 Zum Inhalt springen
Zum Inhalt springen 







Schritt 1: Materialauswahl und Vorbereitung:
Die Auswahl des richtigen PA-Materials ist der erste Schritt im Spritzgießprozess. Verschiedene PA-Materialien wie PA6, PA66 und PA12 haben unterschiedliche Temperaturbeständigkeit, chemische Beständigkeit, Schlagfestigkeit und Fließfähigkeit. Wählen Sie das Material, das Ihren spezifischen Anwendungsanforderungen entspricht. Außerdem sind PA-Materialien stark hygroskopisch und müssen daher vor dem Spritzgießen getrocknet werden, um sicherzustellen, dass der Feuchtigkeitsgehalt unter 0,3% liegt. Für PA6 wird eine Vakuumtrocknung bei 105°C für 8 Stunden empfohlen. PA66 sollte 12 Stunden lang bei 105 °C vakuumgetrocknet werden. Für PA12 ist eine Trocknung bei 85°C für 4-5 Stunden ausreichend. Falls erforderlich, können Additive wie Farbstoffe, Schlagzähigkeitsmodifikatoren oder Flammschutzmittel in das PA-Material eingearbeitet werden, um eine gleichmäßige Verteilung für eine optimale Produktqualität zu gewährleisten.

Schritt 2: Einrichten der Spritzgießmaschine:
Beim Einrichten der Spritzgießmaschine ist es wichtig, die Temperatur, den Druck und die Einspritzgeschwindigkeit auf das verwendete PA-Material abzustimmen. Bei PA6 sollte die Schmelztemperatur zwischen 230°C und 280°C liegen, während sie bei PA66 zwischen 260°C und 