 Zum Inhalt springen
Zum Inhalt springen 
Stereolithographie (SLA) 3D-Druck Dienstleistungen
Erschließen Sie Präzision mit Stereolithographie (SLA) 3D-Druck. Entdecken Sie noch heute Qualität und Innovation.

Der vollständige Leitfaden für den 3D-Druck mit Stereolithografie (SLA)
Was ist SLA 3D-Druck und warum ist er so wichtig?
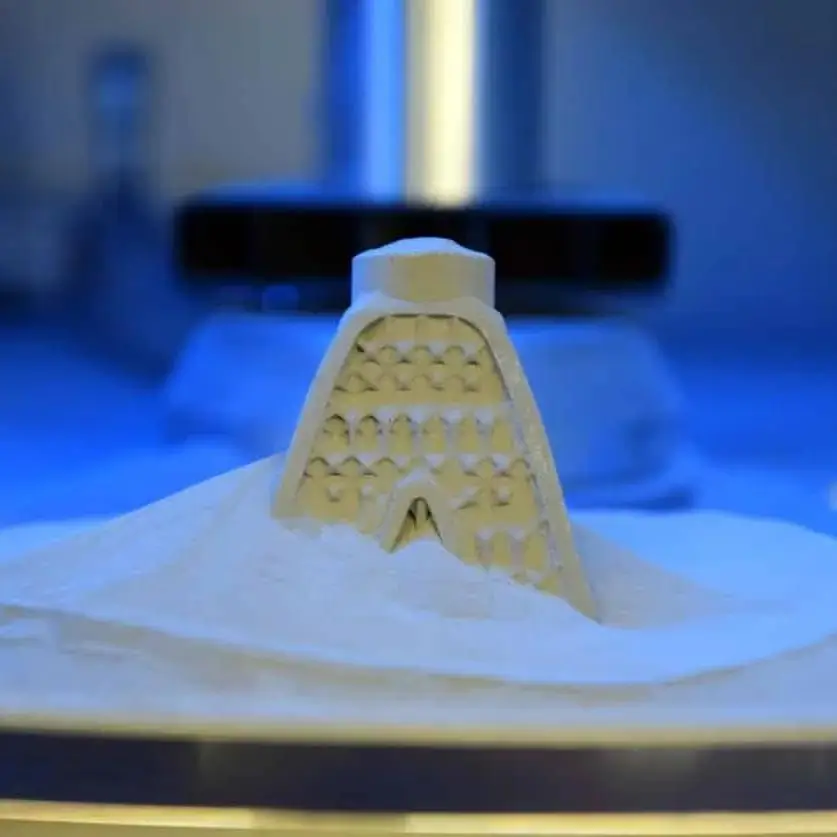
Die Stereolithografie, allgemein als SLA bekannt, ist ein leistungsstarkes additives Fertigungsverfahren, das zur Familie der Küvetten-Photopolymerisation gehört. Es wurde in den 1980er Jahren von Chuck Hull erfunden und war die erste kommerziell genutzte 3D-Drucktechnologie, die den Grundstein für die gesamte Branche legte. Das Kernprinzip von SLA besteht darin, einen konzentrierten Strahl ultravioletten (UV) Lichts, in der Regel einen Laser, zu verwenden, um ein flüssiges Photopolymerharz selektiv Schicht für Schicht auszuhärten und zu verfestigen, wobei ein dreidimensionales Objekt aus einem digitalen Entwurf entsteht.
Im Kern ist SLA ein fotochemisches Verfahren. Es beginnt mit einem Bottich mit flüssigem, UV-empfindlichem Photopolymerharz. Ein UV-Laser, der durch ein System von Spiegeln, Galvanometern genannt, präzise geführt wird, zeichnet die Querschnittsgeometrie einer einzelnen Schicht eines 3D-Modells auf die Oberfläche dieses Harzes. Die fokussierte UV-Energie löst eine chemische Reaktion - die Polymerisation - aus, die das flüssige Harz in einen festen Kunststoff verwandelt. Nach der Fertigstellung einer Schicht bewegt sich die Bauplattform um ein winziges Stück, und der Prozess wiederholt sich, bis das gesamte Objekt geformt ist. Dank dieser Methode kann das SLA-Verfahren Teile mit einer Detailgenauigkeit und Oberflächenqualität herstellen, die viele andere Technologien nicht erreichen.
Warum ist SLA ein Eckpfeiler der modernen Fertigung?
SLA ist wichtig, weil es den Industriestandard für detailgetreue Prototypen und Teile setzt. Seine Fähigkeit, Merkmale von nur wenigen Dutzend Mikrometern mit einer unglaublich glatten, fast spritzgussähnlichen Oberfläche herzustellen, macht es für Anwendungen unverzichtbar, bei denen Ästhetik und feine Details von größter Bedeutung sind.
Von medizinischen Geräten bis hin zur Unterhaltungselektronik hat sich SLA zu einem wichtigen Innovationswerkzeug entwickelt. Es beschleunigt den Produktentwicklungszyklus, indem es schnelle Iterationen ermöglicht. Ein Konstrukteur kann innerhalb von Stunden oder Tagen ein physisches Teil in der Hand haben, anstatt Wochen oder Monate. Diese schnelle Feedbackschleife ermöglicht es, dass bessere, verfeinerte Produkte schneller auf den Markt kommen. Die Vielseitigkeit der Materialien, einschließlich biokompatibler, gießbarer und hochtemperaturbeständiger Optionen, hat neue Möglichkeiten in Bereichen wie Zahnmedizin, Schmuck und Sondermaschinenbau eröffnet und seine Position als wichtige, nicht nur historische Technologie gefestigt.
- Visuelle Prototypen: Sie ermöglicht es Designern und Ingenieuren, realistische "Look and Feel"-Modelle zu erstellen, die das Aussehen des Endprodukts genau wiedergeben.
- Form- und Passformprüfung: Die hohe Genauigkeit von SLA stellt sicher, dass die Teile zur Überprüfung von Montageabständen und mechanischen Schnittstellen verwendet werden können, bevor teure Werkzeuge angeschafft werden müssen.
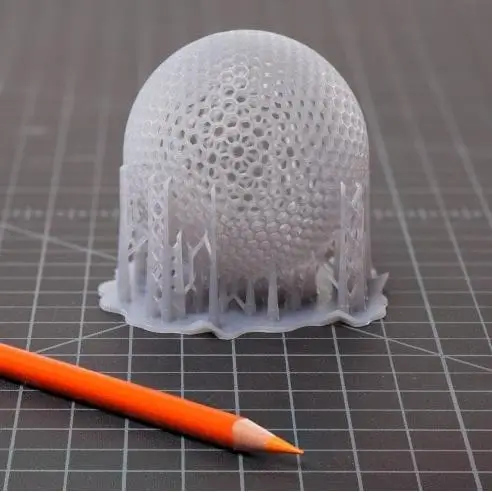
- Komplexe Geometrien: Mit SLA lassen sich komplizierte innere Kanäle, komplexe organische Formen und filigrane Merkmale herstellen, die mit herkömmlichen subtraktiven Methoden wie der CNC-Bearbeitung nicht zu realisieren sind.
Wie funktioniert der SLA-3D-Druck Schritt für Schritt?
Das Verständnis des SLA-Prozesses ist der Schlüssel zum Verständnis seiner Möglichkeiten. Der Weg von einer digitalen Datei zu einem physischen Objekt ist eine akribische, streng kontrollierte Abfolge von Ereignissen.
