 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Das Spritzgießen ist ein großartiges Fertigungsverfahren für die Herstellung schöner schneller Prototypen und Kunststoffspritzgussteile. Aber ohne ein strenges Kontrollsystem für den Produktionsprozess können Kunststoffformteile Fehler wie Einfallstellen entwickeln.

Was sind also Sinkstellen beim Spritzgießen? Warum treten sie auf und wie können Sie als Hersteller verhindern, dass sie entstehen? Lesen Sie weiter, während wir Ihnen die Antworten auf diese Fragen und die wichtigen Informationen liefern, die Sie über Sinkstellen wissen müssen.
Was sind Einfallstellen beim Spritzgießen?
Eine Einfallstelle ist ein Fehler auf der Oberfläche eines Spritzgussteils, der mit der Dicke der Wand variiert. Mit anderen Worten: Einfallstellen treten in den dickeren Abschnitten eines Spritzgussteils auf, und dieser Fehler sieht eher wie eine Grube oder Rille auf der Oberfläche aus.

Je dicker ein Abschnitt eines Produkts ist, desto mehr Teile enthält er. Außerdem verlängern diese dickeren Bereiche ihre Abkühlzeit. Im Gegensatz dazu kühlt die Außenseite eines Kunststoffteils, die mit dem Formstahl in Kontakt ist, in der Regel sehr schnell ab.

Der Unterschied in der Abkühlzeit zwischen der Außenseite und der Innenseite des Formteils verursacht also den Fehler. Wie das? Wenn die Moleküle im dickeren Teil des Teils abkühlen, schrumpfen sie, wodurch die Außenseite nach innen schrumpft und eine Einfallstelle entsteht. Wenn die Außenseite jedoch stark genug ist, verursacht diese Schrumpfung stattdessen Hohlräume.

Die Sichtbarkeit der Spüle hängt von ihrer Tiefe, der Farbe und der Beschaffenheit des Produkts ab. Es ist jedoch zu beachten, dass kleine Flecken auf der Spüle oft sichtbar sind, weil sie das Licht in verschiedene Richtungen reflektieren können.
Ursachen und Abhilfemaßnahmen für Einfallstellen beim Kunststoffspritzgießen
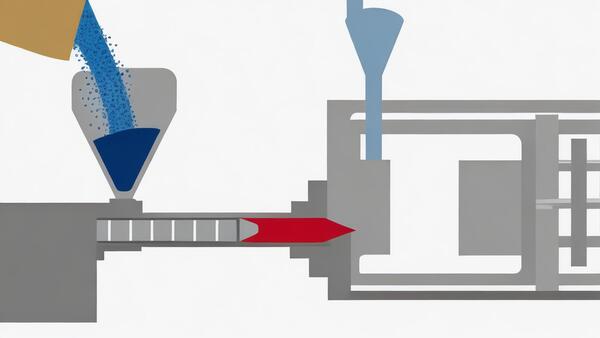
Bei der Herstellung von Teilen im Spritzgussverfahren schießt man geschmolzenes Material in eine Form. Das Material kühlt ab und wird zu dem gewünschten Teil. Dann nimmt man es heraus.

Einfallstellen beim Spritzgießen entstehen in der Regel, wenn das zu gießende Teil zu dick für das verwendete Harz ist. Aber es gibt auch andere Gründe für Einfallstellen. Sehen wir uns an, was sie verursacht und wie man Einfallstellen beim Spritzgießen reduzieren kann.
Falsche Schmelztemperatur
Die Verwendung falscher Temperaturen beim Schmelzen des Harzes kann zu Einfallstellen auf der Oberfläche des fertigen Kunststoffs führen. In der Regel werden Einfallstellen durch eine zu niedrige Einsatztemperatur verursacht, und wenn dies der Fall ist, kann eine Erhöhung der Temperatur diese Probleme lösen.
Um dies zu vermeiden, stellen Sie das geschmolzene Harz innerhalb des vom Hersteller empfohlenen Temperaturbereichs ein. Überprüfen Sie die Schmelztemperatur, bevor Sie das Harz in die Form injizieren.
Kurze Haltezeit
Wenn die Haltezeit zu kurz ist, kann es auch zu Vertiefungen auf der Oberfläche des Teils kommen. Idealerweise sollten die Pack- und Haltezeiten lang sein. Dadurch wird sichergestellt, dass der Anschnitt des Teils ordnungsgemäß abgedichtet ist, wodurch verhindert wird, dass das Kunstharz in den Formhohlraum hinein- oder herausfließt. Wenn der Anschnitt nicht richtig abgedichtet ist, fließt der Kunststoff aus der Kavität, wenn diese stillsteht.

