 Zum Inhalt springen
Zum Inhalt springen 
Heißkanal-Spritzgussform
Leitfaden für die Herstellung und Konstruktion von Heißkanalspritzgussformen

Heißer Läufer VS. Kaltkanalsystem
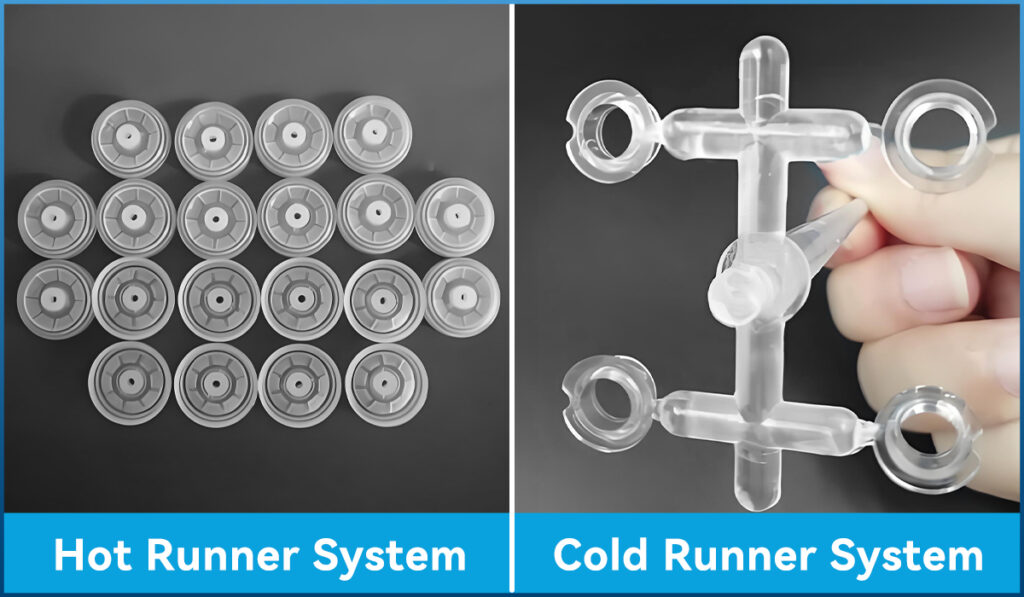
Heißkanalformen halten den Kunststoff im Kanal heiß, so dass er geschmolzen bleibt und wiederverwendet werden kann,
Reduzierung Abfall. Kaltkanalformen lassen den Anguss abkühlen und erstarren, wodurch Abfall entsteht, der entsorgt werden muss.
sein Die beiden wichtigsten Arten von Spritzgussformen sind Heißläufer und Kaltläufer
Kufensysteme.
Heißkanal-Spritzgussform

Kaltkanal-Spritzgussform
Heißkanal-Spritzgussform
Heißkanalwerkzeuge und Kaltkanalwerkzeuge sind zwei Arten von Spritzgießsystemen, die zur Herstellung von Kunststoffteilen verwendet werden und je nach Bedarf unterschiedliche Vorteile bieten.

Alles, was Sie über Heißkanalspritzguss wissen müssen
Was ist eine Heißkanal-Spritzgussform?
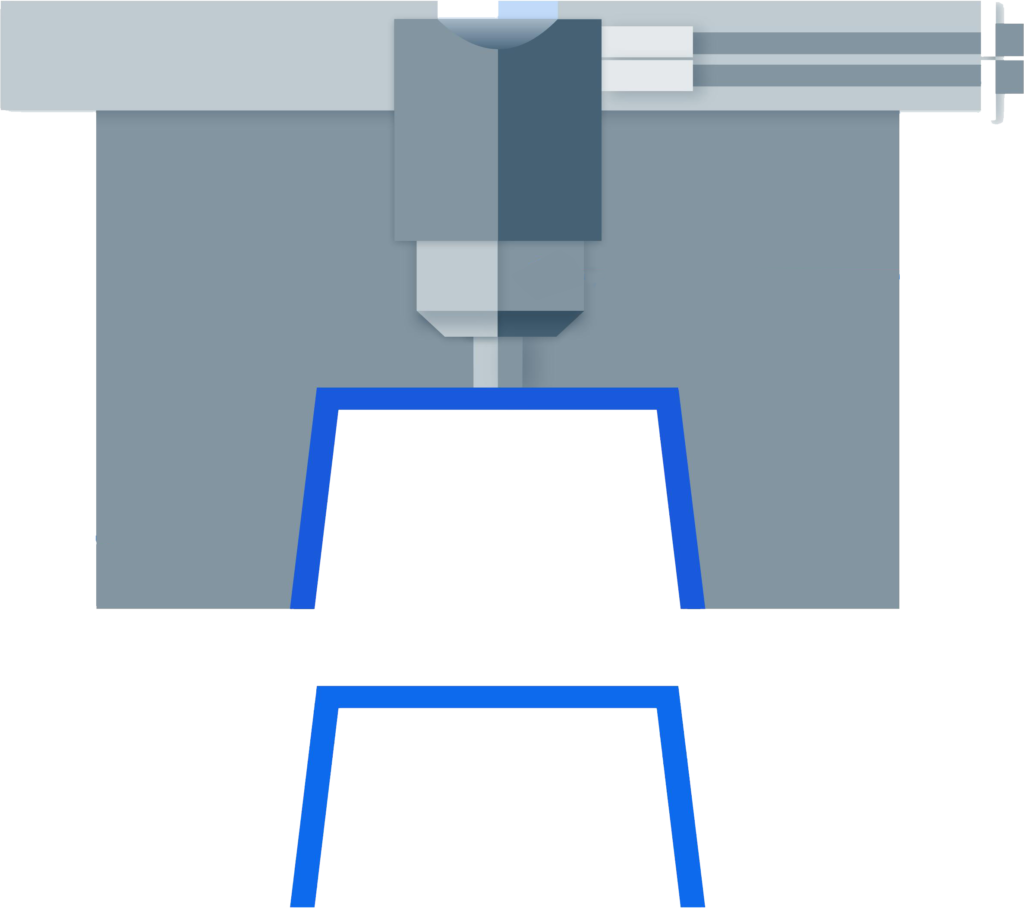
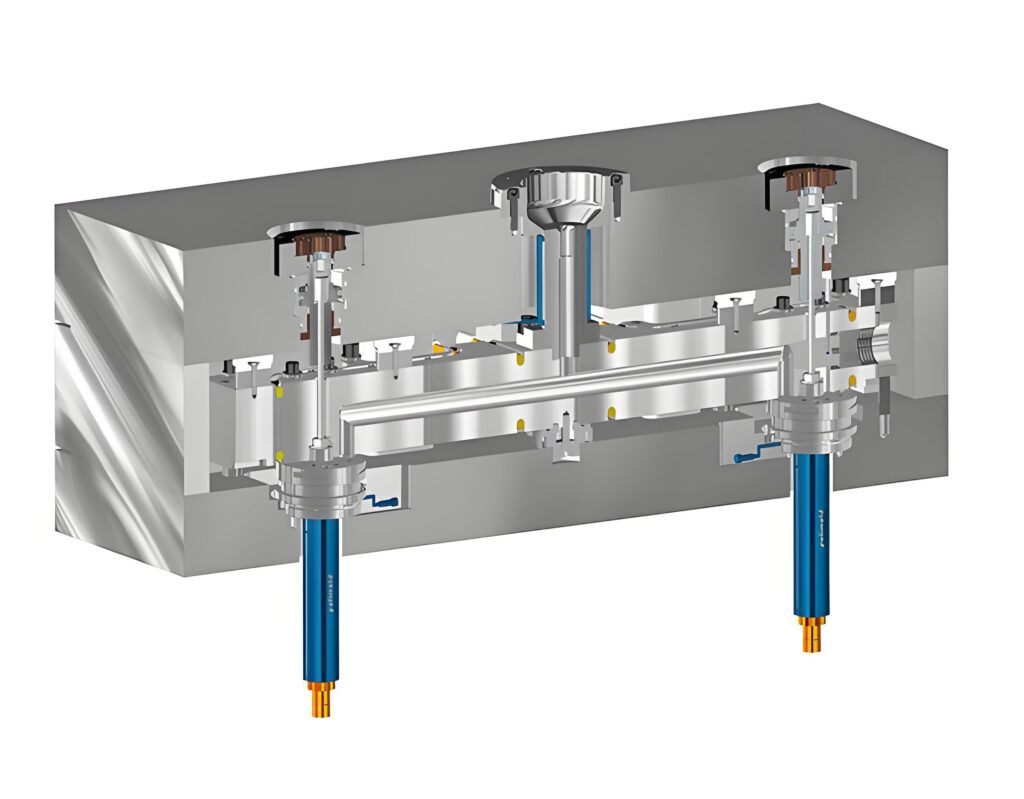
Heißkanalsysteme sind Heizkomponentensysteme, die in Spritzgießwerkzeugen verwendet werden, um geschmolzenes Kunststoffgranulat in den Formhohlraum einzuspritzen. Bei Heißkanalwerkzeugen handelt es sich um eine neue Struktur, die