 Zum Inhalt springen
Zum Inhalt springen 
Selektives Lasersintern (SLS) 3D-Druckservice
Entdecken Sie erstklassige SLS-Lösungen (Selective Laser Sintering) für komplizierte 3D-Druckanforderungen.

Der vollständige Leitfaden zum 3D-Druck mit selektivem Lasersintern (SLS)
Was ist selektives Lasersintern (SLS)?
Selektives Lasersintern (SLS) ist eine fortschrittliche Technologie zur additiven Fertigung (AM), die zur Gruppe der Pulverbettschmelzen (PBF) Familie. Dabei wird ein Hochleistungslaser verwendet, um kleine Polymerpulverpartikel selektiv Schicht für Schicht zu einem festen, dreidimensionalen Objekt zu verschmelzen oder zu sintern.
1. Eine technische Definition:
Beim SLS-Verfahren werden Teile anhand eines digitalen 3D-Modells (z. B. einer CAD-Datei) hergestellt. Das Verfahren findet in einer Kammer statt, die ein Bett aus thermoplastischem Pulver enthält, das auf eine Temperatur knapp unter dem Schmelzpunkt des Materials erhitzt wird. Ein Präzisions-CO₂-Laser scannt dann den Querschnitt des 3D-Modells auf die Oberfläche des Pulverbettes, wodurch die Temperatur der spezifischen Partikel auf ihren Schmelzpunkt erhöht wird und sie miteinander verschmelzen. Nach Fertigstellung einer Schicht senkt sich die Bauplattform, eine neue Pulverschicht wird aufgetragen, und der Prozess wiederholt sich, bis das gesamte Objekt geformt ist.

2. Das Kernprinzip (Sintern, nicht nur Schmelzen):
Der Begriff "Sintern" ist entscheidend. Im Gegensatz zu Verfahren, bei denen das Material vollständig geschmolzen wird (wie selektives Laserschmelzen bei Metallen), ist das Sintern ein thermischer Prozess, bei dem sich die Partikel auf molekularer Ebene verbinden und verschmelzen, ohne sich vollständig zu verflüssigen. Dadurch entstehen Teile, die nicht nur stabil sind, sondern auch eine leicht poröse Mikrostruktur aufweisen. Das umgebende, ungesinterte Pulver in der Baukammer wirkt wie eine natürliche, eingebaute Stützstruktur für das zu druckende Teil. Diese selbsttragende Eigenschaft ist einer der wichtigsten Vorteile der SLS-Technologie.
3. Die wichtigsten Merkmale auf einen Blick:
Um schnell zu verstehen, was SLS einzigartig macht, sollten Sie sich die folgenden Merkmale vor Augen führen:
- Technologie-Familie: Pulverbettfusion (PBF)
- Primäre Materialien: Thermoplastische Polymere, am häufigsten Nylons (PA 11, PA 12).
- Unterstützende Strukturen: Nicht erforderlich; das nicht verwendete Pulver stützt das Teil.
- Teil Eigenschaften: Ausgezeichnete mechanische Festigkeit, Haltbarkeit und Temperaturbeständigkeit. Geeignet für funktionelle Anwendungen.
- Oberfläche: Matt, mit einer leicht körnigen oder sandigen Textur.
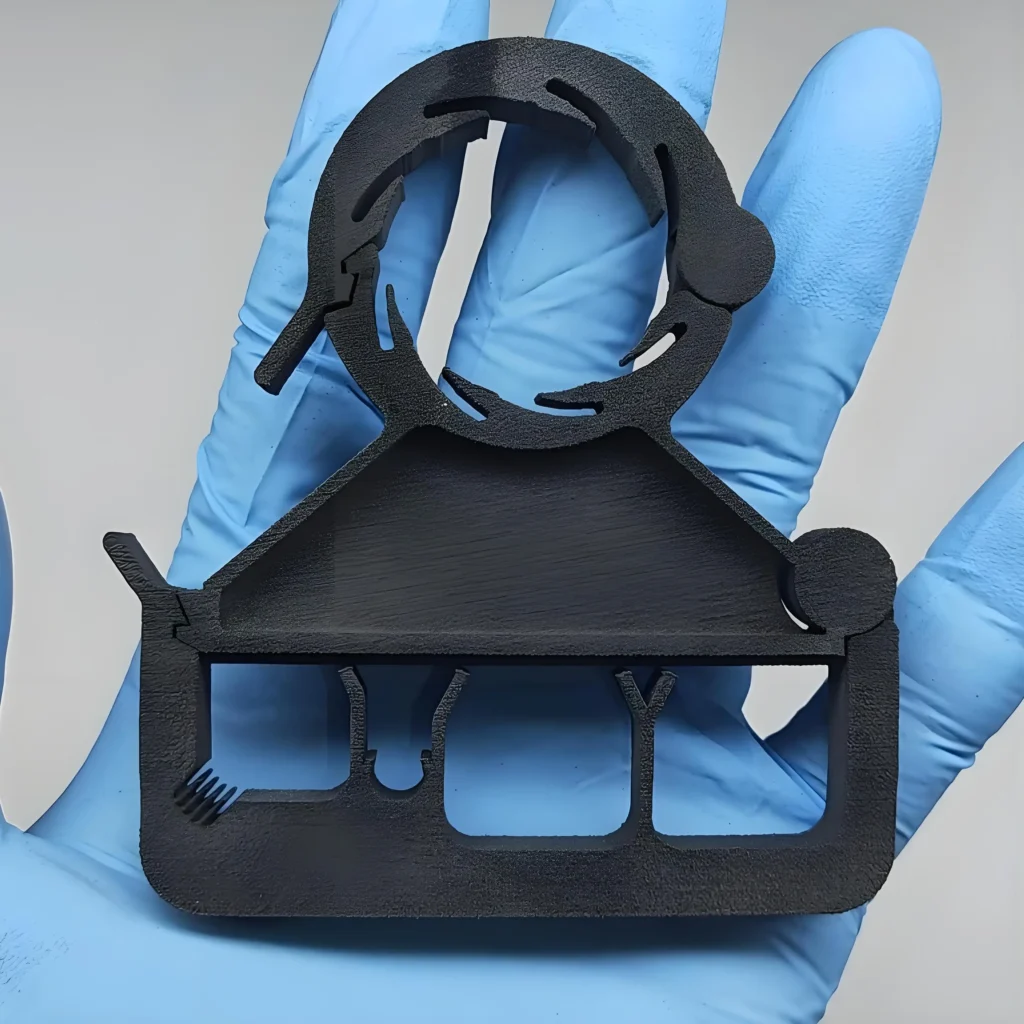
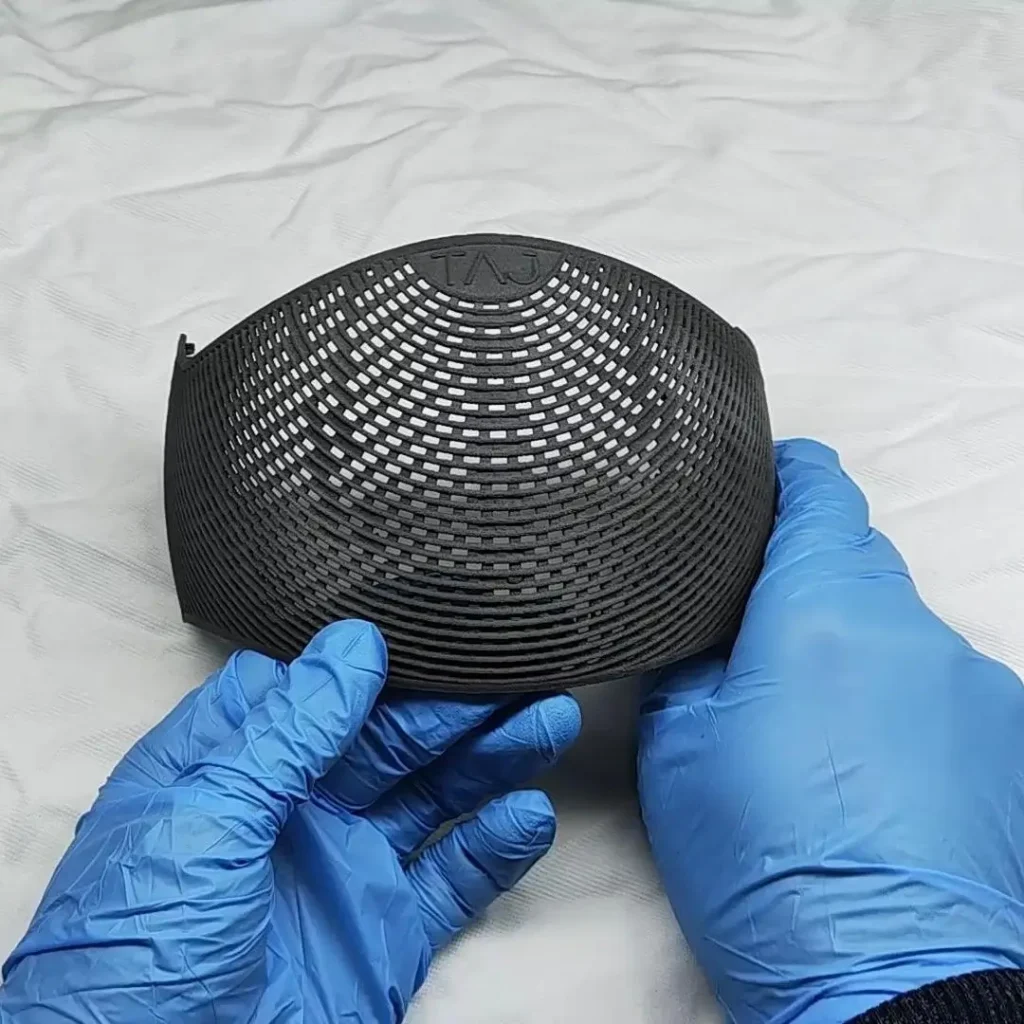
- Primäre Anwendungsfälle: Funktionsprototypen, komplexe Endverbrauchsteile, kleine bis mittlere Stückzahlen und Komponenten mit komplizierten Geometrien wie Scharniere und Schnappverbindungen.
Wie funktioniert der SLS-3D-Druck?
Um den SLS-Prozess zu verstehen, muss man sowohl den digitalen Arbeitsablauf als auch die komplizierten mechanischen Vorgänge im Inneren des Druckers betrachten.
1. Der digital-physische Workflow:
Der Weg von einem Konzept zu einem physischen Teil folgt einem Standardweg der digitalen Fertigung:
① Erstellung von 3D-Modellen: Alles beginnt mit einer 3D-CAD-Datei (Computer-Aided Design). Dieses Modell wird dann in ein 3D-druckfähiges Format exportiert, in der Regel STL (Standard Tessellation Language) oder 3MF (3D Manufacturing Format).
② Schneiden und Bauvorbereitung: Das 3D-Modell wird in eine spezielle "Slicer"-Software importiert. Mit dieser Software wird das Modell digital in Hunderte oder Tausende von dünnen, horizontalen Schichten "zerlegt". Sie ermöglicht es dem Bediener auch, mehrere Teile innerhalb des Bauvolumens auszurichten und zu "verschachteln", um die Effizienz zu maximieren.
③ Bedienung der Maschine: Die vorbereitete Datei wird an die SLS-Maschine gesendet, die den automatischen Druckvorgang durchführt.
④ Nachbearbeitung: Nach dem Druck und der Abkühlung werden die Teile aus der Maschine genommen und den notwendigen Reinigungs- und Nachbearbeitungsschritten unterzogen.

