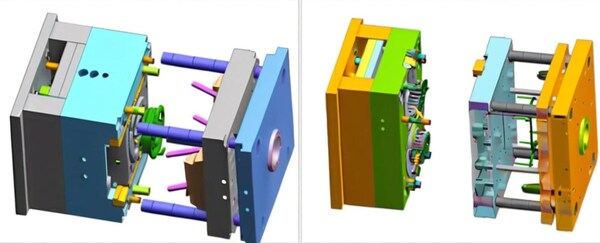
Werkzeug-Design
Wenn Sie Ihr Material ausgewählt haben, werden Sie Ihr Werkzeug normalerweise überdimensionieren, um die Schrumpfung des Materials zu berücksichtigen.
Aber die Schrumpfung findet nicht in allen Dimensionen gleichmäßig statt. Zum Beispiel kühlen dickere Teile unterschiedlich schnell ab als dünnere.

Wenn Sie also ein komplexes Teil mit einer Mischung aus dünnen und dicken Wänden haben, werden Sie unterschiedliche Kühlraten haben.
Und dieser Verzug oder dieses Einsinken kann Ihre Spritzgusstoleranzen und die Passgenauigkeit ernsthaft beeinträchtigen. Um diese Auswirkungen zu begrenzen, berücksichtigen Werkzeughersteller bei der Konstruktion von Formmerkmalen die folgenden Punkte.
Werkzeug-Kühlung: Die Kühlung ist wichtig. Eine schlechte Kühlung macht das Teil schlecht. Eine gute Kühlung macht das Teil gut. Setzen Sie die Kühlung an der richtigen Stelle ein.

Werkzeug-Toleranz
Wenn ein Werkzeug außerhalb der Toleranz liegt, wird bei jedem Teil, das mit diesem Werkzeug geformt wird, dieser Fehler zu dem durch die Schrumpfung verursachten Fehler addiert.
Bei der CNC-Bearbeitung werden die Werkzeugtoleranzen jedoch in der Regel streng kontrolliert und überwacht, so dass ein Werkzeug außerhalb der Toleranz nur selten der Grund dafür ist, dass ein Teil außerhalb der Toleranz liegt.
Außerdem sind diese Werkzeuge in der Regel "stahlsicher". Das bedeutet, dass bei der Herstellung eines Werkzeugs kritische Abmessungen oder Merkmale durch zusätzliches Fräsen angepasst werden können.

Wenn die Fertigmaße bestimmter Teile außerhalb der Toleranz liegen, ermöglicht das zusätzliche Material eine Feinabstimmung des Werkzeugs durch die Bearbeitung.
So kann zum Beispiel ein Bohrungsmerkmal mit enger Toleranz auf einem Teil ein Werkzeug haben, das mit einem Kernstift konstruiert ist, der auf der breiteren Seite der Toleranz liegt.
Wenn das Loch angepasst werden muss, wird es dünner gefräst, um das Loch zu verkleinern.

Position des Auswerfers
Der Auswerfer schiebt die Form aus der Form, wenn diese sich öffnet. Dies muss so schnell wie möglich geschehen, um die Zykluszeit zu minimieren.

Wenn der Auswerfer in einer nicht idealen Position platziert ist, kann er das Teil beschädigen. Einige Materialien sind nicht völlig starr, wenn sie das Werkzeug verlassen. Ein ungleichmäßiger Auswurf kann zu starkem Verzug und Maßabweichungen führen.
Standort des Tores
Der Anschnitt ist die Stelle, an der das Harz in das Werkzeug gelangt. Wenn Sie es an der falschen Stelle anbringen, sieht es schlecht aus.