den Angusskanal und den Anschnitt herkömmlicher Werkzeuge oder Drei-Platten-Werkzeuge beheizt, so dass Angusskanal und Anschnitt nicht mehr bei jedem Formgebungszyklus entfernt werden müssen.
Die Heißkanaltechnik wird in vielen Branchen eingesetzt, unter anderem in der Automobilindustrie, der Medizintechnik, der Konsumgüterindustrie und der Luft- und Raumfahrt. Sie eignet sich besonders gut für die Herstellung von Produkten, die präzise und effizient sein müssen, wie Flaschenverschlüsse und Elektronikgehäuse.
Heißkanäle sorgen dafür, dass der Kunststoff im Kanal und im Anschnitt geschmolzen bleibt, indem sie ihn erhitzen. Heizstäbe und Heizringe werden in der Nähe oder in der Mitte des Angusses angebracht. Der gesamte Angusskanal von der Düse der Spritzgussmaschine bis zum Anschnitt wird heiß gehalten, so dass der Kunststoff geschmolzen bleibt. Wenn Sie die Maschine anhalten, müssen Sie den Anguss normalerweise nicht öffnen, um das feste Material zu entfernen. Wenn Sie die Maschine wieder in Betrieb nehmen, müssen Sie nur den Anguss auf die richtige Temperatur aufheizen. Deshalb bezeichnen manche das Heißkanalverfahren auch als Heißverteilersystem oder als "No-Runner"-Form.
Welche Arten von Heißkanalsystemen gibt es?
