 Zum Inhalt springen
Zum Inhalt springen 

Einführung
Die Herstellung von Spritzgussformen ist ein langer und komplizierter Prozess. Was wie ein einfacher Vorgang aussieht, besteht aus vielen Schritten. Wissen Sie, wie der Prozess der Herstellung von Spritzgussformen abläuft?
Jetzt werde ich es Ihnen im Detail erklären. Der Kunststoff Spritzgießen Der Prozess der Herstellung von Spritzgussformen umfasst im Wesentlichen: Annahme der kundenspezifischen Anforderungen, Entwurf von Formen durch das Ingenieurteam, Herstellung von geschmolzenen Kunststoff-Spritzgussformen, Formprüfung und -erprobung, Änderung und Reparatur von Formen sowie Wartung von Formen. Im Folgenden werde ich Sie zu verstehen, eine nach der anderen zu nehmen.

Akzeptanz der individuellen Bedürfnisse der Kunden
Wenn Sie eine Kunststoffform herstellen wollen, geben Sie dem Formenbauer eine Zeichnung oder ein Muster des Produkts, das Sie herstellen wollen. Der Formenbauer muss wissen, wie Sie das Teil verwenden werden, wie Sie es bearbeiten wollen und wie genau es sein soll.

Um den Anforderungen der Kunststoffformherstellung gerecht zu werden, müssen wir Produktdaten sammeln, analysieren und verarbeiten, um die individuellen Bedürfnisse der Kunden zu erfüllen.
Formenbau
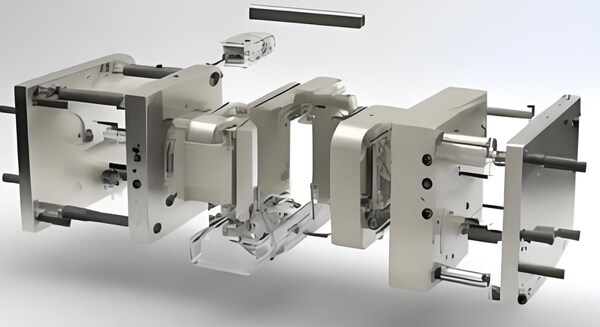
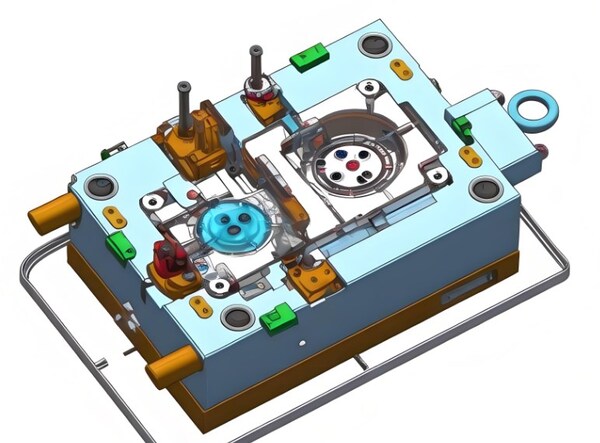
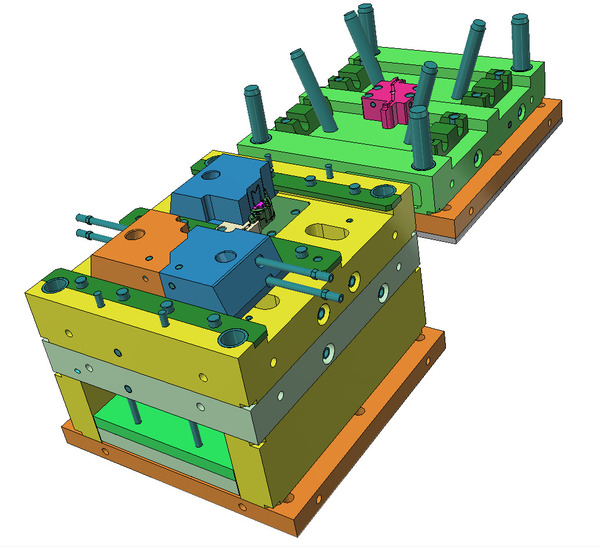
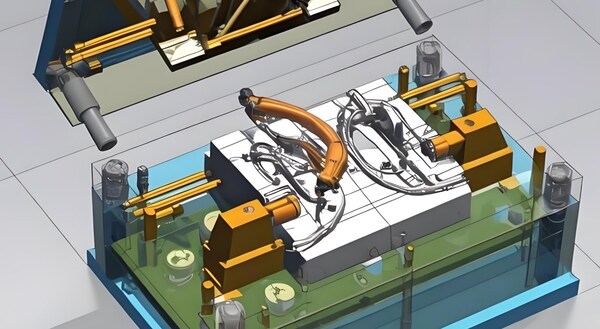
Der Entwurf der Spritzgussform ist der wichtigste Teil des gesamten Formenbauprozesses. Die Struktur und die Größe der Form müssen entsprechend den Anforderungen und Eigenschaften des Produkts festgelegt werden. Im Folgenden werden die Schritte zur Konstruktion einer Spritzgussform beschrieben.
Vorbereitungsarbeiten vor dem Entwurf
Entwurf des Aufgabenbuchs; Vertrautheit mit Kunststoffteilen, einschließlich ihrer geometrischen Form, den Anforderungen an die Verwendung von Kunststoffteilen und den Rohstoffen für Kunststoffteile; Überprüfung der Verarbeitbarkeit von Kunststoffteilen; Klärung des Modells und der Spezifikationen der Spritzgießmaschine.
Entwurfsschritte für die Struktur von Spritzgussformen
Zählen Sie die Anzahl der Löcher. Bedingungen: maximales Einspritzvolumen, Schließkraft, Anforderungen an die Produktpräzision, Wirtschaftlichkeit; wählen Sie, wo geteilt werden soll. Das Prinzip sollte eine einfache Formstruktur sein, die leicht zu teilen ist und keinen Einfluss auf das Aussehen und die Verwendung der Kunststoffteile hat.