290°C liegen sollte. Für PA12 sollte die Schmelztemperatur zwischen 240°C und 300°C liegen, aber 310°C nicht überschreiten. Der Einspritzdruck für PA6 und PA66 liegt in der Regel zwischen 750 und 1250 bar, während der maximale Einspritzdruck für PA12 bis zu 1000 bar betragen kann. Die Einspritzgeschwindigkeit ist in der Regel hoch, bei glasgefüllten Materialien sollte sie jedoch leicht reduziert werden, um eine Materialschädigung zu vermeiden. Die korrekte Kalibrierung der Maschine ist entscheidend für die Erzielung gleichmäßiger und hochwertiger Ergebnisse.
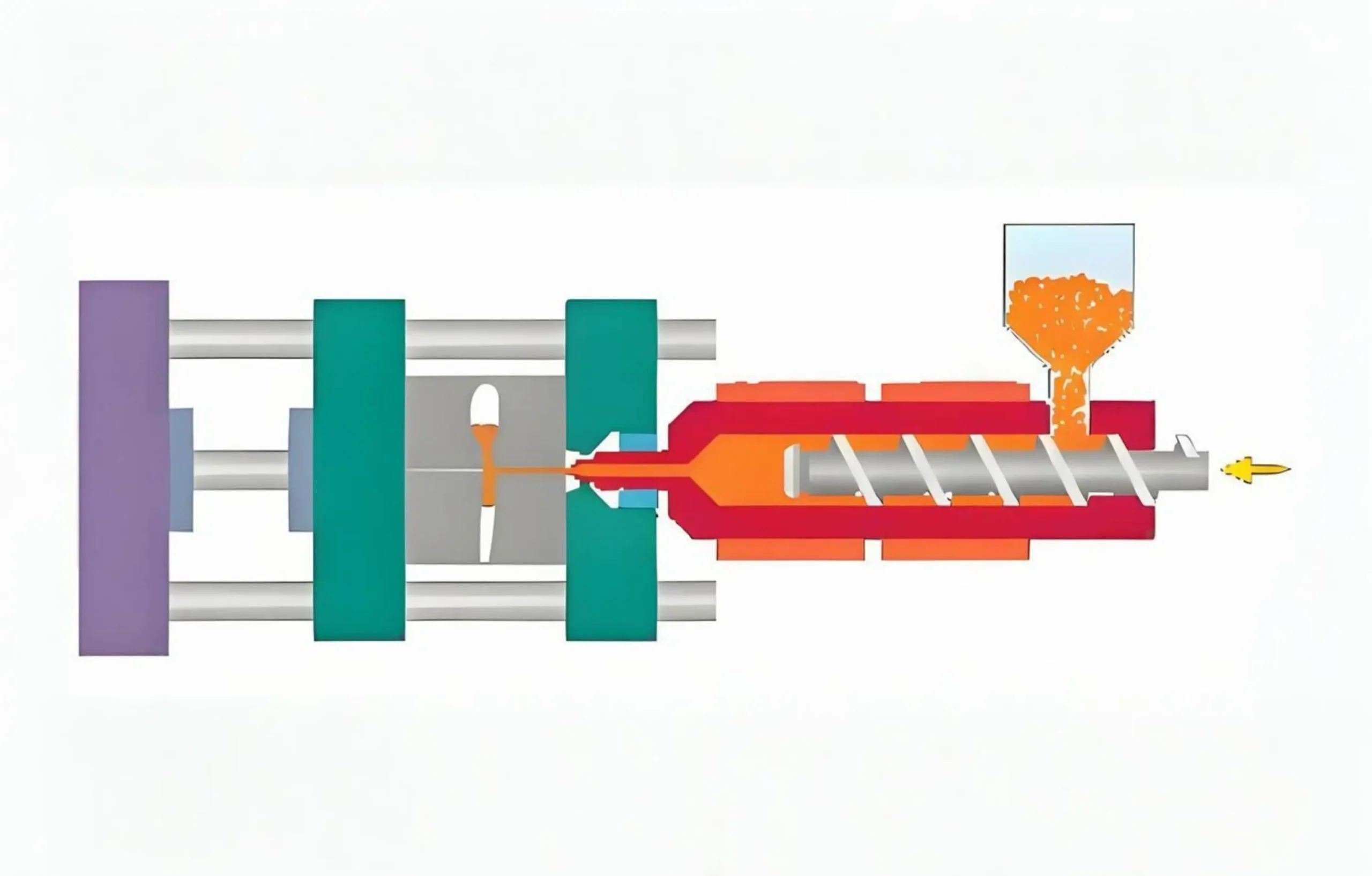
Schritt 4: Spritzgießverfahren:
Das Spritzgießverfahren beginnt mit dem Schließen der Form, um die richtige Ausrichtung und Abdichtung zu gewährleisten. Das geschmolzene PA-Material wird dann unter kontrolliertem Druck in den Formhohlraum eingespritzt. Um eine vollständige Füllung der Formhohlräume zu gewährleisten, muss der Einspritzdruck konstant gehalten werden. Während des Einspritzens wird die Einspritzgeschwindigkeit sorgfältig kontrolliert, um Fehler wie Luftblasen oder unvollständige Füllung zu vermeiden. Nach dem Einspritzen wird Nachdruck ausgeübt, um die Materialschrumpfung während des Abkühlens auszugleichen und die Dichte und Formstabilität des Produkts zu gewährleisten. Die Nachdruckzeit ist in der Regel kurz, etwa 