 Zum Inhalt springen
Zum Inhalt springen 

Einführung
Das Spritzgießen ist ein großartiges Verfahren zur Herstellung von Produkten, aber es kann auch eine Menge Verschwendung verursachen, z. B. Ineffizienz, Fehler, Maschinenschäden und Ausfallzeiten, hohe Ausschussraten usw. In diesem Artikel geht es darum, wie man die Kosten für das Spritzgießen senken kann, was Ihnen helfen kann, mehr Geld zu verdienen Spritzgießen.
Was sind die wichtigsten Kostenfaktoren, die die Kosten des Spritzgießens beeinflussen?
Teil Design
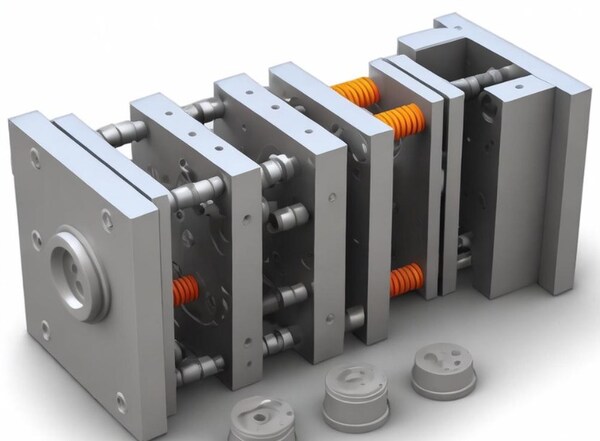
Je komplexer Ihr Teil ist, desto komplexer muss auch seine Form sein. Komplexe, kundenspezifische Spritzgussteile sind in der Regel teurer, weil sie mehr Formen benötigen als einfache Teile.
Die Bearbeitung komplexer Teile kann eine Funkenerosion erfordern, um Hinterschneidungsmerkmale zu erzielen, was mehr Produktionszeit erfordert. Außerdem wird für größere Teile mehr Material benötigt, was die Kosten erhöht.
Altteil-Materialien
Auch die Art des verwendeten Harzes hat einen großen Einfluss auf die Kosten für das Spritzgießen. Bei der Auswahl eines Harzes sollten Sie auch bedenken, wie viele Teile Sie herstellen wollen, welche Zusatzstoffe und Zutaten Sie benötigen, bei welcher Temperatur Sie gießen wollen, wie einfach es ist, das Harz zu bekommen, welche Qualität und Farbe Sie wünschen.

Das von Ihnen gewählte Harz kann sich auch darauf auswirken, wie sehr Sie die Form pflegen müssen, was sie teurer machen kann (z. B. wenn Sie ein abrasives Harz verwenden).
Verschiedene Thermoplaste erfordern unterschiedliche Temperaturen. Hochtemperaturharze erhöhen die Werkzeugkosten, wie unten beschrieben. Zu den Thermoplasten mit niedrigeren Kosten gehören Polypropylen, Polyethylen und Polystyrol, während Flüssigkristallpolymere, Polysulfone und Polyphenylensulfid oft mit höheren Temperaturen und höheren Kosten verbunden sind.