Heißkanalsysteme sind ein Muss beim Kunststoffspritzgießen. Sie halten den Kunststoff heiß, während er in die Form gelangt. Es gibt einige verschiedene Arten von Heißkanalsystemen. Sie werden hauptsächlich nach der Art und Weise unterschieden, wie der Kunststoff in die Form gelangt. Hier sind die wichtigsten Arten von Heißkanalsystemen:
1. Nadelverschluss-Heißkanalsystem:
Dieses System verwendet pneumatisch oder hydraulisch gesteuerte Ventilstifte, um den Fluss des geschmolzenen Kunststoffs in den Formhohlraum präzise zu steuern, Anschnittmarken zu vermeiden und die Oberflächenqualität zu verbessern. Es ist ideal für Werkzeuge mit mehreren Kavitäten und hochpräzise Produkte. Obwohl das System komplex, kostspielig und wartungsintensiv ist, eignet es sich hervorragend für die Herstellung von Produkten mit hochglänzenden Oberflächen, Automobilteilen und anderen Präzisionskomponenten.
2. Düsenverschluss-Heißkanalsystem:
Bei diesem System wird der geschmolzene Kunststoff durch eine Düse direkt in den Formhohlraum gespritzt, wodurch es sich für kleine bis mittelgroße Teile eignet. Es hat ein einfaches Design, niedrige Kosten und ist einfacher zu warten, obwohl Anschnittmarkierungen sichtbarer sein können, was es ideal für Produkte macht, bei denen das Aussehen kein kritischer Faktor ist.
3. Mehrpunkt-Heißkanalsystem:
Dieses System spritzt den Kunststoff durch mehrere Anschnitte in mehrere Kavitäten und ermöglicht so die gleichzeitige Herstellung mehrerer Teile. Es steigert die Produktionseffizienz erheblich und eignet sich daher für hochvolumige, komplexe Teile. Allerdings ist es komplex, teuer und erfordert eine strenge Temperaturkontrolle.
4. Ein-Punkt-Heißkanalsystem:
Bei diesem System wird der Kunststoff durch einen einzigen Anschnitt in eine einzige Kavität gespritzt, was es perfekt für Einzelkavitätenwerkzeuge macht. Es hat ein einfaches Design, niedrige Kosten und ist einfach zu bedienen und zu warten, aber es ist nicht so effizient für große Teile oder Mehrkavitätenwerkzeuge. Sie wird normalerweise für kleine bis mittelgroße Teile verwendet.
5. Co-Injektions-Heißkanalsystem:
Mit diesem System können zwei verschiedene Kunststoffe gleichzeitig gespritzt werden, wodurch es sich für Produkte aus mehreren Materialien oder Farben eignet. Obwohl es komplex und teuer ist, erhöht es die Produktfunktionalität und Designflexibilität und wird häufig für Zweifarben-Spritzgussteile oder Bauteile aus mehreren Materialien verwendet.
6. Halbheißkanalsystem:
Dieses System kombiniert die Vorteile von Heiß- und Kaltkanaltechnologien, wobei in einigen Bereichen ein Heißkanal und in anderen ein Kaltkanal verwendet wird. Es bietet geringere Kosten bei gleichzeitiger Beibehaltung eines gewissen Maßes an Formgenauigkeit, ist jedoch für hochpräzise Produkte weniger effektiv. Es eignet sich für Formen und Produkte von mittlerer Komplexität.
7. Isoliertes Laufschienensystem:
Dieses System verwendet dicke Kanäle, um den Kunststoff heiß zu halten, und setzt auf Isolierung statt auf direkte Erwärmung. Es eignet sich gut für bestimmte Thermoplaste, insbesondere für solche, die Wärme nicht gut leiten. Es lässt sich nicht so gut steuern und kann nicht für so viele Materialien verwendet werden, eignet sich aber hervorragend für spezielle Produkte aus Materialien, die Wärme nicht gut leiten.
Was ist der Unterschied zwischen Heißkanal- und Kaltkanalspritzguss?
Heißkanäle und Kaltkanäle sind die beiden Hauptsysteme, die für das Spritzgießen von Kunststoffteilen verwendet werden. Der Hauptunterschied zwischen ihnen besteht darin, wie das Kunststoffmaterial in den Formhohlraum eingespritzt wird.
1. Heißkanalsystem:
Bei einem Heißkanalsystem wird das Kunststoffmaterial über ein beheiztes Kanalsystem direkt in die Kavität eingespritzt. Dieses System hält eine konstante Temperatur aufrecht, in der Regel zwischen 150-200 °C (302-392 °F), um sicherzustellen, dass das Material fließt und die Kavität gleichmäßig ausfüllt.
Vorteile:
① Geringerer Materialabfall: Das Heißkanalsystem benötigt keine Kühlkanäle, was weniger Materialabfall und Kosteneinsparungen bedeutet.
② Verbesserte Teilequalität: Das Heißkanalsystem steuert den Einspritzvorgang besser, was zu besseren Teilen mit weniger Fehlern führt.
③ Erhöhte Produktionseffizienz: Heißkanalsysteme können Teile schneller und effizienter produzieren als Kaltkanalsysteme.
Benachteiligungen:
① Höhere Anschaffungskosten: Heißkanalsysteme kosten mehr als Kaltkanalsysteme, weil sie komplizierter sind.
② Höhere Wartungskosten: Heißkanalsysteme müssen regelmäßig gereinigt und gewartet werden, um sie vor Verstopfungen zu schützen und ihre Funktionsfähigkeit zu gewährleisten. Das bedeutet mehr Geld für die Wartung.