3-5 Sekunden. Der Abkühlungsprozess dauert im Allgemeinen zwischen 10 und 30 Sekunden, abhängig von der Dicke des Teils und dem verwendeten PA-Material. Sobald das Produkt abgekühlt und verfestigt ist, öffnet sich die Form und das Teil wird aus der Kavität ausgestoßen.
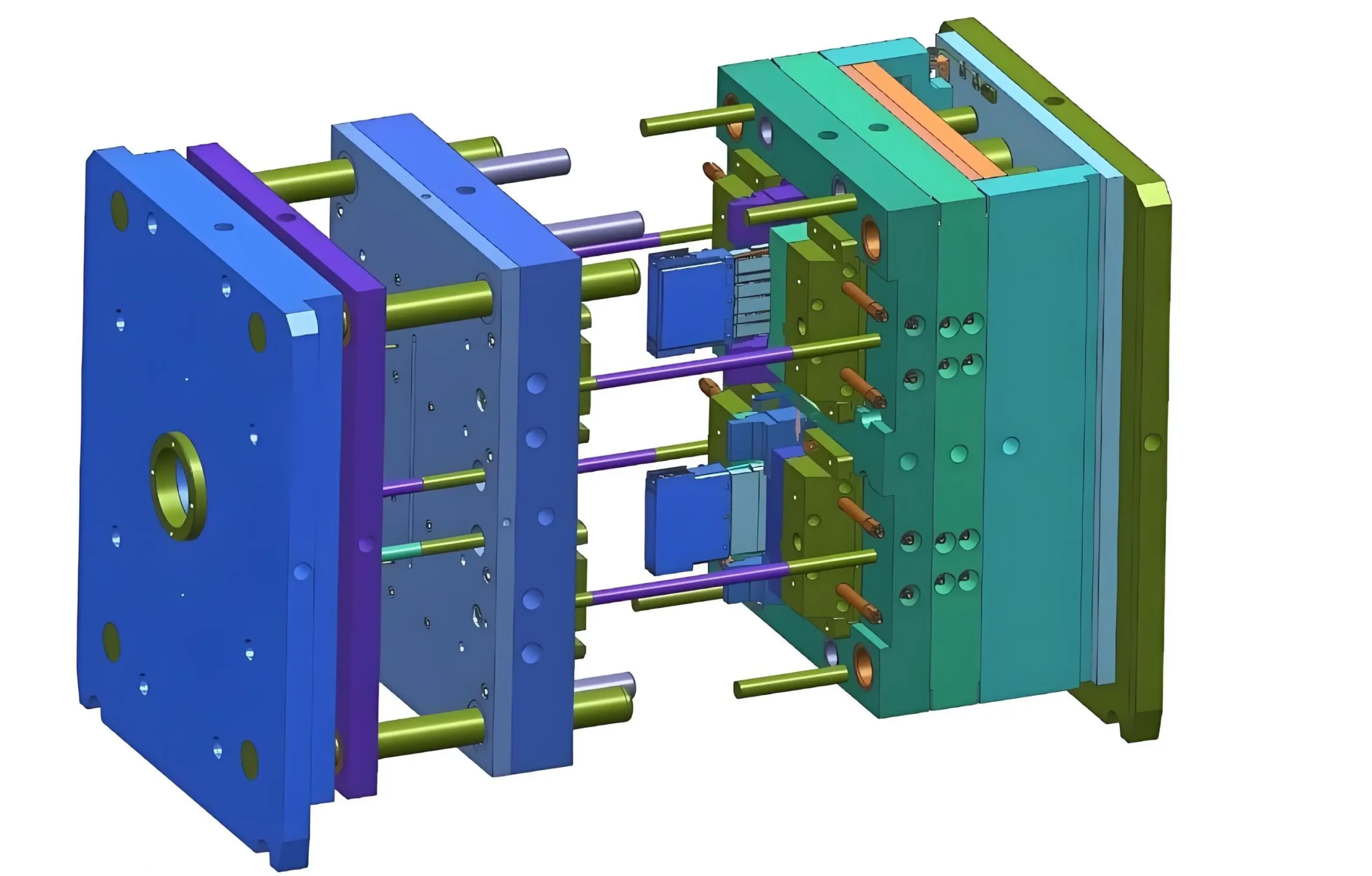
Schritt 3: Formenbau:
Die Werkzeugkonstruktion ist entscheidend für den Erfolg des Spritzgießverfahrens. Die ordnungsgemäße Konstruktion der Anschnitt- und Angusssysteme ist für eine gleichmäßige Füllung des Formhohlraums von entscheidender Bedeutung. Bei PA6 sollte der Anschnittdurchmesser nicht weniger als das 0,5-fache der Dicke des Kunststoffteils betragen. Bei PA12 sollte der Angussdurchmesser für ungefüllte Materialien etwa 30 mm betragen, während für gefüllte Materialien ein größerer Angussdurchmesser von 5-8 mm erforderlich ist. Die Form des Angusskanals sollte kreisförmig sein, und die Einspritzöffnung sollte so kurz wie möglich sein, um den Materialverlust zu minimieren. Auch die Werkzeugtemperatur muss je nach verwendetem Material angepasst werden. Für PA6 wird die Werkzeugtemperatur in der Regel zwischen 80°C und 90°C eingestellt, während sie für PA66 normalerweise bei 80°C liegt. Bei PA12 kann die Formtemperatur zwischen 30°C und 100°C liegen, je nachdem, ob das Material ungefüllt oder gefüllt ist.