2. Der mechanische Prozess: Eine schichtweise Aufschlüsselung:
Die Magie findet im Inneren der Baukammer des SLS-Druckers statt. Der Prozess lässt sich in fünf wichtige mechanische Schritte unterteilen, die für jede Schicht wiederholt werden.
Schritt 1: Bettvorbereitung und Erwärmung: Bevor der Druckvorgang beginnt, wird die gesamte Baukammer, einschließlich des Pulverbettes und der Umgebung, auf eine präzise Temperatur knapp unter dem Sinterpunkt des Polymers aufgeheizt. Dieses Vorheizen ist von entscheidender Bedeutung; es minimiert die thermische Verformung (Verzug), indem es das Temperaturgefälle zwischen den gesinterten und ungesinterten Bereichen verringert. Dies gewährleistet Maßhaltigkeit und Genauigkeit der Teile.
Schritt 2: Pulverbeschichtung: Ein Wiederbeschichtungsmechanismus, bei dem es sich um ein Messer oder eine Walze handeln kann, bewegt sich über die Bauplattform und trägt eine dünne, gleichmäßige Pulverschicht (in der Regel 100-150 Mikrometer dick) aus einem Pulverbehälter auf. Für die Qualität des Endprodukts ist es entscheidend, dass diese Schicht perfekt eben und gleichmäßig ist.
Schritt 3: Laser-Sintern: Dies ist das Herzstück des SLS-Verfahrens. Ein leistungsstarker CO₂-Laser wird über eine Reihe von dynamischen Spiegeln (Galvanometern) auf das Pulverbett gerichtet. Der Laser tastet die Querschnittsgeometrie der aktuellen Schicht ab, die durch die geschnittene Datei definiert ist. Die Energie des Lasers erhitzt die Pulverpartikel schnell auf ihren Schmelzpunkt, wodurch sie zu einer festen Schicht verschmelzen. Die vom Laser nicht berührten Bereiche bleiben als loses Pulver erhalten.
Schritt 4: Absenken der Plattform: Sobald die Schicht vollständig gesintert ist, senkt sich die Bauplattform, auf der das Teil ruht, um eine Strecke, die der Dicke einer einzelnen Schicht entspricht. Dadurch wird Platz für die nächste Pulverschicht geschaffen.
Schritt 5: Wiederholung und Vervollständigung: Das Nachbearbeitungsmesser trägt eine neue Pulverschicht auf die zuvor gesinterte Schicht auf (Schritt 2), und der Laser sintert den nächsten Querschnitt (Schritt 3). Dieser Zyklus aus Pulverauftrag, Sintern und Absenken der Plattform wird wiederholt, bis alle Schichten des Teils aufgebaut sind. Die fertigen Teile sind nun von einem massiven Block aus ungesintertem Pulver umhüllt, der oft als "Kuchen" bezeichnet wird.

