 Zum Inhalt springen
Zum Inhalt springen 

Kunststoffprodukte sind in unserem Leben sehr häufig anzutreffen und leisten uns eine große Hilfe. Von kleinen Plastikbechern über Plastikflaschen bis hin zu großen Geräten sind wir von unzähligen Plastikprodukten umgeben.
Aber lassen Sie uns wirklich darüber reden, wie diese Kunststoffprodukte hergestellt werden. Ich glaube, die meisten Menschen können nichts dazu sagen, also lassen Sie uns kurz verstehen, wie Kunststoffprodukte hergestellt werden.
Es gibt sieben gängige Produktionsmethoden für Kunststoffprodukte.

Formpressen
Es ist eine Methode, um die gewünschte Form zu erhalten, indem Harz in eine Form gegeben, erhitzt und komprimiert wird. Es wird zur Herstellung von Kunststoffprodukten aus wärmehärtendem Harz verwendet, wie z. B. unsere gewöhnlichen Schüsseln, Teller, Deckel, usw.
1.Prinzip der Kompression Formteilherstellung Prozess
Das Formpressen wird auch als Gießen oder Pressen bezeichnet. Die Methode des Pressens besteht darin, Kunststoffpulver, Granulat, Krümel oder faserigen Kunststoff bei der Formtemperatur in den Hohlraum der Form zu geben, dann die Form zu schließen und sie zu pressen, um sie zu formen und zu verfestigen, um die gewünschten Kunststoffprodukte zu erhalten.
2. Merkmale des Formpressens
a. Der feste Kunststoff wird direkt in die Kavität eingebracht.
b. Der Druck der Presse wird durch die konvexe Form direkt auf den Kunststoff übertragen.
c. Die Form ist zum Zeitpunkt der endgültigen Formgebung vollständig geschlossen.
3. Vorteile des Formpressens
a. Kein Gießsystem, weniger Materialverbrauch.
b. Das verwendete Gerät ist eine allgemeine Presse.
c. Einfache Formen, mit denen Kunststofferzeugnisse mit größeren ebenen Flächen gepresst werden können, oder Mehrfachformen zum gleichzeitigen Pressen mehrerer Erzeugnisse.
d. Es ist vorteilhaft für das Formen von Kunststoffen mit schlechter Fließfähigkeit und Fasern als Füllstoff.
4. Nachteile des Formpressens
a. Lange Produktionszykluszeit und geringe Effizienz.
b. Kunststoffprodukte mit komplexen Formen und großen Unterschieden in der Wandstärke lassen sich nicht leicht pressen.
c. Es ist nicht einfach, Kunststoffprodukte mit hohen Anforderungen an die Maßgenauigkeit zu erhalten.
d. Kann keine Kunststoffprodukte mit feinen und leicht zerbrechlichen Einlagen pressen.
5. Anwendungsbereich des Formpressens
Phenolkunststoffe, Aminokunststoffe, ungesättigte Polyesterkunststoffe, Polyimid usw., von denen Phenolkunststoffe und Aminokunststoffe am häufigsten verwendet werden.

Spritzgießen
Es handelt sich um ein Formgebungsverfahren, bei dem geschmolzener Kunststoff aus einer Spritzgussmaschine in eine Form gespritzt und gepresst wird.
Es eignet sich für die Herstellung relativ großer Kunststoffprodukte (Ein ähnliches Verfahren, das als Reaktion Spritzgießen (RIM) wird für die Herstellung großer Kunststoffprodukte und geringer Mengen verwendet, wie z. B. versiegelte Behälter, Fässer und andere Container, und auch CDs und DVDs können mit speziellen Spritzgießen Maschinen.
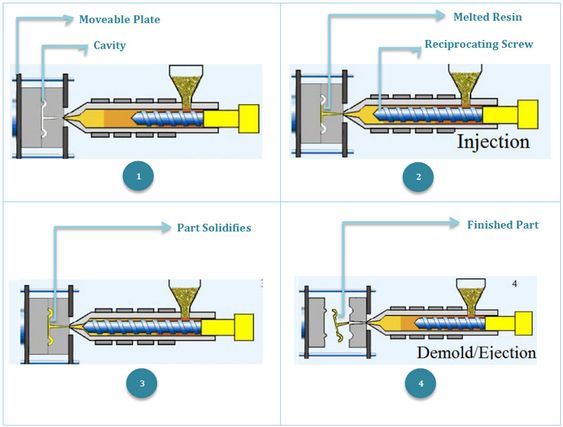
1. Prinzip des Kunststoffspritzgießens
Kunststoff-Spritzgießen ist auch als Spritzgussverfahren bekannt, bei dem es sich um ein Spritzguss- und Formgebungsverfahren handelt.