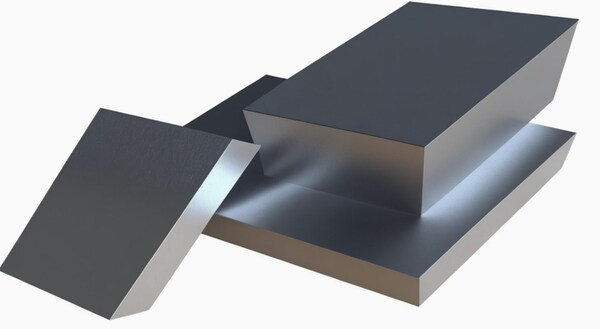
Verwendete Form-Materialien
Es gibt viele verschiedene Arten von Stahl, die für die Herstellung von Formen verwendet werden können, aber die Art des Stahls, die Sie benötigen, hängt davon ab, welche Art von Material Sie für das Spritzgießen verwenden. Wenn Sie einen Hochtemperatur-Thermoplast verwenden, benötigen Sie einen härteren Stahl oder eine stahlbeschichtete Form.
Wenn Sie sich für ein Material für Ihre Form entscheiden, sollten Sie auch bedenken, wie viel Pflege die Form benötigt und wie oft Sie sie ersetzen müssen.
Gussformen haben eine unterschiedliche Lebensdauer. Formen mit längerer Lebensdauer sind wertvoller, werden aber aus haltbareren Stählen hergestellt, was die Kosten der Form erhöht. Bei der Auswahl eines Werkzeugmaterials sind Zykluszeit, Oberflächengüte und Produktionsvolumen zu berücksichtigen, da all diese Faktoren die Lebensdauer des Werkzeugs beeinflussen.
Werkzeugstähle werden häufig aufgrund ihrer Zähigkeit und Haltbarkeit ausgewählt, obwohl auch weniger teure Materialien wie Aluminium für die Form geeignet sein können, insbesondere wenn geringere Produktionsmengen erforderlich sind.
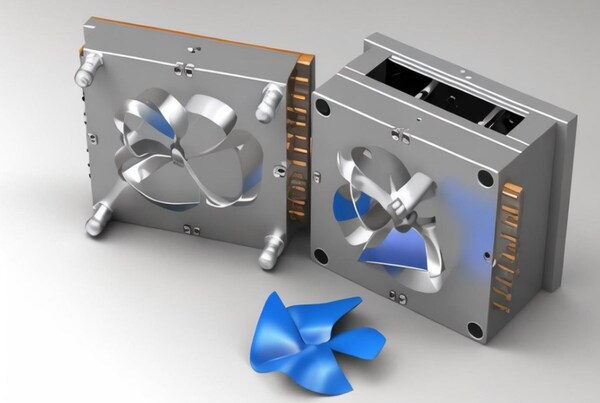
Volumen und Anzahl der Hohlräume
Je mehr Kavitäten Sie für ein Teil benötigen, desto länger dauert das Pressen. Längere Presszeiten bedeuten, dass Sie die Teile nicht so schnell herstellen können, was Sie Geld kostet. Wenn Sie große Teile herstellen, die viele Kavitäten benötigen, werden die Material- und Produktionskosten steigen.

Standort des Formenbauers
Der Standort des Formenbauers wirkt sich auf die Gesamtkosten des Spritzgießens aus und hängt von den Versand- und Bearbeitungskosten ab, die erforderlich sind, um die Form an den Verarbeitungsort zu bringen. Wenn Sie zum Beispiel einen Formenbauer in China beauftragen, müssen Sie den Mindestlohn in jeder Provinz berücksichtigen. Wenn Sie sich in der Nähe eines Seehafens befinden, wirkt sich dies auch auf Ihre Versandkosten aus.

Wenn Sie sich für einen Offshore-Hersteller für das Spritzgießen entscheiden, müssen Sie mehr für Versand und Bearbeitung bezahlen. Wenn Ihre Teile komplett im Ausland hergestellt werden, können die Kosten für den Transport des Produkts zu Ihnen alle Einsparungen durch den niedrigen Produktionspreis zunichte machen.
Wie lassen sich die Kosten für das Spritzgießen senken?
Reduzieren Sie Risiken und Qualitätskosten
Die Reduzierung von Risiken und Qualitätskosten ist oft eher reaktiv als proaktiv. Dies liegt daran, dass der Spritzgießprozess von unvorhergesehenen, abnormen Veränderungen begleitet wird, die eine Vorhersage erschweren. Dies setzt uns unerwarteten Risiken und Kosten aufgrund von minderwertigen Produkten aus.
Es gibt tatsächlich einen besseren Weg. Beginnen Sie mit der Anwendung wissenschaftlicher Formgebungsprinzipien, um einen wiederholbaren und stabilen Prozess zu entwickeln. Nachdem der Prozess mit Hilfe von Sensoren und Gusstechnologie entwickelt wurde, können Sie verschiedene gängige Spritzgießfehler in Spritzgießen 100%-Qualitätssicherung für Ihre Kunden zu gewährleisten.
Wir erleben oft diese Situation: Die Spritzgießmaschine läuft schon seit Wochen und die Verfahrenstechniker müssen noch Anpassungen vornehmen. Zu diesem Zeitpunkt ist die Produktqualität immer mangelhaft, so dass wir den Prozess anpassen müssen, um ihn zu verbessern, die verdächtigen Teile isolieren, die schlechten aussortieren, sie zerkleinern und neu gießen.

Das schlimmste Szenario ist, dass wir einige dieser Produkte bereits an Kunden ausgeliefert haben und sie über das Problem informieren müssen.
Wenn das passiert, wird es richtig teuer. Ohne die Entwicklung und Dokumentation eines zuverlässigen Prozesses, der auf wissenschaftlichen Prinzipien der Formgebung basiert, können unsere Techniker nur wertvolle Zeit damit verschwenden, den Prozess anzupassen, in der Hoffnung, ein gutes Teil herzustellen.