3. Die Abkühlungsphase: Ein kritischer, unsichtbarer Schritt:
Dies ist eine der wichtigsten, aber oft übersehenen Phasen des SLS-Prozesses. Nachdem die letzte Schicht gesintert ist, muss der gesamte Pulverkuchen, der die fertigen Teile enthält, langsam und gleichmäßig im Drucker oder in einer separaten Kühlstation abkühlen gelassen werden. Dieser kontrollierte Abkühlungsprozess kann viele Stunden dauern (manchmal bis zu 40-50% der gesamten Prozesszeit). Wird dieser Schritt überstürzt, führt dies zu ungleichmäßiger Schrumpfung und erheblichem Verzug, wodurch die Teile zerstört werden.
Welche Materialien werden beim SLS-Druck verwendet?
Die Vielseitigkeit des SLS beruht vor allem auf der Bandbreite an robusten thermoplastischen Materialien, die es verarbeiten kann. Am weitesten verbreitet sind Nylons, aber auch andere Spezialpolymere sind verfügbar.
1. Polyamide (Nylons):
Nylons sind aufgrund ihrer ausgezeichneten Ausgewogenheit von Festigkeit, Flexibilität und thermischer/chemischer Beständigkeit die am häufigsten verwendeten Materialien für SLS.
① PA 12 (Nylon 12):
PA 12 ist der Goldstandard und das am häufigsten verwendete Material für SLS.
- Eigenschaften: Hohe Festigkeit, Steifigkeit und ausgezeichnete Beständigkeit gegen Chemikalien, Fette, Öle und Laugen. Es weist eine gute Langzeitstabilität und Beständigkeit gegen Spannungsrisse auf.
- Anwendungen: Ideal für Funktionsprototypen, Endverbraucherteile mit Schnappverbindungen, komplexe Baugruppen und langlebige Gehäuse.
② PA 11 (Nylon 11):
PA 11 ist ein Polymer auf biologischer Basis (hergestellt aus Rizinusöl) und bekannt für seine höhere Elastizität und Schlagfestigkeit im Vergleich zu PA 12.
- Eigenschaften: Ausgezeichnete Dehnbarkeit, hohe Schlagzähigkeit und bessere Wärmebeständigkeit. Es ist flexibler als PA 12 und eignet sich daher für Teile, die sich biegen oder wiederholten Stößen widerstehen müssen.
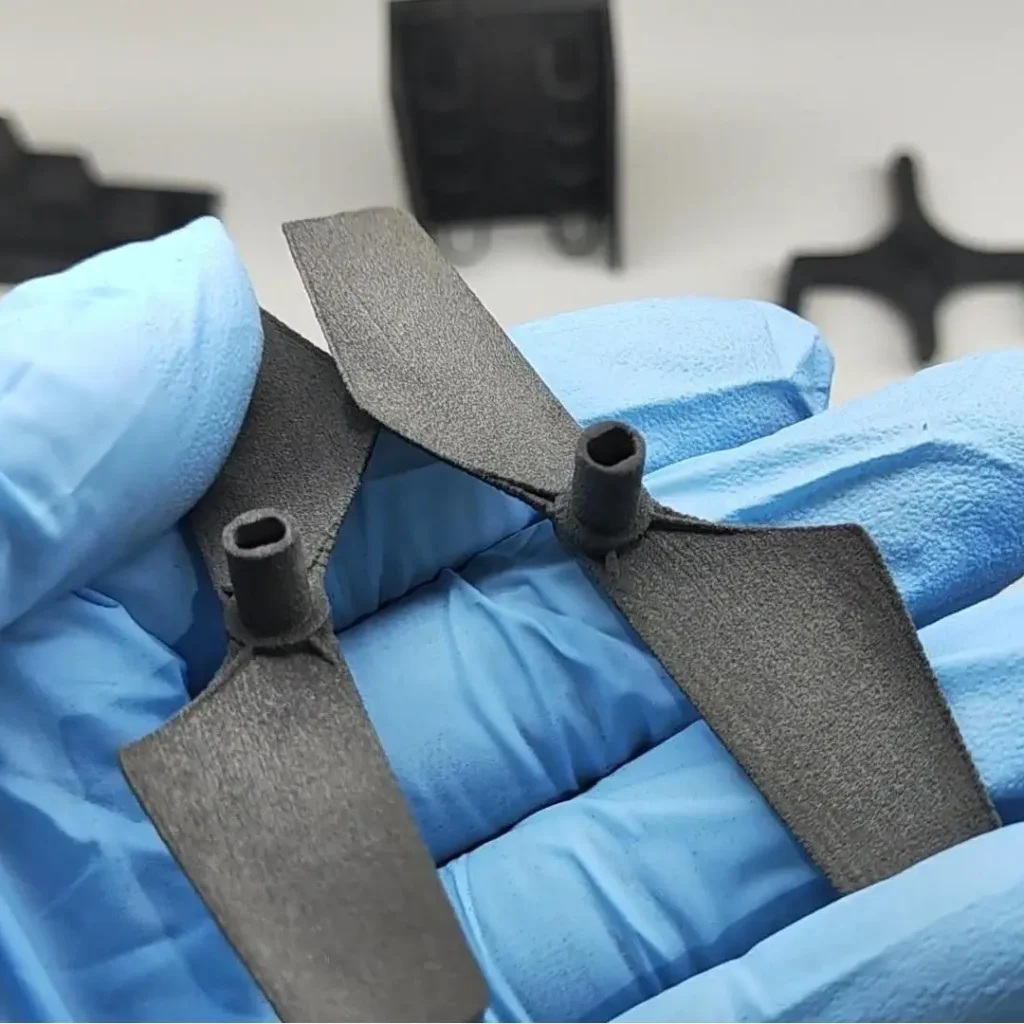
- Anwendungen: Lebende Scharniere, Prothesen, Sportgeräte, Drohnenkomponenten und andere Anwendungen, die eine hohe Zähigkeit erfordern.
③ Gefüllte Polyamide (Verbundwerkstoffe):
Um bestimmte Eigenschaften zu verbessern, können Basis-Nylons mit Füllstoffen gemischt werden.
- Glasgefülltes Nylon (PA-GF): Nylonpulver wird mit Glasperlen gemischt. Dieser Verbundwerkstoff bietet eine deutlich höhere Steifigkeit und Wärmebeständigkeit als Standardnylon, ist aber spröder. Er wird für Teile verwendet, die hohen Temperaturen oder Belastungen ausgesetzt sind, z. B. Automobilkomponenten, Werkzeuge und Gehäuse.
- Kohlenstoffgefülltes Nylon (PA-CF / Carbonmid): Dieses mit Kohlenstofffasern durchsetzte Material ist extrem steif, stark und leicht. Außerdem besitzt es elektrostatisch ableitende Eigenschaften (ESD). Zu den Anwendungen gehören Hochleistungsvorrichtungen, Halterungen, Motorsportkomponenten und Roboter-Endeffektoren.
- Aluminiumgefülltes Nylon (Alumid): Eine Mischung aus PA 12 und feinen Aluminiumpartikeln. Es ergibt Teile mit einem metallischen Aussehen und erhöhter Steifigkeit und Wärmeleitfähigkeit. Es wird häufig für optische Prototypen verwendet, die ein metallisches Aussehen benötigen, sowie für kundenspezifische Werkzeuge und Vorrichtungen.
2. Thermoplastisches Polyurethan (TPU):
TPU ist ein flexibles, gummiartiges Elastomer. Es ermöglicht SLS die Herstellung robuster, langlebiger Teile, die sich biegen und dehnen lassen.
- Eigenschaften: Hohe Abriebfestigkeit, Reißfestigkeit und Elastizität. Die Shore-Härte kann je nach Sorte variieren.
- Anwendungen: Dichtungen, flexible Schläuche, Schuhteile, Schutzhüllen und schwingungsdämpfende Elemente.
3. Polypropylen (PP):
Polypropylen ist ein leichtes und chemisch sehr widerstandsfähiges Polymer.
- Eigenschaften: Ausgezeichnete chemische Beständigkeit (insbesondere gegenüber Säuren und Basen), geringe Feuchtigkeitsaufnahme, gute Ermüdungsfestigkeit und Schweißbarkeit. Außerdem ist es biokompatibel und kann sterilisiert werden.
- Anwendungen: Fluidsysteme, Automobilkomponenten, medizinische Geräte und Behälter, die chemische Beständigkeit erfordern.
4 Hochleistungskunststoffe (PEEK & PEKK):
Diese Materialien gehören zu den Spitzenreitern der SLS-Technologie und erfordern Hochtemperaturmaschinen.
- Polyetheretherketon (PEEK) und Polyetherketonketon (PEKK): Bei den Mitgliedern der PAEK-Familie handelt es sich um Hochleistungspolymere mit außergewöhnlicher mechanischer Festigkeit, Biokompatibilität und Beständigkeit gegenüber extremen Temperaturen und aggressiven Chemikalien. Sie werden oft als leichte Alternative zu Metall verwendet.
- Anwendungen: Komponenten für die Luft- und Raumfahrt, medizinische Implantate und industrielle Hochtemperaturteile.