Wenn Sie die Form nicht gleichmäßig füllen, kommt es außerdem zu Verzug und Schrumpfung. Manchmal braucht man mehr als einen Anschnitt, um die Form gleichmäßig zu füllen und diese Probleme zu vermeiden.
Prozesskontrolle
Selbst wenn Sie im Vorfeld alle Konstruktionsarbeiten und Materialüberlegungen zur Optimierung eines Teils für Spritzgießen Toleranzen, ist es möglich, dass das Teil außerhalb der Toleranz liegt, wenn die ersten Muster geliefert werden.
Wenn Sie alle oben genannten Methoden kombiniert haben, besteht der nächste Schritt zur Verbesserung der Toleranzeinhaltung darin, den Prozess anzupassen.
Die Steuerung von Temperatur, Druck und Verweilzeit sind einige der gängigsten Methoden zur Verbesserung der Teilequalität.
Sobald Sie die idealen Bedingungen ermittelt haben, kann die Form gleichmäßige Teile mit sehr geringen Maßabweichungen von Teil zu Teil herstellen.
Bei komplexen Teilen mit mehreren Merkmalen kann es sinnvoll sein, Druck- und Temperatursensoren in das Werkzeug einzubauen, um diese Parameter während des Fertigungsprozesses zu messen und so Echtzeit-Feedback und Prozesskontrolle zu ermöglichen.

Wenn Sie Druck und Temperatur im Werkzeug konstant halten, können Sie konstante Toleranzen einhalten.
Bei komplexen Teilen mit mehreren Merkmalen kann es sinnvoll sein, Druck- und Temperatursensoren in das Werkzeug einzubauen, um diese Parameter während des Fertigungsprozesses zu messen und so Echtzeit-Feedback und Prozesskontrolle zu ermöglichen.
Wenn Sie Druck und Temperatur im Werkzeug konstant halten, können Sie konstante Toleranzen einhalten.

Wie optimiert man die Toleranzen beim Spritzgießen?
Teile für die Fertigung entwerfen
Um spätere teure und zeitaufwändige Umgestaltungen zu vermeiden, ist es wichtig, Toleranzprobleme bereits in einem frühen Stadium des Entwurfsprozesses zu erkennen.
Um das Risiko von Verformungen und Ausrichtungsfehlern zu minimieren, sollten Konstrukteure die DFM-Richtlinien (Design for Manufacturability) befolgen. DFM bedeutet, dass bei der Konstruktion von Teilen ein bestimmter Fertigungsprozess berücksichtigt wird.
Wenn Sie ein Teil für die Fertigung entwerfen, müssen Sie sich Gedanken darüber machen, wie es hergestellt werden soll. Das bedeutet, dass Sie sich Gedanken darüber machen müssen, wie dick die Wände sein sollten, wie stark Sie die Seiten abwinkeln sollten und welche Konstruktionsmerkmale Sie einbeziehen sollten, z. B. Vorsprünge.
Eine der wichtigsten Überlegungen ist, wie dick die Wände sein sollten. Wenn die Wände nicht überall gleich dick sind, schrumpft das Teil beim Abkühlen ungleichmäßig.

Das kann dazu führen, dass sich das Teil verzieht, und wenn es sich verzieht, kann es die engen Toleranzen nicht mehr einhalten. Manchmal ist es besser, Stützrippen hinzuzufügen, um das Teil stärker zu machen, anstatt die Wände dicker zu machen.
Entformungswinkel sind wichtig, um sicherzustellen, dass die Teile ohne Verzug oder Kratzer aus der Form kommen. Der richtige Winkel hängt vom Teil und der gewünschten Oberfläche ab, aber 1,5-2 Grad Entformungsschräge ist in der Regel das Mindeste, was Sie für die meisten Spritzgussteile verwenden sollten.

Vorsprünge sind erhabene Teilemerkmale, die häufig verwendet werden, um mehrere Kunststoffteile während der Montage zusammenzuhalten. Wenn der Vorsprung zu dick gestaltet ist, kann er Einfallstellen auf der Oberfläche des Teils verursachen.
Wenn die Vorsprünge nicht mit den Seitenwänden des Teils verbunden sind (in der Regel durch Stützrippen), können sie sich außerdem leicht verformen oder verziehen, was die Fähigkeit des Bauteils, zusammengefügt zu werden, erheblich beeinträchtigen kann.