Wenn ein Produktfehler auftritt, wird der Techniker gebeten, die Spritzgießmaschine erneut einzustellen, um das Problem zu lösen, und es gibt keine Garantie, dass das Problem erneut auftritt. Zu diesem Zeitpunkt müssen wir entscheiden, was mit dem Produkt geschehen soll, und das Aussortieren oder Nacharbeiten kann Tage oder sogar Wochen dauern und ist selten 100% effektiv. Ganz zu schweigen davon, dass es sich dabei um eine nicht wertschöpfende Aufgabe handelt.
Wenn diese Produkte bereits an Kunden ausgeliefert wurden, ist das ein verlorenes Geschäft. Wir können diese Situation vermeiden, indem wir uns die Zeit nehmen, einen Prozess zu entwickeln und zu dokumentieren, mit dem von Anfang an immer wieder hochwertige Produkte hergestellt werden können.

Durch den Einsatz von Werkzeuginnendrucksensoren zur Überwachung des Produktionsprozesses kann ein höheres Maß an Qualitätskontrolle erreicht werden. Stellen Sie sich vor, Sie wüssten, ob das Produkt gut ist, bevor die Form geöffnet wird, und Sie könnten das Produkt automatisch sortieren.
Steigerung der Effizienz durch Automatisierung
Mit Hilfe von Spritzgießtechnik und Schulungen können Sie verschiedene Bereiche der Produktion automatisieren und so die Arbeitseffizienz verbessern. Produktkommissionierung, Produktstapelung und Palettierung sind drei nützliche Automatisierungsmethoden.
Die Prozesssteuerungstechnologie kann Produkte automatisch sortieren und einen Alarm auslösen, um Sie zu informieren, wenn der Prozess außerhalb der Toleranz liegt. Durch die Bereitstellung von Daten können Sie die Grundursache schneller ermitteln, ohne mit dem Finger auf andere zu zeigen, was die Effizienz und Genauigkeit weiter verbessert. Sie können mit der Fehlersuche aufhören und anfangen, Probleme zu lösen.
Stellen Sie sich den Prozess in einer Fabrik ohne Automatisierung vor. Bei der schrittweisen Herstellung von Gussteilen müssen wir das Produkt und die Angüsse aus der Form nehmen, das Produkt geordnet ablegen, es verpacken und dann das Endprodukt palettieren.

An einem bestimmten Punkt dieses Prozesses müssen Sie möglicherweise auch einen Montageschritt hinzufügen, der zusätzliche Arbeit, Platz und Zeit erfordert.
Wenn Sie all diese Prozesse manuell durchführen, wird die Effizienz des Prozesses immer unterschiedlich sein. Wenn wir nur den Schritt der Entnahme des Produkts aus der Form betrachten, wird selbst der beste Bediener Zeitschwankungen haben, die zu Zykluszeitschwankungen führen, die die Qualität des Produkts instabil werden lassen. Diese Schwankungen summieren sich bei jedem Schritt im Prozess.

Wenn wir mit der Automatisierung von Prozessen beginnen, beseitigen wir diese Schwankungen, erhöhen die Effizienz, verbessern die Qualität und vergrößern den verfügbaren Platz. Qualitätsautomatisierung - durch Prozessüberwachung, Bildverarbeitungssysteme oder Inline-Dimensionsprüfung - kann dafür sorgen, dass unsere Kunden nie wieder ein schlechtes Produkt erhalten.
Sensibilisierung für Prozessschwankungen (Reduzierung von Ausschuss)
Wenn Sie schnell wissen, wann sich ein Prozess geändert hat, können Sie das Problem schneller beheben. Das bedeutet weniger Ausschuss, was die Auslastung der Spritzgießmaschine erhöht und die Ausschusskosten senkt. Dies können Sie durch Prozesssteuerungssoftware, Werkzeuginnendrucküberwachung und Schulungen erreichen.

Bei der Herstellung fallen immer Qualitätskosten an. Man kann sie am Ende bezahlen, indem man wertvolle Ressourcen und Zeit aufwendet, um das Produkt zu prüfen, bevor man es an den Kunden liefert. Das Problem ist, dass man nie feste Kosten für die Qualität hat. Wenn sich die Produktion ändert, ändern sich auch die Zeit zum Sortieren des Produkts und die Anzahl der benötigten Mitarbeiter.

Wenn Sie Fluktuation haben, müssen Sie neue Mitarbeiter ausbilden, um die schlechten Teile auszusortieren. Indem Sie alle Techniker nach demselben Standard schulen, können Sie Ausschuss proaktiv reduzieren oder eliminieren, statt nur zu reagieren, oder hohe Ausschussraten aufgrund geringer Qualifikationen, der Einrichtung eines Formgebungsprozesses mit einem zu kleinen oder gar keinem Prozessfenster verhindern.

