 Zum Inhalt springen
Zum Inhalt springen 

Einleitung: Der Gegendruck, auch Plastifizierdruck genannt, ist eine Kraft, die zur Aufrechterhaltung des kontinuierlichen Einspritzdrucks während des Spritzgießvorgangs verwendet wird. Er tritt hauptsächlich auf, wenn geschmolzenes Material kontinuierlich in den Zylinder eintritt.
Der Druck in Spritzgießen erzeugt, drückt die Schneckendrehzahl nach hinten. Der Gegendruck ist die Reaktionskraft auf die Rückwärtsbewegung der Schnecke. Er kann die Rückwärtsgeschwindigkeit der Schnecke verlangsamen, um sicherzustellen, dass das geschmolzene Material gleichmäßig in den Zylinder eingespritzt wird und diesen vollständig ausfüllt.
Die richtige Einstellung und Verwendung des Gegendrucks kann die Schmelztemperatur einheitlich machen, das geschmolzene Material verdichten und bessere Kunststoffprodukte herstellen. Also, wie die Spritzgießmaschine Gegendruck einzustellen, welche Art von Gegendruck ist angemessen, Zeatr Mold Spritzgießen wird Ihnen eine nach der anderen zu beantworten.
Wie entsteht der Gegendruck?
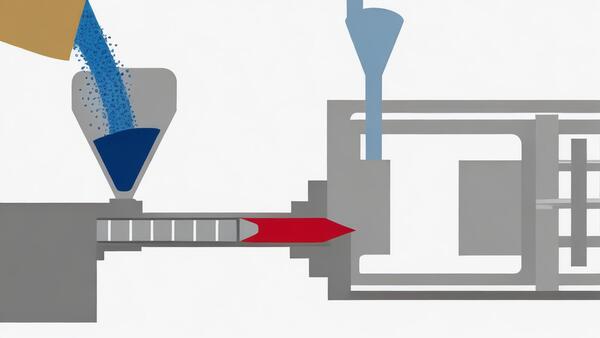
Wenn geschmolzener Kunststoff plastifiziert wird, bewegt sich das geschmolzene Material weiter zum vorderen Ende des Zylinders (innerhalb der Dosierkammer) und baut allmählich einen Druck auf, der die Schnecke zurückdrückt.

Um zu verhindern, dass sich die Schnecke zu schnell zurückzieht, und um sicherzustellen, dass das geschmolzene Material gleichmäßig verdichtet wird, muss ein Gegendruck auf die Schnecke ausgeübt werden, der die Schnecke am Zurücklaufen hindert.
Der Gegendruck wird auch als Plastifizierungsdruck bezeichnet. Sie regeln ihn, indem Sie das Rücklaufdrosselventil des Einspritzzylinders einstellen.

Das Gegendruckventil ist an der Rückseite des Einspritzzylinders der vorplastifizierenden Schneckenspritzgießmaschine installiert, um die Geschwindigkeit des Ölabflusses des Einspritzzylinders bei der Rückwärtsdrehung der Schnecke einzustellen, so dass der Nachdruck des Zylinders, die Rückwärtsgeschwindigkeit der Schnecke (Widerstand) des vollen Motors durch das AC-Servoventil gesteuert wird.
Wo befindet sich die Position für die Gegendruckeinstellung?
Das Gegendruckventil der Spritzgießmaschine befindet sich normalerweise neben dem Schmelzeventil. Das Staudruckventil ist auch an der Rückseite des Einspritzzylinders der vorplastifizierenden Schneckenspritzgießmaschine installiert. Der Staudruck wird durch Einstellen des Rücklaufdrosselventils des Einspritzzylinders geregelt.

Welche Probleme treten auf, wenn der Gegendruck zu niedrig ist?
Wenn der Gegendruck zu niedrig ist, zieht sich die Schnecke zu schnell zurück, und die Dichte des geschmolzenen Materials, das in das vordere Ende des Zylinders fließt, ist gering (relativ locker), und es wird mehr Luft eingeschlossen.
Dies führt zu schlechter Plastifizierqualität, instabilem Einspritzvolumen und großen Veränderungen des Produktgewichts und der Produktgröße.