Bei einer bestimmten Temperatur wird das Kunststoffmaterial durch Schneckenmischung vollständig geschmolzen, mit hohem Druck in den Formhohlraum eingespritzt und durch Abkühlen ausgehärtet, um die geformten Produkte zu erhalten.
Diese Methode eignet sich für die Massenproduktion komplexer Formteile und ist eine der wichtigsten Fertigungsmethoden.

2. Vorteile von Spritzgießen
a. Da die Plastifizierung der Schmelze und die Modellierung des Fließverhaltens des geformten Materials im Zylinder bzw. im Formhohlraum erfolgen, kann sich das Werkzeug immer in einem Zustand befinden, in dem die Schmelze schnell kondensiert oder vernetzt und ausgehärtet wird, was zu einer Verkürzung des Formgebungszyklus beiträgt.
b. Die Schmelze wird erst in die Form eingespritzt, nachdem die Form verriegelt wurde, und die Schmelze mit guter Fließfähigkeit hat wenig Verschleiß an der Formkavität, so dass ein Satz von Formen große Mengen an Produkten produzieren kann. spritzgegossene Produkte.
c. Ein Betreiber kann oft zwei oder mehr Spritzgießen Maschinen, insbesondere wenn die Formteile automatisch entladen werden können, und mehrere Maschinen verwaltet werden können, so dass der Arbeitsaufwand relativ gering ist.
d. Das Ganze Spritzgießen Der gesamte Prozess, wie z. B. das Schließen der Form, die Materialzugabe, die Plastifizierung, das Einspritzen, das Öffnen der Form und die Entformung, wird durch den Vorgang des Spritzgießens abgeschlossen, wodurch sich der Einspritzvorgang leicht vollständig automatisieren und programmgesteuert durchführen lässt.
e. Aufgrund des hohen Drucks während des Formens ist es möglich, Kunststoffteile mit komplexen Formen, klaren Oberflächenmustern und -markierungen sowie hoher Maßgenauigkeit zu formen.
f. Mehr als ein Material kann durch Co-Injektion geformt werden, und Materialien mit harter Haut und schäumendem Kern können effektiv geformt werden, und duroplastische und faserverstärkte Kunststoffe können geformt werden.
g. Da das Gießen mit Präzisionsformen und einem Präzisionshydrauliksystem durchgeführt werden kann und die Mikrocomputersteuerung zum Einsatz kommt, ist es möglich, Produkte mit hoher Präzision zu erhalten, und die Volumentoleranz kann 1μm erreichen.
h. Hohe Produktionseffizienz, ein Satz von Formen kann Dutzende oder sogar Hunderte von Kavitäten enthalten, so dass Dutzende oder sogar Hunderte von Kunststoffteilen in einem Guss geformt werden können.
i. Die geformten Teile müssen nur in geringem Umfang nachbearbeitet werden, um verwendet werden zu können, und der während des Formprozesses anfallende Ausschuss kann wiederverwendet werden, so dass bei der Herstellung nur wenig Rohstoffe verschwendet werden. Spritzgießen.
3. Nachteile des Spritzgießens
a. Der Schlüsselapparat von Spritzgießen ist die Form, aber die Konstruktion, Herstellung und Erprobung Schimmel Zyklus der Form ist lang. Normalerweise ist es notwendig, benutzerdefinierte Kunststoff-Prototypen Überprüfung Funktion vor Herstellung der Spritzgussform um die Verschwendung von Zeit und Geld zu vermeiden, die durch spätere große Änderungen verursacht wird.
b. Aufgrund der begrenzten Kühlbedingungen ist es schwierig, dickwandige Kunststoffteile mit großen Abweichungen zu formen.
c. Aufgrund der hohen Produktionskosten für beide Spritzgießen Maschine und SpritzgussformDa die Anfangsinvestitionen hoch sind, eignet sie sich nicht für die Produktion von Kunststoffteilen in Kleinserien.
d. Die Qualität der geformten Produkte ist durch viele Faktoren begrenzt, so dass es schwieriger ist, die hohen technischen Anforderungen zu erfüllen.