Auf die Größe kommt es an
Je größer das Teil oder das Produkt ist, das Sie herstellen, desto wichtiger werden Toleranzen. Beim Kunststoffspritzgießen kann sich ein größeres Teil verziehen oder schrumpfen. Es kommt also auf die Größe an.

Chef
Vorsprünge sind ein wichtiger Bestandteil der Produktgestaltung. Sie werden verwendet, um Teile zusammenzuhalten, wenn man sie zusammensetzt, und es gibt einige Dinge, an die man denken muss, wenn man Aufsätze entwirft. Zum einen dürfen die Wände des Aufsatzes nicht zu dick sein.
Wenn Sie den Vorsprung zu dick machen, entstehen Hohlräume und Einfallstellen. Außerdem sollten Sie die Vorsprünge entkernen (d. h. sie mit der nächstgelegenen Seitenwand verbinden). Dadurch wird die Last auf dem Teil besser verteilt, das Teil wird kühler und das Material fließt besser.
Die Wahl des idealen Materials für Ihre Anwendung
Die Materialauswahl ist ebenso wichtig wie die Teilekonstruktion, wenn es um Spritzgusstoleranzen geht. Es gibt viele verschiedene Kunststoffe, die im wissenschaftlichen Spritzgießverfahren verwendet werden können. Verschiedene Materialien haben unterschiedliche Schwindungsraten.

Dies muss bei der Auswahl des Spritzgießmaterials und der Konstruktion der Formen berücksichtigt werden. Besteht ein Teil aus mehr als einem Material, müssen die unterschiedlichen Schwindungsraten berücksichtigt werden, um sicherzustellen, dass die Teile wie vorgesehen zusammenpassen.

Daher ist es wichtig, die verschiedenen Spritzgussmaterialien gut zu kennen, um konsistente Spritzgusstoleranzen zu gewährleisten.
Das Spritzgießen funktioniert mit vielen verschiedenen Kunststoffen - und man kann sie noch besser machen, indem man ihnen etwas hinzufügt. Man kann sie auch stärker oder stabiler machen.
Die Möglichkeit, aus so vielen verschiedenen Materialien zu wählen, ist für Produktteams von großem Vorteil, da sie die Materialien und Leistungseigenschaften, die sie für ihr Produkt wünschen, noch weiter verbessern können.

Verschiedene Harze schrumpfen unterschiedlich schnell, was Sie bei der Auswahl des Materials und der Konstruktion der Form berücksichtigen müssen.
Wenn Sie Teile aus verschiedenen Materialien zusammenbauen, müssen Sie die unterschiedlichen Schrumpfungsraten berücksichtigen, um sicherzustellen, dass die Teile so zusammenpassen, wie sie sollen.
Die Kenntnis der Eigenschaften des von Ihnen verwendeten Harzes ist der Schlüssel zur Erzielung gleichmäßiger Toleranzen bei Kunststoffen Spritzgießen.
Bei der Auswahl der Materialien sollten Sie sich an diesen Faktoren orientieren:

Zusammensetzung des Kunststoffs
Amorphe Kunststoffe (wie ABS) schrumpfen weniger als teilkristalline Kunststoffe (wie Polyethylen), weil sie weniger dicht gepackt sind.
Molekulargewicht
Harze mit hohem Molekulargewicht haben eine hohe Viskosität und einen hohen Druckabfall, was die Schrumpfung erhöhen kann.
Zusatzstoffe
Die Zugabe von Füllstoffen mit geringer Wärmeausdehnung verringert die Schwindung. Daher müssen Sie dies bei der Materialauswahl und der Konstruktion der Spritzgießform berücksichtigen, um kosmetische Defekte wie Verzug, Durchbiegung, Rissbildung und Verformung, die die Toleranzen des Formteils beeinträchtigen können, zu reduzieren.
Überlegungen zum Werkzeugbau beachten
Da die Werkzeuge in der Regel etwas größer sind, um die Materialschrumpfung zu berücksichtigen, müssen Sie als Erstes wissen, welches Material Sie verwenden werden.Eine gute Werkzeugkonstruktion ist entscheidend dafür, dass die Teile richtig abkühlen und die engen Spritzgusstoleranzen eingehalten werden.