Was sind die einzelnen Schritte im SLS-Druckprozess?
In diesem Abschnitt wird der durchgängige betriebliche Arbeitsablauf aus der Sicht eines Betreibers oder Diensteanbieters dargestellt.
Schritt 1: Vorbereitung des digitalen Modells:
Der Prozess beginnt mit einem fertiggestellten 3D-CAD-Modell. Dieses Modell muss "wasserdicht" (ein geschlossener, vielfältiger Körper) und frei von geometrischen Fehlern sein. Es wird dann als STL- oder 3MF-Datei exportiert.
Schritt 2: Build-Setup und Verschachtelung:
Die Datei wird in die Bauvorbereitungssoftware des Druckers geladen. Hier werden zwei wichtige Aktionen durchgeführt:
- Orientierung: Das Teil wird ausgerichtet, um Festigkeit, Oberflächengüte und Genauigkeit zu optimieren. Wenn beispielsweise eine ebene Fläche parallel zur Bauplatte ausgerichtet wird, wird ein "Treppensprung" vermieden.
- Verschachtelung: Da SLS keine Stützstrukturen benötigt, können mehrere Teile innerhalb des Bauvolumens in drei Dimensionen dicht gepackt werden. Dieses "Nesting" erhöht den Durchsatz drastisch und senkt die Kosten pro Teil, was SLS für die Serienfertigung äußerst effizient macht.
Schritt 3: Einrichten der Maschine und Einfüllen des Pulvers:
Der Bediener bereitet die SLS-Maschine vor. Dazu gehört das Reinigen der Baukammer vom vorherigen Lauf und das Befüllen mit Polymerpulver. Ein Schlüsselbegriff ist hier die Auffrischungsrate - eine Mischung aus frischem (ungebrauchtem) Pulver und recyceltem Pulver aus dem vorherigen Druckauftrag. Eine typische Refresh-Rate liegt bei 50%, d. h. der Aufbau besteht aus 50% frischem und 50% recyceltem Pulver. Dies ist sowohl für die Kosteneffizienz als auch für die Beibehaltung der Materialeigenschaften entscheidend.
Schritt 4: Der automatisierte Druck- und Kühlungszyklus:
Sobald der Bau begonnen hat, ist der Prozess vollständig automatisiert. Die Maschine heizt auf, trägt Schicht für Schicht Pulver auf und sintert es, und schließlich beginnt der lange, kontrollierte Abkühlzyklus. Diese gesamte Phase kann zwischen 12 Stunden und mehr als zwei Tagen dauern, je nach Größe und Dichte des Aufbaus.
Schritt 5: Ausgliederung und Entparzellierung:
Nach Abschluss des Kühlzyklus wird die Baukammer geöffnet, und der feste Pulverblock (der "Kuchen") wird zu einer Ausbrechstation transportiert. Der Bediener hebt die fertigen Teile vorsichtig aus dem losen, ungesinterten Pulver heraus. Dies kann ein schmutziger, manueller Prozess sein. Das umgebende Pulver wird für das Recycling gesammelt.
Schritt 6: Media Blasting:
Die neu befreiten Teile sind noch mit einer Schicht aus Restpulver bedeckt. Sie werden in eine Perlenstrahl- oder Sandstrahlkabine gelegt, wo ein Hochdruckstrahl aus feinen Medien (wie Glasperlen oder Kunststoffkugeln) verwendet wird, um das restliche Pulver zu entfernen und eine glatte, gleichmäßige, matte Oberfläche zu erzeugen.
Schritt 7: Erweiterte Nachbearbeitung (optional):
Je nach Anwendung können die Teile zusätzlichen Veredelungsschritten wie Färben, Dampfglätten, Lackieren oder Beschichten unterzogen werden, um die Ästhetik, die Oberflächenqualität oder bestimmte funktionale Eigenschaften zu verbessern.