Schritt 1: 3D-Modellvorbereitung und Slicing:
Der Prozess beginnt mit einem digitalen 3D-Modell, das in der Regel mit einer CAD-Software (Computer-Aided Design) erstellt wird. Dateiformat und Slicing:
- Exportieren des Modells: Das CAD-Modell wird in ein 3D-druckfähiges Dateiformat exportiert, meist STL (Standard Tessellation Language) oder OBJ. Dieses Format stellt die Oberfläche des 3D-Modells als ein Netz aus Dreiecken dar.
- Slicing Software: Die STL-Datei wird dann in eine spezielle "Slicing"-Software importiert. Diese Software "zerlegt" das Modell digital in Hunderte oder Tausende von dünnen, horizontalen Schichten.
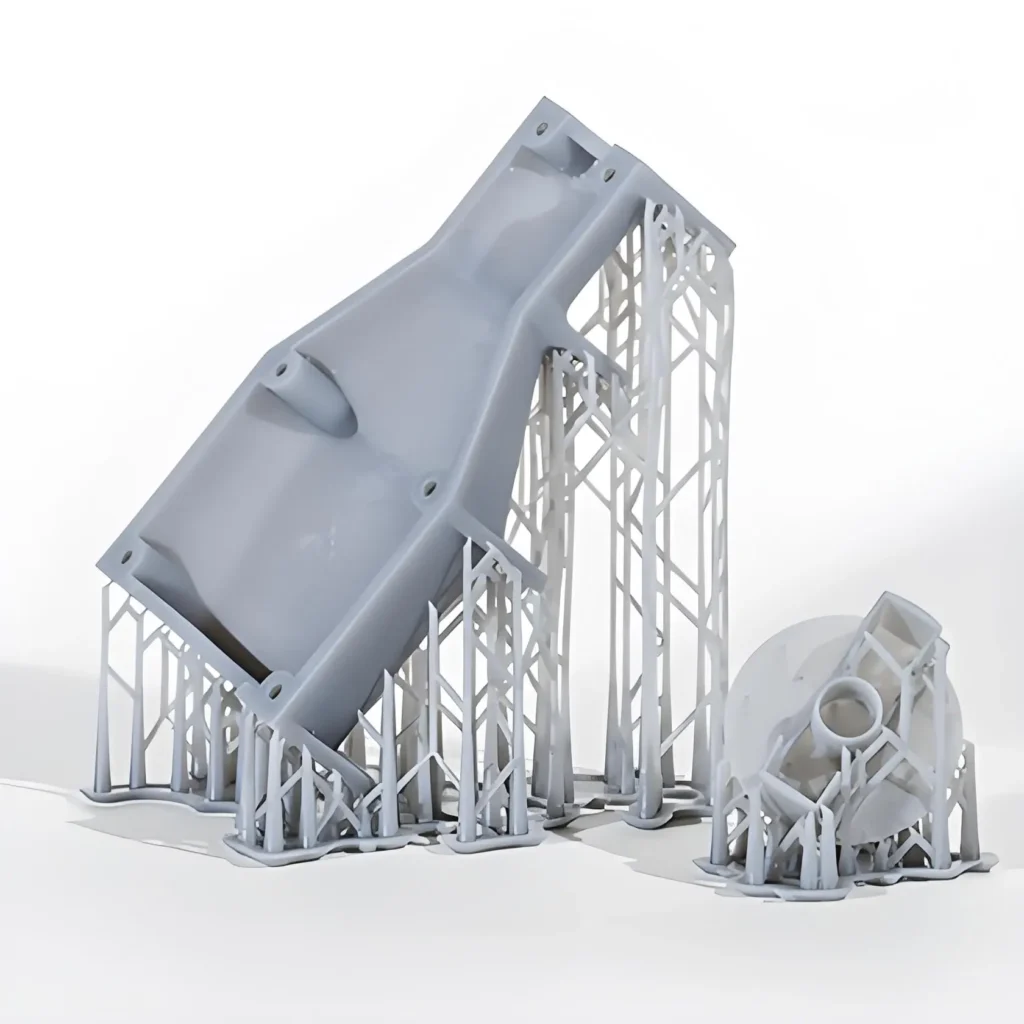
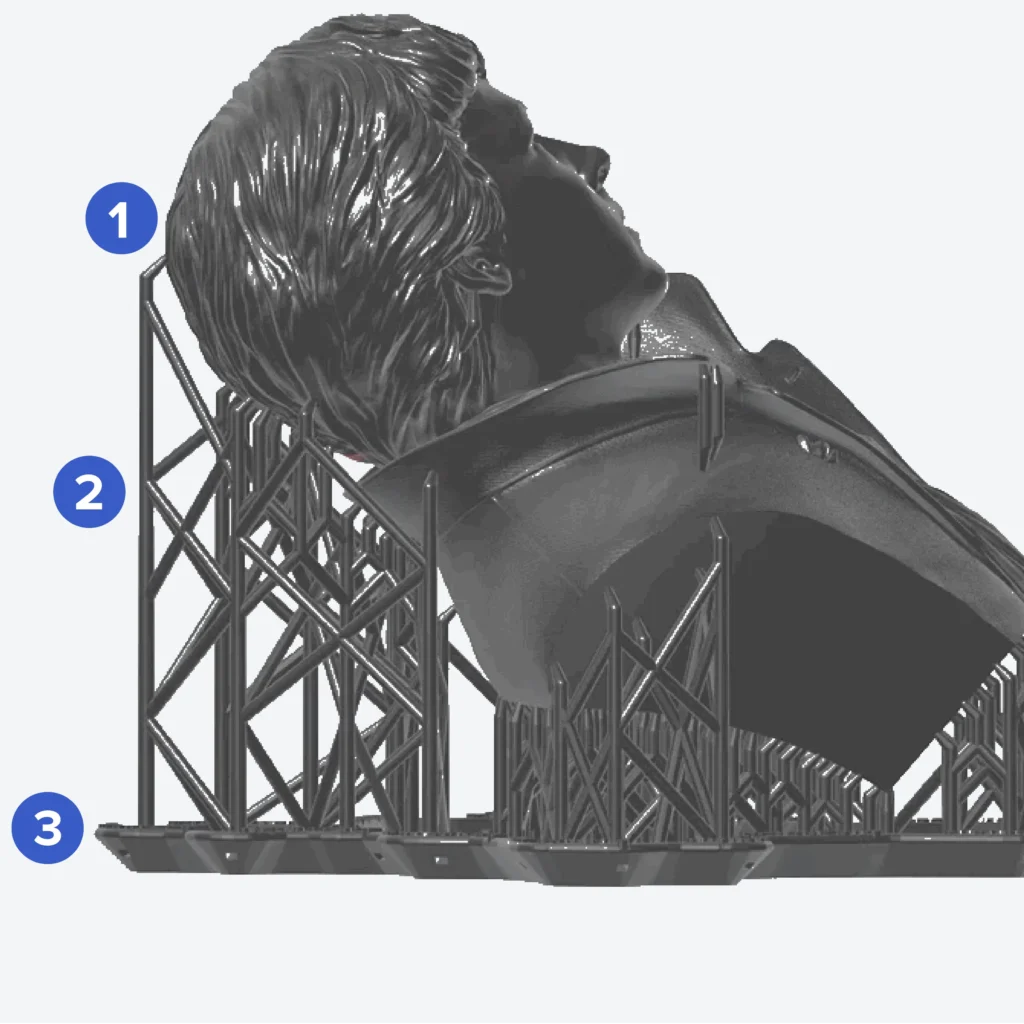
- Orientierung und Unterstützung: In dieser Phase richtet der Bediener oder Designer das Teil innerhalb des virtuellen Bauvolumens aus, um Druckzeit, Oberflächenqualität und Festigkeit zu optimieren. Die Software generiert dann automatisch die erforderlichen Stützstrukturen - dünne, gitterartige Stützen, die das Teil auf der Bauplattform verankern und Überhänge und Inseln stützen, um zu verhindern, dass sie während des Drucks herunterhängen oder sich lösen.