Schritt 5: Nachbearbeitungsschritte:
Nach dem Gießen sind weitere Nachbearbeitungsschritte erforderlich. Dazu gehören das Beschneiden, Entgraten oder Polieren, um überschüssiges Material, Grate oder Oberflächenfehler zu entfernen und so das Aussehen und die Funktionalität des Teils zu verbessern. Einige PA-Teile müssen auch geglüht oder konditioniert werden, um die Zähigkeit und Dimensionsstabilität zu verbessern. Beim Glühen wird das Teil auf eine Temperatur knapp unter dem Schmelzpunkt des Materials erwärmt und über einen bestimmten Zeitraum bei dieser Temperatur gehalten. Beim Konditionieren hingegen wird das Teil einer feuchten Umgebung ausgesetzt, damit es Feuchtigkeit aufnehmen kann, was seine Leistungsfähigkeit verbessert. Durch diese Nachbehandlungen wird sichergestellt, dass das Endprodukt den Qualitätsstandards entspricht und die erwarteten Leistungen für seine Anwendung erbringt.

Schritt 6: Qualitätskontrolle und Verpackung:
In der Phase der Qualitätskontrolle werden die Teile auf Fehler untersucht und auf Maßhaltigkeit, Ästhetik und mechanische Anforderungen geprüft. Präzisionsmessgeräte wie Koordinatenmessmaschinen (KMG) werden häufig eingesetzt, um sicherzustellen, dass die Teile die vorgegebenen Toleranzen einhalten. Mechanische Tests wie Zugfestigkeit oder Schlagfestigkeit können ebenfalls durchgeführt werden, um die Haltbarkeit und Leistung der Teile zu überprüfen. Sobald die Teile die Prüfung bestanden haben, werden sie angemessen verpackt, um sie während des Transports und der Lagerung vor Beschädigungen oder Verunreinigungen zu schützen. Durch die richtige Verpackung wird sichergestellt, dass das Produkt seine Qualität und Unversehrtheit behält, bis es den Kunden erreicht.






Komponenten des Motors:
PA wird zur Herstellung von Teilen wie Ansaugkrümmern verwendet. Seine hohe Temperaturbeständigkeit und mechanische Festigkeit gewährleisten Stabilität und Haltbarkeit in der rauen Motorumgebung. Im Vergleich zu herkömmlichen Ansaugkrümmern aus Metall reduzieren PA-Spritzgusskrümmer das Gewicht und verbessern so die Kraftstoffeffizienz und die Fahrzeugleistung.