Entscheiden Sie, wie das Teil aus der Form entnommen werden soll, einschließlich des Hauptkanals, des Nebenkanals, des Angusses, des kalten Butzenschachts usw. Entwerfen Sie verschiedene Möglichkeiten zur Entnahme des Teils aus der Form, je nachdem, wo das Kunststoffteil in der Form verbleibt.

Entscheiden Sie, wie die Temperatur geregelt werden soll. Die Art der Temperaturregelung hängt hauptsächlich von der Art des Kunststoffs ab. Wenn Sie sich für einen Einsatz in der Form oder im Kern entscheiden, unterteilen Sie die Einsätze in Abschnitte und stellen Sie die Einsätze her und befestigen Sie sie gleichzeitig.

Finden Sie die Entlüftungsmethode heraus. Im Allgemeinen kann die Entlüftung durch den Spalt zwischen der Trennfläche der Form und dem Auswurfmechanismus und der Form erreicht werden. Für große und schnelllaufende Spritzgießformen muss die entsprechende Entlüftungsmethode entworfen werden; bestimmen Sie die Hauptabmessungen der Spritzgießform.

Verwenden Sie die Formel zur Berechnung der Arbeitsmaße der Formteile. Bestimmen Sie die Seitenwanddicke des Formhohlraums, die Dicke der Bodenplatte des Hohlraums, das Kernpolster, die Dicke der beweglichen Platte, die Dicke der Hohlraumplatte des Blockhohlraums und die Schließhöhe des Spritzgießwerkzeugs.

Auf der Grundlage der entworfenen und berechneten Abmessungen der Spritzgießform wählen Sie eine Standardformbasis für die Spritzgießform und versuchen, Standardformkomponenten zu wählen; skizzieren Sie die Formstruktur.
Bei der Konstruktion einer Form ist es sehr wichtig, eine vollständige Strukturskizze der Form zu erstellen und ein Werkzeugstrukturdiagramm zu zeichnen. Überprüfen Sie die relevanten Abmessungen des Werkzeugs und der Spritzgießmaschine.

Überprüfen Sie die Parameter der verwendeten Spritzgießmaschine: u. a. das maximale Einspritzvolumen, den Einspritzdruck, die Schließkraft, die Größe des Formeinbauteils, den Öffnungshub der Form und den Ausstoßmechanismus.
Überprüfung von Spritzgussteile Entwurf. Führen Sie eine Vorprüfung durch und holen Sie die Zustimmung des Benutzers ein. Gleichzeitig ist es notwendig, die Anforderungen des Benutzers zu bestätigen und zu ändern; zeichnen Sie die Montagezeichnung der Form.

Geben Sie deutlich die Montagebeziehung, die erforderlichen Abmessungen, die Seriennummern, die detaillierten Listen, die Titelleisten und die technischen Anforderungen für jedes Teil des Spritzgussteils an (zu den technischen Anforderungen gehören die folgenden Punkte).

Leistungsanforderungen an die Formstruktur, wie z. B. Montageanforderungen für den Ausstoßmechanismus und den Kernziehmechanismus; Anforderungen an den Formmontageprozess, wie z. B. der Passungsspalt der Trennfläche und die Parallelität der oberen und unteren Flächen der Form.

Anforderungen an die Verwendung von Formen; Antioxidationsbehandlung, Formnummerierung, Beschriftung, Öldichtungen und Lagerungsanforderungen; Anforderungen an Testformen und Inspektionen).
Erstellen Sie Formteilzeichnungen. Die Reihenfolge bei der Anfertigung von Teilzeichnungen ist: erst innen, dann außen, erst komplex, dann einfach, erst Formteile, dann Strukturteile. Prüfen Sie die Konstruktionszeichnungen.

Die Endkontrolle des Spritzgussformdesigns ist die Endkontrolle des Spritzgussformdesigns, und es sollte mehr Aufmerksamkeit auf die Verarbeitungsleistung der Teile gerichtet werden.
Formenbau
Programmierung, Elektrodenentnahme
Nach der Konstruktion der Form müssen Sie das CNC-Programm auf der Grundlage der Bearbeitungsbedingungen der einzelnen Teile und der Frage, ob die Elektrode zum Erodieren herausgenommen werden muss, erstellen.