Schritt 2: Maschineneinrichtung und Materialvorbereitung:
Bevor der Druck beginnen kann, muss die SLA-Maschine vorbereitet werden. Checkliste vor dem Druck:
- Harz-Bottich: Der Harzbehälter wird mit dem ausgewählten flüssigen Photopolymerharz gefüllt. Es ist wichtig, dass keine Blasen oder ausgehärtete Partikel von früheren Drucken vorhanden sind.
- Plattform aufbauen: Die Bauplattform ist sicher installiert und präzise kalibriert, um sicherzustellen, dass sie perfekt waagerecht ist und sich auf der richtigen Starthöhe im Verhältnis zur Harzoberfläche befindet.
- Datei hochladen: Die zerschnittene Datei, die nun die schichtweisen Anweisungen (G-Code) enthält, wird an den 3D-Drucker gesendet.
Schritt 3: Der schichtweise Aushärtungszyklus:
Dies ist der Kern des SLA-Druckprozesses, der für jede Schicht des Objekts wiederholt wird. Die Druckschleife:
- Haftfähigkeit der ersten Schicht: Die Bauplattform senkt sich in die Harzwanne, wobei zwischen der Plattform und dem Boden der Wanne ein Zwischenraum verbleibt, der der Schichthöhe entspricht (in der Regel 25-100 Mikrometer).
- Laserhärtung: Der hochpräzise UV-Laser wird aktiviert. Von computergesteuerten Galvanometern gelenkt, tastet er schnell den Querschnitt der ersten Schicht ab und verfestigt das Harz, das er berührt.
- Plattform-Bewegung: Sobald die Schicht vollständig ausgehärtet ist, bewegt sich die Bauplattform nach oben (bei den meisten modernen "invertierten" SLA-Systemen) und schält die neu gebildete feste Schicht vom Boden des Behälters ab.
- Kunstharz-Beschichtung: Ein Nachstreichmesser oder -mechanismus streicht über die Wanne, um sicherzustellen, dass eine frische, glatte und gleichmäßige Schicht flüssigen Harzes für den nächsten Durchgang bereit ist.
- Wiederholung: Die Bauplattform senkt sich wieder, und der Laser härtet die nächste Schicht aus und verschmilzt sie mit der darunter liegenden Schicht. Dieser Zyklus wird fortgesetzt, bis das Teil fertig ist.
Schritt 4: Ausbau der Teile und erste Reinigung:
Sobald die letzte Schicht gedruckt ist, hebt sich die Bauplattform aus der Harzwanne und gibt das fertige Teil frei, das nun als "grünes" Teil bezeichnet wird. Es ist noch mit unausgehärtetem Flüssigharz beschichtet und hat noch nicht seine endgültigen mechanischen Eigenschaften erreicht. Der Bediener nimmt das Teil und seine Stützstrukturen vorsichtig von der Bauplattform ab und ist bereit für die notwendigen Nachbearbeitungsschritte.
Welche Materialien werden beim SLA-Druck verwendet?
Die Vielseitigkeit des SLA-Verfahrens wird weitgehend durch die große Auswahl an Photopolymerharzen bestimmt. Dabei handelt es sich um wärmehärtende Polymere, was bedeutet, dass sie nach dem Aushärten nicht wieder in eine flüssige Form zurückgeschmolzen werden können. Jede Art von Harz wird mit spezifischen Zusatzstoffen formuliert, um unterschiedliche mechanische, thermische und visuelle Eigenschaften zu erzielen.
1. Verständnis von Photopolymerharzen:
SLA-Harze sind komplexe chemische Mischungen. Die wichtigsten Komponenten sind:
- Monomere und Oligomere: Die Grundbausteine des Kunststoffs.
- Photoinitiatoren: Moleküle, die UV-Licht absorbieren und die Polymerisationsreaktion in Gang setzen.
- Zusatzstoffe: Füllstoffe, Pigmente und andere Chemikalien, die die Eigenschaften des Endprodukts verändern (z. B. Zähigkeit, Flexibilität, Farbe, Hitzebeständigkeit).
2. Gängige Arten von SLA-Harzen und ihre Anwendungen:
① Standardharze:
- Eigenschaften: Sie sind die universellen Arbeitspferde des SLA. Sie bieten eine extrem hohe Auflösung, eine sehr glatte Oberfläche und eignen sich hervorragend zum Erfassen feiner Details. Allerdings sind sie in der Regel relativ spröde und haben eine geringe Schlagzähigkeit und Wärmebeständigkeit.
- Anwendungen: Ideal für visuelle Prototypen, Konzeptmodelle, Kunst, Figuren und Teile, bei denen die Ästhetik wichtiger ist als die mechanische Leistung.
② Technische Harze (zäh und langlebig):
- Eigenschaften: Formuliert, um gängige technische Thermoplaste wie ABS und PP zu simulieren. Diese Harze bieten ein hervorragendes Gleichgewicht von Festigkeit, Steifigkeit und Schlagzähigkeit. "Zähe" Harze sind so konzipiert, dass sie Belastungen und Beanspruchungen standhalten, während "langlebige" Harze eine hohe Verschleißfestigkeit und Flexibilität bieten.
- Anwendungen: Funktionsprototypen, Vorrichtungen, Schnappbefestigungen und Endverbrauchsteile, die eine robuste mechanische Leistung erfordern.
③ Flexible und elastische Harze:
- Eigenschaften: Diese Materialien ahmen die Eigenschaften von Kautschuk oder Silikon nach, mit unterschiedlichen Graden von Flexibilität und Elastizität, gemessen an der Shore-Härte (z. B. 50A, 80A). Sie können wiederholt gebogen, gedehnt und gestaucht werden.
- Anwendungen: Dichtungen, Soft-Touch-Griffe, Wearables, anatomische Modelle für chirurgische Simulationen und Prototyping von Elastomerprodukten.
④ Gießbare Harze:
- Eigenschaften: Dieses Spezialharz ist mit einem hohen Wachsanteil konzipiert. Die Schlüsseleigenschaft ist sein sauberes "Ausbrennen" während des Feingussverfahrens - es verwandelt sich in Asche und Gas mit minimalen Rückständen, wenn es in einem Ofen erhitzt wird. Dies hinterlässt einen perfekten Hohlraum in der Feingussform.
- Anwendungen: Das bevorzugte Material für die Schmuckindustrie (Herstellung von Urmodellen für Ringe und Anhänger) und die Zahnmedizin (Modelle für Kronen und Brücken).
⑤ Hochtemperatur-Harze:
- Eigenschaften: Diese Harze sind so konstruiert, dass sie eine hohe Wärmeformbeständigkeit (HDT) aufweisen, d. h. die Temperatur, bei der sich ein Material unter einer bestimmten Belastung zu verformen beginnt. Sie können nach der Aushärtung Temperaturen von weit über 200°C (392°F) standhalten.
- Anwendungen: Prototyping-Spritzgussformen (für Kleinserien), Heißluft- und Strömungsprüfvorrichtungen, hitzebeständige Komponenten und Halterungen für Beleuchtung und Elektronik.
