 Zum Inhalt springen
Zum Inhalt springen 

Kann eine Spritzgießmaschine Mehrfach | ZetarMold unterstützen? Spritzgussforming machine also offers the option of multiple molds by retrofitting so that the number of molds can be increased from five to six or more. This greatly improves the production efficiency of the injection molding machine, which meets the needs of modern industry for increased productivity. The function of a multi-mold injection machine that uses several molds to work at the same time is called multi-mold injection molding production, which achieves high speed, low cost, and ultimately, increased productivity.
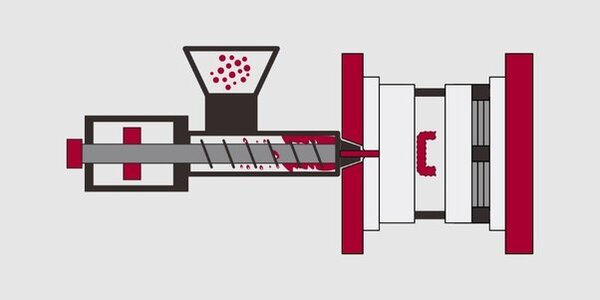
Das Spritzgießen ist eine der Arten, wie wir Kunststoffteile herstellen. Bei diesem Verfahren schmelzen wir Kunststoff, spritzen ihn in einen Formhohlraum und lassen ihn abkühlen und in der von der Form vorgegebenen Form aushärten. Eine der häufigsten Fragen, die mir im Zusammenhang mit dem Spritzgießen gestellt werden, lautet, ob eine Maschine mehr als eine Form gleichzeitig betreiben kann. In diesem Artikel befasse ich mich mit dem Betrieb mehrerer Werkzeuge auf einer Spritzgießmaschine: Ist das möglich? Was sind die Vorteile? Welche Herausforderungen gibt es? Und was müssen Sie beachten?
Durchführbarkeit der Unterstützung mehrerer Werkzeuge auf einer Spritzgießmaschine
Die Fähigkeit einer Spritzgießmaschine, mehrere Werkzeuge zu betreiben, hängt von Faktoren wie der Maschinenkapazität, der Werkzeuggröße und der Komplexität der zu produzierenden Teile ab. Viele moderne Spritzgießmaschinen sind mit Mehrfachwerkzeugen ausgestattet, die mehr als eine Veredelung verarbeiten können... Zu diesen Merkmalen gehören ein CME, ein Drehtisch und formbare Teile, die regelmäßig ausgetauscht werden.
Vorteile und Nachteile der Verwendung von Mehrfachwerkzeugen
Vorteile
1. Verbesserte Produktionseffizienz: Durch die Verwendung einer Spritzgießmaschine für die Herstellung einzelner Teile können Sie die Zeit für die mehrstufigen Arbeitsgänge optimieren, was die Produktionseffizienz verbessert. Mit einem Drehtischwerkzeug können Sie mehrere Formen und Varianten in verschiedenen Positionen herstellen, was letztlich die Produktion mehrerer Modelle und Spezifikationen verbessert.
2. Kosteneinsparungen: Durch die Verwendung von Mehrfachwerkzeugen für die Herstellung von Produkten können Sie die Kosten für den Kauf weiterer Spritzgießmaschinen einsparen, wodurch sich auch die Investitionskosten verringern.
3. Geringere Produktionskosten: Das Multishot-Spritzgießen hat den Vorteil, dass mehrere Formen gleichzeitig hergestellt werden können, was Stillstandszeiten und Kosten für fehlerhafte Produkte spart und somit die Produktionskosten senkt.

4. Verbesserte Produktqualität: Die Eigenschaften von Mehrfachformen ermöglichen eine gleichmäßigere Reibung, was den Bedarf an mechanischem Verschleiß beim Öffnen und Schließen der Form verringert, die Stabilität der Form in der Produktion erhöht und die Lebensdauer der Form verlängert.
5. Geringere Anforderungen an die Spritzgießausrüstung: Multi-Mold-Spritzgießen ist ein Verfahren, das die Produktionskapazität von Spritzgießmaschinen voll ausschöpft, die Produktionszyklen verkürzt und die Lebensdauer der Maschine verlängert.
Benachteiligungen
1. Langwierige Werkzeugwechselzeiten: Wenn man verschiedene Formen hat, muss man zwischen ihnen wechseln, und das kostet Zeit.
2. Erhöhte Ausfallraten: Wenn Sie mehr als eine Form im Spritzgießprozess haben, erhöhen Sie den Druck auf die Maschinen, und das kann Ihre Wartungs- und Reparatursysteme wirklich durcheinander bringen.