Formwerkzeuge müssen eine gleichmäßige, wiederholbare Erwärmung und Abkühlung zwischen den Schüssen gewährleisten - andernfalls wird es schwierig, enge Toleranzen einzuhalten, was besonders wichtig ist, wenn die Komplexität der Teile (und der Werkzeuge) zunimmt.
Schlechte oder inkonsistente Kühlung kann zu erheblichen Abweichungen von den Toleranzanforderungen führen. Durch die Überwachung von Injektionsdruck, Harzviskosität und Füllzeit können Ingenieure die Produktionsvariablen verfolgen und anpassen, um den richtigen Druck, die richtige Erwärmung und Kühlung während des Injektionsprozesses sicherzustellen.
Um sicherzustellen, dass das Harz gleichmäßig in die Form fließt, und um Schrumpfung und Verformung zu vermeiden, müssen Sie herausfinden, wo der Anschnitt (das Loch, in das das Harz fließt) angebracht werden soll.

Wenn Sie ein kompliziertes Spritzgussteil herstellen, benötigen Sie möglicherweise mehr als einen Anschnitt, um sicherzustellen, dass das Harz die Form gleichmäßig füllt und richtig abkühlt. Außerdem muss man sich überlegen, wo man die Auswerferstifte anbringt.
Sie können die Größe des Teils durcheinander bringen, weil manche Materialien nicht völlig steif sind, wenn man sie aus der Form nimmt (normalerweise, um die Zykluszeit zu verkürzen).
Man muss die Stifte an der richtigen Stelle anbringen, damit sich das Teil nicht verzieht und die Oberfläche nicht beschädigt wird.

Während die Toleranzen des Werkzeugs selbst in der Regel sehr streng kontrolliert werden (ein gewisser Grad an Verfeinerung kann vorgenommen werden, wenn eine CNC-gefräste Form ein Bauteil produziert, das nicht innerhalb akzeptabler Toleranzen liegt), ist dies ein weiterer wichtiger Aspekt, den das Produktteam sorgfältig prüfen sollte.
Wenn Sie sich für das richtige Material entscheiden, bieten Ihnen die Formenbauer an, die Form zu überdimensionieren, um die Materialschwindung zu berücksichtigen.
Verschiedene Materialien haben unterschiedliche Schwindungsraten, da sie ungleichmäßig dick sind. Um dies zu verringern, sollten Sie bei der Konstruktion der Form die folgenden Punkte berücksichtigen.

Werkzeug-Kühlung
Die Kühlung ist eine wichtige Aufgabe beim wissenschaftlichen Gießen. Sie macht den Unterschied zwischen einem guten Teil und einem schlechten Teil aus. Beim Kühlen wird der Kunststoff abgekühlt, nachdem er erhitzt wurde und bevor er ausgeworfen wird.
Die Kühlung muss gleichmäßig sein. Wenn sie nicht gleichmäßig ist, kommt es zu Schrumpfung, Einfallstellen, Auswurfproblemen, Verzug und allen möglichen anderen Problemen. Diese Probleme können sich auf das Aussehen, die Passform und die Funktion des Teils auswirken.
Um die richtige Kühlung zu erreichen, müssen Sie die Kühlkanäle an den richtigen Stellen in der Form anbringen. Möglicherweise müssen Sie auch Dinge wie den Einspritzdruck, die Harzdicke und die Zeit, die zum Füllen der Form benötigt wird, im Auge behalten.

Toleranzen bei Werkzeugen
Spritzgussformen werden in der Regel durch CNC-Bearbeitung hergestellt, wodurch enge Toleranzen erreicht werden können und die Genauigkeit während der Heiz- und Kühlzyklen des Prozesses erhalten bleibt.