⑥ Biokompatible und medizinische Harze:
- Eigenschaften: Diese für medizinische und zahnmedizinische Anwendungen entwickelten Harze sind für die Biokompatibilität (z. B. ISO 10993) bei Haut- oder Schleimhautkontakt zertifiziert. Sie sind resistent gegen Sterilisationsmethoden wie Autoklavieren.
- Anwendungen: Maßgeschneiderte chirurgische Schablonen, Hörgeräte, zahnmedizinische Modelle, Schienen und andere patientenspezifische medizinische Geräte. Die strenge Einhaltung von Herstellungs- und Nachbearbeitungsprotokollen ist erforderlich.
⑦ Keramisch gefüllte Harze:
- Eigenschaften: Dabei handelt es sich um Verbundwerkstoffe, bei denen das Polymerharz mit Keramikpartikeln gefüllt ist. Das Ergebnis sind Teile, die außergewöhnlich steif und thermisch stabil sind und eine glatte, matte Oberfläche haben. Sie sind jedoch spröder als andere technische Harze.
- Anwendungen: Teile, die extreme Steifigkeit und thermische Stabilität erfordern und bei denen Sprödigkeit keine Rolle spielt, wie z. B. Windkanalmodelle und spezielle Vorrichtungen.

Was sind die wichtigsten Vorteile des SLA-3D-Drucks?
Die anhaltende Beliebtheit von SLA ist auf eine Reihe einzigartiger Vorteile zurückzuführen, die es zur optimalen Wahl für eine breite Palette von Anwendungen machen.
1. Unerreichte Präzision und feine Details:
Der grundlegende Vorteil des SLA-Verfahrens liegt in seiner Auflösung. Die Größe des in SLA-Druckern verwendeten Laserspots ist extrem klein (oft 80-140 Mikrometer im Durchmesser), wodurch unglaublich feine Merkmale und scharfe Kanten gezeichnet werden können. Diese Präzision wird von den meisten anderen Drucktechnologien, insbesondere FDM, nicht erreicht, was SLA zum Goldstandard für Teile mit komplizierten Details macht.
2. Außergewöhnliche Oberflächengüte:
Da beim SLA-Verfahren die Teile durch Aushärten einer Flüssigkeit hergestellt werden, sind die entstehenden Oberflächen außergewöhnlich glatt und porenfrei. Die Schichtübergänge sind für das bloße Auge oft unsichtbar, so dass das fertige Teil ein ähnliches Aussehen hat wie ein im Spritzgussverfahren hergestelltes. Dadurch entfällt die Notwendigkeit einer umfangreichen Nachbearbeitung, um eine hochwertige Oberfläche zu erhalten, was Zeit und Arbeit spart.
3. Materialvielfalt für spezialisierte Anwendungen:
Wie im Abschnitt über die Materialien beschrieben, ist die große Bandbreite der verfügbaren SLA-Harze ein wesentlicher Vorteil. Die Möglichkeit, aus Materialien zu wählen, die zäh, flexibel, gießbar, hitzebeständig oder biokompatibel sind, bedeutet, dass SLA nicht nur für das Prototyping, sondern für eine Vielzahl von funktionalen Endanwendungen in verschiedenen Branchen eingesetzt werden kann.
4. Wasserdichte und isotrope Teile:
Die chemische Bindung zwischen den Schichten beim SLA-Verfahren führt zu völlig dichten, wasserdichten Teilen direkt aus dem Drucker. Darüber hinaus führt diese starke chemische Bindung zu Teilen, die weitgehend isotrop sind, d. h. ihre mechanischen Eigenschaften (z. B. Zugfestigkeit) sind entlang aller drei Achsen (X, Y und Z) gleich. Dies steht im krassen Gegensatz zu FDM, wo die Teile anisotrop sind und entlang der Z-Achse (zwischen den Schichten) deutlich schwächer sind. Diese Isotropie macht SLA-Teile für mechanische Anwendungen zuverlässiger.
5. Beschleunigte Produktentwicklungszyklen:
Für die Erstellung eines einzelnen, originalgetreuen Prototyps ist SLA bemerkenswert schnell. Es kann einen komplexen digitalen Entwurf über Nacht in ein greifbares Objekt verwandeln. Diese Geschwindigkeit ermöglicht es Designteams, schnelle Iterationen durchzuführen - ein Teil zu drucken, es zu testen, Designänderungen vorzunehmen und die nächste Version in einer kontinuierlichen Schleife zu drucken. Dies verkürzt die Entwicklungszeit drastisch, verringert das Risiko kostspieliger Fehler bei der Werkzeugherstellung und führt letztlich zu besseren Produkten.

Was sind die Grenzen oder Herausforderungen des SLA-Drucks?
SLA ist zwar sehr leistungsfähig, aber auch nicht unproblematisch. Ein realistisches Verständnis seiner Grenzen ist entscheidend für eine erfolgreiche Umsetzung.
1. Höhere Material- und Betriebskosten:
Photopolymerharze sind wesentlich teurer als die beim FDM-Druck verwendeten thermoplastischen Filamente. Die Kosten pro Kilogramm können 3 bis 10 Mal höher sein. Außerdem sind die Maschinen selbst komplexer, und Verbrauchsmaterialien wie der Harzbehälter und die Bauplattform haben eine begrenzte Lebensdauer und müssen regelmäßig ausgetauscht werden, was die Gesamtbetriebskosten erhöht.
2. Obligatorische und chaotische Nachbearbeitung:
SLA-Teile sind nicht direkt aus dem Drucker einsatzbereit. Sie erfordern einen mehrstufigen Nachbearbeitungsprozess, der sowohl zeitaufwändig als auch unübersichtlich ist. Dies beinhaltet:
- Waschen: Das "grüne" Teil muss gründlich mit einem Lösungsmittel, in der Regel Isopropylalkohol (IPA), gewaschen werden, um alle Reste von nicht ausgehärtetem Harz von der Oberfläche zu entfernen.
- Aushärten: Das gewaschene Teil muss dann in einer speziellen Aushärtungsstation UV-Licht und oft auch Wärme ausgesetzt werden, um seine endgültigen, optimalen mechanischen Eigenschaften zu erhalten. Dieser Arbeitsablauf erfordert spezielle Geräte, einen gut belüfteten Raum und den richtigen Umgang mit gefährlichen Chemikalien.
3. UV-Empfindlichkeit und Sprödigkeitspotenzial:
Vor allem Standard-SLA-Harze sind bei längerer Sonneneinstrahlung (UV-Strahlung) anfällig für Degradation. Mit der Zeit können die Teile dadurch brüchiger werden, ihre Farbe verändern und ihre mechanische Integrität verlieren. UV-beständige Beschichtungen können dies zwar abmildern, sind aber ein wichtiger Faktor für Teile, die langfristig im Freien verwendet werden sollen. Viele Standardharze sind außerdem von Natur aus spröder als technische Thermoplaste.
4. Generell kleinere Bauvolumen:
5. Die Notwendigkeit und die Auswirkungen von Unterstützungsstrukturen:
Bei fast allen SLA-Drucken sind Stützstrukturen erforderlich, um das Teil auf der Bauplattform zu verankern und überhängende Merkmale zu stützen. Diese Stützen bestehen aus demselben Material wie das Teil selbst und müssen während der Nachbearbeitung manuell entfernt werden. Dieser Entfernungsprozess kann kleine Noppen oder Markierungen auf der Oberfläche hinterlassen, die vorsichtig abgeschliffen werden müssen, um eine perfekt glatte Oberfläche zu erhalten, was den Arbeitsaufwand erhöht.