Die Oberfläche des Produkts weist Schrumpfung, Gasblumen, kalte Materiallinien, ungleichmäßigen Glanz und andere schlechte Erscheinungen auf; das Produkt neigt zu Blasenbildung, und die Peripherie und die Knochenposition des Produkts neigen zu unzureichendem Klebstoff; die Schmelztemperatur ist niedrig, die Viskosität ist hoch, und der Schmelzfluss ist schlecht.
Welche Probleme treten auf, wenn der Gegendruck zu hoch ist?
Der Schmelzedruck am vorderen Ende des Zylinders ist zu hoch, die Materialtemperatur ist hoch, und die Viskosität sinkt. Der Rückfluss der Schmelze in die Schneckennut und der Leckstrom zwischen Zylinder und Schnecke nehmen zu, was die Plastifizierleistung (die Menge des pro Zeiteinheit plastifizierten Materials) verringert.

Bei Kunststoffen, die keine Hitze vertragen (wie PVC, POM usw.), oder bei Farbstoffen steigt die Temperatur der Schmelze und die Zeit, die sie zum Erhitzen im Zylinder benötigt, und sie beginnt sich durch die Hitze zu zersetzen, oder der Farbstoff beginnt sich zu verfärben, und die Oberflächenfarbe/der Glanz des Produkts sieht schlecht aus.
Wenn der Gegendruck zu hoch ist, zieht sich die Schnecke langsam zurück, und die Rücklaufzeit vor dem Plastifizieren ist lang, was die Zykluszeit erhöht und die Produktionseffizienz verringert.

Wenn der Gegendruck zu hoch ist, ist der Schmelzdruck hoch und die Düse tropft nach dem Einspritzen. Beim nächsten Einspritzvorgang blockiert das kalte Material im Angusskanal den Anguss oder es entstehen kalte Materialflecken im Produkt.
Wenn das Bier gegossen wird, tritt aus der Düse oft Leim aus, weil der Gegendruck zu hoch ist, wodurch Rohstoffe verschwendet werden und der Heizring in der Nähe der Düse durchbrennt.

Der mechanische Verschleiß des Vorformlingsmechanismus und des Schneckenzylinders nimmt zu.
Welche Methoden gibt es zur Einstellung des Gegendrucks?
Bei der Herstellung einer Spritzgießmaschine ist der Wert für die Einstellung des Gegendrucks nicht festgelegt und beträgt normalerweise 3-15 kg/cm. Neben der Beschaffenheit der Rohstoffe und der strukturellen Qualität des Produkts muss die Einstellung des Gegendrucks auch während des gesamten Produktionsprozesses erfolgen.

Wenn in der Produktion aus der Düse Klebstoff austritt, die Schmelze sich übermäßig zersetzt, das Produkt seine Farbe verändert und der Materialrücklauf zu langsam ist, sollte der Gegendruck angemessen reduziert werden.
Wenn Sie kleine Gasblüten, Farbvermischungen, Schrumpfung und große Veränderungen der Produktgröße und des Gewichts auf der Oberfläche des Produkts feststellen, sollten Sie den Gegendruck erhöhen. Sie müssen also den Gegendruck entsprechend dem Produktionsstatus und Ihrer eigenen Produktionserfahrung anpassen. Hier erfahren Sie, wie Sie den Spritzgießen Gegendruck.
Einstellen des Mindestgegendruckwerts
Bevor Sie mit der Einstellung des Staudrucks beginnen, stellen Sie den Staudruck auf den Mindestwert ein. Stellen Sie den Gegendruck der Spritzgießmaschine auf den Mindestwert ein und öffnen Sie das Werkzeug zum Einspritzen. Wenn das Produkt keine offensichtlichen Fehler aufweist, bedeutet dies, dass der Mindestgegendruck ausreichend ist.
Schrittweise Erhöhung des Gegendrucks
Erhöhen Sie den Gegendruck ausgehend vom Mindestgegendruck immer weiter, und die Anzahl der gespritzten Produkte wird immer größer. Achten Sie darauf, ob Defekte wie Dellen und Grate auf der Oberfläche des Produkts vorhanden sind, und passen Sie den Gegendruck an, bis die Oberfläche des Produkts glatt und makellos ist.

Produktleistung testen
Sobald Sie den Gegendruck eingestellt haben, sollten Sie die Leistung des von Ihnen hergestellten Produkts testen. Testen Sie z. B. die Zugfestigkeit, die Verschleißfestigkeit, die Druckbeständigkeit und so weiter. Wenn das Produkt so funktioniert, wie Sie es sich wünschen, ist die Einstellung des Gegendrucks abgeschlossen.
Ändern Sie den Einstellwert für den Gegendruck
Beginnen Sie bei der Einstellung des Gegendrucks mit einem niedrigen Wert und erhöhen Sie ihn schrittweise. Beobachten Sie die Qualitätsänderungen des Produkts nach jeder Einstellung, bis es den besten Zustand erreicht hat. Stellen Sie den Gegendruck nicht zu stark auf einmal ein, um die Qualität des Produkts nicht zu beeinträchtigen.