Die Toleranzen sorgen dafür, dass das Teil richtig abkühlt, ohne die Genauigkeit zu beeinträchtigen. Das ist bei der CNC-Bearbeitung nicht üblich, aber wenn man bei der Herstellung von Formen die Toleranzen nicht kontrolliert, kann es zu schwerwiegenden Mängeln wie Verformung, Schrumpfung und Senkung kommen.
Position des Auswerferstifts
Der Auswerferstift ist ein Element in der Spritzgussform, das das Endprodukt aus der Form drückt. Der Stift hat verschiedene Formen (vorzugsweise flach), durch die eine bestimmte Kraft ausgeübt wird, um das Produkt herauszudrücken.
Daher kann es, wenn es in der falschen Position angebracht wird, zu unnötigen Vertiefungen auf dem fertigen Produkt kommen.
Darüber hinaus können Auswerferstifte bei nicht starren Materialien oder Materialien, die ungleichmäßig abkühlen, Risse in den unfertigen Produkten verursachen, was zu einigen kosmetischen Mängeln und physischen Anomalien führt.
Standort des Tores
Der Anschnitt ist der Ort, an dem der Kunststoff in die Form gelangt. Wenn Sie entscheiden, wo Sie den Anschnitt anbringen, sollten Sie das bedenken: Setzen Sie den Anschnitt dort ein, wo der Kunststoff am dicksten ist: Dadurch wird das Teil stabiler und sieht besser aus.

Setzen Sie den Anschnitt dort an, wo der Kunststoff am dicksten ist: Dadurch wird das Teil stabiler und sieht besser aus. Setzen Sie den Anschnitt dort an, wo der Kunststoff am dicksten ist: Dadurch wird das Teil stabiler und sieht besser aus. Bringen Sie den Anschnitt nicht an Stellen an, an denen Dinge wie Stifte oder andere Teile im Weg sind.
Bringen Sie den Anschnitt nicht dort an, wo er den Läufer oder das Teil schlecht aussehen lässt. Der Anschnitt muss an der richtigen Stelle sein, denn wenn er an der falschen Stelle sitzt, sieht das Teil schlecht aus und funktioniert nicht richtig.
Implementierung einer wiederholbaren Prozesskontrolle
Bei der Prozesskontrolle kalibrieren die Hersteller die Variablen, die die Qualität der Teile beeinflussen können. Diese Variablen sind ein integraler Bestandteil jedes Fertigungsprozesses, und ihre Kalibrierung trägt zur Verringerung von Abweichungen bei. Übliche Variablen sind Temperatur, Druck und Haltezeit. Einige Möglichkeiten, dies zu erreichen, sind:

Sie können Temperatur- und Drucksensoren in die Form einbetten, um die Formumgebung zu messen und ein Echtzeit-Feedback sowie eine wiederholbare Prozesssteuerung zu ermöglichen.
Harze haben einen hohen Wärmeausdehnungskoeffizienten und führen zu Dimensionsänderungen aufgrund von Temperaturschwankungen.
Wenn das Teil also bei einer konstanten Temperatur bearbeitet wird. Der Herstellungsprozess umfasst eine große Anzahl von Variablen, die sich auf die Lebensfähigkeit und Qualität eines Teils auswirken, und die Prozesskontrolle ist ein Mittel zur Kalibrierung dieser Variablen, um Abweichungen zu minimieren.

Druck- und Temperatursensoren in Formwerkzeugen sind wichtig für eine gute Prozesskontrolle, da sie Ihnen Echtzeit-Feedback zu diesen Parametern geben.
So können Sie schnell Anpassungen vornehmen, wenn Sie feststellen, dass etwas schief läuft. Sobald Sie diese Variablen unter Kontrolle haben und sie wiederholen können, wird das Formwerkzeug Teile mit engen Toleranzen und geringen Abweichungen herstellen.
Kunststoffharze haben in der Regel einen höheren Wärmeausdehnungskoeffizienten, was bedeutet, dass sie sich bei Temperaturschwankungen eher in ihren Abmessungen verändern.