Um Einfallstellen zu vermeiden, halten Sie so lange, bis der Anschnitt nach dem Füllen der Form erstarrt ist. Dadurch wird verhindert, dass das geschmolzene Material aus der Form herausfließt, was wiederum ein Einsinken verhindert. Mit anderen Worten: Wenn sich in der Nähe des Anschnitts Markierungen oder Vertiefungen bilden, hilft eine Verlängerung der Haltezeit, diese zu beseitigen.
Rippe ist zu dick
Wenn die Rippe dicker ist, ist auch der Übergang zwischen der Rippe und der Hauptwanddicke dicker. Hier konzentriert sich der Kunststoff. Beim Abkühlen erstarren die Rippe und die Oberfläche der dickeren Hauptwandabschnitte zuerst. Die Mitte des Übergangs zwischen der Rippe und der Hauptwanddicke bleibt geschmolzen.

Der Kunststoff, der später erstarrt, schrumpft auf dem Kunststoff, der zuerst erstarrt, und übt eine Saugkraft auf den Kunststoff um ihn herum aus. Wenn an einer Stelle eine schwächere Erstarrungsschicht vorhanden ist (in der Regel auf der der Rippe gegenüberliegenden Formoberfläche), kann die Oberfläche dort zu einer Vertiefung zusammenfallen.
Einfallstellen können durch die Materialeigenschaften, den Nachdruck und den Abstand zum Anschnitt verursacht werden. Manchmal sollte die Rippendicke 50% der Hauptwanddicke entsprechen oder sogar noch dünner sein. Die menschliche Erfahrung ist manchmal ungenau.

Es wird empfohlen, dies mittels CAE-Fließanalyse zu analysieren. Das Risiko kann auf der Grundlage des Schwindungsindexes der Formflussanalyse vorhergesagt werden, um die Auswirkungen unterschiedlicher Rippendicken auf die Schwindung zu verstehen. Das Schwindungsrisiko kann auf die gleiche Weise auch für die Säulenposition und die Ecke des Produkts vorhergesagt werden.
Die Größe des Läufers und des Tors
Der Angusskanal und der Anschnitt sind zu klein, und der Materialflusswiderstand ist zu groß. Wenn der Einspritzdruck und der Druck nicht ausreichen, kann der Formhohlraum nicht mit dichtem Material gefüllt werden, und die Schmelzedichte ist gering, was leicht zu Oberflächendepressungen und Schrumpfungsspuren führen kann.

Einige Produkte haben einen ungleichmäßigen lokalen Klebstofffluss oder zu kleine Fließkanäle, was ebenfalls zu einem großen Materialflusswiderstand und einem unzureichenden lokalen Druck führen kann, wodurch die Wahrscheinlichkeit von Lunkerstellen ebenfalls steigt. Ich schlage vor, dass wir die CAE-Software zur Analyse des Materialflusses und des Drucks vor der Konstruktion der Form verwenden und den Füllprozess simulieren.
Die Software liefert aussagekräftige Daten, die uns dabei helfen, den Angusskanal und die Anschnittgröße vernünftig zu gestalten und den Bereich zu analysieren, in dem die Produktstruktur den Durchfluss behindert. Ändern Sie das Produkt entsprechend den Analyseergebnissen, um eine Schrumpfung auf der Produktoberfläche vollständig zu verhindern.

Hohe Formtemperatur
Die Auswirkung der Formtemperatur auf Lunker oder Lunker ist relativ. Wenn die Formtemperatur zu niedrig ist, neigt die Oberflächenschicht des Teils dazu, zu kondensieren und sich zu verdicken, die Dicke der Kernschicht wird relativ reduziert, der Kanal für den Haltedruck und die Schrumpfung wird verengt, und das hintere Ende des Teils kann nicht genügend Schrumpfung erhalten, wodurch Lunker oder Lunker entstehen;
Außerdem führt die niedrige Werkzeugtemperatur dazu, dass das Anschnittsystem, insbesondere der Anschnitt, leicht einfriert und das Teil nicht genügend Nachdruck und Schwindung erhält, was ebenfalls Lunker oder Lunkerstellen verursacht.
Wenn die Formtemperatur zu hoch ist, ist die Kühleffizienz der Form gering und die Abkühlung erfolgt langsam. Aufgrund der langen Abkühlzeit ist auch die Schrumpfung größer. Wenn der Nachdruck und die Schrumpfung nicht ausreichen, kann es leicht zu Lunkerstellen oder Lunkerbildung kommen.
Wird die Temperatur zu hoch eingestellt, kann der Anschnitt nicht richtig und rechtzeitig schließen. Um dieses Problem zu lösen, verwenden Sie den richtigen Temperaturbereich der Form und stellen Sie die richtige Rohrleitung sicher.