Beim Spritzgießen müssen wir die Änderungen des Gegendruckwerts in Echtzeit beobachten, um ihn rechtzeitig anzupassen. Unter normalen Umständen sollte der Gegendruckwert etwas niedriger als der voreingestellte Wert sein, damit das Prinzip der Entlüftung befolgt werden kann. Ist der Gegendruckwert zu hoch, kann dies zu Falten, Schäden und anderen Defekten an der Oberfläche des Teils führen.
Wenn man etwas herstellt, muss man den Gegendruck ständig anpassen, weil sich die Temperatur des Kunststoffs, der Form und des Raums ständig ändert. Bevor Sie mit der Herstellung von Produkten beginnen, sollten Sie eine Tabelle erstellen, aus der hervorgeht, welcher Gegendruck für das jeweilige Produkt am besten ist. Dann können Sie sich die Tabelle ansehen und wissen, auf welchen Gegendruck Sie den Druck einstellen müssen.

Zunächst müssen Sie die entsprechende Einstellschnittstelle für die Gegendruckregelung an der Mensch-Maschine-Schnittstelle der Spritzgießmaschine finden und sie dann einstellen. Bei der Einstellung sollten Sie sich zunächst darüber im Klaren sein, wie viel Gegendruck Sie benötigen, und Sie können dies umfassend auf der Grundlage der Form des Teils und der Eigenschaften des Materials berücksichtigen.
Einstellen der Reaktionsgeschwindigkeit der Spritzgießmaschine
Ein weiterer wichtiger Schritt ist die Einstellung der Reaktionsgeschwindigkeit. Wenn Sie die Gegendruckeinstellung ändern, kommt es bei der Maschine zu Verzögerungen im tatsächlichen Betrieb, die sich direkt darauf auswirken, wie stabil und genau der Gegendruck ist. Wir müssen also diese Verzögerung verringern, indem wir einstellen, wie schnell das Steuersystem reagiert.

Einstellen des Gegendrucks entsprechend dem Spritzgussteil
Passen Sie den Gegendruck entsprechend den Produktfehlern an: Wenn das Produkt Defekte wie Grate, Poren, Verwerfungen und eine unzureichende Oberflächenbeschaffenheit aufweist, können diese durch Anpassung des Gegendrucks behoben werden. Im Allgemeinen können durch eine Erhöhung des Gegendrucks Oberflächendefekte und durch eine Verringerung des Gegendrucks interne Defekte behoben werden.
Stellen Sie die Größe des Gegendrucks entsprechend den Eigenschaften und Anforderungen des Spritzgussprodukts ein: Generell gilt: Je höher der Gegendruck der Spritzgießmaschine ist, desto besser ist die Qualität des Spritzgießprodukts.

Ein zu hoher Gegendruck führt jedoch zu einer geringeren Produktionseffizienz und zur Verschwendung von Rohstoffen. Daher ist es notwendig, die Größe des Gegendrucks entsprechend der spezifischen Situation des spritzgegossenen Produkts angemessen anzupassen.
Einstellen des Gegendrucks der Spritzgießmaschine
Je höher der Gegendruck der Spritzgießmaschine ist, desto höher ist der Staudruck. Durch Einstellen des Gegendrucks der Spritzgießmaschine können Sie also den Gegendruck der Spritzgießmaschine einstellen.

Ändern Sie die Gegendruckgeschwindigkeit der Spritzgießmaschine. Je schneller die Gegendruckgeschwindigkeit der Spritzgießmaschine ist, desto höher ist der Gegendruck. Durch Ändern der Gegendruckgeschwindigkeit der Spritzgießmaschine können Sie also den Gegendruck der Spritzgießmaschine einstellen.
Bestimmen Sie die Größe des Gegendrucks entsprechend dem Kunststoff
Wählen Sie die Größe des Gegendrucks nach der Art des Kunststoffs: Verschiedene Kunststoffe haben unterschiedliche Anforderungen an den Gegendruck. Im Allgemeinen benötigen Kunststoffe mit niedrigen Schmelzpunkten weniger Gegendruck, während Kunststoffe mit hohen Schmelzpunkten mehr Gegendruck benötigen.