2. Kaltkanalsystem:
Beim Kaltkanalsystem wird der Kunststoff durch unbeheizte Kanäle in den Hohlraum geschossen, wo er in den Kanälen abkühlt.
Vorteile:
① Niedrigere Anschaffungskosten: Kaltkanalsysteme sind einfacher und billiger in der Herstellung.
② Geringere Wartungskosten: Kaltkanalsysteme sind weniger anfällig für Verstopfungen und benötigen daher weniger Wartung und sind einfacher zu reinigen.
Benachteiligungen:
① Mehr Materialabfall: Das Material in den gekühlten Kufen muss entfernt oder recycelt werden, was mehr Abfall und höhere Kosten bedeutet.
② Geringere Teilequalität: Aufgrund von Durchflussbeschränkungen und ungleichmäßigem Einspritzdruck können mit Kaltkanalsystemen hergestellte Teile eine geringere Qualität und mehr Fehler aufweisen.

3. Anwendungen:
Heißer Läufer:
① Geeignet für die Großserienproduktion.
② Ideal für komplexe und eng tolerierte Teile.
③ Produkte, die eine präzise Steuerung des Einspritzvorgangs erfordern.
Cold Runner:
① Geeignet für Kleinserienproduktion.
② Ideal für einfache Teile mit engeren Toleranzen.
③ Produkte, die keine genaue Kontrolle des Einspritzvorgangs erfordern.
Warum Heißkanalspritzguss?
Heißkanal-Spritzgießformen sind das Mittel der Wahl, wenn Sie Kunststoffteile herstellen wollen. Sie sind schneller, sparen Kunststoff und stellen bessere Teile her. Hier erfahren Sie, warum Sie sie verwenden sollten:
1. Geringerer Materialabfall:
Das Heißkanalsystem produziert keinen Kaltkanalabfall, d. h. es beseitigt den Materialabfall von den Kanälen. Das senkt nicht nur die Produktionskosten, sondern verringert auch die Abfallmenge, die Sie zu bewältigen haben, insbesondere wenn Sie viele Teile herstellen.
2. Verbesserte Teilequalität:
Das Heißkanalsystem kann die Temperatur und den Druck des Einspritzvorgangs genauer steuern, wodurch die Teile gleichmäßiger werden, Oberflächenfehler wie Einfallstellen oder Verformungen reduziert und die mechanischen Eigenschaften verbessert werden. Dies ist vor allem bei Mehrkavitätenwerkzeugen von Vorteil, um sicherzustellen, dass alle Teile von guter Qualität sind.
3. Gesteigerte Produktionseffizienz:
Heißkanalformen sind schneller, weil der Kunststoff geschmolzen bleibt, so dass man nicht den ganzen zusätzlichen Kanal abkühlen muss. Außerdem müssen Sie nicht mit all diesen Angussabschnitten hantieren. Außerdem muss die Spritzgießmaschine bei Heißkanalwerkzeugen weniger hin- und herfahren, so dass Sie die Teile schneller herstellen können.
4. Verbesserte Oberflächengüte und mechanische Eigenschaften:
Da der geschmolzene Kunststoff direkt in die Form gespritzt wird, sorgt das Heißkanalsystem für eine bessere Oberfläche der Teile, wodurch die Teile besser aussehen und besser funktionieren. Es ist besonders gut für Teile geeignet, die dünn sind und sich verformen könnten.
5. Niedrigere Wartungskosten für Schimmelpilze:
Heißkanalwerkzeuge sind so konstruiert, dass sie weniger bewegliche Teile haben, was bedeutet, dass die Gefahr des Verstopfens geringer ist und weniger Wartung erforderlich ist. Heißkanalwerkzeuge sind zwar in der Anschaffung teurer, haben aber langfristig niedrigere Wartungskosten und eine längere Lebensdauer.
6. Designflexibilität und Produktionskonsistenz:
Das Heißkanalsystem unterstützt komplexere Werkzeugkonstruktionen, die sich für die Herstellung von Produkten verschiedener Formen und Größen eignen und gleichzeitig einen gleichmäßigen Kunststofffluss in jeder Kavität gewährleisten, wodurch die Konsistenz der Teile und die Produktionsqualität verbessert werden.
7. Geringere Arbeitskosten:
Da die Heißkanal-Spritzgießverfahren hochgradig automatisiert sind, sind keine manuellen Arbeitsgänge für die Handhabung von Kaltkanälen oder die Nachbearbeitung erforderlich. Dadurch werden die Arbeitskosten erheblich gesenkt.
8. Geringerer Energieverbrauch:
Heißkanalwerkzeuge sind im Einspritzprozess effizienter, da sie weniger Wärmeverluste aufweisen und geringere Einspritzdrücke erfordern, was wiederum Energie spart.
9. Geeignet für verschiedene Materialien und Produkte:
Mit Heißkanalwerkzeugen kann eine Vielzahl komplexer und feiner Produkte hergestellt werden, so dass sie sich für die Großserienproduktion in verschiedenen Branchen eignen. Sie sind besonders vorteilhaft bei der Herstellung von dünnwandigen oder komplexen Teilen.

Wann ist die Verwendung eines Heißkanal-Spritzgießwerkzeugs unangebracht?