Unzulässiger Nachdruck oder Nachdruck
Ein weiterer Grund für Dellen in Formteilen ist die unsachgemäße Verteilung des Nachdrucks. Mit anderen Worten: Die richtige Dosierung des Anpressdrucks an verschiedenen Stellen des Produkts trägt dazu bei, dass das Produkt seine Form behält.
Um Einfallstellen oder Verzug zu vermeiden, liegt der typische Werkzeuginnendruckbereich bei 8.000 bis 15.000 psi. Als Faustregel gilt, dass der Nachdruck oder Packungsdruck 50-70% des Einspritzdrucks betragen sollte.

Der beste Weg, Druck auszuüben, ist, die Dicke zu messen. So benötigen dickere Formteile mehr Kunststoff und Druck, um ihre Form zu erhalten, als dünnere Teile.
Da dieser Fehler durch die Schrumpfung des Kunststoffs und anderer Materialien im dicken Bereich während des Trocknungsprozesses verursacht wird, kann das Einbringen von ausreichend Kunststoff in den dicken Bereich mit dem entsprechenden Druck dazu beitragen, diesen Fehler zu beseitigen.

Spritzgießmaschine Schraube Rückschlagventil Beschädigung Versagen
Spritzgießtechniker wissen, dass das Rückschlagventil an der Spritzgießmaschine verhindern soll, dass das geschmolzene Kunststoffmaterial vor der Schnecke im Materialrohr während des Einspritzens und des Nachdrucks zurückfließt.
Wenn das Rückschlagventil an der Spritzgießmaschine verschlissen und während des Langzeitbetriebs gerissen ist, führt eine ernsthafte Beschädigung dazu, dass der Kunststoff durch den Spalt zurückfließt, der Puffer- und Nachdruck verringert wird oder verschwindet und das Produkt leicht eine Schrumpfungsdepression verursacht.

Sie müssen ihn also häufig überprüfen, warten und reinigen. Außerdem müssen Sie das Kunststoffgranulat sauber und frei von Rückständen halten, insbesondere die sekundären Recyclingmaterialien sollten nie mit harten Gegenständen wie Klingen und Eisenspänen vermischt werden. Wenn Sie schwerwiegende Mängel feststellen, sollten Sie sie sofort austauschen.
Die Temperatur des Zylinders der Spritzgießmaschine ist zu hoch
Wenn die Temperatur des Spritzgießen Maschinenzylinder zu hoch ist, wird die Dichte der Schmelze abnehmen. Wenn das Produkt abkühlt, erstarrt die Schmelze, die mit der Formoberfläche in Kontakt ist, zuerst zu einer Kondensationsschicht. Der Kunststoff schrumpft im Volumen, wodurch die Dichte der Schmelze in der Mitte der Kavität geringer wird.

Wenn der Kern langsam erstarrt, bildet sich in der Mitte des Kerns ein Hohlraum. Die Innenwand des Hohlraums bildet eine Schrumpfungsspannung. Wenn die Festigkeit der Oberflächenverfestigungsschicht nicht ausreicht, wird die Oberfläche des Produkts nach innen gesenkt und bildet eine Schrumpfungsspur.
Die Verbesserungsmethode besteht darin, eine vernünftige Trommeltemperatur festzulegen. Versuchen Sie, innerhalb des vom Material erlaubten Bereichs so wenig wie möglich Extremwerte zu verwenden, was die Wahrscheinlichkeit der Schrumpfung des Produkts effektiv verringern kann. Die CAE-Fließanalyse kann auch vernünftige Referenzwerte analysieren, um Schrumpfungsspuren im Produkt im Voraus zu vermeiden.