Eine andere Möglichkeit, über die Kosten der Qualität nachzudenken, ist am vorderen Ende. Indem wir die Qualität in den Prozess einbauen und sie während des gesamten Zyklus überwachen, können wir erkennen, wann Prozessschwankungen auftreten.
Wenn wir z. B. wissen, dass eine große Bandbreite von Materialviskositätsschwankungen zu Qualitätsproblemen führt, können wir Prozessüberwachungswerkzeuge einsetzen, um Viskositätsänderungen zu erkennen. An diesem Punkt kann der Prozess neu zentriert werden, um ein qualitativ hochwertiges Teil zu fertigen.

Wide-Spec-Harze kaufen
Günstigere Harze haben ein breites Eigenschaftsspektrum, aber es ist schwierig, die Teileabmessungen bei engen Toleranzen einzuhalten. Dies führt zu größeren Abweichungen und damit zu höheren Ausschussraten. Aber mit der DECOUPLED MOLDING® Technologie und den Kavitätssensoren können wir es schaffen.
Ist Ihnen das schon einmal passiert? Sie machen ein paar Tage lang gute Aufnahmen, und dann fangen Sie plötzlich an zu blitzen. Also verlangsamen Sie die Füllgeschwindigkeit, um das Problem zu beheben. Ein paar Stunden später haben Sie eine kurze Aufnahme. Warum ist alles gut gelaufen und dann plötzlich ein Grat entstanden? Die Antwort ist wahrscheinlich die Viskosität.

Die Viskosität kann oft um 30% nach oben oder unten schwanken, was es schwierig macht, ein gutes Teil zu produzieren, selbst beim Decoupled II-Verfahren. Um sicherzustellen, dass bei jedem Zyklus das gleiche Teil hergestellt wird (oder zumindest so nah wie möglich), müssen Sie Werkzeuginnendrucksensoren verwenden, um den Prozess zu steuern und die Auswirkungen von Materialviskositätsschwankungen zu minimieren.
Verkürzung der Zykluszeit
Mit wissenschaftlichen Formgebungsverfahren und DECOUPLED MOLDING® können Sie Schließkraft/Auswurf, Füllzeit, Packzeit, Haltezeit und Kühlung optimieren. Sie können ein gutes Teil mit einem kleineren Kissen formen.
Ein richtig dimensioniertes Werkzeugtemperiergerät oder ein Temperaturregler kann ebenfalls zur Verkürzung der Zykluszeit beitragen. 80% der Zykluszeit werden für die Abkühlung des Teils von der Schmelztemperatur auf die Entformungstemperatur aufgewendet, damit das Teil stabil genug ist, um den Ausstoßkräften standzuhalten und die Formstabilität des Teils zu erhalten.
Ohne ausreichenden Kühlwasserfluss ist die Fähigkeit, das Teil auf die richtige Temperatur zu kühlen, beeinträchtigt. Sie müssen das Teil nur länger in der Form lassen und mehr Geld ausgeben.

Wenn Sie ein Projekt beginnen, müssen Sie sich mit der Dicke des Teils befassen. Sie müssen sich fragen: "Wie wirkt sich die Dicke des Teils auf die Zykluszeit und die Produktleistung aus?" Oft konstruieren wir Teile auf diese Weise, weil "wir es schon immer so gemacht haben". Das kann, wie Sie sich vorstellen können, sehr teuer werden.
Mit Hilfe von Wissenschaft und Simulation können wir vorhersagen, ob ein Entwurf funktionieren wird, so dass wir nicht erst ein Teil formen müssen, um es zu testen und Ergebnisse zu erhalten. Die richtige Konstruktion eines Teils ist nur ein Beispiel dafür, wie man die Zykluszeit verkürzen kann.

Effizientere Gussformen herstellen
Vereinfacht ausgedrückt ist eine Form sowohl ein Druckbehälter als auch ein Wärmetauscher - es wird immer Druckverluste innerhalb der Kavität geben. In den meisten Fällen gilt jedoch: Je geringer der Druckverlust vom Anschnitt bis zum Ende der Kavität ist, desto geringer ist die Wahrscheinlichkeit, dass das Teil Qualitätsprobleme wie Verzug, Schwund, Einfallstellen, Kurzschlüsse oder Maßschwankungen aufweist.
Um Kunststoff zum Fließen zu bringen, müssen wir ihn erhitzen, aber um das Teil zu entformen, müssen wir einen Teil dieser Wärme abführen. Um eine effiziente Form zu bauen, müssen wir sicherstellen, dass die Kühlkreisläufe richtig ausgelegt sind.