Heißkanal-Spritzgießwerkzeuge sind so konzipiert, dass geschmolzener Kunststoff in einen Formhohlraum eingespritzt wird, ohne dass der Kunststoff zuvor abgekühlt wird. Obwohl sie mehrere Vorteile bieten, gibt es Situationen, in denen der Einsatz eines Heißkanal-Spritzgießwerkzeugs nicht unbedingt die beste Idee ist. Hier sind einige Szenarien, die Sie vielleicht noch einmal überdenken sollten:
1. Szenarien, die sich nicht für den Einsatz von Heißkanalspritzgießwerkzeugen eignen:
Niedrige Anfangsinvestitionen und geringes Produktionsvolumen:
Heißkanalsysteme sind in der Regel teurer als Kaltkanalsysteme. Wenn Sie nicht viele Teile herstellen, lohnen sich die hohen Kosten für das Heißkanalsystem möglicherweise nicht, da Sie kein gutes Verhältnis zwischen Kosten und Ausstoß erzielen werden.
Mangelnde Erfahrung mit Heißkanalwerkzeugen:
Heißkanalsysteme sind in Betrieb und Wartung komplexer als Kaltkanalsysteme. Für neue Anwender kann es schwierig sein, diese Technologie zu beherrschen, und ein unsachgemäßer Betrieb kann zu längeren Ausfallzeiten und wirtschaftlichen Verlusten führen.
Instabile Temperaturkontrolle während der Verarbeitung:
Heißkanalsysteme erfordern eine präzise Temperaturregelung. Wenn die Geräte unzureichend oder falsch eingestellt sind, können sie keine gleichmäßige Temperaturregelung aufrechterhalten. Dies kann zu schlechter Teilequalität und erhöhten Ausschussraten führen.
Produktion großer oder komplexer Teile:
Heißkanalsysteme sind in der Regel für mittlere bis kleine Teile geeignet. Für große oder komplexe Teile sind Kaltkanalsysteme möglicherweise besser geeignet, da bei Heißkanalsystemen in großen Formen Temperaturprobleme auftreten können.
Produktion in Kleinserie:
Heißkanalsysteme sind teurer als Kaltkanalsysteme und erfordern mehr Wartung und Kalibrierung. Wenn Sie nicht viele Teile verarbeiten, ist ein Kaltkanalsystem möglicherweise die bessere Wahl für Sie.
Präzisionsanwendungen:
In Branchen, in denen es auf Präzision ankommt, wie z. B. in der Medizintechnik, der Luft- und Raumfahrt oder der Automobilindustrie, muss Ihr Produktionsprozess strenge Qualitätsstandards erfüllen. Mit Kaltkanalsystemen erzielen Sie bei diesen Anwendungen mit größerer Wahrscheinlichkeit konsistente, vorhersehbare Ergebnisse.
Hochpräzisions-Toleranzteile:
Heißkanalsysteme können durch thermische Ausdehnung und Kontraktion beeinträchtigt werden, was zu Toleranzabweichungen bei den Teilen führen kann. Wenn Sie strenge Toleranzanforderungen haben, sollten Sie den Einsatz eines Kaltkanalsystems in Betracht ziehen, um die Konsistenz Ihres Produkts zu gewährleisten.
Komplexe Formentwürfe:
Heißkanalsysteme benötigen spezielle Werkzeugkonstruktionen, um gut zu funktionieren. Wenn die Form kompliziert ist oder viele Anschnitte hat, sind Kaltkanalsysteme möglicherweise besser geeignet.
Häufige Material- oder Farbwechsel:
Wenn Sie während der Produktion häufig das Material oder die Farbe wechseln müssen, kann das Heißkanalsystem das alte Material festhalten, wodurch die Farbe verunreinigt oder verändert werden kann. Die Reinigung des Heißkanalsystems ist außerdem teuer und zeitaufwändig.

2. Materialien, die nicht für die Verwendung von Heißkanal-Spritzgießformen geeignet sind:
Wärmeempfindliche Kunststoffe:
Diese Materialien neigen dazu, sich bei hohen Temperaturen zu zersetzen oder abzubauen, was zu Qualitätsproblemen beim Gießen führt. Zu den gängigen wärmeempfindlichen Kunststoffen gehören:
① PVC (Polyvinylchlorid): Es zersetzt sich leicht bei hohen Temperaturen und setzt dabei giftige Gase frei, die gefährlich sein können.
② POM (Polyoxymethylen): Es zersetzt sich leicht bei hohen Temperaturen, was zu einer schlechten Produktqualität führt.
③ PU (Polyurethan): Es ist bei hohen Temperaturen nicht stabil, was zu Blasenbildung oder Zersetzung führen kann.
④ PCT-G: Es handelt sich um ein hitzeempfindliches Material, das sich bei hohen Temperaturen zersetzen kann. Heißkanalsysteme erfordern oft einen längeren Schmelzzustand, was zu einer übermäßigen Verweildauer im Heißkanal führen kann, was wiederum zu einer Zersetzung oder Verfärbung führt und die Leistung und das Aussehen des Endprodukts beeinträchtigt.
Materialien, die flüchtige Stoffe enthalten:
Einige Materialien enthalten flüchtige Bestandteile, die sich bei längerem Erhitzen im Heißkanal ansammeln können, was zu Verstopfungen oder Schimmelpilzbefall führen kann. Zu den gängigen Materialien gehören:
① ABS (Acrylnitril-Butadien-Styrol-Copolymer): Kann bei hohen Temperaturen flüchtige Stoffe freisetzen, die das Gussergebnis beeinträchtigen können.