Überlegungen bei der Verwendung mehrerer Formen
1. Qualifiziertes Personal erforderlich: Die Verwendung mehrerer Formen im Spritzgießprozess macht die Bedienung der Spritzgießmaschine komplizierter, so dass erfahrene Bediener erforderlich sind, um Unfälle zu vermeiden.
2. Wartung der Ausrüstung: Die Verwendung von Mehrfachwerkzeugen bedeutet, dass der Formenbauer der Wartung der Spritzgießmaschine und dem normalen Betrieb des Werkzeugs mehr Aufmerksamkeit schenken muss, um häufige Produktionsunterbrechungen zu vermeiden und die Lebensdauer des Werkzeugs zu erhöhen.
3. Produktionsplanung: In diesem Fall ist der Grund, warum es wichtig ist, mehrere Formen zu verwenden, um Produkte vor dem Zeitplan herzustellen, der, dass der Produktionsplan reibungslos funktioniert.
4. Maschinenkompatibilität: Nicht alle Spritzgießmaschinen sind für den gleichzeitigen Einsatz mehrerer Werkzeuge ausgerüstet. Die Hersteller müssen prüfen, ob ihre Ausrüstung, z. B. Spritzgießmaschinen, alle für den Betrieb mehrerer Werkzeuge erforderlichen Aufgaben erfüllen können.
5. Ausrichtung und Synchronisierung der Formen: Die genaue Passform und die Verbindung der Form sind wichtig, um eine gleichbleibende Größe der Teile zu erreichen und Defekte wie Gratbildung, Verzug usw. zu vermeiden.
6. Schimmelkosten: Die Kosten für die Anschaffung eines Satzes von Formen für ein komplexes oder hochpräzises Teil können sehr hoch sein. Die Fabriken müssen die wichtigsten Machbarkeitsindikatoren, die Lebensdauer der Formen und die Amortisationsfaktoren berücksichtigen.
7. Wartung und Ausfallzeiten: Der gleichzeitige Betrieb mehrerer Formen auf einer Maschine erhöht die Wahrscheinlichkeit von Verschleiß und Abnutzung, was zu häufigerem Wartungsbedarf und potenziellen Ausfallzeiten für Reparaturen und Wartung führen kann.

Fallstudie: Tandem Molding Spritzgießlösung
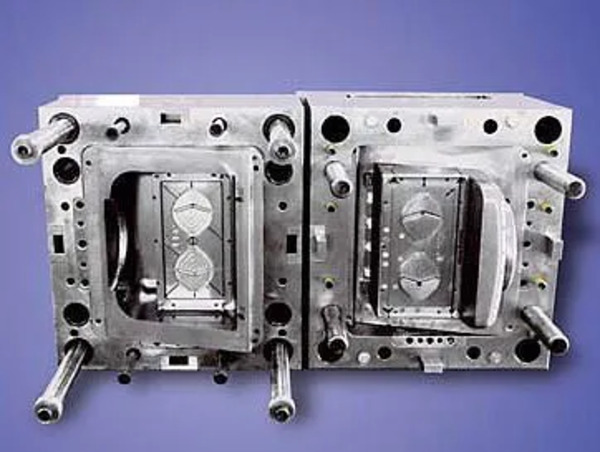
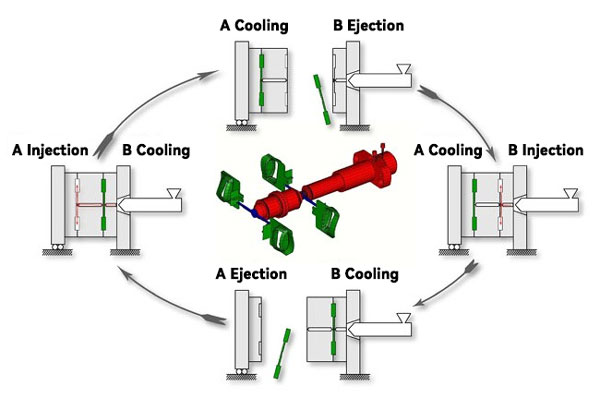
Die Tandem-Molding-Technologie ist ein Verfahren, bei dem zwei identische oder ähnliche Werkzeuge auf einer Spritzgießmaschine montiert werden. Sie arbeiten grundsätzlich gleichzeitig, um das gewünschte Ergebnis zu erzielen. Die Zeit, die zwischen dem Einlegen der Produkte in die eine und die andere Form verstreicht, wird für den Spritzgießprozess der Produkte aus der anderen Form genutzt, und die Maschine nutzt die Zeit dazwischen, um zwischen den beiden Formen zu balancieren und die Produktivität pro Betriebsstunde zu maximieren.