Was sind die wichtigsten Parameter, die die SLS-Qualität beeinflussen?
Die Qualität eines SLS-Teils ist kein Zufall; sie ist das Ergebnis einer sorgfältigen Kontrolle einer breiten Palette von Prozessparametern.
1. Materialabhängige Parameter:
- Partikelgröße und -verteilung: Die Größe und Form der Pulverpartikel beeinflussen die Fließfähigkeit und die Packungsdichte des Pulvers, was wiederum die Dichte und die Oberflächenbeschaffenheit des fertigen Teils beeinflusst.
- Aktualisierungsrate des Pulvers: Das Verhältnis von neuem zu wiederverwertetem Pulver. Die Verwendung von zu viel recyceltem Pulver kann zu einer Verschlechterung der mechanischen Eigenschaften und einer schlechten Oberflächenqualität führen, da das Pulver bei jedem Druckzyklus thermisch abgebaut wird.
2. Prozessbezogene Parameter (druckerintern):
① Thermische Parameter:
- Temperatur im Bett: Die Temperatur des Pulverbettes, die knapp unter dem Sinterpunkt gehalten wird. Ist sie zu niedrig, kann es zu Verformungen ("curl") kommen. Ist sie zu hoch, kann sie zu einer unerwünschten Sinterung des umgebenden Pulvers ("Wachstum") führen.
- Kammertemperatur: Die Umgebungstemperatur innerhalb des Bauraums. Eine stabile und gleichmäßige Temperatur ist entscheidend für die Konsistenz der Teile.
② Laser-Parameter:
- Energiedichte: Dies ist der kritischste Parameter, definiert als die Menge der pro Flächeneinheit abgegebenen Laserenergie. Er ist eine Funktion von Laserleistung, Scan-Geschwindigkeit und Scan-Abstand.
- Laserleistung (Watt): Eine höhere Leistung ermöglicht eine schnellere Sinterung, muss aber ausgewogen sein, um eine Überhitzung oder Verbrennung des Materials zu vermeiden.
- Scan-Geschwindigkeit (mm/s): Die Geschwindigkeit, mit der sich der Laserstrahl über das Pulver bewegt.
- Scan-Abstand (Hatch Distance): Der Abstand zwischen benachbarten Laserscanlinien. Ein engerer Abstand führt zu einem dichteren Teil, aber auch zu einer längeren Bauzeit.
- Eine optimale Energiedichte sorgt für eine vollständige Verschmelzung zwischen Partikeln und Schichten, ohne das Polymer abzubauen.
③ Ebenenparameter:
- Schichtdicke: Die Höhe jeder einzelnen Schicht, in der Regel etwa 0,1 mm (100 Mikrometer). Dünnere Schichten ergeben eine bessere Oberflächengüte und feinere Details, insbesondere bei gekrümmten oder abgewinkelten Oberflächen, verlängern aber die Druckzeit erheblich.
3. Layout-Parameter erstellen:
- Teil Orientierung: Wie ein Teil in der Baukammer positioniert wird. Dies wirkt sich auf die Oberflächenqualität (Treppeneffekt bei abgewinkelten Oberflächen), die mechanischen Eigenschaften (die Teile sind entlang der X-Y-Ebene am stärksten) und das Risiko von Verzug aus.
- Teil Nistdichte: Während die Verschachtelung die Effizienz steigert, kann eine zu enge Packung der Teile zu lokalen Wärmeflecken führen, die die Genauigkeit der benachbarten Komponenten beeinträchtigen können.
Was sind die Vorteile des SLS-3D-Drucks?
SLS ist aufgrund einer einzigartigen Kombination von Vorteilen eine bevorzugte Technologie für viele Anwendungen.
1. Gestaltungsfreiheit: Keine Notwendigkeit für Stützstrukturen:
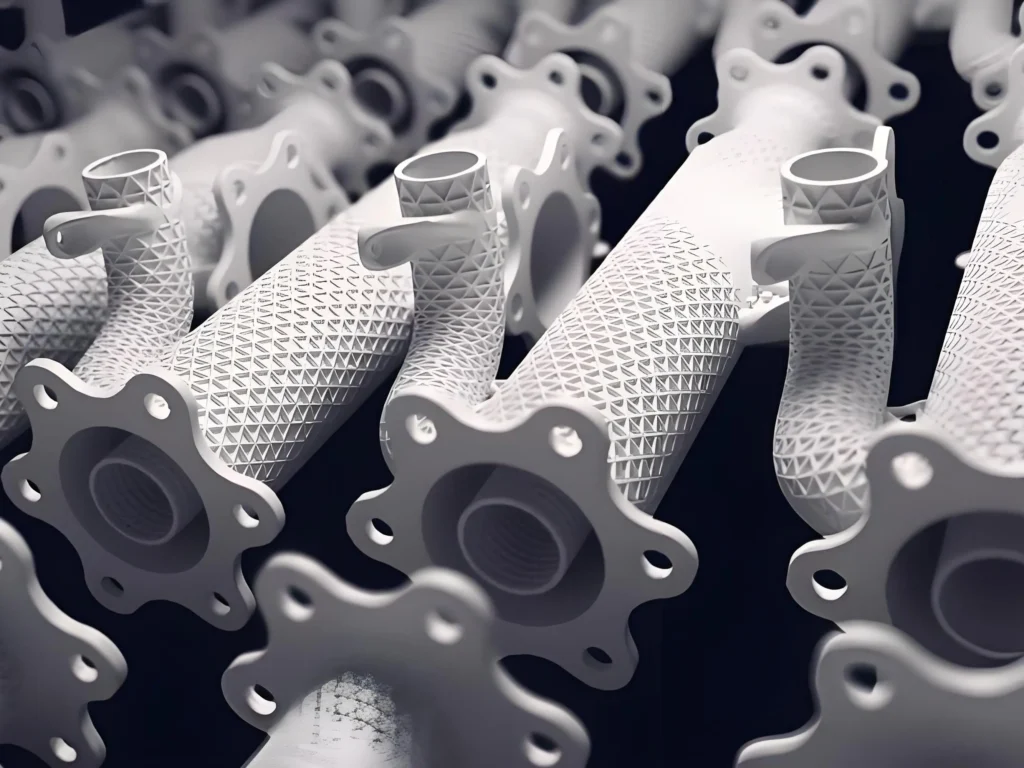
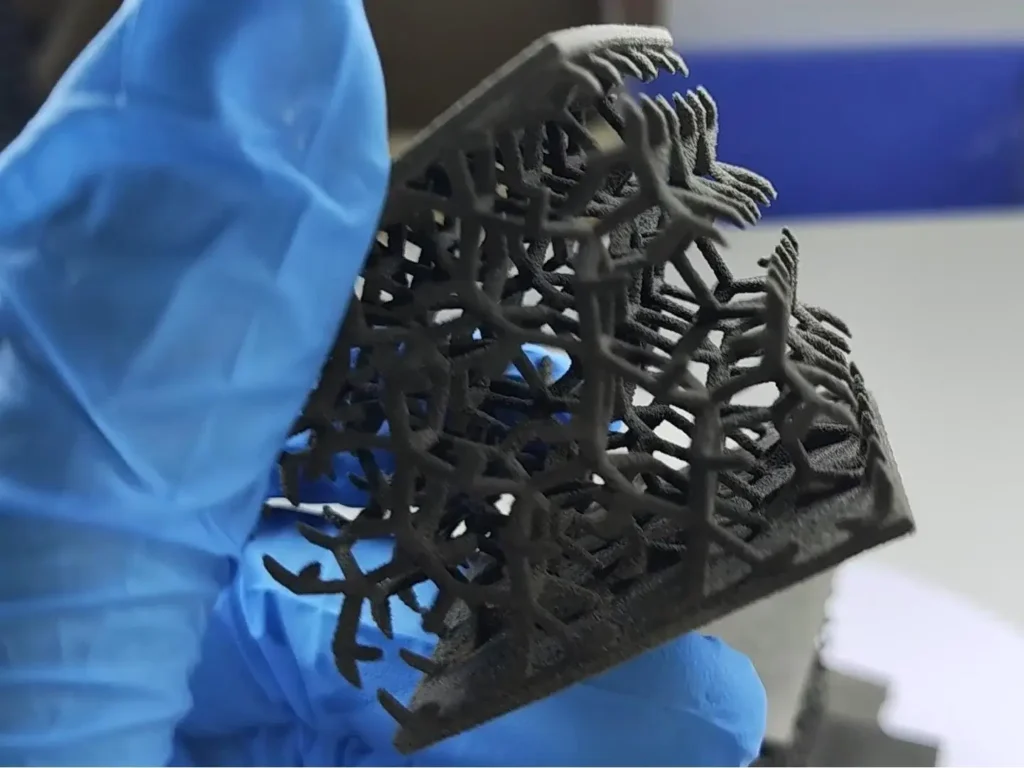
Dies ist wohl der wichtigste Vorteil von SLS. Das ungesinterte Pulver im Bauvolumen bietet dem Teil während des Drucks vollständigen Halt. Dies ermöglicht die Herstellung extrem komplexer Geometrien, einschließlich innerer Kanäle, Hinterschneidungen und komplizierter Gitterstrukturen, die mit anderen Verfahren nicht oder nur sehr schwer hergestellt werden können. Außerdem entfällt der Nachbearbeitungsschritt der Stützentfernung, was Zeit und Arbeit spart.
2. Ausgezeichnete mechanische Eigenschaften:
SLS-Teile, insbesondere solche aus Nylon, sind für ihre hohe Festigkeit, Steifigkeit und Haltbarkeit bekannt. Sie verhalten sich ähnlich wie spritzgegossene Teile und eignen sich daher für strenge Funktionstests und als Produktionsteile für den Endgebrauch. Sie können Stößen, Hitze und chemischen Einflüssen standhalten.
3. Hohe Produktivität und Skalierbarkeit:
Die Möglichkeit, Dutzende oder sogar Hunderte von Teilen in einem einzigen Bauvorgang zu verschachteln, macht SLS für kleine bis mittlere Produktionsserien äußerst effizient. Dies maximiert die Nutzung des Bauvolumens der Maschine und senkt die Kosten pro Teil im Vergleich zum Druck einzelner Teile erheblich.
4. Komplexe Geometrien und komplizierte Details:
Da es keine Stützen gibt, die das Design einschränken, können Ingenieure Teile entwerfen, die auf Leistung und nicht auf Herstellbarkeit optimiert sind. Dazu gehören Merkmale wie lebende Scharniere, Schnappverbindungen und konsolidierte Baugruppen, bei denen mehrere Komponenten als ein einziges, komplexes Teil gedruckt werden.
5. Gute Materialvielfalt:
SLS bietet eine Reihe von Thermoplasten in technischer Qualität, von flexiblen TPUs bis hin zu steifen, kohlenstoffgefüllten Nylons und Hochleistungs-PEEK. Dadurch kann die Technologie eine breite Palette von Anwendungen in verschiedenen Branchen bedienen.