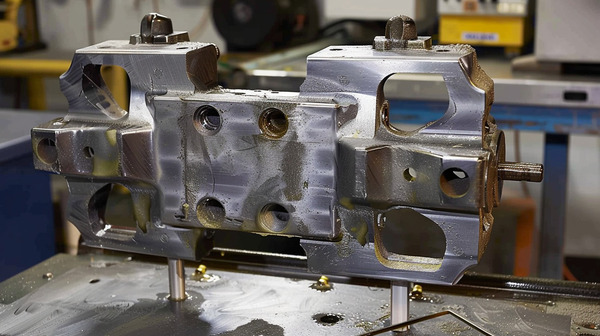
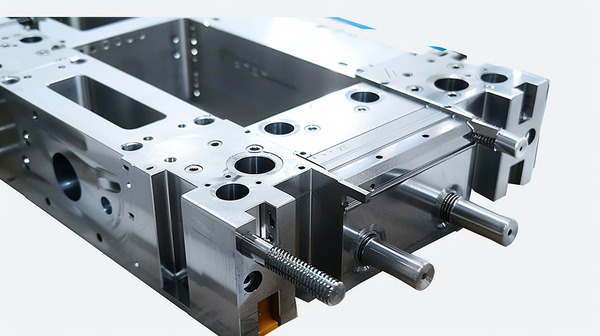
Bearbeitung
Die mechanische Bearbeitung der Form umfasst CNC-Bearbeitung, EDM-Bearbeitung, Drahtschneiden, Tieflochbohren, usw. Nachdem die Formenbasis und die Materialien bestellt wurden, befindet sich die Form nur in einem groben Bearbeitungszustand oder nur aus Stahlmaterial.
Zu diesem Zeitpunkt muss eine Reihe von mechanischen Bearbeitungen durchgeführt werden, um die verschiedenen Teile entsprechend dem Entwurf der Form herzustellen.

Bei der CNC-Bearbeitung (Computer Numerical Control Machining) handelt es sich um ein Bearbeitungszentrum, das eine numerische Steuerung verwendet. Sie erfordert verschiedene Bearbeitungsprozesse, Werkzeugauswahl, Bearbeitungsparameter und andere Anforderungen.

Bei der Funkenerosion handelt es sich um ein Bearbeitungsverfahren, bei dem das Material mittels elektrischer Entladung auf die gewünschte Größe abgetragen wird, so dass nur leitfähige Werkstoffe bearbeitet werden können. Die verwendeten Elektroden bestehen im Allgemeinen aus Kupfer und Graphit.
Fixierer Montage
Ein Monteur spielt eine sehr wichtige Rolle im Formenbau, und seine Arbeit muss sich durch den gesamten Formenbauprozess ziehen. Die Arbeit eines Monteurs umfasst die Montage von Formen, das Drehen, Fräsen, Schleifen und Bohren.
Formensparen und Polieren
Beim Schleifen und Polieren von Formen werden die Formteile mit Sandpapier, Ölstein, Diamantpaste und anderen Werkzeugen bearbeitet, nachdem die Form durch CNC, EDM und Monteure bearbeitet wurde, bevor die Form zusammengebaut wird.

Inspektion von Spritzgussformen
Schimmel Erscheinungsbild
Das Typenschild der Form hat einen vollständigen Inhalt, klare Zeichen und eine ordentliche Anordnung. Das Typenschild sollte am Formfuß in der Nähe der Schablone und des Bezugswinkels befestigt werden. Das Typenschild ist zuverlässig befestigt und lässt sich nicht leicht ablösen.

Die Kühlwasserdüse sollte eine Kunststoffblock-Steckdüse sein, und der Kunde hat andere Anforderungen. Die Kühlwasserdüse sollte nicht über die Oberfläche des Formrahmens hinausragen. Die Kühlwasserdüse muss mit gesenkten Löchern verarbeitet werden.

Der Durchmesser der Senkbohrung beträgt 25 mm, 30 mm und 35 mm. Die Fase der Bohrung sollte gleichmäßig sein, die Kühlwasserdüse sollte Ein- und Auslaufmarkierungen haben.

Die beschrifteten englischen Zeichen und Zahlen sollten größer als 5/6 sein, und die Position sollte 10 mm direkt unter der Wasserdüse sein. Die Handschrift sollte klar, schön, sauber und mit gleichmäßigen Abständen sein.

Das Werkzeugzubehör darf das Heben und Lagern des Werkzeugs nicht beeinträchtigen. Während des Einbaus befinden sich unten freiliegende Ölzylinder, Wasserdüsen, Voreinstellmechanismen usw., die durch Stützfüße geschützt werden sollten.

Der Einbau der Stützbeine sollte mit Schrauben durch die Stützbeine hindurch am Formrahmen befestigt werden. Die überlangen Stützbeine können durch die Bearbeitung von Außengewindesäulen am Formrahmen befestigt werden. Die Größe der Formauswurfsöffnung sollte den Anforderungen der angegebenen Spritzgießen Maschine.