Wie schneidet SLA im Vergleich zu anderen 3D-Drucktechnologien ab?
Die Wahl der richtigen 3D-Drucktechnologie hängt ganz von den Anforderungen der Anwendung an Kosten, Geschwindigkeit, Materialeigenschaften und Präzision ab.
1. SLA vs. Fused Deposition Modeling (FDM):
FDM ist die am weitesten verbreitete und leicht zugängliche 3D-Drucktechnologie, bei der Teile durch das schichtweise Extrudieren eines geschmolzenen thermoplastischen Filaments hergestellt werden.
① Auflösung, Detailgenauigkeit und Oberflächengüte:
- SLA: Überragend. Erzeugt glatte Oberflächen und erfasst extrem feine Details.
- FDM: Minderwertig. Sichtbare Schichtlinien sind ein deutliches Merkmal, und feine Details können aufgrund des größeren Durchmessers der Düse verloren gehen. Für eine glatte Oberfläche sind oft umfangreiche Nachbearbeitungen erforderlich.
② Kosten und Einfachheit:
- SLA: Höhere Kosten für Maschine und Material. Komplexere Arbeitsabläufe aufgrund der Nachbearbeitung.
- FDM: Geringere Kosten. Maschinen und Materialien sind erschwinglich, und der Prozess ist einfacher mit minimaler Nachbearbeitung.
③ Materialeigenschaften und Festigkeit:
- SLA: Isotrope Teile mit guter Festigkeit, aber Standardharze können spröde sein. Spezialisierte technische Harze bieten eine robuste Leistung.
- FDM: Bietet eine breite Palette haltbarer technischer Thermoplaste (z. B. ABS, PETG, Nylon, Polycarbonat). Die Teile sind anisotrop (schwächer zwischen den Schichten), können aber sehr stark und haltbar sein.
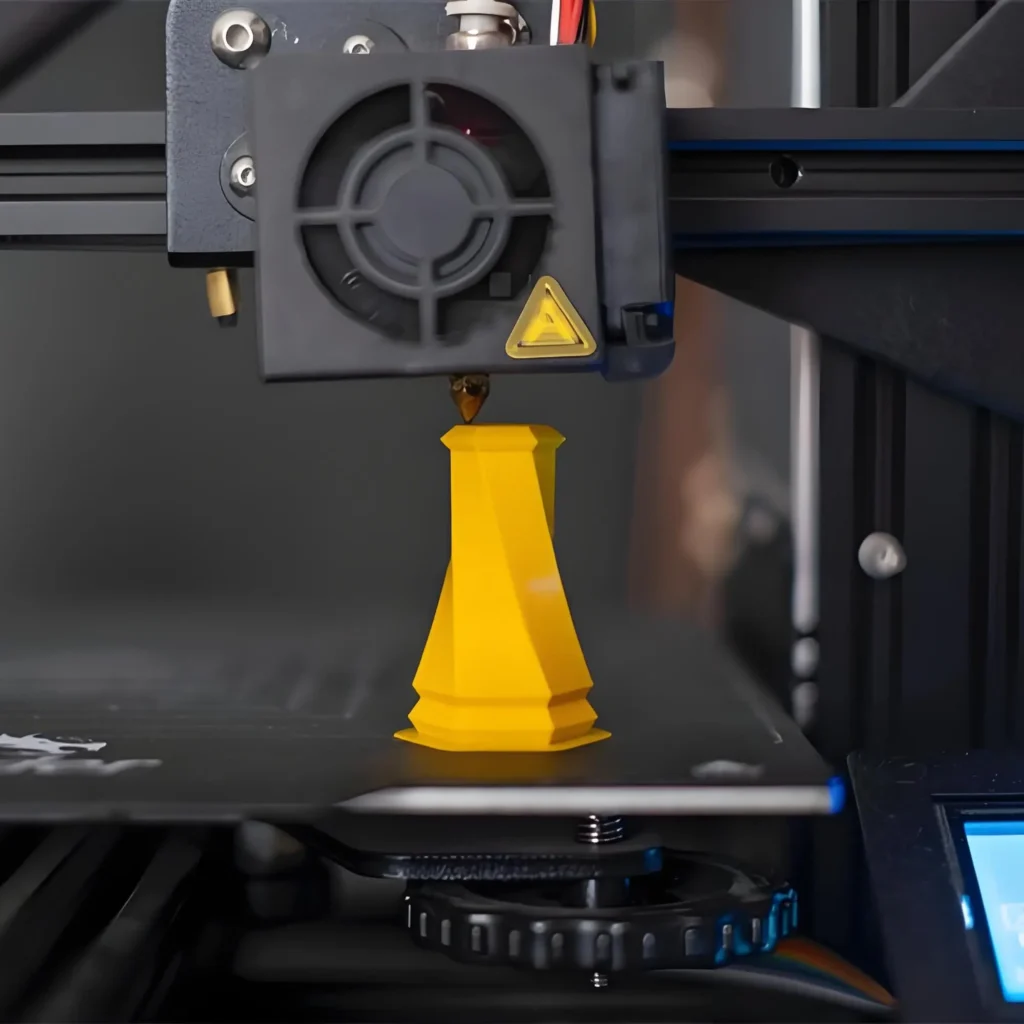
Fused Deposition Modeling (FDM)
2. SLA vs. Selektives Laser-Sintern (SLS):
Beim SLS wird ein Hochleistungslaser verwendet, um pulverförmige Polymerpartikel (in der Regel Nylon) Schicht für Schicht miteinander zu verschmelzen.
① Detail- vs. Funktionsstärke:
- SLA: Am besten geeignet für feine Details und ästhetische Prototypen, bei denen die Oberflächengüte entscheidend ist.
- SLS: Bestens geeignet für die Herstellung starker, haltbarer und funktioneller Teile mit hervorragenden mechanischen Eigenschaften, die mit Spritzgussteilen konkurrieren können. Das Oberflächenfinish ist von Natur aus körnig.
② Unterstützende Strukturen:
- SLA: Erfordert Stützstrukturen, die entfernt werden müssen.
- SLS: Stützfrei. Das ungeschmolzene Pulver, das das Teil umgibt, fungiert als natürliche Stütze und ermöglicht die Herstellung komplexer, ineinandergreifender Geometrien ohne die Einschränkungen durch Stützen.
③ Kosten und Zugänglichkeit:
- SLA: Erhältlich in erschwinglichen Desktop- und Industrieformaten.
- SLS: Es handelt sich in erster Linie um eine industrielle Technologie mit hohen Einstiegskosten und erheblichen Anlagenanforderungen.
Selektives Laser-Sintern (SLS)
3. SLA vs. Digital Light Processing (DLP) und LCD/MSLA:
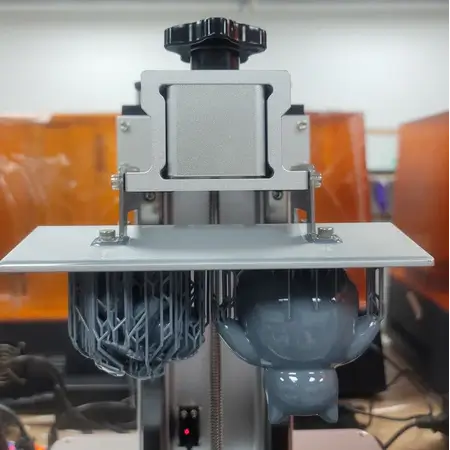
DLP und LCD (auch Masked SLA oder MSLA genannt) gehören ebenfalls zu den Bottich-Photopolymerisationsverfahren und sind die nächsten Verwandten von SLA. Der Hauptunterschied ist die Lichtquelle.