Die Effizienz der Tandemspritzgießtechnologie ist in der Regel unübertroffen, sie kann den Produktausstoß um 40-80% erhöhen und 30-40% an Investitionen in Anlagen und Automatisierung einsparen, wenn die Prozessbedingungen und die Anlagenkonfigurationen geeignet sind.
Anwendbare Szenarien
Sie können die Tandem Molding-Technologie bei Produkten mit Zykluszeiten von 30+ Sekunden, gleichen Materialkombinationen und nahe beieinander liegenden Größen oder gepaarten Molekularstrukturen einsetzen. Wir haben dies bei "Frontrahmen-Schrauben-Gehäuse"- und "Deckel-Boden"-Teilen mit symmetrischen Produkten, bei standardisierten Systemtechnikteilen mit mehreren Werkzeugsätzen und bei flachen, großen Rahmenteilen einschließlich der Hohlstruktur mit einfacher Installation von Fließkanälen getan. Sie können diese Teile und Werkzeuge kombinieren und mit flachen Kavitäten effizient produzieren.

Anforderungen an Schimmelpilze
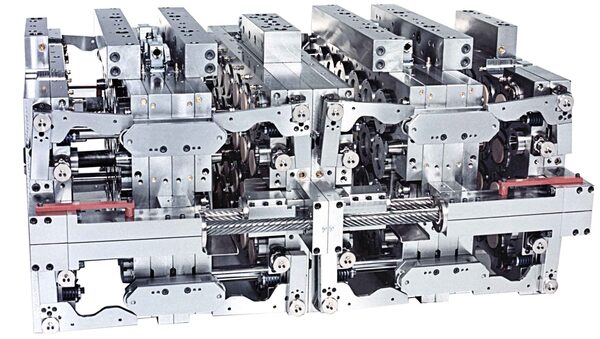
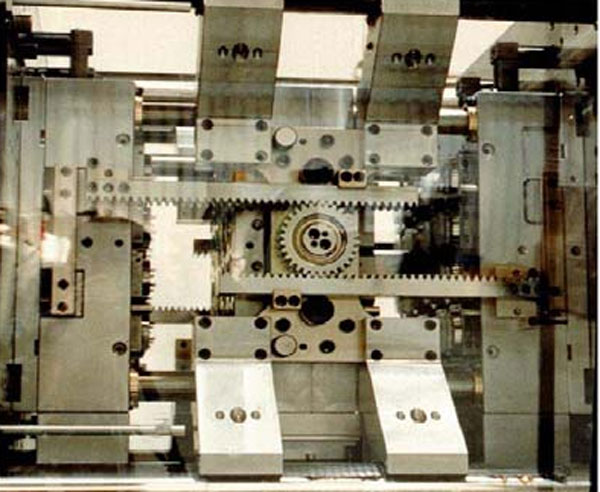
Beim Tandemspritzgießen besteht das Werkzeug aus zwei Teilen: zum einen aus dem Heißkanalsystem, das abwechselnd die vordere und die hintere Form beschießt, und zum anderen aus dem Schließsystem, das abwechselnd die Formen öffnet und schließt. Die Tandemform basiert dagegen auf zwei Werkzeugen, die sich die Einspritzung teilen. Die einfachste Möglichkeit, zwischen dem vorderen und dem hinteren Werkzeug abzuwechseln, ist die Verwendung eines vorderen und hinteren Heißkanalsystems.
Heute konstruieren die meisten Heißkanalhersteller ihre Produkte für das Tandemspritzgießen und auch für kostengünstige Kaltkanalwerkzeuge, die für das Tandemspritzgießen geeignet sind, oder sogar für zwei vorhandene Werkzeuge, die für den kombinierten Einsatz nachgerüstet werden können. Alles in allem liegt die Komplexität nicht in der Formgebung, sondern im Heißkanal.