Sie können nicht nur einen Mittelauswurf verwenden, es sei denn, es handelt sich um eine kleine Form. Der Positionierring sollte zuverlässig fixiert sein, mit einem Ringdurchmesser von 100mm und 250mm. Der Positionierungsring ist 10~20mm höher als die Bodenplatte, es sei denn, der Kunde hat andere Anforderungen.

Die Außenabmessungen der Form sollten den Anforderungen der angegebenen Spritzgießmaschine entsprechen. Formen mit richtungsabhängigen Einbauanforderungen sollten mit Pfeilen auf der vorderen oder hinteren Schablone gekennzeichnet werden, um die Einbaurichtung anzugeben.

Neben dem Pfeil sollte "UP" stehen. Der Pfeil und der Text sind beide gelb und die Höhe beträgt 50 mm. Auf der Oberfläche des Formrahmens dürfen keine Grübchen, Rost, zusätzliche Heberinge, ein- und austretendes Wasser, Öllöcher usw. sowie Mängel, die das Aussehen beeinträchtigen, vorhanden sein.

Die Form sollte leicht zu heben und zu transportieren sein. Die Teile der Form dürfen beim Anheben nicht demontiert werden, und die Heberinge dürfen nicht mit dem Wasserhahn, dem Ölzylinder, der Voreinstellstange usw. kollidieren.

Material und Härte der Form
Für den Formrahmen sollte ein Standardformrahmen verwendet werden, der den Normen entspricht. Die Materialien der formgebenden Teile und des Gießsystems (Kern, beweglicher Formeinsatz, beweglicher Einsatz, Umlenkkegel, Schubstange, Anschnittmuffe) bestehen aus Materialien mit einer höheren Leistungsfähigkeit als 40Cr.

Wenn Kunststoffe geformt werden, die leicht durch die Form korrodieren, sollten die Formteile aus korrosionsbeständigen Materialien hergestellt werden, oder es sollten Korrosionsschutzmaßnahmen an den Formoberflächen getroffen werden. Die Härte der Formteile sollte nicht weniger als 50HRC betragen, oder die Härte der Oberflächenhärtung sollte höher als 600HV sein.

Spritzgussform-Versuch
Vorsichtsmaßnahmen vor der Probezeit
Für den Formrahmen sollte ein Standardformrahmen verwendet werden, der den Normen entspricht. Die Materialien der formgebenden Teile und des Gießsystems (Kern, beweglicher Formeinsatz, beweglicher Einsatz, Umlenkkegel, Schubstange, Anschnittmuffe) bestehen aus Materialien mit einer höheren Leistungsfähigkeit als 40Cr.

Wenn Kunststoffe geformt werden, die leicht durch die Form korrodieren, sollten die Formteile aus korrosionsbeständigen Materialien hergestellt werden, oder es sollten Korrosionsschutzmaßnahmen an den Formoberflächen getroffen werden. Die Härte der Formteile sollte nicht weniger als 50HRC betragen, oder die Härte der Oberflächenhärtung sollte höher als 600HV sein.

Nachdem man sich vergewissert hat, dass sich die verschiedenen Teile der Form ordnungsgemäß bewegen, muss man eine geeignete Versuchsform für die Spritzgießmaschine auswählen. Bei der Auswahl sollten Sie darauf achten, wie groß das maximale Spritzvolumen der Spritzgießmaschine ist.

ob der innere Abstand der Zugstange die Form aufnehmen kann; ob der maximale Bewegungshub der beweglichen Schablone den Anforderungen entspricht; ob andere zugehörige Versuchswerkzeuge und Zubehörteile vollständig vorbereitet sind.

Sobald bestätigt ist, dass alles in Ordnung ist, wird die Form aufgehängt. Beim Aufhängen ist zu beachten, dass vor dem Verriegeln aller Spannplatten und dem Öffnen der Form der Haken nicht entfernt werden darf, um zu verhindern, dass sich die Spannplatte lockert oder bricht und die Form herunterfällt.

Sobald die Form an ihrem Platz ist, überprüfen Sie, ob alle mechanischen Teile ordnungsgemäß funktionieren. Vergewissern Sie sich, dass die Schieberplatte, der Auswerferstift, die Zahnentnahmestruktur und der Endschalter alle richtig funktionieren. Vergewissern Sie sich auch, dass die Einspritzdüse und der Einfüllstutzen in einer Linie liegen.

Kommen wir nun zum nächsten Schritt, dem Schließen der Form. Zu diesem Zeitpunkt sollte der Schließdruck der Form reduziert werden. Während des manuellen und langsamen Schließvorgangs sollten Sie darauf achten, ob es zu unruhigen Bewegungen und abnormalen Geräuschen kommt.

Der Prozess des Anhebens der Form ist eigentlich sehr einfach. Das Wichtigste, was man beachten muss, ist, dass es schwierig ist, die Mitte des Formangusses und der Düse einzustellen. Normalerweise kann die Mitte mit Hilfe eines Testpapiers eingestellt werden.