Kfz-Innenausstattung:
PA wird zur Herstellung von Teilen wie Sitzverstellungen, Türgriffen und Armaturenbrettkomponenten verwendet. Aufgrund seiner hervorragenden Verschleißfestigkeit und Oberflächenbeschaffenheit ist es ideal für häufig verwendete und sichtbare Teile wie Sitzverstellungen, die wiederholten mechanischen Belastungen standhalten müssen.
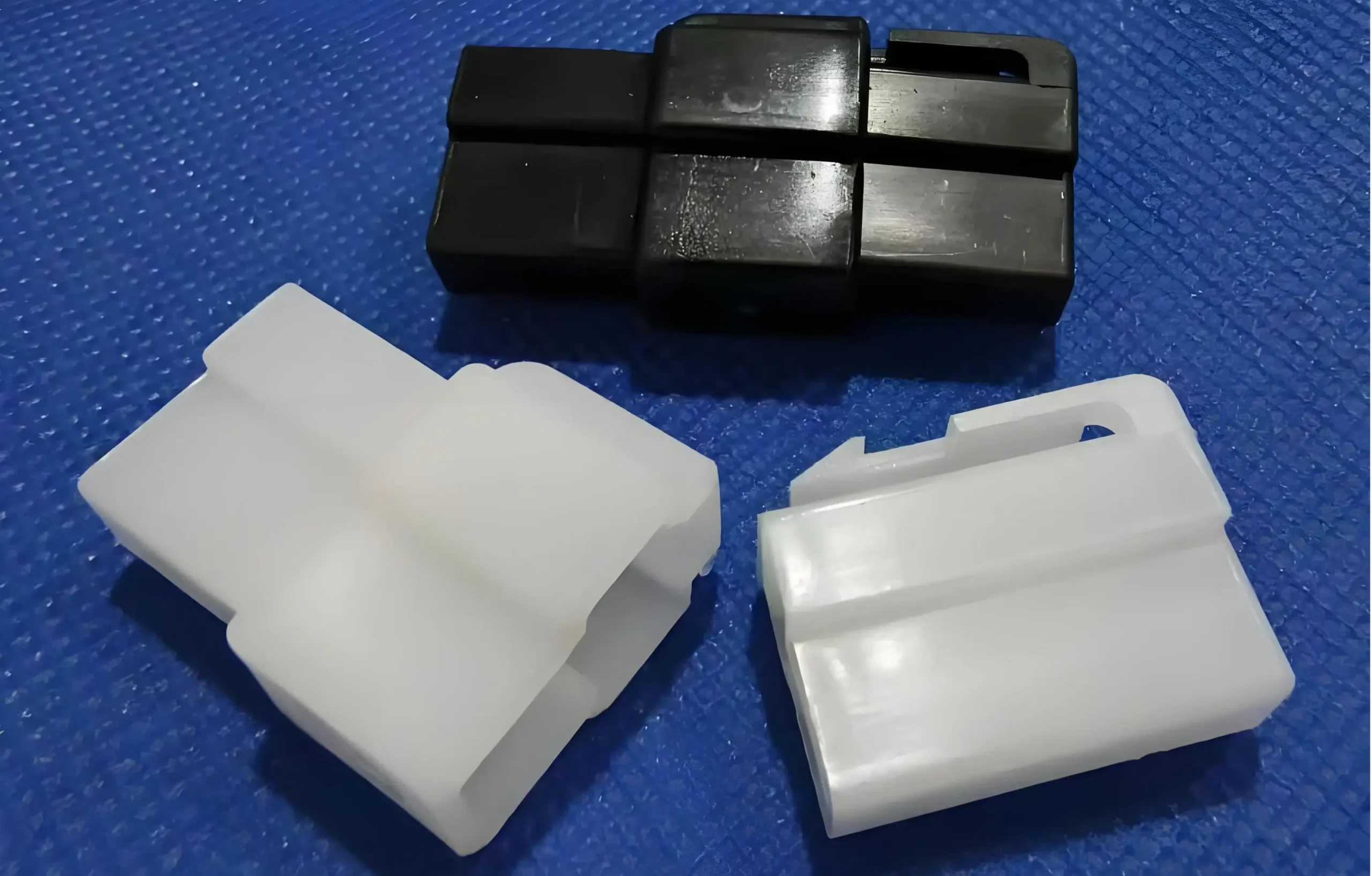
Verbinder:
Spritzgegossene PA-Steckverbinder bieten hervorragende elektrische Isolationseigenschaften und mechanische Stabilität und gewährleisten zuverlässige Verbindungen in elektronischen Geräten wie Computern, Mobiltelefonen und Haushaltsgeräten. Das präzise Spritzgussverfahren unterstützt die Miniaturisierung und die Entwicklung von Steckverbindern mit hoher Packungsdichte.

Gehäuse von elektronischen Geräten:
PA wird für die Gehäuse von Unterhaltungselektronik wie Kameras und Elektrowerkzeugen verwendet. Seine Schlagfestigkeit und chemische Beständigkeit schützen die inneren Komponenten vor physischen Schäden und Korrosion.

Spielzeug:
PA-Spritzgussspielzeug, wie Actionfiguren und Spielzeugfahrzeuge, ist langlebig und hält auch rauem Spiel stand. Die Flexibilität und Zähigkeit des Materials verringern die Bruchgefahr und sorgen für eine längere Lebensdauer des Spielzeugs.