Sie müssen also den Gegendruck an den spezifischen Kunststofftyp anpassen, den Sie beim Spritzgießen verwenden.
So finden Sie heraus, welchen Gegendruck Sie je nach Art und Farbe des verwendeten Kunststoffs verwenden müssen: Verschiedene Kunststoffarten und -farben erfordern unterschiedliche Gegendruckeinstellungen.

Wenn Sie den Gegendruckwert nicht richtig einstellen, führt dies zu Schrumpfung, Verformung und anderen Problemen bei Ihrem Teil. Als allgemeine Regel gilt, dass transparente oder glänzende Materialien höhere Gegendruckwerte aufweisen, während nicht transparente oder matte Materialien niedrigere Gegendruckwerte erfordern.
Formtemperatur einstellen
Die Formtemperatur ist einer der wichtigsten Faktoren, die die Größe des Gegendrucks beeinflussen. Bei der Einstellung des Gegendrucks können Sie zunächst die Werkzeugtemperatur einstellen und dann entsprechende Änderungen auf der Grundlage der Auswirkungen des eingestellten Gegendrucks vornehmen.

Einstellen des Drucks der Spritzgießmaschine
Die Druckeinstellung der Spritzgießmaschine wirkt sich auch auf die Größe des Gegendrucks aus. Im Allgemeinen ist bei einer höheren Druckeinstellung ein höherer Gegendruck und bei einer niedrigeren Druckeinstellung ein niedrigerer Gegendruck erforderlich.

Beim Einstellen des Gegendrucks können Sie zunächst die Druckeinstellung des Spritzgießen Maschine entsprechend einstellen und dann auf der Grundlage der Auswirkungen des eingestellten Gegendrucks entsprechende Änderungen vornehmen. Darüber hinaus beginnen die Druckeinstellungen beim Spritzgießen in der Regel mit den Einstellungen für die Spritzeinheit und den Druck.
Was sind die Vorteile einer korrekten Einstellung des Gegendrucks?
Es kann das geschmolzene Material im Zylinder verdichten, die Dichte erhöhen und die Stabilität des Einspritzvolumens, des Produktgewichts und der Größe verbessern.

Sie kann das Gas in der Schmelze "herausdrücken", die Gasblüten und inneren Blasen auf der Oberfläche des Produkts reduzieren und die Gleichmäßigkeit des Glanzes verbessern. Verlangsamen Sie die Schneckenrückzugsgeschwindigkeit, um das geschmolzene Material im Zylinder vollständig zu plastifizieren, die Gleichmäßigkeit der Mischung von Farbpulver, Masterbatch und geschmolzenem Material zu erhöhen und das Phänomen der "Mischfarbe" im Produkt zu vermeiden.
Verlangsamen Sie die Rückzugsgeschwindigkeit der Schnecke, um das geschmolzene Material im Zylinder vollständig zu plastifizieren, die Gleichmäßigkeit der Mischung von Farbpulver, Masterbatch und geschmolzenem Material zu erhöhen und das Phänomen der "Mischfarbe" im Produkt zu vermeiden.

Eine angemessene Erhöhung des Gegendrucks kann die Schrumpfung der Produktoberfläche und den Leimfluss um das Produkt verbessern.
Es kann die Temperatur des geschmolzenen Materials erhöhen, die Plastifizierungsqualität des geschmolzenen Materials verbessern, die Fließfähigkeit des geschmolzenen Materials beim Füllen der Form verbessern, und es gibt keine Kaltleimspuren auf der Oberfläche des Produkts.

Es ist gut, das Gas in der Trommel zu entfernen und die Gasblumen und Blasen auf der Oberfläche des Produkts zu reduzieren; verlangsamen Sie die Schneckenrückzugsgeschwindigkeit, um das geschmolzene Material in der Trommel vollständig zu plastifizieren;
Erhöhen Sie den Gegendruck angemessen, um die Schrumpfung der Produktoberfläche zu verbessern (gilt für Formen und Produkte ohne sequentielle Nadelverschlüsse).

Es kann die Schmelze erwärmen, die Schmelze schmelzfähiger machen und dafür sorgen, dass die Schmelze besser fließt, wenn sie in die Form kommt.
Schlussfolgerung
Kurz gesagt, die richtige Einstellung des Gegendrucks der Spritzgießmaschinen kann die Spritzgießqualität und die Produktionseffizienz verbessern, die Ausschussrate und die Produktionskosten senken.

Daher wird während der Spritzgießen Bei der Herstellung von Spritzgussteilen müssen wir uns auf die jeweilige Situation einstellen und die beste Methode zur Einstellung des Gegendrucks finden, um den besten Spritzgusseffekt zu erzielen.