Erhöhen Sie die Temperatur der Form: Je nach verwendetem Material und Größe der Form sollten Sie einen Temperaturregler wählen, der die Form auf die für die Herstellung der Teile erforderliche Temperatur bringt.

Nach der Erhöhung der Formtemperatur ist die Bewegung der einzelnen Teile erneut zu überprüfen, da der Stahl nach der thermischen Ausdehnung ein Verklemmen der Form verursachen kann.

Wenn die Fabrik die Regel des Versuchsplans nicht anwendet, wird empfohlen, dass bei der Anpassung der Bedingungen für die Versuchsform jeweils nur eine Bedingung angepasst werden kann, um die Auswirkungen einer einzigen Bedingungsänderung auf das Produkt zu unterscheiden.

Versuchen Sie, die gleichen Rohstoffe für die Versuchsform und die spätere Massenproduktion zu verwenden. Versuchen Sie nicht, die Form vollständig aus minderwertigen Materialien herzustellen. Wenn eine bestimmte Farbe erforderlich ist, können Sie gleichzeitig einen Farbtest durchführen.
Die Sekundärverarbeitung wird häufig durch Probleme wie innere Spannungen beeinträchtigt. Nach der Probeform sollte die Form für die sekundäre Verarbeitung verarbeitet werden, wenn das Produkt stabil ist. Stellen Sie nach dem langsamen Schließen den Schließdruck ein und bewegen Sie ihn mehrmals, um zu prüfen, ob der Schließdruck ungleichmäßig ist, um Grate und Formverformungen des Produkts zu vermeiden.

Danach können Sie die Formschließgeschwindigkeit und den Druck verringern, die Sicherheitsfangstange und den Auswerfhub einstellen und dann die normale Formschließung und die Formschließgeschwindigkeit anpassen. Wenn der Endschalter für den maximalen Hub betroffen ist, sollten Sie den Öffnungshub der Form etwas kürzer einstellen und die Hochgeschwindigkeitsöffnung der Form unterbrechen, bevor die Form ihren maximalen Hub erreicht.

Der Grund dafür ist, dass während der Einlegezeit der Hochgeschwindigkeitshub länger ist als der Niedriggeschwindigkeitshub während des gesamten Öffnungshubs der Form. Bei Kunststoffmaschinen muss die mechanische Auswerferstange so eingestellt werden, dass sie erst nach dem Öffnen der Form mit voller Geschwindigkeit wirkt, um eine Verformung der Auswerferplatte oder der Abstreifplatte durch die Kraft zu vermeiden.

Bevor Sie mit dem Spritzgießen beginnen, überprüfen Sie bitte Folgendes: Ist der Vorschubweg zu lang oder zu kurz? Ist der Druck zu hoch oder zu niedrig? Ist die Füllgeschwindigkeit zu schnell oder zu langsam? Ist der Verarbeitungszyklus zu lang oder zu kurz?

Zur Vermeidung von kurzen Schüssen, Bruch, Verformung, Gratbildung und sogar Beschädigung der Form. Wenn die Zykluszeit zu kurz ist, drückt der Auswerfer das Teil durch oder der Abstreifring quetscht das Teil. Es kann zwei oder drei Stunden dauern, bis das Teil entnommen ist. Wenn die Zykluszeit zu lang ist, können die dünnen und schwachen Teile des Kerns aufgrund der Schrumpfung des Gummis brechen.

Man kann nicht alle Probleme vorhersehen, die während eines Schimmelpilzversuchs auftreten können, aber wenn man vorausschauend denkt und Maßnahmen ergreift, kann man große und teure Probleme vermeiden.

Die wichtigsten Schritte eines Schimmelpilzprozesses
Um zu vermeiden, dass bei der Massenproduktion Zeit und Mühe verschwendet werden, müssen Sie geduldig sein und die verschiedenen Verarbeitungsbedingungen anpassen und kontrollieren, die besten Temperatur- und Druckbedingungen finden und Standardverfahren für den Formversuch festlegen, die Sie täglich anwenden können.

Prüfen Sie, ob der Kunststoff in der Tonne richtig ist und ob er vorschriftsmäßig gebrannt wurde (wenn für den Formtest und die Produktion unterschiedliche Kunststoffe verwendet werden, können unterschiedliche Ergebnisse erzielt werden).

Achten Sie darauf, den Materialschlauch gut zu reinigen, damit Sie kein schlechtes Gummi oder Fremdmaterial in die Form spritzen. Schlechtes Gummi und Fremdmaterial können die Form verstopfen. Prüfen Sie, ob die Temperatur des Materialschlauchs und die Temperatur der Form für das zu verarbeitende Material geeignet sind.

Ändern Sie den Druck und die Einspritzmenge, damit das Produkt gut aussieht. Aber lassen Sie es nicht blitzen, vor allem, wenn einige Teile nicht vollständig verfestigt sind. Denken Sie darüber nach, bevor Sie alle Steuerungseinstellungen ändern, denn eine kleine Änderung der Füllrate kann einen großen Unterschied in der Füllung bewirken.