Kundenspezifischer SLS-3D-Druck für starke und komplexe Teile
Mit unserem 3D-Druckservice für selektives Lasersintern (SLS) erhalten Sie langlebige, detailgetreue Teile.

Der vollständige Leitfaden zum 3D-Druck mit selektivem Lasersintern (SLS)
Wo liegen die Grenzen von SLS im Vergleich zu anderen 3D-Druckverfahren?
Trotz seiner vielen Stärken ist SLS nicht die perfekte Lösung für jede Anwendung. Es gibt mehrere Einschränkungen zu beachten.
1. Oberflächenbeschaffenheit und Porosität:
SLS-Teile haben naturgemäß eine matte, körnige Oberfläche, was auf die Art der verschmelzenden Pulverpartikel zurückzuführen ist. Die Oberfläche ist auch leicht porös. Während dies für viele funktionale Teile akzeptabel ist, sind für Anwendungen, die eine perfekt glatte, kosmetische Oberfläche erfordern, umfangreiche Nachbearbeitungen (z. B. Dampfglätten) erforderlich. Technologien wie SLA oder Material Jetting bieten eine viel glattere Oberfläche.
2. Höhere Anfangskosten:
SLS-Maschinen stellen eine beträchtliche Investition dar und kosten oft weit über $100.000 für Systeme in Industriequalität. Auch die Materialkosten sind höher als bei FDM-Filamenten oder SLA-Harzen. Dadurch ist die Einstiegshürde für kleinere Unternehmen höher.
3. Längere Vorlaufzeiten:
Die Gesamtprozesszeit für SLS kann lang sein. Das liegt nicht nur an der Druckzeit selbst, sondern vor allem an der obligatorischen, verlängerten Abkühlphase, die bis zu 12-24 Stunden dauern kann. Dadurch ist SLS im Vergleich zu FDM oder SLA weniger für schnelle, einmalige Prototypen geeignet.
4. Komplexität von Materialhandhabung und Recycling:
Die Arbeit mit feinen Polymerpulvern erfordert eine kontrollierte Umgebung und persönliche Schutzausrüstung. Darüber hinaus ist die Verwaltung des Lebenszyklus des Pulvers - die Nachverfolgung des Verbrauchs, die Berechnung der Auffrischungsraten und das Sieben des recycelten Pulvers - eine komplexe Aufgabe.
5. Begrenzte Farboptionen:
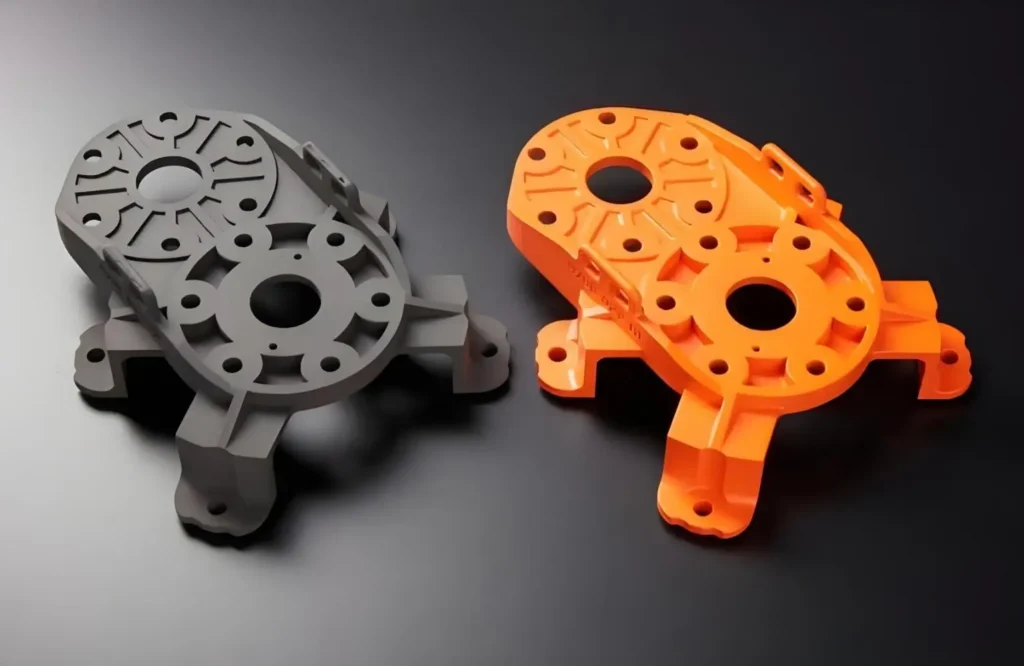
SLS-Teile werden in der Regel in einer einzigen Farbe gedruckt, in der Regel weiß, grau oder schwarz, je nach Material. Um Farbe zu erhalten, ist ein sekundärer Nachbearbeitungsschritt wie das Einfärben erforderlich, was zusätzliche Zeit und Kosten verursacht. Technologien wie Material Jetting oder Binder Jetting bieten die Möglichkeit des vollfarbigen Drucks.