① Lichtquelle und Geschwindigkeit:
- SLA: Verfolgt jede Schicht mit einem Laser. Die Druckzeit hängt von der Komplexität und der Fläche der einzelnen Schichten ab.
- DLP/LCD: Verwenden Sie einen digitalen Projektor (DLP) oder einen LCD-Bildschirm mit einer UV-LED-Anordnung (LCD/MSLA), um eine ganze Schicht auf einmal zu blitzen und auszuhärten. Dadurch sind sie wesentlich schneller als SLA, insbesondere beim Druck mehrerer Teile oder großer, massiver Teile, da die Druckzeit nur von der Höhe des Teils (Z-Achse) abhängt.
② Auflösung und Voxelform:
- SLA: Der Laser erzeugt einen kontinuierlichen, glatten Pfad. Die Auflösung wird durch die Spotgröße des Lasers bestimmt.
- DLP/LCD: Das Bild besteht aus Pixeln (in 3D Voxel genannt). Dies kann auf gekrümmten Oberflächen manchmal zu einem "verpixelten" oder "Aliasing"-Effekt führen, obwohl moderne Anti-Aliasing-Techniken dies stark reduzieren. Die Auflösung wird durch die Pixelgröße des Projektors oder LCD-Bildschirms bestimmt.

DLP/LCD
Der ultimative Leitfaden für den SLA-3D-Druck
Tauchen Sie ein in unseren umfassenden Leitfaden zum 3D-Druck mit Stereolithografie (SLA). Erfahren Sie Schritt für Schritt mehr über den Prozess, Materialeigenschaften, Kosten, Designtipps und wichtige Anwendungen.
Der vollständige Leitfaden für den 3D-Druck mit Stereolithografie (SLA)
Welche Designrichtlinien sollten Sie beim SLA-Druck beachten?
Das Design für SLA (DfAM - Design for Additive Manufacturing) ist entscheidend für den Erfolg des Drucks, die Optimierung der Teilequalität und die Minimierung der Kosten.
1. Mindestwanddicke:
Damit ein Teil selbsttragend ist und erfolgreich gedruckt werden kann, müssen die Wände eine Mindestdicke aufweisen.
- Gestützte Mauern: Im Allgemeinen wird eine Mindestdicke von 0,4 mm empfohlen.
- Freitragende Mauern: Bei vertikalen Wänden, die von sich aus starr sein müssen, ist eine Dicke von mindestens 0,6 mm sicherer. Bei dünneren Wänden besteht die Gefahr, dass sie sich während des Drucks verziehen oder versagen.
2. Überhänge und Stützen:
Alle Teile eines Modells, die in einem Winkel von mehr als 45 Grad von der Senkrechten abstehen, benötigen wahrscheinlich Stützkonstruktionen.
- Design für Selbsthilfe: Entwerfen Sie, wenn möglich, mit sanften Kurven und Schrägen (mit Winkeln unter 45 Grad), um den Bedarf an Stützen zu minimieren.
- Orientierungsstrategie: Richten Sie das Teil in der Schneidesoftware so aus, dass möglichst wenig Stützen auf kritischen kosmetischen Oberflächen vorhanden sind, da deren Entfernung kleine Spuren hinterlassen kann.
3. Vertiefungen und Entwässerungslöcher:
Das Drucken großer, massiver Modelle ist teuer und zeitaufwändig. Außerdem erhöht sich das Risiko von Druckfehlern aufgrund von Saugkräften während des Schälvorgangs.
- Aushöhlung: Verwenden Sie Ihre CAD-Software, um massive Modelle auszuhöhlen, wodurch ein innerer Hohlraum entsteht und eine erhebliche Menge an Harz eingespart wird. Eine Wandstärke von 2-3 mm ist in der Regel für die ausgehöhlte Schale ausreichend.
- Entwässerungslöcher: Es ist wichtig, dass Sie mindestens zwei Entwässerungslöcher in Ihr ausgehöhltes Modell einbringen. Durch diese Löcher kann nicht ausgehärtetes Harz während des Druckens und Waschens aus dem inneren Hohlraum entweichen. Ohne diese Löcher könnte eingeschlossenes Harz Druck erzeugen und dazu führen, dass das Teil reißt oder platzt. Platzieren Sie die Löcher in unkritischen Bereichen.
4. Geprägte und eingravierte Details:
SLA eignet sich hervorragend für feine Details, aber es gibt physikalische Grenzen.
- Geprägte Details (erhaben): Sollte mindestens 0,2 mm aus der Oberfläche herausragen, um deutlich sichtbar zu sein.
- Eingravierte Details (vertieft): Sie sollten mindestens 0,4 mm breit und 0,4 mm tief sein, damit der Laser sie richtig aushärten kann und das flüssige Harz ausgewaschen werden kann.
5. Toleranzen und Montage:
SLA ist hochpräzise, aber für Teile, die zusammenpassen müssen, sind Abstände unerlässlich.
- Freigabe: Für eine Gleitpassung oder eine Montage ist ein Mindestspiel von 0,1-0,2 mm zwischen den zusammenpassenden Teilen vorzusehen. Für eine engere Presspassung kann ein kleineres Spiel von 0,05 mm angemessen sein. Es ist immer am besten, ein kleines Teststück zu drucken, um die Toleranzen mit Ihrem spezifischen Material und Drucker zu überprüfen.
6. Vermeiden von "Schröpfen":
"Cupping" tritt auf, wenn ein ausgehöhlter Abschnitt ein geschlossenes Volumen gegenüber der Bauplattform bildet und während des Schälvorgangs wie ein Saugnapf wirkt. Dies kann zu Druckfehlern führen. Eine andere Ausrichtung des Teils oder das Hinzufügen zusätzlicher Entlüftungslöcher kann dieses Problem beheben.
Was sind die häufigsten Anwendungen des SLA-3D-Drucks?
Die einzigartigen Vorteile von SLA haben es zu einem unverzichtbaren Instrument in einer Vielzahl von Branchen gemacht.
1. Prototyping und Produktentwicklung:
Dies ist nach wie vor die Hauptanwendung von SLA. Ingenieure und Designer nutzen es, um zu gestalten:
- Visuelle Modelle mit hoher Wiedergabetreue: Ideal für Marketing, Fokusgruppen und Investorengespräche.
- Form und Passform von Prototypen: Überprüfung, ob die Teile richtig zusammengesetzt werden und den ergonomischen Anforderungen entsprechen, bevor in Serienwerkzeuge investiert wird.
2. Technik und Fertigung:
Über das Prototyping hinaus wird SLA direkt in der Fabrikhalle eingesetzt:
- Maßgeschneiderte Vorrichtungen und Halterungen: Erstellung hochpräziser, kundenspezifischer Werkzeuge zum Halten von Teilen während der Bearbeitung oder Montage, um die Konsistenz und Geschwindigkeit zu verbessern.
- Kurzzeit-Spritzgussformen: Unter Verwendung von Hochtemperaturharzen können mit SLA Formen für kleine Chargen (50-100 Teile) von Spritzgusskomponenten hergestellt werden, wodurch die Werkzeugkosten und die Vorlaufzeiten für Nullserien drastisch reduziert werden.