Anforderungen an Spritzgießmaschinen
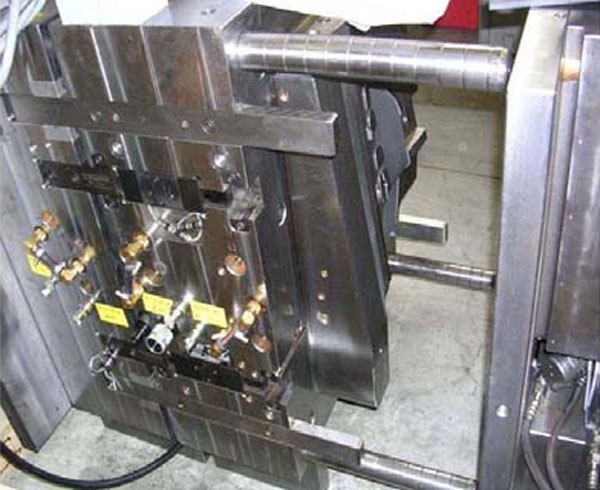
Bei der einseitigen Formgebung müssen Sie keine komplizierten Anpassungen an den Formgebungsmaschinen vornehmen. Sie setzen einfach eine Platte in die hydraulische Form ein, die die Dicke des Schließteils der Formmaschine erhöht, so dass die überlappenden Formen passen. In der Regel bedeutet dies, dass die Dicke des Schließteils der Form um etwa 20-25% mehr als die Standardkapazität der Form erhöht wird.
Beim Tandemspritzgießen muss eine Steuerungssoftware verwendet werden, die in das Steuerungssystem der Spritzgießmaschine integriert ist, um die Variablen bei der Verarbeitung von Form A und Form B zur Herstellung unterschiedlicher Produkte zu berücksichtigen. Das Anhalten und Anfahren der Schmelze sowie die Menge oder das Volumen der Schmelze sind die Schlüsselmerkmale zur Verbesserung der Produktionseffizienz.
Wenn die Schmelzkapazität nicht ausreicht, können Sie unabhängige Nachdruckeinrichtungen verwenden oder die Düsenventile schließen, um den Plastifizierungsprozess während des Nachdrucks früher zu starten. In der Regel sind für diese Anwendungen nicht die teuersten Geräte erforderlich, und die anschließenden Verbesserungen erhöhen die Kosten der Geräte in der Regel nur um 5-10% im Vergleich zu dem, was Sie vorher hatten. Wenn eine einzelne Maschine mit der gleichen Produktivität wie zwei Maschinen arbeiten kann, ergeben sich lediglich Kosteneinsparungen, sobald die Formen mithalten können.
Unterschiede zwischen Tandemspritzgießen und Stapelgießen
Wenn Leute zum ersten Mal mit Etagenwerkzeugen anstelle von einseitigen Werkzeugen arbeiten, fragen sie mich oft nach den Unterschieden in den Möglichkeiten, die sie damit haben. Die einfachste Form des Etagenspritzgießens besteht darin, dass man abwechselnd Teile in Form A und Form B herstellt. Dies wird hauptsächlich für technische Teile verwendet, die dick sein müssen. Es ist nicht mit dem Spritzgießen vergleichbar, bei dem man ein kompliziertes Teil herstellt (und die Herstellung länger dauert). Das Etagengießen wird zur Herstellung dünner Teile oder von Teilen mit vielen Hohlräumen verwendet, bei denen die Zykluszeit kurz ist (weniger als 10-15 Sekunden) und die Abkühlzeit weniger als 5-6 Sekunden beträgt.
Das Etagengießen ist also ein Verfahren, bei dem die Formen A und B gleichzeitig geöffnet werden müssen, wobei die mittlere Form in der Schwebe gehalten werden muss, während sich die Formen öffnen, und bei dem man sich dann mit Fragen der Positionsstabilität, der Abstützung und der Synchronisierung befassen muss, wenn es um die Struktur der Form geht. Das Hauptproblem ist der Bedarf an Festigkeit, Präzision und Langlebigkeit der mechanischen Teile, die zur Herstellung von Teilen unter Hochgeschwindigkeitsproduktionsbedingungen verwendet werden. Formenbauer, die hochwertige, zuverlässige Präzisionsformen herstellen können, sind nicht wie andere Formenbauer. Sie verlangen in der Regel einen höheren Preis für ihre Formen als die Durchschnittsformen.