② Verstärkte Kunststoffe (z. B. glasfaserverstärkte Materialien): Hohe Temperaturen können die Zersetzung des Harzes beschleunigen, wodurch sich flüchtige Stoffe bilden und die Lebensdauer und Qualität der Form beeinträchtigen können.
Kristalline Materialien:
Die Verarbeitung kristalliner Materialien in Heißkanälen ist mühsam, da sie ein sehr enges Temperaturfenster haben. Dies erschwert die Steuerung von Durchfluss und Kühlung, was zu Defekten führt. Einige gängige kristalline Materialien sind:
① PBT (Polybutylenterephthalat): Es lässt sich nur schwer fließen und gleichmäßig abkühlen, so dass es zu Kristallisationsfehlern kommt.
② PA (Nylon): Es ist schwierig, gleichmäßig zu kristallisieren, daher sind die Oberflächenqualität und die mechanischen Eigenschaften miserabel.
Gefüllte Materialien:
Materialien mit Füllstoffen (z. B. Glasfasern, mineralische Füllstoffe) können sich beim Aufheizen und Fließen im Heißkanal ablagern und zu Verstopfungen oder Werkzeugverschleiß führen. Beispiele hierfür sind:
① Glasfaserverstärkte Kunststoffe: Neigen bei hohen Temperaturen zu Ablagerungen und Verstopfungen.
② Kohlenstofffaserverstärkte Materialien: Hohe Temperaturen verschlimmern die Abnutzung der Form und beeinträchtigen die Lebensdauer der Form.
Hochviskose Materialien:
Materialien mit hoher Viskosität sind in Heißkanälen nur schwer zu verarbeiten. Sie fließen nicht gut, so dass sie komplexe Hohlräume nicht gut ausfüllen. Dies führt zu kurzen Schüssen oder unvollständigen Teilen. Einige gängige hochviskose Materialien sind:
① PC (Polycarbonat): Aufgrund seiner hohen Viskosität und seines schlechten Fließverhaltens ist es schwierig, Hohlräume zu füllen.
② PMMA (Polymethylmethacrylat/Acrylat): Seine hohe Viskosität und die Tatsache, dass es lange Zeit hohen Temperaturen ausgesetzt ist, kann zu Formfehlern führen.
Hygroskopische Materialien:
Einige Materialien, wie PA und PC, können in Heißkanälen Feuchtigkeit aufnehmen, was das Material verschlechtern und die Qualität des Produkts beeinträchtigen kann. Wenn Sie die Feuchtigkeit nicht gut kontrollieren, können diese Materialien bei der Verwendung in Heißkanälen eine Menge Probleme verursachen.
Recycelte Materialien:
Recycelte Kunststoffe können durch die mehrfache Verarbeitung ein wenig degradiert sein, was dazu führen kann, dass sie schlecht fließen und sich beim Wiederaufheizen in Heißkanalsystemen stärker zersetzen, was wiederum Probleme beim Formen verursachen kann.
Hochtemperaturwerkstoffe:
Einige Materialien, die bei hohen Temperaturen verarbeitet werden müssen, eignen sich möglicherweise nicht für Heißkanalsysteme, da Kaltkanalsysteme in diesen Fällen die erforderlichen Temperaturen besser aufrechterhalten können.

Leitfaden zur Konstruktion und Auswahl von Heißkanal-Spritzgießwerkzeugen
Heißkanal-Spritzgießsysteme sind in der modernen Fertigung äußerst wichtig, vor allem wenn es um die Herstellung von Produkten aus thermoplastischen Kunststoffen geht. Die Art und Weise, wie Sie diese Systeme entwerfen und auswählen, hat einen großen Einfluss darauf, wie viel Geld Sie ausgeben, wie gut Ihr Produkt ist und wie schnell Sie es herstellen können.
1. Wie konstruiert man eine Heißkanal-Spritzgießform?
Die Wahl des richtigen Heißkanalsystems ist sehr wichtig, um das Beste daraus zu machen. Hier sind einige Dinge, die Sie bei der Auswahl des richtigen Systems beachten sollten:
Einspritzdruck:
Viele Leute denken, dass die Kunststoffschmelze im Heißkanal immer heiß ist und der Druckverlust daher geringer ist als im Kaltkanal. Tatsächlich hat der Heißkanal einen längeren Fließweg, so dass der Druckverlust groß ist, insbesondere bei der Verarbeitung von Materialien mit schlechter Fließfähigkeit (wie PC oder POM). Daher ist es bei großen Teilen mit langen Fließwegen oder Harzen mit schlechtem Fließverhalten empfehlenswert, im Vorfeld eine Fließanalyse durchzuführen, um genaue Konstruktionsdaten zu erhalten.
Erhitzungsmethode:
Es gibt zwei Hauptmethoden, um Heißkanalsysteme zu beheizen:
① Interne Heizung: Die Heizelemente befinden sich direkt im Schmelzkanal, um das Material zu erhitzen.
② Externe Beheizung: Das Material wird von außen erhitzt, wodurch die Schmelze leichter fließen kann. Diese Methode eignet sich besser für hitzeempfindliche Materialien und gibt Ihnen mehr Kontrolle darüber, wie die Schmelze abgeschert wird.