Was sind gängige Anwendungen von SLS?
Die einzigartigen Eigenschaften von SLS-Teilen haben dazu geführt, dass sie in einer Vielzahl von Branchen für anspruchsvolle Anwendungen eingesetzt werden.
1. Prototyping:
① Funktionale Prototypen:
Dies ist der Inbegriff der Anwendung von SLS. Unternehmen nutzen SLS, um originalgetreue Prototypen zu erstellen, die dann unter realen Bedingungen getestet werden können. Da die mechanischen Eigenschaften den endgültigen Produktionsteilen so nahe kommen, können die Ingenieure Form, Passform und Funktion zuverlässig testen.
- Beispiele: Elektronikgehäuse, Schnappverbindungen, ergonomische Studien und Luftstromtests in Kanälen.
② Lebende Scharniere und Schnappverschlüsse:
Aufgrund ihrer Langlebigkeit und Flexibilität eignen sich Materialien wie PA 11 und PA 12 perfekt für Prototyping-Designs, die lebende Scharniere oder Schnappverschlüsse für den wiederholten Gebrauch enthalten.
2. Endverbrauchsteile und Kleinserienfertigung:
SLS hat sich über das Prototyping hinaus entwickelt und ist jetzt ein praktikables Fertigungsverfahren. Beispiele:
- Luft- und Raumfahrt & Automotive: Luftkanäle, Halterungen, kundenspezifische Innenraumkomponenten und UAV-(Drohnen-)Gehäuse. Die leichten und starken Eigenschaften sind ideal.
- Medizinische Geräte: Individuelle Prothesen, Orthesen, chirurgische Führungen und Gehäuse für medizinische Geräte. Viele SLS-Materialien sind biokompatibel.
- Robotik und Automatisierung: Kundenspezifische Greifer (End-of-Arm-Tooling), Vorrichtungen und Gehäuse für Robotersysteme.
- Werkzeugbau: Erstellung kundenspezifischer Vorrichtungen für Fertigungsstraßen zur Verbesserung von Effizienz und Genauigkeit.
3. Konsumgüter:
- Beispiele: Hochwertige individuelle Brillenfassungen, Schutzgehäuse für Elektronik, Komponenten für Sportartikel und personalisierte Produkte.

Was sind die Nachbearbeitungsschritte für SLS-gedruckte Teile?
Die Nachbearbeitung ist ein obligatorischer Schritt im SLS-Arbeitsablauf, um einen Rohdruck in ein brauchbares Teil zu verwandeln.
1. Primäre Nachbearbeitung (Standard):
Diese Schritte werden bei fast allen SLS-Teilen durchgeführt.
- Part Breakout und Depowdering: Der erste Schritt nach dem Abkühlen ist das manuelle Ausheben der Teile aus dem Kuchen des ungesinterten Pulvers. Häufig wird Druckluft verwendet, um den Großteil des losen Pulvers abzublasen.
- Media Blasting: Die Teile werden dann in eine Strahlkabine gelegt. Ein Strom von Strahlmitteln (z. B. Glasperlen, Kunststoffperlen oder Aluminiumoxid) wird auf die Teile geschossen, um alle Reste von geschmolzenem Pulver zu entfernen und eine gleichmäßige, saubere, matte Oberfläche zu erzeugen.
2. Sekundäre und ästhetische Nachbearbeitung (optional):
Diese Schritte dienen dazu, das Aussehen oder die Funktion der Teile zu verbessern.
- Färben: Die gängigste Methode zum Hinzufügen von Farbe. Die poröse Beschaffenheit von SLS-Teilen ermöglicht es ihnen, Farbstoff sehr gut zu absorbieren. Die Teile werden in ein heißes Farbbad getaucht, wodurch eine satte, tiefe Farbe entsteht, die in die Oberfläche eindringt.
- Chemische Dampfglättung: Ein Verfahren, bei dem die Teile einem verdampften Lösungsmittel ausgesetzt werden, das die äußere Oberfläche leicht anschmilzt und wieder auffließt. Dadurch wird die Porosität des Teils versiegelt, so dass es wasser- und luftdicht wird, und es entsteht eine glatte, halbglänzende Oberfläche, vergleichbar mit dem Spritzgussverfahren.
- Taumeln / Vibrationsgleitschleifen: Für Chargen kleinerer Teile können diese in einen Tumbler mit Keramik- oder Kunststoffmedien gelegt werden. Die Vibration glättet die Oberfläche und rundet scharfe Kanten ab.
- Anstriche und Beschichtungen: Für spezielle Farben oder Schutzausführungen können SLS-Teile grundiert und lackiert werden. Beschichtungen wie Cerakote können für verbesserte Haltbarkeit und chemische Beständigkeit aufgetragen werden.

Wie kann man die Oberflächengüte und die Maßgenauigkeit beim SLS verbessern?
Um beim SLS-Verfahren höchste Qualität zu erzielen, ist eine Kombination aus Vorprozessoptimierung, korrektem Maschinenbetrieb und Nachbearbeitung erforderlich.
1. Optimierung der Oberflächengüte:
① Optimierung der Vorverarbeitung:
- Ausrichtung der Teile: Vermeiden Sie den "Treppeneffekt", indem Sie gekrümmte oder abgewinkelte Flächen nicht in einem direkten 45-Grad-Winkel zur Bauplatte ausrichten. Wenn Sie kritische Oberflächen nach oben oder unten ausrichten, erzielen Sie oft die besten Ergebnisse.
- Geringere Schichtdicke: Die Verwendung einer dünneren Schicht (z. B. 0,08 mm anstelle von 0,12 mm) verringert die Sichtbarkeit von Schichtlinien, verlängert aber die Druckzeit.
② Post-Process-Lösungen:
- Strahlen: Die Standardmethode für ein gleichmäßiges, mattes Finish.
- Dampfglätten: Die effektivste Methode, um eine glatte, spritzgussähnliche Oberfläche zu erzielen. Es ist die beste Wahl für Anwendungen, die versiegelte, leicht zu reinigende Oberflächen erfordern.
2. Verbesserung der Maßgenauigkeit:
① Kalibrierung der Maschine: Die regelmäßige Kalibrierung der wichtigsten Maschinenparameter ist unerlässlich. Dazu gehören die Einstellung der X-Y-Skalierungsfaktoren des Lasers, um systembedingte Ungenauigkeiten auszugleichen, und die Anpassung des Laserstrahl-Offsets.
② Berücksichtigung von Schrumpfung und Verzug:
- Thermisches Management: Stellen Sie sicher, dass die Heizsysteme der Maschine korrekt funktionieren, um ein stabiles und gleichmäßiges Temperaturprofil aufrechtzuerhalten. Dies ist die erste Verteidigungslinie gegen Verzug.
- Teileausrichtung: Wenn lange, flache Teile vertikal und nicht horizontal ausgerichtet werden, kann das Risiko eines Verzugs manchmal gemindert werden.
- Software-Kompensation: Eine fortschrittliche Software kann Skalierungsfaktoren auf das Modell anwenden, um die natürliche Schrumpfungsrate des Materials während der Abkühlung auszugleichen.
③ Design für additive Fertigung (DfAM):
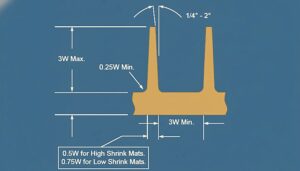
- Wanddicke: Halten Sie sich an die Richtlinien für die Mindestwandstärke (normalerweise 0,8-1,0 mm), um sicherzustellen, dass das Teil robust ist und erfolgreich gedruckt werden kann.
- Lochgrößen: Kleine Löcher neigen dazu, während des Sinterns zu schrumpfen. Es ist gängige Praxis, sie leicht überdimensioniert zu gestalten oder zu planen, sie nach dem Druck auf die endgültige Größe zu bohren.
- Geprägte/ungeprägte Details: Stellen Sie sicher, dass der Text und die feinen Details groß genug sind, um vom Laser klar aufgelöst zu werden und beim Strahlen nicht verloren zu gehen.