Haben Sie einfach Geduld und warten Sie, bis sich die Bedingungen für die Maschine und das Werkzeug stabilisiert haben. Selbst bei einer mittelgroßen Maschine kann die Wartezeit mehr als 30 Minuten betragen. Diese Zeit kann genutzt werden, um mögliche Probleme mit dem Produkt zu prüfen.

Die Schneckenvorschubzeit sollte nicht kürzer sein als die Zeit, die der Anschnittkunststoff braucht, um zu erstarren, da sich sonst das Gewicht des Produkts verringert, was die Leistung des Produkts beeinträchtigt. Und wenn die Form erhitzt wird, sollte die Schneckenvorschubzeit ebenfalls verlängert werden, um das Produkt zu verdichten.

Eine vernünftige Anpassung verkürzt den gesamten Verarbeitungszyklus. Lassen Sie die neu eingestellten Bedingungen mindestens 30 Minuten lang laufen, bis sie stabil sind, und stellen Sie dann kontinuierlich mindestens ein Dutzend Vollform-Muster her, markieren Sie Datum und Menge auf dem Behälter und legen Sie sie getrennt nach dem Formhohlraum ein, um ihre tatsächliche Betriebsstabilität zu testen und angemessene Kontrolltoleranzen abzuleiten (besonders wertvoll für Mehrkavitätenformen).
Messen und notieren Sie die wichtigsten Abmessungen der kontinuierlichen Proben (warten Sie mit dem Messen, bis die Proben auf Raumtemperatur abgekühlt sind).
Überprüfen Sie die Größe jeder einzelnen Form und achten Sie darauf, ob die Produktgröße stabil ist, ob einige Abmessungen nach oben oder unten tendieren, was bedeutet, dass sich die Verarbeitungsbedingungen der Maschine noch ändern, wie z. B. eine schlechte Temperatur- oder Öldruckregelung, und ob die Größenänderung innerhalb des Toleranzbereichs liegt.

Wenn sich die Produktgröße nicht ändert und die Verarbeitungsbedingungen normal sind, müssen Sie prüfen, ob die Qualität des Produkts in jeder Kavität akzeptabel ist und ob seine Größe innerhalb der zulässigen Toleranz liegt. Notieren Sie die Anzahl der Kavitäten, die durchweg größer oder kleiner als der Durchschnitt sind, um zu prüfen, ob die Werkzeuggröße richtig ist.

Aufzeichnung der während des Schimmelpilzversuchs erhaltenen Parameter
Zeichnen Sie die Daten auf und analysieren Sie sie nach Bedarf, um die Form und die Produktionsbedingungen zu ändern, und als Referenz für die zukünftige Massenproduktion.

Verlängern Sie die Verarbeitungszeit, um die Schmelztemperatur und die Temperatur des Hydrauliköls zu stabilisieren.
Passen Sie die Maschinenbedingungen entsprechend der Größe aller Produkte an, die zu groß oder zu klein sind. Wenn die Schrumpfungsrate zu groß ist und das Produkt zu klein erscheint, können Sie auch die Anschnittgröße erhöhen.

Wenn die Kavitätengröße zu groß oder zu klein ist, korrigieren Sie sie. Wenn die Größe der Kavität und des Angusses noch in Ordnung sind, versuchen Sie, die Maschinenbedingungen zu ändern, wie Füllrate, Werkzeugtemperatur und Druck jedes Teils, und prüfen Sie, ob sich einige Kavitäten langsam füllen.
Nehmen Sie Korrekturen auf der Grundlage der Anpassungsbedingungen der einzelnen Kavitätenprodukte oder der Kernverschiebung vor und versuchen Sie eventuell, die Füllrate und die Werkzeugtemperatur erneut anzupassen, um die Gleichmäßigkeit zu verbessern.

Behebung der Probleme des Spritzgießen Maschine, wie die Ölpumpe, das Ölventil, der Temperaturregler, usw. Wenn Sie diese Probleme nicht beheben, werden sich die Verarbeitungsbedingungen ändern. Selbst wenn Sie die beste Form haben, wird sie auf einer Maschine, um die Sie sich nicht kümmern, nicht gut funktionieren.
Nachdem Sie alle aufgezeichneten Werte überprüft haben, bewahren Sie eine Reihe von Proben auf, um zu prüfen und zu vergleichen, ob sich die korrigierten Proben verbessert haben. Bewahren Sie alle Aufzeichnungen der Probenprüfung während des Werkzeugversuchs ordnungsgemäß auf, einschließlich der verschiedenen Drücke im Verarbeitungsspritzgießzyklus, der Schmelze und der Werkzeugtemperatur.

Materialrohrtemperatur, Einspritzzeit, Schneckeneinzugsdauer usw. Kurz gesagt, speichern Sie alle Daten, die dazu beitragen, in Zukunft erfolgreich die gleichen Verarbeitungsbedingungen zu schaffen, um Produkte zu erhalten, die den Qualitätsstandards entsprechen.
Derzeit wird die Formtemperatur bei Formversuchen in Fabriken oft ignoriert. Bei kurzfristigen Formversuchen und der künftigen Massenproduktion ist die Formtemperatur am schwierigsten zu kontrollieren. Eine falsche Formtemperatur kann sich auf die Größe, den Glanz, die Schrumpfung, die Fließlinien und den Materialmangel der Probe auswirken. Wird die Formtemperatur nicht kontrolliert, können bei der späteren Massenproduktion Schwierigkeiten auftreten.