Kalandrieren
Dieses Herstellungsverfahren ähnelt der Art und Weise, wie wir normalerweise Gebäck mit einem Nudelholz ausrollen, wobei das Harz zwischen erhitzte Rollen gelegt und durch mehrere Rollen auf eine bestimmte Dicke gedehnt wird, um die gewünschte Form zu erhalten.
Sie eignet sich für die Herstellung von breiten Flachprodukten wie Folien, Platten usw.
1. Prinzip der Kalandrierung
Beim Kalandrieren wird das Material durch die zwischen den Walzen erzeugte Scherkraft mehrmals gequetscht und geschert, um die Plastizität zu erhöhen und durch weitere Plastifizierung dünne Produkte zu erzeugen.
Die Extrusions- und Scherwirkung der Walzen auf den Kunststoff verändert die Makrostruktur und die molekulare Form des Materials, plastifiziert und dehnt den Kunststoff unter Mitwirkung der Temperatur.
Das Ergebnis der Walzen ist eine dünnere Materialschicht, während die Verlängerung die Breite und Länge der Schicht erhöht.
2. Vorteile des Kalandrierens
a. Große Verarbeitungskapazität, schnelle Produktionsgeschwindigkeit, gute Produktqualität und kontinuierliche Produktion. Die jährliche Verarbeitungskapazität eines Vier-Walzen-Kalanders von φ700×1800mm kann 5000 Tonnen bis l0000 Tonnen erreichen.
b. Die Dicke des kalandrierten Produkts ist gleichmäßig, die Dickentoleranz kann innerhalb von 10% kontrolliert werden, und die Oberfläche ist glatt. Wenn es mit Entkörnung oder Druck abgestimmt ist, kann es auch direkt mit verschiedenen Mustern von Produkten erhalten werden.
c. Der Automatisierungsgrad der Kalanderproduktion ist hoch, und das fortschrittliche Kalandergestänge braucht nur 1 oder 2 Personen zu bedienen.
3.Die Nachteile des Kalandrierens
a. Große Ausrüstung, hohe Investitionen und komplizierte Wartung.
b. Die Breite des Produkts ist durch die Länge der Kalanderwalzen usw. begrenzt.
c. Lange Produktionslinie und viele Prozesse. Daher ist sie bei der Herstellung von Endlosfolien nicht so schnell wie die Extruderformtechnik.
d. Starke Spezialisierung der Ausrüstung und schwierige Produktanpassung.
Hohlblasformen
Dies ist eine Art von extrudierten noch weichen Schlauch durch die Form ist in der Mitte sandwiched, die obere Luft aufgeblasen wird, und dann nach der Form geformt. Es ist geeignet für die Herstellung verschiedener Flaschen, Sprühflaschen, etc.
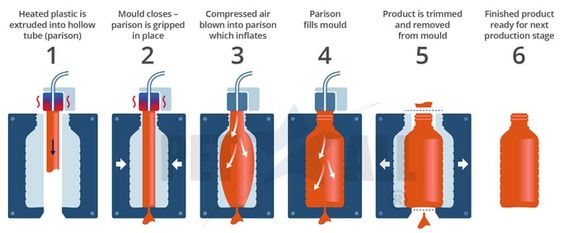
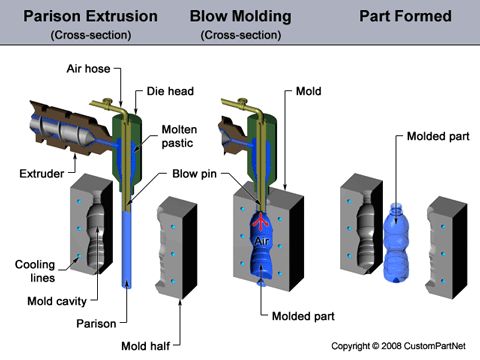
1.Prinzip des Hohlblasformens
Das Rohmaterial wird in geschmolzenem Zustand extrudiert oder gespritzt, um röhrenförmige Kunststoffrohlinge zu formen, die in eine Form mit einer bestimmten Form kommen, und die Rohlinge in der Form werden durch Einblasen eines bestimmten Volumens an Druckluft aufgeblasen.