Haushaltsgegenstände:
PA wird für Produkte wie Besenstiele, Staubsaugerteile und Küchenutensilien verwendet. Seine Abriebfestigkeit und einfache Reinigung machen diese Gegenstände praktischer, wie z. B. Küchenutensilien, die Kratzern und Flecken widerstehen.
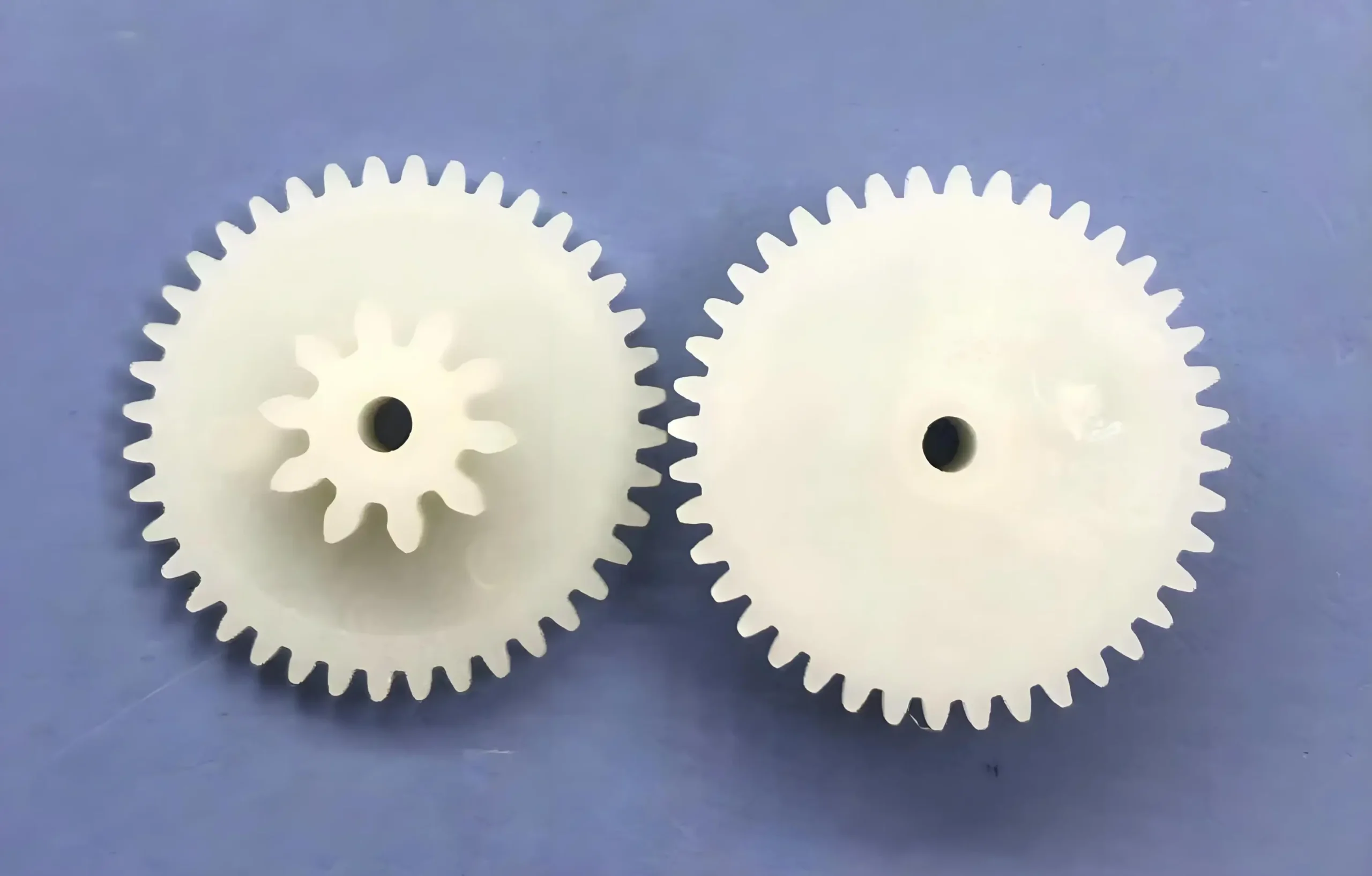
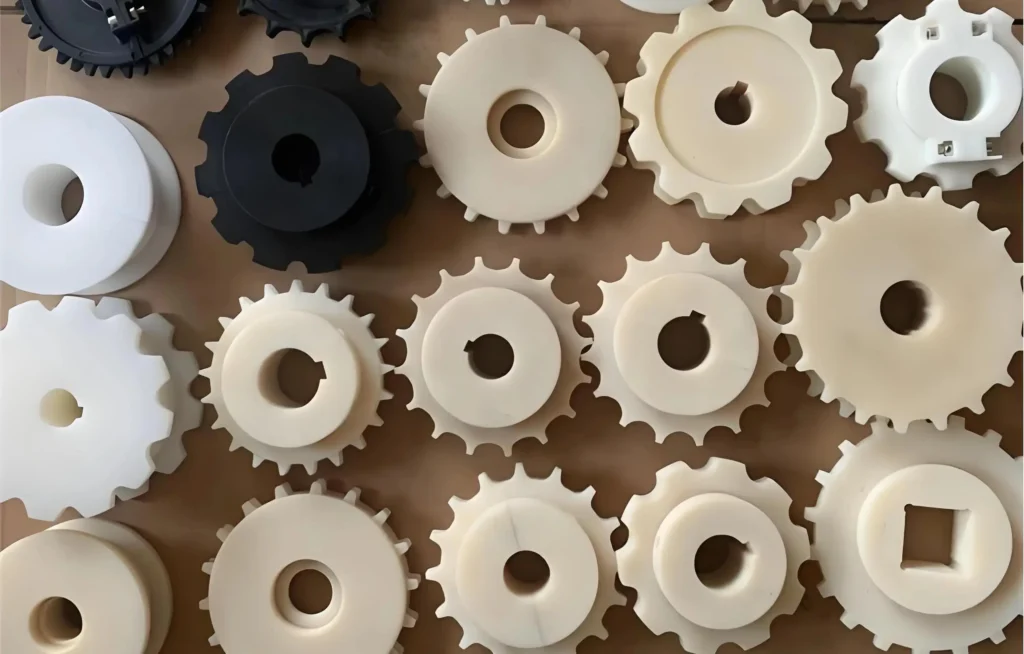