Modifizierung von Spritzgussformen
Vorbereitung vor der Formveränderung
Verstehen Sie, was der Kunde will und welche Anforderungen an das neue Produkt gestellt werden; sehen Sie sich das Ganze an, um zu sehen, welche Teile geändert werden müssen, und prüfen und notieren Sie, aus welcher Art von Stahl die Form besteht, wie hart sie ist und so weiter.

Zeichnen Sie die ursprüngliche Formstruktur, suchen Sie die Teile, die geändert werden müssen, und markieren Sie die Größe, Position, Fase usw.
Modifikation von Formen Design
Auf der Grundlage der Produktanforderungen wird das Design der Form geändert; die Struktur der Form wird modifiziert und die Verarbeitungsschwierigkeiten und -kosten werden bei der Konstruktion vollständig berücksichtigt; es werden Zeichnungen der neuen Formstruktur erstellt und Parameter wie Größe, Material, Härte usw. festgelegt.

Verarbeitung und Herstellung von Formenmodifikationen
Ausarbeitung des Plans für die Bearbeitung und Herstellung der Formänderung, einschließlich Materialbeschaffung, Herstellung, Fehlersuche und anderer Prozesse; Durchführung der Bearbeitung und Herstellung auf der Grundlage der Konstruktionszeichnungen für die Formänderung, einschließlich Fräsen, Erodieren, Drahtschneiden und anderer Prozesse.

Führen Sie auch die Feinbearbeitung mit Hilfe von Werkbänken und Schleifmaschinen durch. Nach Abschluss der Formänderung führen Sie eine gründliche Maßkontrolle und Prüfung durch, um festzustellen, ob die Formstruktur den Produktionsanforderungen für neue Produkte entspricht.
Änderung der Form und Fehlerbehebung
Nach der Bearbeitung der Form wird die Form getestet. Dazu gehören die Einstellung der Spritzgießtemperatur, des Drucks, der Geschwindigkeit und anderer Parameter der Form. Die Form wird getrocknet und entstaubt, um sicherzustellen, dass während des Spritzgießprozesses keine Verunreinigungen auftreten. Die Form wird auf dem Prüfstand getestet und geprüft. Spritzgießen Maschinen, um die Größe, Defekte, Undichtigkeiten und andere Bedingungen der Form zu überprüfen.

Wartung nach Modifikation der Form
Nach der Verwendung der Form sollte diese gereinigt und gewartet werden, um Rost und Schäden zu vermeiden. Die Form sollte regelmäßig gewartet und repariert werden, einschließlich des Austauschs verschlissener Teile und der Reinigung der Heizleitung.

Wenn die Form nicht mehr in Gebrauch ist, sollte sie ordnungsgemäß gelagert und regelmäßig überprüft werden.
Reparatur von Spritzgussformen
Vorläufige Vorbereitung
Bevor wir mit der Reparatur der Spritzgussform beginnen, müssen wir eine Reihe von Inspektionen durchführen, um die spezifischen Bedingungen der zu reparierenden Form zu verstehen und so einen reibungslosen Ablauf der Reparaturarbeiten zu gewährleisten.

Überprüfen Sie die strukturellen Komponenten der Form, um zu verstehen, an welcher Stelle und in welchem Umfang eine Reparatur erforderlich ist. Verstehen Sie die Prozess- und Produktionsbedingungen, unter denen die Form verwendet wird, um festzustellen, ob Änderungen erforderlich sind. Bereiten Sie die erforderlichen Reparaturwerkzeuge und -materialien vor.
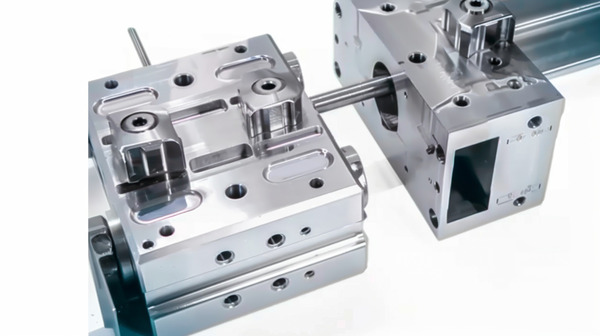
Demontage der Form
Wenn Sie eine Form reparieren, müssen Sie die Form zunächst zerlegen. Dieser Vorgang umfasst hauptsächlich das Entfernen der beweglichen Platte und der festen Platte der Form. Trennen Sie die Form in zwei Teile, links und rechts, und trennen Sie sie von der Zugstange. Entfernen Sie das Zubehör, den Kern, den Hohlraum, die Düse, den Auswerfer und andere Teile der Form.