Nachdem die Luft in die Form geblasen wurde, wird die Form ausgedehnt, was dazu führt, dass die Form an die Form angezogen wird, und die erste Formung des Produkts ist abgeschlossen.
Dieser Prozess führt, technisch ausgedrückt, dazu, dass sich das Polymer in der Nähe der Glasübergangstemperatur schnell verformt und diesen Zustand beibehält.
Der nächste Schritt ist das Abkühlen, wodurch die geformten Produkte aus der Form genommen werden können. Bei der Kühlung werden die Produkte innerhalb kurzer Zeit nach dem Formen unter die Glasübergangstemperatur oder die Kristallisationstemperatur abgekühlt, oder sie werden eingefroren.
2. Vorteile des Hohlblasformens
a. Der Vorteil des Vakuumgießens ist, dass es keine ganze Reihe von Formen benötigt, sondern nur eine einzige konvexe oder konkave Form, eine einfache Formstruktur und niedrige Herstellungskosten
b. Die Struktur von Kunststoffteilen ist klar, deutlich und detailliert, und es können große, dünnwandige und flache Kunststoffteile geformt werden, und der Formungsprozess von Kunststoffteilen kann ebenfalls beobachtet werden.
3. Nachteile des Hohlblasformens
a. Einfach zu machen, die Wandstärke des Kunststoffteils ist nicht einheitlich, vor allem die konvexen und konkaven Teile auf der Form, die Wandstärke des entsprechenden Teils des Kunststoffteils ist die dünnste.
b. Die Ecke der Struktur des Kunststoffteils für den scharfen Winkel, in der Form von Kunststoffteilen sind leicht zu erscheinen Falten.
c. Dehnungs- und Abkühlungsstreifen erscheinen oft an der Seite des Teils;
d. Der durch das Vakuumgießen erzeugte Differenzdruck ist sehr gering (normalerweise 0,07-0,09 MPa), so dass keine dickwandigen und tiefliegenden Teile geformt werden können.
Strangpressen
Bei diesem Verfahren wird das Harz in die Produktionsanlage wie ein Fleischwolf eingefüllt und erhitzt, während es von einer rotierenden Schnecke vorwärts transportiert wird.
Das Harz wird aus der Düse zugeführt, geschmolzen und gleichzeitig mit der Formgebung extrudiert. Es ist für die Herstellung von Produkten wie Rohren geeignet.
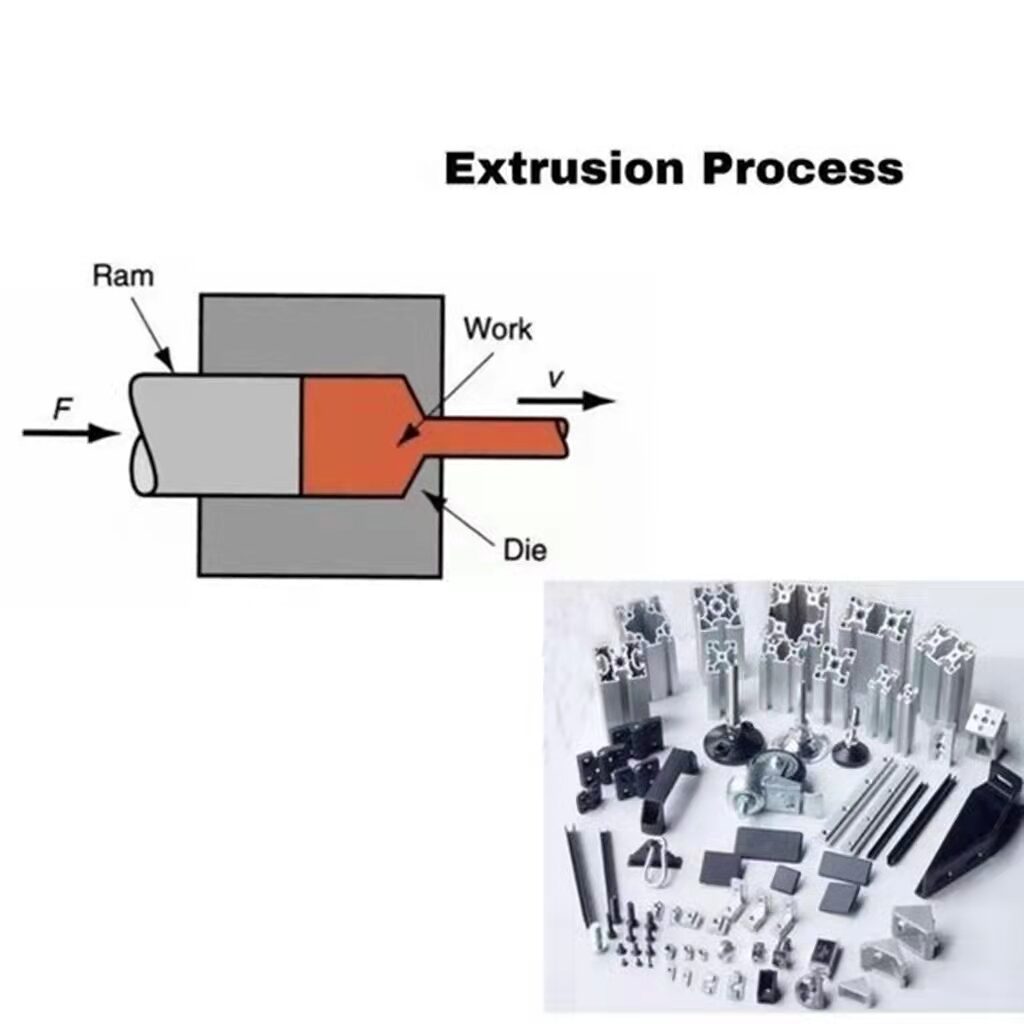
1.Prinzip der Extrusionsformung
Das Strangpressen wird in der Kunststoffverarbeitung auch als Extrusion bezeichnet. Bei der Verarbeitung ohne Gummiextruder wird das Strangpressen durch hydraulischen Pressdruck in der Düse selbst durchgeführt.