3. Zahnmedizin:
Die Dentalindustrie wurde durch SLA aufgrund seiner Präzision und der Verfügbarkeit von biokompatiblen Materialien revolutioniert.
- Chirurgische Leitfäden: Patientenspezifische Schablonen für das präzise Setzen von Zahnimplantaten.
- Modelle für die Thermoformung: Erstellung genauer Modelle der Zähne eines Patienten, um klare Aligner zu formen.
- Kronen, Brücken und Zahnersatz: Erstellen von gießbaren Modellen oder sogar direktes Drucken von provisorischen Versorgungen.
4. Juwelen:
SLA, mit gießbaren Harzen, ist ein zentraler Bestandteil der modernen Schmuckherstellung.
- Modelle für den Feinguss: Juweliere drucken komplizierte Entwürfe, die dann zur Herstellung von Gussformen für Edelmetalle wie Gold und Silber verwendet werden. Dies ermöglicht eine unvergleichliche Designfreiheit und individuelle Gestaltung.
5. Gesundheitswesen und medizinische Geräte:
- Anatomische Modelle: Chirurgen verwenden hochdetaillierte, patientenspezifische Modelle, die auf der Grundlage von CT- oder MRT-Scans gedruckt werden, um komplexe Operationen zu planen, die Zeit im Operationssaal zu verkürzen und die Ergebnisse für den Patienten zu verbessern.
- Kundenspezifische Gerätegehäuse: Prototyping und Herstellung von Gehäusen für medizinische Geräte, bei denen Präzision und glatte Oberflächen entscheidend sind.
6. Kunst, Design und Unterhaltung:
- Detaillierte Figuren und Miniaturen: Hobbybastler und Charakterdesigner verwenden SLA, um hochdetaillierte Modelle herzustellen, die auf andere Weise unmöglich zu realisieren wären.
- Filmrequisiten und Spezialeffekte: Erstellung detaillierter, maßgeschneiderter Requisiten und Modelle für die Filmindustrie.

Wie sieht der SLA-Nachbearbeitungsprozess aus?
Ein erfolgreicher SLA-Druck ist nur die halbe Miete. Eine ordnungsgemäße Nachbearbeitung ist unverzichtbar, um die gewünschte Ästhetik und die mechanischen Eigenschaften zu erreichen.
1. Waschen:
Das "grüne" Teil, frisch aus dem Drucker, ist mit einer klebrigen Schicht aus unausgehärtetem Flüssigharz überzogen. Diese muss entfernt werden.
- Prozess: Das Teil wird in ein Lösungsmittel, meist Isopropylalkohol (IPA) mit einer Konzentration von 90% oder höher, getaucht und gerührt. Dies kann manuell in einem Behälter geschehen oder, was effektiver ist, mit einer automatischen Waschstation, die das Lösungsmittel zirkulieren lässt.
- Das Ziel: Um alle Harzreste von der Oberfläche und aus den inneren Hohlräumen zu entfernen. Unzureichendes Waschen führt zu einem klebrigen Teil und unzureichender Aushärtung.
2. Trocknen:
Nach dem Waschen muss das Teil vor dem Aushärten vollständig trocken sein.
- Prozess: Das Teil sollte an der Luft getrocknet werden, oder es kann Druckluft verwendet werden, um den Prozess zu beschleunigen. Es ist unbedingt darauf zu achten, dass das gesamte IPA verdunstet ist, da eingeschlossenes Lösungsmittel während des Aushärtens Oberflächenfehler und Risse verursachen kann.
3. UV-Nachhärtung:
Der "grüne" Teil hat noch nicht seine volle Stärke erreicht. Die Nachhärtung ist ein notwendiger Schritt, um den Polymerisationsprozess abzuschließen.
- Prozess: Das saubere, trockene Teil wird in eine Aushärtungsstation gelegt, wo es einer Kombination aus UV-Licht (mit einer bestimmten Wellenlänge, in der Regel 405 nm) und oft auch Wärme ausgesetzt wird. Die Dauer und die Temperatur sind materialspezifisch.
- Das Ziel: Um die Polymerketten vollständig zu vernetzen und so die Festigkeit, Steifigkeit und Wärmebeständigkeit des Teils zu maximieren. Ohne diesen Schritt wird das Teil schwach, klebrig und in seinen Abmessungen instabil.
4. Entfernen der Stütze:
Dies kann entweder vor oder nach der Aushärtung geschehen, wobei es jedoch Kompromisse gibt.
- Vor der Aushärtung: Das Teil ist weicher, so dass sich die Träger leichter mit Bündigschneidern entfernen lassen. Dies kann jedoch stärkere Oberflächenabdrücke hinterlassen.
- Nach dem Aushärten: Das Teil ist härter und spröder, so dass das Entfernen mehr Kraft und Vorsicht erfordert, um empfindliche Teile nicht zu beschädigen. Die Bruchstellen sind im Allgemeinen sauberer. Die meisten Fachleute entfernen den Großteil der Halterungen vor dem Aushärten und führen danach eine Feinentfernung durch.
5. Optionale Endbearbeitung:
Für ein wirklich perfektes Finish können zusätzliche Schritte unternommen werden.
- Schleifen: Die kleinen Abdrücke, die die Stützstrukturen hinterlassen, können mit immer feiner werdenden Schleifpapierkörnern nass geschliffen werden.
- Polieren: Für eine glasähnliche, transparente Oberfläche auf klaren Harzen ist ein Polieren erforderlich.
- Grundierung und Anstrich: SLA-Teile lassen sich sehr gut grundieren und lackieren, was die Herstellung mehrfarbiger Modelle in Produktionsqualität ermöglicht.

Wie viel kostet der SLA-Druck und wie lange dauert er?
Dies sind zwei der wichtigsten praktischen Fragen für jedes Unternehmen, das SLA in Betracht zieht. Die Antworten hängen von mehreren miteinander verknüpften Faktoren ab.
1. Faktoren, die die SLA-Druckkosten beeinflussen:
① Materialverbrauch: Dies sind die direktesten Kosten. Sie werden auf der Grundlage des Gesamtvolumens des verwendeten Harzes berechnet, das nicht nur das Teil selbst, sondern auch das für die Stützstrukturen und möglicherweise ein Floß (eine Grundstruktur) erforderliche Harz umfasst. Das Aushöhlen von Teilen ist die wirksamste Methode zur Senkung dieser Kosten.
② Maschinenzeit: Diese Kosten hängen mit der Abschreibung des SLA-Druckers und der Zeit zusammen, in der er genutzt wird. Im Gegensatz zu einigen anderen Technologien wird die Maschinenzeit bei SLA nicht in erster Linie durch das Volumen oder die Komplexität des Teils bestimmt, sondern durch seine Höhe.
③ Arbeit: SLA ist ein arbeitsintensiver Prozess. Die Kosten müssen die erforderliche Zeit für qualifizierte Arbeitskräfte berücksichtigen:
- Druckvorbereitung (Dateieinrichtung, Ausrichtung).
- Einrichten und Reinigen der Maschine.
- Der gesamte Nachbearbeitungsprozess (Waschen, Aushärten, Entfernen von Trägern und Endbearbeitung).
④ Teilkomplexität: Sehr komplexe Teile wirken sich zwar nicht so stark auf die Druckzeit aus wie die Höhe, erfordern aber unter Umständen kompliziertere Unterstützungsstrategien, eine sorgfältigere Handhabung und eine intensivere Nachbearbeitung, wodurch die Arbeitskosten steigen.