Reparatur der Form
Sobald die Form entfernt ist, kann sie in die Reparaturphase übergehen. Die Reparatur umfasst hauptsächlich Reinigung und Wärmebehandlung: Sandstrahlen der Form, um Rost zu entfernen, und anschließende Wärmebehandlung. Renovierung der Durchgangslöcher: Renovierung und Reparatur der Durchgangslöcher der Form und Schließen der alten Durchgangslöcher.

Form: Reparieren Sie die beschädigten Teile der Form, verwenden Sie eine Schleifscheibe, um sie zu glätten und zu polieren. Sprühen: Sprühen Sie die Oberfläche der Form ein, um einen Schutzfilm auf der Oberfläche der Form zu bilden und die Lebensdauer der Form zu erhöhen.
Zusammenbau der Form
Nach der Reparatur können Sie die Form wieder zusammenbauen. Die Montageschritte dienen hauptsächlich dazu, zu überprüfen, ob die verschiedenen Teile der Form repariert wurden. Führen Sie einen Formtest an der Form durch, um ihre Zuverlässigkeit zu überprüfen. Prüfen und justieren Sie den Einbau und die Einstellung der Form.

Test-Einstellung
Nach der Montage müssen wir die Test- und Einstellarbeiten durchführen. Bei diesem Prozess werden vor allem die Maschinen und Ausrüstungen getestet, die zusammen mit der Form verwendet werden, um sicherzustellen, dass die beiden zusammenarbeiten und bessere Produktionsergebnisse erzielen.
Wartung von Schimmelpilzen
Kunststoff-Spritzgussformen müssen regelmäßig gewartet und instand gehalten werden, damit sie ordnungsgemäß funktionieren und eine lange Lebensdauer haben.

Richtige Methoden der Schimmelpflege
Halten Sie die Form sauber: Wenn Sie die Form benutzen, bleiben Rückstände von geschmolzenem Kunststoff oder Verunreinigungen an der Oberfläche der Form haften. Wenn man sie nicht rechtzeitig reinigt, beeinträchtigt dies die Qualität des Produkts. Daher ist die regelmäßige Reinigung der Form eine sehr wichtige Wartungsarbeit.

Beheben Sie Schäden rechtzeitig: Die Form kann während des Gebrauchs beschädigt oder abgenutzt werden, z. B. durch Risse, Grate und andere Probleme. Wenn diese Probleme schnell gefunden und behoben werden, kann die Form länger halten und verhindert werden, dass durch die Schäden Schlimmeres passiert.
Halten Sie die Form geschmiert: Die Teile der Form müssen während der Arbeit geschmiert werden, um Reibung und Verschleiß zu verringern. Eine regelmäßige Schmierung und Wartung der Form kann die Lebensdauer der Form effektiv verlängern.

Schlüsselkompetenzen für die Instandhaltung von Formen
Verwenden Sie die Form richtig: Befolgen Sie bei der Verwendung der Form die Konstruktions- und Betriebsanweisungen, damit Sie die Form nicht überlasten oder falsch verwenden und sie dadurch beschädigen.
Lagern Sie den Schimmel richtig: Schimmelpilze, die du nicht verwendest, sollten richtig gelagert werden, damit sie nicht nass werden, nicht der Sonne ausgesetzt sind und nicht durch andere schädliche Dinge in der Luft beschädigt werden. Achten Sie auch darauf, dass sie nicht aneinander stoßen und zerbrechen.

Behalten Sie den Schimmel im Auge: Behalten Sie den Schimmel im Auge, beheben Sie auftretende Probleme, beugen Sie künftigen Problemen vor und stellen Sie sicher, dass der Schimmel weiterhin funktioniert.
Schlussfolgerung
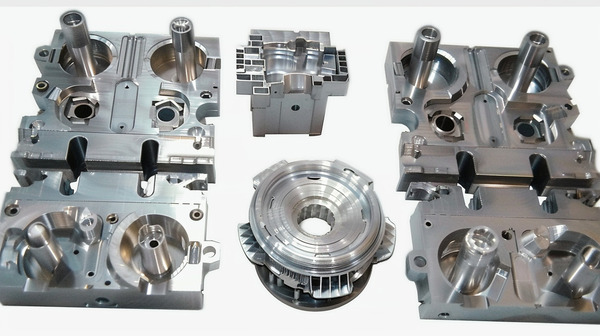
Kunststoffformen sind Werkzeuge, die in der kunststoffverarbeitenden Industrie verwendet werden, um Kunststoffformmaschinen anzupassen und Kunststofferzeugnissen vollständige Konfigurationen und präzise Abmessungen zu verleihen. Da es viele Arten und Strukturen von Kunststoffen, Verarbeitungsmethoden, Kunststoffformmaschinen und Kunststoffprodukten gibt, gibt es auch viele Arten und Strukturen von Kunststoffformen.

Der Hauptprozess der Herstellung von Spritzgussformen umfasst hauptsächlich die Annahme von Kundenwünschen, die Konstruktion von Formen, die Herstellung von Formen, die Prüfung von Spritzgussformen, die Erprobung von Kunststoffformen, die Änderung von Spritzgussformen, die Reparatur von Spritzgussformen und die Wartung von Formen.