Wie ist SLS im Vergleich zu SLA, MJF und FDM?
Die Wahl der richtigen 3D-Drucktechnologie hängt von den spezifischen Anforderungen Ihres Projekts ab. Hier erfahren Sie, wie SLS im Vergleich zu anderen gängigen Verfahren abschneidet.
1. Vergleichstabelle:
| Merkmal | Selektives Laser-Sintern (SLS) | Stereolithographie (SLA) | Multi Jet Fusion (MJF) | Fused Deposition Modeling (FDM) |
|---|---|---|---|---|
| Technologie | Pulverbettschmelzen (Laser) | Wannen-Photopolymerisation (Laser/Projektor) | Pulverbettfusion (thermisch + Wirkstoffe) | Materialextrusion (Filament) |
| Primärmaterialien | Nylons (PA11, PA12), TPU, PP | Photopolymerharze (Standard, zäh, flexibel, gießbar) | Nylons (PA12, PA11), TPU, PP | Thermoplaste (PLA, ABS, PETG, PC, Nylon) |
| Maßgenauigkeit | Hoch (±0,25 mm) | Sehr hoch (±0,1 mm) | Hoch (±0,25 mm) | Mittel bis niedrig (±0,5 mm) |
| Oberfläche | Matt, körnig, porös | Sehr glatt, Schichtlinien kaum sichtbar | Glatt, etwas weniger körnig als SLS | Sichtbare Schichtlinien, grob |
| Produktivität/Geschwindigkeit | Hoch (verschachtelte Teile), aber lange Kühlzyklen. | Mittel (abhängig von der Höhe und dem Querschnitt des Teils). | Sehr hoch (schneller Druck, kürzere Kühlzyklen als SLS). | Langsam (druckt Teile nacheinander). |
| Kosten | Hohe Maschinenkosten, mittlere Teilekosten aufgrund der Verschachtelung. | Mittlere Maschinenkosten, niedrige bis mittlere Teilekosten. | Hohe Maschinenkosten, niedrige Teilekosten aufgrund von Geschwindigkeit und Verschachtelung. | Niedrige Maschinen- und Materialkosten. |
| Zentrale Stärken | Keine Stützen, langlebige Funktionsteile, komplexe Geometrien. | Hervorragende Details und Oberflächengüte, ideal für Anschauungsmodelle. | Hohe Geschwindigkeit, niedrige Kosten für die Produktion, gute mechanische Eigenschaften. | Geringe Kosten, große Materialvielfalt, einfache Anwendung. |
| Wesentliche Schwachstellen | Körnige Oberfläche, lange Vorlaufzeiten, Handhabung von Pulver. | Erfordert Stützstrukturen, Teile können spröde sein, UV-empfindlich. | Begrenzte Materialien, körnige Oberfläche (allerdings besser als SLS). | Geringe Genauigkeit und Auflösung, sichtbare Schichtlinien, schwächere Z-Achse. |
2. SLS vs. SLA:
Wählen Sie SLS für langlebige, funktionelle Prototypen und Endverbraucherteile, die mechanischen Belastungen standhalten müssen. Wählen Sie SLA wenn Sie außergewöhnliche Oberflächengüte, feine Details und Genauigkeit für visuelle Modelle, Formen oder Muster benötigen.
3. SLS vs. MJF:
SLS und MJF sind direkte Konkurrenten. Beides sind Pulverbettschmelzverfahren, die sich ideal für die Herstellung funktioneller Nylonteile eignen.
- MJF ist im Allgemeinen schneller und kann eine geringere Kosten pro Teil in Produktionsszenarien aufgrund des Thermodruckverfahrens und des effizienteren Wärmemanagements.
- SLS sorgt oft für ein etwas "weißeres" oder helleres Rohteil und verfügt über eine längere Erfolgsbilanz mit einer potenziell breiteren Palette von Spezialwerkstoffen, die auf bestimmten Plattformen verfügbar sind. Die Oberflächenbeschaffenheit von MJF-Teilen ist im Allgemeinen feiner als bei SLS.
4. SLS vs. FDM:
Wählen Sie SLS wenn Sie stabile, produktionsreife Teile mit komplexer Geometrie benötigen, die mit FDM ohne umfangreiche Stützstrukturen nicht hergestellt werden können. Wählen Sie FDM für kostengünstige Konzeptmodelle in der Frühphase, einfache Vorrichtungen oder wenn eine große Vielfalt an Farben und Materialien (wie PLA oder PETG) schnell und kostengünstig benötigt wird.

FAQs zum SLS-3D-Druck
Ja. SLS-Teile, insbesondere solche aus Nylon, verfügen über hervorragende mechanische Eigenschaften, einschließlich hoher Zugfestigkeit und Schlagfestigkeit. Sie sind eine der stärksten 3D-Druckoptionen für Polymere und eignen sich für anspruchsvolle funktionale Anwendungen und Endverbrauchsteile.
In ihrem rohen, gestrahlten Zustand sind SLS-Teile leicht porös und nehmen mit der Zeit Feuchtigkeit auf. Sie gelten nicht als wasserdicht. Sie können jedoch durch Nachbearbeitungsschritte wie chemische Dampfglättung oder das Aufbringen einer Epoxidbeschichtung wasser- und luftdicht gemacht werden.
Die Kosten werden von mehreren Faktoren beeinflusst: dem Volumen des Teils, der Anzahl der verschachtelten Teile, dem verwendeten Material und den erforderlichen Nachbearbeitungen. Während die anfängliche Investition in die Maschine hoch ist, können die Kosten pro Teil aufgrund der effizienten Verschachtelung und des minimalen Arbeitsaufwands bei kleinen bis mittleren Produktionsläufen wettbewerbsfähig sein.
Die Auffrischungsrate ist der Prozentsatz an frischem, ungesintertem Pulver, das mit recyceltem, ungesintertem Pulver aus einer früheren Produktion gemischt werden muss, um eine neue Charge herzustellen. Ein typisches Verhältnis ist 50/50. Dies ist wichtig, da sich das Pulver in der Heizkammer leicht zersetzt und eine Wiederverwendung ohne Zugabe von Frischpulver zu einer schlechten Teilequalität führen würde. Die Steuerung der Auffrischungsrate ist der Schlüssel zur Kostenkontrolle und zur Aufrechterhaltung konstanter Materialeigenschaften.
Der Begriff "SLS" wird fast ausschließlich für das Drucken von Polymeren (Kunststoffen) verwendet. Das entsprechende Verfahren für Metalle wird als Direktes Metall-Laser-Sintern (DMLS) oder Selektives Laserschmelzen (SLM). Das Grundprinzip des Laserschmelzens von Pulver ist zwar ähnlich, aber DMLS/SLM-Maschinen verwenden wesentlich leistungsstärkere Laser und arbeiten bei viel höheren Temperaturen in einer völlig inerten Atmosphäre, um Metallpulver wie Aluminium, Titan und Edelstahl zu verarbeiten.


How to Evaluate Injection Molding Supplier Cost Control Before Production
Choosing an injection molding supplier without evaluating their cost control practices is like signing a blank check. Cost overruns from poor material management, excessive scrap, and hidden tooling expenses can

Injection Molding Supplier Escalation Process When Quality or Delivery Problems Happen
When an injection molding supplier ships defective parts or misses a delivery deadline, the clock starts ticking. Every day of delay costs money, and every defective unit that reaches your
Injection Molding Supplier Engineering Support: What Buyers Should Expect Before Tooling
You have a part design. You found an injection molding supplier. The quote looks reasonable. Now what? The difference between a smooth production launch and a six-month headache usually comes
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