Es handelt sich um ein Verarbeitungsverfahren, bei dem das Material durch die Wirkung zwischen dem Extruderzylinder und der Schnecke thermoplastisch verformt wird, während es von der Schnecke nach vorne gedrückt und kontinuierlich durch den Kopf geführt wird, um verschiedene Querschnittsprodukte oder Halbprodukte herzustellen.

2. Vorteile des Strangpressens
Im Vergleich zu anderen Formgebungsverfahren für Polymere hat das Strangpressen eine Reihe von herausragenden Vorteilen.
a. Kontinuierliche Produktion Schläuche, Platten, Stäbe, Profile, Folien, Kabel und Monofilamente jeder Länge können nach Bedarf hergestellt werden.
b. Hohe Produktionseffizienz Die einzelne Maschinenleistung des Extruders ist hoch, wie z.B. eine Extrusionseinheit mit 65mm Durchmesser, die PVC-Folie produziert, die jährliche Leistung kann mehr als 450t sein.
c. Breites Anwendungsspektrum Diese Verarbeitungsmethode ist weit verbreitet in der Verarbeitung von Gummi, Kunststoff und Fasern, vor allem Kunststoffprodukte, fast die meisten thermoplastischen Kunststoffe und einige duroplastische Kunststoffe können mit dieser Methode verarbeitet werden.
d. Mehrzweck-Extruder Ein Extruder kann viele Arten von Materialien und Produkten verarbeiten. Durch den Wechsel verschiedener Schnecken und Köpfe je nach den Eigenschaften der Materialien und der Form und Größe der Produkte können unterschiedliche Produkte hergestellt werden.
e. Einfache Ausrüstung, geringere Investitionen Verglichen mit Spritzgießen und Kalandrieren sind Extrusionsanlagen einfach, leichter herzustellen, kosten weniger und sind bequemer zu installieren und in Betrieb zu nehmen. Die Ausrüstung nimmt eine kleine Fläche ein, und die Anforderungen an die Anlage und die unterstützenden Einrichtungen sind relativ einfach.
3. Nachteile des Strangpressens
a. Die durch den Extrusionsprozess erzeugte Dichte ist gering.
b. Die Kombination aus Mantel und Kern des Geräts ist schlecht.
Vakuumverformung
Das Vakuumformen ist ein Verfahren, bei dem eine durch Kalandrieren oder Extrusionsformen vorgefertigte Folie oder Platte erhitzt wird, um sie zu erweichen, die Luft in der Form zu absorbieren und sie unter atmosphärischem Druck in die Form zu pressen.