Tor-Typ:
Verschiedene Anschnittarten sind für unterschiedliche Material- und Teileanforderungen geeignet. Zu den zu berücksichtigenden Faktoren gehören Anschnittmarken, Anschnittposition und thermoplastische Materialien (kristallin oder nicht kristallin). Die Wahl eines auf das Material abgestimmten Anschnitttyps trägt dazu bei, die Produktqualität und die Fülleffizienz sicherzustellen.
Standard- vs. kundenspezifische Heißkanalsysteme:
Wann immer möglich, sollten Sie Standard-Heißkanalsysteme verwenden. Diese Systeme verwenden Düsen, Kanalplatten und Anschnitteinsätze in Standardgröße, die nicht nur preiswerter sind und kürzere Lieferzeiten haben, sondern durch austauschbare Teile auch einfacher zu warten sind. Kundenspezifische Systeme sind zwar teurer, können aber individuelle Lösungen für spezielle Anforderungen bieten.
Kompatibilität mit Kunststoffen:
Verschiedene Harze benötigen unterschiedliche Heißkanalsysteme:
① Für glasfaserverstärkte Materialien (wie glasfaserverstärktes Nylon) benötigen Sie einen Anschnitteinsatz, der dem Verschleiß standhält.
② Bei Materialien, die sich leicht zersetzen (wie PVC), sollten Sie ein externes Heizsystem verwenden, um tote Punkte zu vermeiden.
③ Für Kunststoffe, die nicht gut fließen (wie PC), benötigen Sie größere Düsen- und Kanalquerschnitte, damit sie besser fließen.
Läufer Größe:
Um sicherzustellen, dass Sie die beste Leistung erhalten, müssen Sie die Größe des Schmelzekanals auf der Grundlage der Eigenschaften des Harzes, wie Fließindex, Einspritzzeit und Schmelzetemperatur, berechnen. Wenn die Größe des Kanals nicht stimmt, kann es passieren, dass die Teile nicht vollständig gefüllt werden oder sich verschlechtern. Sie müssen Dinge wie Druckverlust, Verweilzeit und Scherrate berücksichtigen.
Multi-Zonen-Temperaturregelung:
Für große oder komplizierte Heißkanalsysteme, insbesondere wenn Sie hitzeempfindliche Materialien verarbeiten, benötigen Sie ein Mehrzonen-Temperaturregelsystem. Damit können Sie die Temperatur in verschiedenen Bereichen anpassen, was die Fehlerquote senkt und für eine gleichmäßige Wärmeverteilung sorgt.
Kühlsystem:
Das Kühlungsdesign ist wichtig für eine gute Teilequalität. Eine gute Kühlung, insbesondere im Anschnittbereich, kann den Verzug und die Instabilität der Abmessungen von Teilen verhindern.

2. Wie wählt man die richtige Heißkanal-Spritzgießform?
Die Wahl des richtigen Heißkanalsystems für das Spritzgießen ist äußerst wichtig, wenn Sie das Beste aus Ihrer Produktion herausholen, gute Teile herstellen und Geld sparen wollen. Hier sind einige Dinge, die Sie bei der Auswahl eines Heißkanalsystems beachten sollten:
Definieren Sie Anforderungen:
Skizzieren Sie klar die spezifischen Anforderungen des Projekts, einschließlich der Art des Kunststoffmaterials, der Teilegeometrie und des Produktionsvolumens.
Auswahl des Formstoffs:
Ziehen Sie Materialien wie Stahl, Aluminium oder Keramik in Betracht und achten Sie darauf, dass sie Ihrem Budget und Ihrer Anwendung entsprechen.
Bewerten Sie Heißkanalsysteme:
Wählen Sie ein System, das zu Ihrem Kunststoff und Ihrem Teiledesign passt.
Kühlsystem:
Vergewissern Sie sich, dass die Kühlung die Temperaturen stabil halten kann, um den Anforderungen Ihrer Anwendung gerecht zu werden.
Wartungsbedarf:
Wählen Sie Formen, die leicht zu warten und zu reinigen sind, um Ausfallzeiten auf ein Minimum zu beschränken.
Bewertung des Haushalts:
Halten Sie Leistung und Kosten im Rahmen Ihres Budgets im Gleichgewicht.
Zeitplan für die Lieferung:
Berücksichtigen Sie den Produktionszyklus der Form und die Anforderungen des Projektplans.
Leistung der Form:
Wählen Sie Formen aus, mit denen sich Teile herstellen lassen, die den Anforderungen an Leistung und Qualität entsprechen.
Skalierbarkeit des Produktionsvolumens:
Vergewissern Sie sich, dass die Form für unterschiedliche Produktionsmengen geeignet ist.
Benutzerdefinierte Optionen:
Entscheiden Sie sich für Formen, die bei Bedarf an Ihre speziellen Anforderungen angepasst werden können.
Garantie und Support:
Wählen Sie Lieferanten, die Garantien und technische Unterstützung bieten, um eine langfristige Zuverlässigkeit zu gewährleisten.
Wählen Sie erfahrene Hersteller:
Arbeiten Sie mit Herstellern zusammen, die über umfangreiche Produktionserfahrung verfügen und umfassende Wartungsdienste anbieten können.

Wie wird die Heißkanal-Spritzgießform gewartet und gepflegt?
Um sicherzustellen, dass Ihre Heißkanal-Spritzgießwerkzeuge die bestmögliche Leistung erbringen, Stillstandszeiten minimieren und so lange wie möglich halten, müssen Sie sie warten und pflegen.