Außerdem müssen wir ein Metall wählen, das die Wärme gut überträgt, aber auch verschleißfest ist (insbesondere bei Glas- oder Kohlefaserfüllstoffen). Schließlich müssen wir für Turbulenzen im Prozess sorgen, um sicherzustellen, dass die Form schnell thermische Stabilität erreicht und diese Stabilität über lange Produktionsläufe hinweg beibehalten kann.
Sie können die Effizienz des Werkzeugs auch erhöhen, indem Sie mehr Kavitäten hinzufügen. Bei Werkzeugen mit einer Kavität sind die Schwankungen am geringsten, aber die Produktionskosten stellen die normalen Kosten in den Schatten. Mit einer höheren Kavitätenzahl können Sie mehr Teile in der gleichen Zeit herstellen.
Es gibt einige Einschränkungen bei der Anzahl der Kavitäten, die Sie unterbringen können, einschließlich Produktqualität, Werkzeug- und Maschinenabstände und Validierungsanforderungen.
Eine weitere Möglichkeit zur Steigerung der Werkzeugeffizienz besteht in der Herstellung von Familienwerkzeugen, die verschiedene Teilegeometrien in ein und demselben Werkzeug enthalten. Dies kann schwierig sein, da die vier Kunststoffvariablen in jeder Kavität unterschiedlich sind. Mit Prozesssteuerungssoftware und Kavitätensensoren können Sie jedoch jede Kavität einzeln über Nadelverschlüsse steuern.
Reduzieren Sie die Kosten für die Übertragung von Formen
Mit der Prozessentwicklungsanwendung (PDA) können Sie schnell und einfach Formen von einem Spritzgießen Maschine zu einer anderen. Wenn Sie die Form übertragen, erstellt der PDA automatisch die Tabelle mit den Einrichtungskonditionen für die Spritzgießmaschine, damit Sie vom ersten Schuss an gute Teile herstellen können.

Diese Kurven können auf jeder Spritzgießmaschine verwendet werden, solange die Spritzgießmaschine genügend Durchfluss, Druck, Temperatur und Volumen bereitstellen kann. Wenn Sie keine Simulation verwenden, können wir auch Schablonen erstellen und sie auf jede geeignete Spritzgießmaschine übertragen.
Unnötige Teilemerkmale reduzieren
Dieser Ansatz vereinfacht den Formenbau, was wiederum Geld spart, da komplexe Formen im Vorfeld mehr kosten. Außerdem wird für einfachere Teile weniger Material benötigt, was wiederum Geld spart.

Einfachere Konstruktionen können auch den Spritzgießzyklus verkürzen, wodurch mehr Teile in kürzerer Zeit hergestellt werden können und Geld für Arbeit und Energie gespart wird. Dies bedeutet auch weniger Wartungsaufwand für die Form. Am wichtigsten ist jedoch, dass einfachere Konstruktionen oft zu stärkeren und qualitativ besseren Teilen führen, was weniger schlechte Teile bedeutet.

Um überflüssiges Zeug loszuwerden, muss man sich das Design ansehen und herausfinden, wie man es besser und einfacher gestalten kann. Man muss vielleicht einige der schönen Dinge loswerden, Teile kombinieren oder die Größe der Teile ändern, damit sie nicht überflüssig sind. Du musst dafür sorgen, dass das Teil richtig funktioniert und einfach zu machen ist. Du musst dafür sorgen, dass es richtig funktioniert und einfach herzustellen ist.
Verkleinerung der Teilegröße
Größere Teile sind nicht immer besser. Wenn man größere Teile herstellt, muss man auch größere Gussformen bauen. Größere Formen kosten mehr Materialkosten. Wenn Sie das gleiche Teil kleiner machen können, sollten Sie das tun.
Schlussfolgerung
Kurz gesagt, die Kosten für das Kunststoffspritzgießen zu senken, ist eine große Sache. Man muss eine Menge Dinge richtig machen. Man muss das Teil richtig entwerfen. Man muss das richtige Material wählen. Man muss die Form richtig herstellen. Man muss den Prozess richtig durchführen. Man muss all diese Dinge richtig machen, um das Spritzgießen billiger zu machen.
All diese Dinge kann man mit Hilfe von Wissenschaft und Technologie richtig machen. Sie können wissenschaftliche Formgebungsprinzipien und Automatisierungstechnik nutzen, um Spritzgießen billiger. Sie können weniger Ausschuss produzieren. Sie können weniger Abweichungen produzieren. Sie können Teile schneller herstellen. Sie können mehr Geld verdienen. Sie können das Spritzgießen verbessern. Sie können die Welt besser machen.