Daher müssen Teile mit engeren Toleranzen oft bei derselben Temperatur gemessen werden, um sicherzustellen, dass sie die gleiche Größe behalten und richtig funktionieren.
Erreichbare Toleranzen beim Spritzgießen
Um echte Spritzgusstoleranzen zu erhalten, können Sie einige machbare Kunststoff-Spritzgusstoleranzen in Ihr Kunststoff-Formdesign aufnehmen. Hier sind die wichtigsten Kunststoffe, die in der Regel beim Kunststoffspritzgießen verwendet werden:
Abmessungstoleranzen +/- Mm
Genauigkeit ist ein schwieriges Unterfangen. Deshalb verwenden Konstrukteure das Symbol (+/-), um den Messbereich anzugeben.

Jedes Material hat einen anderen Toleranzbereich, je größer die Abmessungen sind. Die Tabelle oben zeigt die Maßtoleranzen der wichtigsten Kunststoffe für das Spritzgießen.
Geradheit/Ebenheitstoleranz
Verzug entsteht, weil der Kunststoff in Fließrichtung und quer zur Fließrichtung unterschiedlich schnell schrumpft. Dies kann aufgrund unterschiedlicher Wandstärken geschehen, die unterschiedlich schnell schrumpfen. Sie können den Verzug minimieren, indem Sie das Werkzeugdesign anpassen, eine bessere Anschnittposition finden und den Prozess kontrollieren.

Allerdings müssen Sie auf der Kunststoffseite eine praktische Toleranz einhalten, da es schwierig ist, 100% der Verwerfungen herauszubekommen.
Toleranz des Lochdurchmessers +/- Mm
Je größer das Loch ist, desto mehr Toleranz müssen Sie einkalkulieren. Die Abbildung oben zeigt Ihnen die Toleranzen für verschiedene Lochgrößen.
Blindbohrungstiefe Toleranz +/- Mm
Sacklöcher sind Löcher, die mit einem Einsatzkern in das Werkstück gebohrt werden, ohne es ganz zu durchdringen. Sie sind an einem Ende verstiftet und fixiert, wodurch sie sich unter starken Schmelzflusskräften eher verformen können. Die Abbildung oben zeigt die verschiedenen Toleranzen, die Sie verwenden können.

Rundlauf-/Ovalitätstoleranz +/- Mm
Hier wird die Wandstärke (die Differenz zwischen Außen- und Innendurchmesser) bestimmt. Die obige Tabelle zeigt die verschiedenen Toleranzen und den Kostenunterschied zum Erreichen dieser Toleranz.
Schlussfolgerung
Es gibt immer eine gewisse Variation in SpritzgießenDaher muss es einen zulässigen Bereich von Abweichungen geben, damit das Teil nach der Montage ordnungsgemäß funktioniert.

Deshalb sind Spritzgusstoleranzen so wichtig, wenn Sie Produkte mit mehreren Spritzgussteilen zusammenbauen. Darüber hinaus folgt die Konstruktion von Spritzgussteilen den Prinzipien der Herstellbarkeit, um Wandstärken, Entformungswinkel und Vorsprünge zu optimieren und sicherzustellen, dass die Teile während der Produktion und Montage enge Toleranzen einhalten.
Wenn Sie die Toleranzen beim Spritzgießen kontrollieren und optimieren, können Sie den zulässigen Bereich von Abweichungen ermitteln, der dazu beiträgt, dass Ihr Produkt optimal funktioniert.

Es gibt viele Möglichkeiten, dies zu tun, aber sie alle hängen von DfM, Materialauswahl und Prozesssteuerung ab. Dieser Artikel hilft Ihnen, einige der nützlichsten Methoden für Ihr Projekt zu vereinfachen.