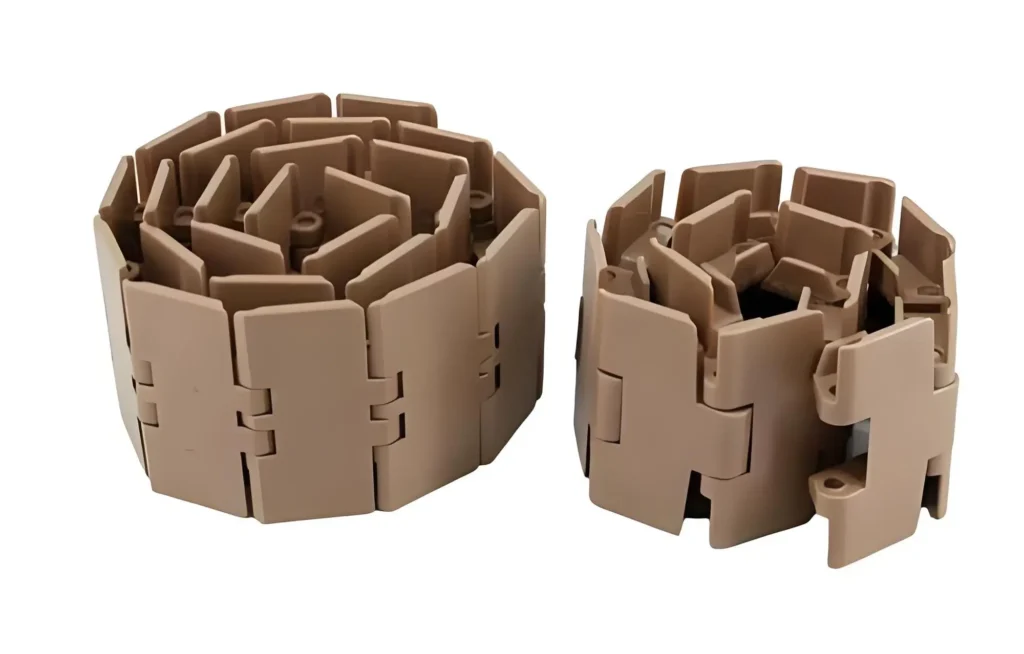
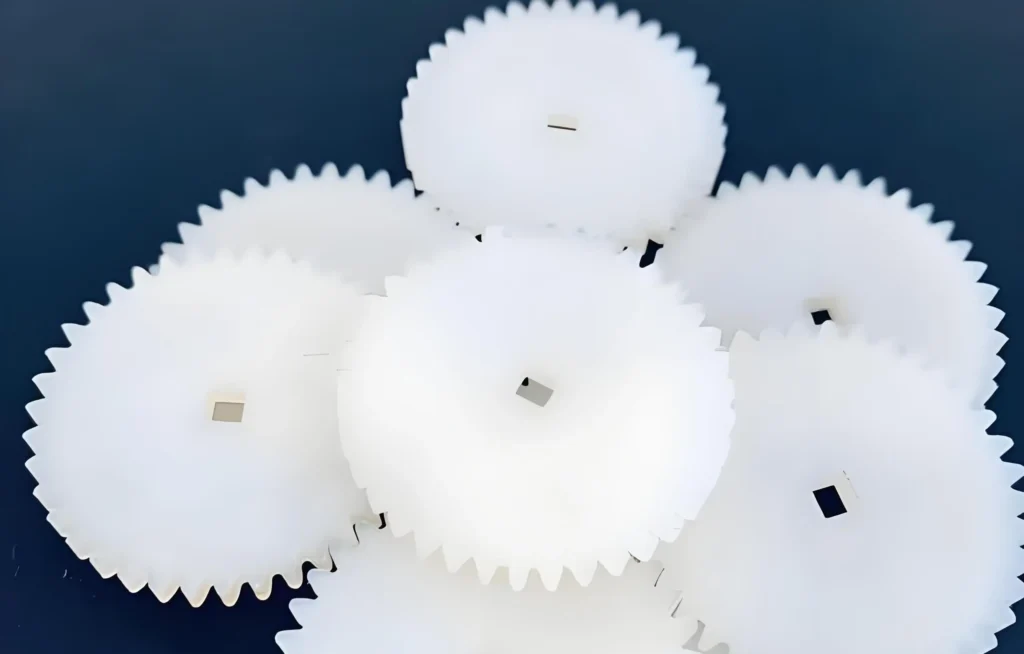
Lager und Zahnräder:
Spritzgegossene PA-Lager und -Zahnräder werden in leichten mechanischen Geräten eingesetzt. Ihre selbstschmierenden Eigenschaften verringern die Reibung und den Verschleiß, was die Effizienz und die Lebensdauer von Anlagen wie Fördersystemen verbessert.