2. Schätzen der SLA-Druckzeit:
① Der primäre Treiber (Z-Höhe): Der wichtigste Faktor, der die Druckzeit beim SLA bestimmt, ist die Höhe des Teils entlang der Z-Achse. Da der Drucker für jede einzelne Schicht die gleiche Abfolge von Aktionen durchführen muss (Laserhärtung, Plattformbewegung, Neubeschichtung), benötigt ein hohes Teil immer länger als ein kurzes Teil, unabhängig von seiner Breite oder seinem Volumen.
② Andere Faktoren: Die Z-Höhe ist zwar ausschlaggebend, aber auch andere kleinere Faktoren können die Geschwindigkeit beeinflussen:
- Schichthöhe: Eine geringere Schichthöhe (z. B. 25 Mikrometer) führt zu einer besseren Oberflächenqualität, erhöht aber die Gesamtzahl der Schichten und damit die Druckzeit im Vergleich zu einer größeren Schichthöhe (z. B. 100 Mikrometer).
- Material: Einige Harze können etwas längere Belichtungszeiten pro Schicht erfordern, was die Gesamtgeschwindigkeit geringfügig beeinträchtigt.

Warum sollten Sie uns für SLA-3D-Druckdienstleistungen wählen?
Um die Komplexität des SLA-Drucks zu bewältigen, braucht man mehr als nur einen Drucker: Man braucht Fachwissen, Präzision und eine Verpflichtung zur Qualität. Deshalb sind wir der ideale Partner für Ihre SLA-3D-Druckanforderungen.
Wir arbeiten mit hochmodernen industriellen SLA-Maschinen, die sorgfältig kalibriert und gewartet werden. Unsere Druckumgebung ist klimatisiert, um Harzstabilität und Prozesswiederholbarkeit zu gewährleisten. Dies garantiert, dass jedes von uns hergestellte Teil die höchsten Standards für Maßgenauigkeit und Oberflächengüte erfüllt.
Unser Expertenteam verfügt über eine umfangreiche Bibliothek von Standard- und hochentwickelten technischen Harzen und wird mit Ihnen zusammenarbeiten, um das perfekte Material für Ihre spezifische Anwendung auszuwählen. Wir kennen die Feinheiten der Eigenschaften der einzelnen Kunststoffe und können mit einem beratenden Ansatz sicherstellen, dass Ihr Teil genau so funktioniert, wie Sie es sich vorgestellt haben - egal, ob es sich um einen visuellen Prototyp oder eine funktionale Endanwendungskomponente handelt.
Unser Prozess ist auf Effizienz ausgelegt. Von unserer sofortigen Online-Angebotsplattform bis hin zu unserem optimierten Nachbearbeitungsworkflow minimieren wir die Vorlaufzeiten, ohne Kompromisse bei der Qualität einzugehen. Wir wissen, wie wichtig Schnelligkeit in der modernen Produktentwicklung ist, und setzen uns dafür ein, Ihre Teile immer pünktlich zu liefern.
Wir sind mehr als nur ein Druckdienstleister. Wir sind ein Full-Service-Fertigungspartner. Unser Team kann Ihnen Feedback zum Design for Additive Manufacturing (DfAM) geben, um Ihre Teile für das SLA-Verfahren zu optimieren, und unsere umfassenden Endbearbeitungsdienste - einschließlich Schleifen, Lackieren und Montage - bedeuten, dass Sie Teile erhalten, die sofort einsatzbereit sind.
Wir betrachten unsere Kunden als Partner. Unser Ziel ist es, eine nahtlose Erweiterung Ihres Design- und Ingenieurteams zu werden. Wir sind stolz auf unsere klare Kommunikation, transparente Preisgestaltung und unser Engagement, Ihnen bei der Lösung Ihrer komplexesten Herausforderungen zu helfen und Ihre innovativsten Ideen zu verwirklichen.
Die am häufigsten gestellten Fragen zum SLA-3D-Druck
Die Festigkeit eines SLA-Teils hängt ganz von dem verwendeten Harz ab. Standardharze sind eher spröde und eignen sich am besten für nicht funktionale Modelle. Technische Kunststoffe (wie Tough, Durable oder ABS-ähnliche Kunststoffe) sind jedoch für eine hervorragende mechanische Leistung ausgelegt und bieten eine hohe Zugfestigkeit und Schlagzähigkeit, die für viele funktionale Anwendungen, Vorrichtungen und Halterungen geeignet sind.
Im Allgemeinen nicht. Standard-SLA-Harze sind in ihrem flüssigen und unausgehärteten Zustand giftig und nicht für den Kontakt mit Lebensmitteln zugelassen. Für Anwendungen, die Hautkontakt erfordern, wie z. B. Wearables oder medizinische Anleitungen, müssen Sie ein spezielles biokompatibles oder medizinisches Harz verwenden und einen strengen, validierten Arbeitsablauf für den Druck und die Nachbearbeitung einhalten, um die Sicherheit zu gewährleisten.
SLA ist von Natur aus ein einfarbiges Verfahren. Die Farbe des Teils wird durch die Farbe des flüssigen Harzes in der Wanne bestimmt. Es gibt zwar einige vorpigmentierte Harze (z. B. weiß, grau, schwarz, klar), aber die Auswahl ist begrenzt. Bei mehrfarbigen Teilen besteht die gängige Praxis darin, das Teil in einer neutralen Farbe (z. B. grau) zu drucken und es dann in der Nachbearbeitung zu grundieren und zu lackieren, um das gewünschte Aussehen zu erzielen.
SLA ist eine der genauesten verfügbaren 3D-Drucktechnologien. Die typische Maßgenauigkeit für industrielle SLA-Maschinen liegt innerhalb von ±0,1% des Nennmaßes, mit einer Mindesttoleranz von etwa ±0,1 bis ±0,2 mm. Diese hohe Präzision macht sie ideal für Form- und Passformtests und Teile mit engen Montageanforderungen.
"Harzdruck" ist ein allgemeiner Begriff für die Familie der Technologien, die als Bottich-Photopolymerisation bezeichnet werden. SLA, DLP (Digital Light Processing) und LCD/MSLA sind alle Arten des Harzdrucks. Der Hauptunterschied ist die Lichtquelle:
- SLA verwendet einen einzelnen Laserpunkt, um die Ebene zu zeichnen.
- DLP verwendet einen digitalen Projektor, um die gesamte Schicht auf einmal zu blitzen und auszuhärten.
- LCD/MSLA verwendet ein UV-LED-Array, das durch einen LCD-Bildschirm scheint, der als Maske dient, um die gesamte Schicht auf einmal auszuhärten. Sie alle verwenden Flüssigharz, aber die Art der Aushärtung wirkt sich auf die Geschwindigkeit und die Auflösung aus. SLA ist die ursprüngliche Technologie, die für ihre Präzision und glatte Oberfläche bekannt ist.


Injection Molding Supplier DFM Review: How to Catch Design Risks Before Mold Build
You just spent weeks perfecting your part design in CAD. Then your injection molding supplier comes back with a two-page list of changes—and you realize the part cannot be molded

Injection Molding Supplier Sample Evaluation: How to Review T1 and T2 Parts
When you commission a new injection mold, the first physical proof that your design works arrives as T1 samples. These first-shot parts, followed by T2 iterations, are the most critical

Injection Molding Supplier Quality Control Process Buyers Should Verify
Choosing an injection molding supplier without understanding their quality control process is like buying a car without test-driving it. You might get lucky—or you might end up with a production
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