1. Wichtige Schritte für die regelmäßige Wartung:
① Reinigung: Reinigen Sie die Form, insbesondere das Heißkanalsystem, regelmäßig mit weichen Bürsten und milden Reinigungsmitteln, um Verunreinigungen zu vermeiden und eine einwandfreie Wärmeübertragung zu gewährleisten.
② Schmierung: Schmieren Sie die beweglichen Teile des Werkzeugs (z. B. Heißkanaldüsen), um den Verschleiß zu verringern und die Lebensdauer des Werkzeugs zu verlängern.
③ Temperaturregelung: Behalten Sie das Temperaturregelsystem im Auge, um sicherzustellen, dass das Heißkanalsystem und das Werkzeug die richtigen Temperaturen haben.
④ Verschleißinspektion: Überprüfen Sie regelmäßig die Komponenten des Werkzeugs, insbesondere diejenigen, die anfällig für Schäden oder Korrosion sind, auf Undichtigkeiten, Risse usw.
⑤ Inspektion des Heißkanalsystems: Stellen Sie sicher, dass das Heißkanalsystem ordnungsgemäß funktioniert, einschließlich Düsentemperatur, Druck und Durchflussmenge.
2. Wartungshäufigkeit und Wartungsintervalle:
① Alle 1.000 bis 2.000 Schüsse: Führen Sie eine gründliche Reinigung durch und überprüfen Sie das Schimmel- und Heißkanalsystem.
② Alle 5.000 bis 10.000 Schüsse: Wechseln Sie die Heißkanaldüsen und reinigen Sie das Innere der Form.
③ Alle 20.000 bis 50.000 Schüsse: Führen Sie eine vollständige Wartung durch, einschließlich des Austauschs verschlissener Teile, der Reinigung der Außenseite und der Überprüfung des Temperaturregelungssystems.
3. Überblick über die Wartungsaufgaben:
① Auswechseln der Düse: Tauschen Sie die Düsen aus, wenn sie abgenutzt sind, wenn die Durchflussmenge nachlässt oder wenn die Temperaturen unregelmäßig werden.
② Schimmelpilzreinigung: Reinigen Sie das Innere und Äußere der Form, insbesondere das Heißkanalsystem, mit einem speziellen Formreinigungsmittel.
③ Wartung des Temperaturregelsystems: Überprüfen Sie das Temperaturregelsystem und stellen Sie es ein, um sicherzustellen, dass es richtig funktioniert.
④ Formausrichtung: Überprüfen Sie die Ausrichtung der Form häufig, um Probleme durch schlechte Passform zu vermeiden.
⑥ Druckprüfung: Führen Sie Drucktests am Heißkanalsystem durch, um sicherzustellen, dass es nicht undicht ist und einwandfrei funktioniert.
4. Andere praktische Tipps:
① Wartungsprotokoll: Führen Sie über alle Wartungsarbeiten ein Protokoll, in dem Sie das Datum, die durchgeführten Arbeiten und die Ergebnisse vermerken.
② Bedienerschulung: Vergewissern Sie sich, dass Ihre Mitarbeiter wissen, wie die Form zu pflegen und zu bedienen ist.
③ Regelmäßiger Wartungsplan: Legen Sie einen Zeitplan fest und halten Sie ihn ein, damit Sie keine Überraschungen erleben.
④ Beachten Sie die Empfehlungen des Herstellers: Halten Sie sich an die Anweisungen des Formenbauers in der Anleitung.
5. Herausforderungen bei der Instandhaltung von Heißkanal-Spritzgießwerkzeugen:
① Komplexe Geometrien: Einige Formen mit hohen Kavitäten haben ausgefallene Designs mit dünnen Kanälen, die die Reinigung erschweren und möglicherweise spezielle Reinigungsmethoden erfordern.
② Materialempfindlichkeit: Einige Kunststoffe können sich während der Verarbeitung zersetzen, was Auswirkungen darauf hat, wie oft und wie das Werkzeug und das Heißkanalsystem gereinigt werden müssen.


Was ist der Prozess vom Prototyp bis zur Serienfertigung im Spritzguss in China?
Sie haben gerade Ihr ersten 3D-gedruckten Prototyp fertiggestellt. Er sieht auf dem Prüfstand gut aus, aber Sie wissen bereits, dass Kunststoffdrucke den realen Einsatz nicht überstehen werden. Nun benötigen Sie spritzgegossene Teile — hundertfach.
Kunststoff-Spritzgusshersteller China
Sie haben ein neues Produkt, das für die Massenproduktion bereit ist, und Ihr Angebot für die lokale Form ist gerade mit $45,000 und einer Lieferzeit von 14 Wochen zurückgekommen. Kommt Ihnen das bekannt vor? Das ist der Moment, in dem die meisten

Zahlungsbedingungen für Spritzguss in China: Was Käufer 2026 wissen müssen
Wichtige Erkenntnisse Standardzahlung für China-Formen: 40–50 % Anzahlung, Rest in Meilenstein-Raten. T/T-Überweisung ist die vorherrschende Methode; L/C ist selten für Werkzeuge unter 50.000 $. Niemals 100 % im Voraus zahlen
Angebotene Optimierungslösungen Kostenlos
- Bereitstellung von Design-Feedback und Optimierungslösungen
- Optimieren Sie die Struktur und reduzieren Sie die Formkosten
- Sprechen Sie direkt mit Ingenieuren unter vier Augen