Industriecontainer und Armaturen:
PA wird zur Herstellung von Lagertanks, Rohren und Armaturen für chemische Verarbeitungsanlagen verwendet. Seine chemische Beständigkeit gewährleistet, dass diese Behälter eine Vielzahl von Chemikalien sicher lagern können, ohne sich zu zersetzen.

PA wird für die Herstellung von chirurgischen Instrumenten, Prothesen und Gehäusen für medizinische Geräte verwendet. Seine Biokompatibilität und Sterilisierbarkeit erfüllen die strengen Anforderungen medizinischer Anwendungen und machen es für hochpräzise und hygienische Geräte geeignet.

In der Luft- und Raumfahrtindustrie wird PA für Teile wie Strukturplatten und Innenausstattungen verwendet. Sein hohes Festigkeits-/Gewichtsverhältnis und seine Langlebigkeit machen es ideal für die schwierigen Bedingungen in der Luft- und Raumfahrt.

Advantages and Disadvantages of Injection Molding: Complete Guide
Key Takeaways High tooling costs ($15K-200K+) require minimum 5,000+ parts for economic viability Exceptional repeatability maintains ±0.002″ tolerances across millions of production cycles Complex geometries enable features impossible with machining

PA6 PA66 PA12 PA1010 Nylon Injection Molding Process
PA6, PA66, PA12, and PA1010 are the four most commonly injection-molded nylon grades, each with distinct moisture absorption, temperature resistance, and mechanical properties that make them suited to different applications.

What Are Silver Streaks in Injection Molding
You pull the part off the mold and there they are — silver streaks, those shimmering lines cutting across what should be a clean surface. They look like something went