Die Anzahl und Position der Schimmelpilzgatter sind nicht vernünftig gestaltet
Auch die Position und die Anzahl der Anschnitte können zu Einfallstellen auf dem Produkt führen. Hier ist ein Parameter, den Sie mit Ihren Kollegen teilen können. Das Fließlängenverhältnis des Materials ist das Verhältnis zwischen der Fließlänge des Materials und der Dicke der Hauptwand des Produkts. Es ist ein wichtiger Referenzwert für uns, um die Anzahl und Position der Anschnitte zu bestimmen.
Bitte beachten Sie dies besonders. Sie können diesen Datenreferenzwert in der regulären Materialeigenschaftstabelle finden, um die Fließfähigkeit des Materials zu beurteilen. Wenn die unangemessene Anzahl und Position der Anschnitte dazu führen, dass das Längenverhältnis des Materialflusses zu groß ist, wird dies einen zu großen Fließwiderstand verursachen.
Wenn der Einspritzdruck nicht ausreicht, kann der Formhohlraum nicht mit dichtem Material gefüllt werden, die Schmelzedichte ist gering, und die Wahrscheinlichkeit einer Schwindungsdepression des Produkts ist hoch.
Viele alte Gießer entwerfen die Position und Anzahl der Anschnitte auf der Grundlage ihrer Erfahrung. Ich denke, es ist nicht empfehlenswert, sich jetzt vollständig auf Erfahrung zu verlassen. Die Ergebnisse von CAE-Computersimulationsanalysen können uns Formenbauern sehr genaue Referenzdaten liefern.

Die Moldflow-Analyse kann die Materialeigenschaften, die Produktstruktur, die Formtemperatur, die Wasserkühlung usw. umfassend analysieren, um genauere Ergebnisse zu erzielen. Formenkonstrukteure müssen lernen, wissenschaftliche Analysewerkzeuge zu nutzen, um Fehler bei der Formenkonstruktion zu reduzieren.
Die Abkühlzeit des Produkts ist zu kurz
Wenn die Abkühlungszeit des Produkts nicht ausreicht, ist die Kondensationsschicht auf der Oberfläche des Produkts zu dünn und die Steifigkeit reicht nicht aus, um den durch die Schrumpfung der inneren Schmelze verursachten Spannungen standzuhalten, wodurch sich auf der Oberfläche des Produkts leicht Schrumpfungsmulden bilden.

Wie die Abkühlzeit einzustellen ist, kann aus den empfohlenen Werten der CAE-Fließanalyse und der Tabelle der Materialeigenschaften entnommen werden.
Wie viele Maschineneinsteller haben sich die Tabelle mit den Materialeigenschaften angesehen, bevor sie die Maschine einstellen? Wenn Sie die Maschine einstellen, sollten Sie die Kühlzeit auf der Grundlage des empfohlenen Werts aus der Analyse festlegen und die Kühlzeit so weit wie möglich innerhalb des akzeptablen Bereichs der Produktoberflächenqualität verkürzen, um den Formgebungszyklus zu reduzieren.

Um Einfallstellen während des Spritzgießzyklus zu reduzieren, sollten die Hersteller die Kühlzeit und den Nachdruck optimieren, um sicherzustellen, dass das Kunststoffteil während des gesamten Spritzgießprozesses gleichmäßig abkühlt.
Ungeeignete Teilegeometrien
Wenn die Teilegeometrie und die Formgestaltung nicht stimmen, können auch Einfallstellen entstehen. Es ist wichtig zu wissen, dass Einfallstellen am häufigsten in Rippen und Vorsprüngen auftreten.
Schlussfolgerung
Produktfehler haben viele Ursachen. Wir müssen das Produktdesign, das Werkzeugdesign und den Spritzgießprozess berücksichtigen. Wir müssen die Grundursache des Problems analysieren und finden. Wir müssen die Kosten, die Effizienz und die Produktqualität berücksichtigen. Manchmal können wir nicht alle Anforderungen erfüllen. Dann müssen wir abwägen, kalkulieren und vernünftige Kompromisse eingehen.
Das Prinzip des Zetar-Werkzeugs lautet: Priorität haben diejenigen, die durch die Produktstruktur verbessert werden können, das ist die erste Wahl. Wenn es wirklich nicht möglich ist, wird es durch die Formgestaltung verbessert werden. Auch wenn die Form Kosten erhöht wird, sollte das Problem nicht auf Spritzguss Anpassung überlassen werden.

Da die Kosten für die Form nur einmalig anfallen, während die Kosten für das Spritzgießen langfristig und in großem Umfang anfallen, und Spritzgießen macht nur vernünftige kleine Anpassungen. Daher erfordert die Betrachtung des Problems eine systematische Analyse, sorgfältige Berechnung und vernünftige Kompromisse, um ein guter Werkzeugtechniker zu sein.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