Es wird zur Herstellung relativ dünner Behälter wie Brotdosen und Tabletts verwendet.
1. Das Prinzip der Vakuumverblisterung
Das Prinzip der Vakuumformung besteht darin, dass die thermoplastische Harzplatte, die durch ein geeignetes Heizgerät erwärmt und erweicht wird, auf das Modell aufgebracht wird, in das viele kleine Löcher gebohrt werden, um ein Vakuum anzuziehen, und dann wird die Außenseite des Modells von der Umgebungsluft abgeschottet, und dann wird die Luft im Inneren des Formhohlraums schnell aus dem Vakuumsaugloch entfernt.

2. Vorteile des Vakuum-Sauggießens
a. Geringe Investitionen in die Ausrüstung
b. Einfach herzustellende Formen (Gipsform, Kupferform, Aluminiumform)
c. Hohe Produktionseffizienz.
d. Starke Anpassungsfähigkeit der Produktspezifikation. Mit der Vakuumformungsmethode können wir verschiedene Produkte von extra groß, extra klein, extra dick und extra dünn herstellen.
e. Breites Angebot an Produkten des täglichen Bedarfs, Spielzeug, Schreibwaren, Medikamenten, Hardware, Elektronik, Lebensmitteln usw.
3. Nachteile des Vakuum-Blistergießens
a. Das Vakuum-Blistergießen kann nur halbschalige Produkte mit einfacher Struktur herstellen
b. Die Wandstärke der Produkte sollte einheitlicher sein, und Kunststoffprodukte mit unterschiedlichen Wandstärken können nicht hergestellt werden.
c. Die Tiefe der Vakuum-Saugformen Produkte ist bis zu einem gewissen Grad begrenzt, in der Regel, die Tiefe zum Durchmesser des Behälters nicht überschreiten.
d. Die Abformgenauigkeit der Teile ist schlecht, und der relative Fehler liegt im Allgemeinen über 1%.
e. Es ist nicht nur schwierig, die Konsistenz der Form oder Größe zwischen verschiedenen Teilen durch Vakuum-Saugformen zu erreichen, sondern auch die Einheitlichkeit der Wandstärke jedes Teils desselben Teils zu gewährleisten.
f. Einige Details der Form werden während des Vakuum-Saugformverfahrens nicht vollständig im Produkt wiedergegeben.

Rotationsgießen
Rotationsgießen, auch Rotationsformen, Rotationsgießen, Rotationsgießen usw. genannt, ist ein thermoplastisches Hohlformverfahren.
Bei dieser Methode wird zunächst das Kunststoffmaterial in die Form gegeben, dann dreht sich die Form kontinuierlich um die beiden vertikalen Achsen und wird erhitzt. Das Kunststoffmaterial im Inneren der Form überzieht sich allmählich und gleichmäßig und schmilzt und haftet an der gesamten Oberfläche des Formhohlraums unter der Wirkung von Schwerkraft und Wärme, wodurch die gewünschte Form entsteht, und dann wird das Produkt abgekühlt und geformt.
1. Prinzip des Rotationsformens
Das Harz wird in die Form gegeben, die Form wird geschlossen, die Form wird erhitzt und gleichzeitig wird die Form in drei Dimensionen gedreht/gerollt, indem zwei sich rechtwinklig kreuzende Wellen verwendet werden, die sich ununterbrochen drehen.
Das Harz wird durch seine eigene Schwerkraft gleichmäßig im inneren Hohlraum der Form verteilt und allmählich geschmolzen, bis das Harz vollständig geschmolzen ist und gleichmäßig an der Innenwand des Formhohlraums haftet, dann wird die Erwärmung gestoppt und in den Kühlprozess überführt, und das Produkt wird abgekühlt und verfestigt und entformt, um das gewünschte nahtlose Hohlprodukt zu erhalten.

2. Vorteile des Rotationsformens
a. Die Kosten für das Rotationsgießen sind niedrig. Für die gleiche Produktgröße betragen die Kosten für das Rotationsformen etwa 1/3 bis 1/4 der Kosten für das Blasformen und Spritzgießendie für das Formen von großen Kunststoffprodukten geeignet ist.
b. Geeignet für die Herstellung von Kunststoffprodukten mit mehreren Arten und kleinen Mengen.
Rotationsguss Ausrüstung hat eine gute Mobilität, eine Rotationsguss-Maschine, kann eine große Form zu installieren, sondern kann auch eine Reihe von kleinen Schachspiel zu arrangieren.