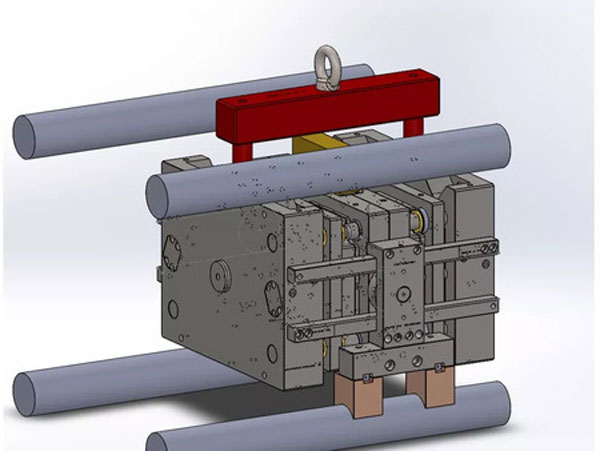
Mit zunehmender Anzahl der Kavitäten steigen die Kosten. Die hohe Produktionsgeschwindigkeit führt zu extrem hohen Kosten aufgrund des Strömungsgleichgewichts und der sequentiellen Ventilsteuerung. Um die Qualität und die Produktionsstabilität zu gewährleisten, entscheidet sich der Werkzeughersteller in der Regel für Heißkanalmarken wie Moldmaster oder Husky, die mehr kosten. Letztendlich beeinträchtigen die hohen Werkzeugkosten die Wettbewerbsfähigkeit des Unternehmens bei einem Projekt. Beim Tandem-Spritzgießverfahren wird bei jedem Zyklus jeweils nur eine Formtrennfläche geöffnet, während die andere Hälfte relativ dauerhaft in ihrer Position verriegelt bleibt. Was dieses Verfahren so wertvoll macht, ist die Tatsache, dass das Werkzeuglayout dem eines herkömmlichen Werkzeugs ähnelt, so dass es nicht das Problem der hohen Komplexität der Werkzeugstruktur gibt.
Das Etagengießverfahren erfordert höhere Akzeptanzkriterien für Präzision und Bearbeitung, längere Gießzyklen und langsamere Produktionsgeschwindigkeiten im Vergleich zum kostengünstigeren und nachsichtigeren Gießverfahren. Darüber hinaus bevorzugt Tandem Molding nicht die Verwendung von Hochkavitäten-Designs, so dass das Unternehmen auf die auf dem Markt üblichen Heißkanalmarken zurückgreift.
Da beim Tandemspritzgießen nur eine Formtrennfläche vorhanden ist, wird jeweils nur eine Trennfläche geöffnet, im Gegensatz zum Etagengießen, bei dem zwei Trennflächen gleichzeitig geöffnet und eingespritzt werden müssen. Die Maschine muss also über ein Minimum an Ladefläche in der Werkzeugaufspannung (Parallelität) und über eine Schmelz- und Einspritzkapazität im Spritzgießteil verfügen.
Die beim Etagenspritzgießen normalerweise verwendete Spritzgießmaschine ist in den meisten Fällen 1-2 Spezifikationen höher als die beim Tandemspritzgießen verwendete Maschine für die gleiche Anzahl von Kavitäten. Die Tatsache, dass das Tandem-Schwerkraftgießen eine längere Zyklusdauer hat, aber gleichzeitig eine geringere Belastung der Ausrüstung erfordert als das Stapelgießen, macht es für einheimische Produkte ziemlich ideal, während die schnelle und stabile Produktion des Stapelgießens für einheimische Marken eine große Herausforderung darstellt.

Die Produktion beim Tandemspritzgießen ist flexibler. A- und B-Halbformen können verschiedene Produkte mit unterschiedlichen Spritzgießverfahren herstellen, während beim Etagengießen in der Regel ein einziges Produkt mit der gleichen Anzahl von Kavitäten und Einspritzbedingungen hergestellt wird. Im Vergleich dazu ist das Tandemspritzgießen durch die Unterschiede in den Produktionsanlagen, den Werkzeugen und den Produktionsverfahren dem Etagengießen unterlegen. Daher ist diese Methode einfacher, wirtschaftlicher und praktischer, um die Produktivität zu verbessern.
Schlussfolgerung
Zusammenfassend lässt sich sagen, dass es von mehreren Faktoren abhängt, ob eine Spritzgießmaschine, die mit mehreren Werkzeugen arbeiten kann, praktikabel ist oder nicht, z. B. von der Leistungsfähigkeit der Maschine, der Konstruktion des Werkzeugs und den Produktionsanforderungen. Die Verwendung von Mehrfachwerkzeugen hat viele Vorteile: Sie spart Zeit und Arbeit, macht den Prozess kosteneffizienter und ermöglicht es Ihnen, das fertige Produkt zu verändern. Allerdings ist der Betrieb dieser Maschine auch kompliziert, es braucht Zeit und ein wenig Geschick, sie einzurichten, und schließlich muss man auch an die Wartung denken. Grundsätzlich müssen Maschinenhersteller darüber nachdenken, was sie brauchen und was sie tun können, um zu sehen, ob eine Mehrzweckmaschine eine gute Option für einen optimierten Herstellungsprozess ist.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