Es können nicht nur Teile unterschiedlicher Größe, sondern auch Produkte unterschiedlicher Größe und Form gleichzeitig geformt werden. Solange die in den Rotationsgussprodukten verwendeten Rohstoffe gleich sind und die Dicke der Produkte gleich ist, können sie gleichzeitig rotationsgeformt werden, und die Formen sind keinen äußeren Kräften ausgesetzt, so dass die Formen einfach, kostengünstig und leicht herzustellen sind.
c. Die Form ist auch relativ viel billiger, weil sie keine inneren Kerne hat, die hergestellt werden müssen.
d. Rotationsgießen ist sehr einfach, die Farbe der Produkte zu ändern, jedes Mal, wenn das Material direkt in die Form, die das Material alle in die Produkte macht, und nachdem die Produkte aus der Form genommen werden, dann das nächste Gießen erforderlich Material hinzugefügt wird.
Wenn wir also die Farbe des Produkts ändern müssen, verschwenden wir keinen Tropfen des Rohmaterials und müssen keine Zeit für die Reinigung der Maschine und der Form aufwenden.
e. Geeignet für das Formen aller Arten von komplexen hohlen Teilen, Rotomolding Prozess erfordert nur die Stärke des Rahmens, um das Material, das Gewicht der Form und der Rahmen selbst zu unterstützen, und um das Austreten von Material zu verhindern, um die Form zu schließen Kraft.
Daher müssen selbst beim Rotationsformen großer und sehr großer Kunststoffteile keine sehr sperrigen Geräte und Formen verwendet werden, und die Verarbeitung und Herstellung von Gussformen ist sehr praktisch, hat einen kurzen Herstellungszyklus und ist relativ kostengünstig.
f. Rotationsgussverfahren spart Rohstoffe Die Wandstärke rotationsgeformter Produkte ist relativ gleichmäßig und an der Fase etwas dicker, so dass die Effektivität des Materials voll zur Geltung kommen kann, was der Einsparung von Rohstoffen förderlich ist.
g. Die Form von Rotationsgussprodukten kann sehr komplex sein, und die Dicke kann mehr als 5 mm betragen.

3. Nachteile des Rotationsformens
a. Die Kosten für die Rohstoffe sind relativ hoch. Da die meisten Kunststoffrohstoffe körnig sind, müssen sie zu einem Pulver gemahlen werden, bevor sie für das Rotationsformen verwendet werden können.
Der Schleifprozess erhöht die Kosten für die Rohstoffe erheblich, und die Qualität des Schleifens ist einer der wichtigsten Faktoren im Rotationsformverfahren.
b. Die für das Rotationsformen geeigneten Rohmaterialien sind begrenzt. Auch nach jahrelanger Entwicklung sind die für das Rotationsformen geeigneten Kunststoffrohstoffe immer noch begrenzt, und Polyethylen macht mehr als 90% der beim Rotationsformen verwendeten Materialien aus.
c. Niedrige Produktionseffizienz und hoher Energieverbrauch. Da jedes Produkt geformt werden muss und das Harzpulver auf die Schmelztemperatur des Harzes erhitzt und dann auf Raumtemperatur abgekühlt wird, ist der gesamte Produktionszyklus lang und dauert normalerweise mehrere Minuten.
d. Hohe Arbeitsintensität der Produktion. Beim Rotationsgießen erfordert der Prozess des Einlegens und Entnehmens in der Regel manuelle Tätigkeiten, so dass die Arbeitsintensität hoch ist. Dies gilt insbesondere für komplexe Produkte.
e. Feste Produkte, feste Teile sind schwer zu formen. Rotationsgießen kann in der Regel nur hohle oder Shell-Produkte, nur durch den Schaum, das gesamte Produkt kann fest gemacht werden. Rotationsgießen ist auch schwierig, feste Laschen und Verstärkungsstrukturen zu formen, um die Festigkeit des Produkts zu erhöhen.
f. Schlechte Maßhaltigkeit. Die Größe der rotationsgeformten Produkte, zusätzlich zu den Auswirkungen der Rohstoffsorten, sondern auch durch die Kühlrate, Trennmittel und andere Faktoren, so dass die Größe Genauigkeit ist schwieriger zu kontrollieren.







